Spent Coffee Waste as a Potential Media Component for Xylanase Production and Potential Application in Juice Enrichment



Abstract
1. Introduction
2. Materials and methods
2.1. Materials
2.2. Lipid Extraction from SCW
2.3. Microorganism and Xylanase Production
2.4. Substrate Preparation and Solid-state Fermentation
2.5. Enzyme Extraction and Activity Assay
2.6. Optimisation of Process Parameters
2.6.1. Optimisation of Physical Parameters
2.6.2. Plackett–Burman Design for Identification of Significant Variables
2.6.3. Optimisation of Media Composition
2.7. Purification of Xylanase
2.8. Application of Xylanase for Fruit Juice Clarification
2.8.1. Preparation of Puree
2.8.2. Enzyme Treatment
2.8.3. Determination of Reducing Sugar and Clarity
3. Results and Discussion
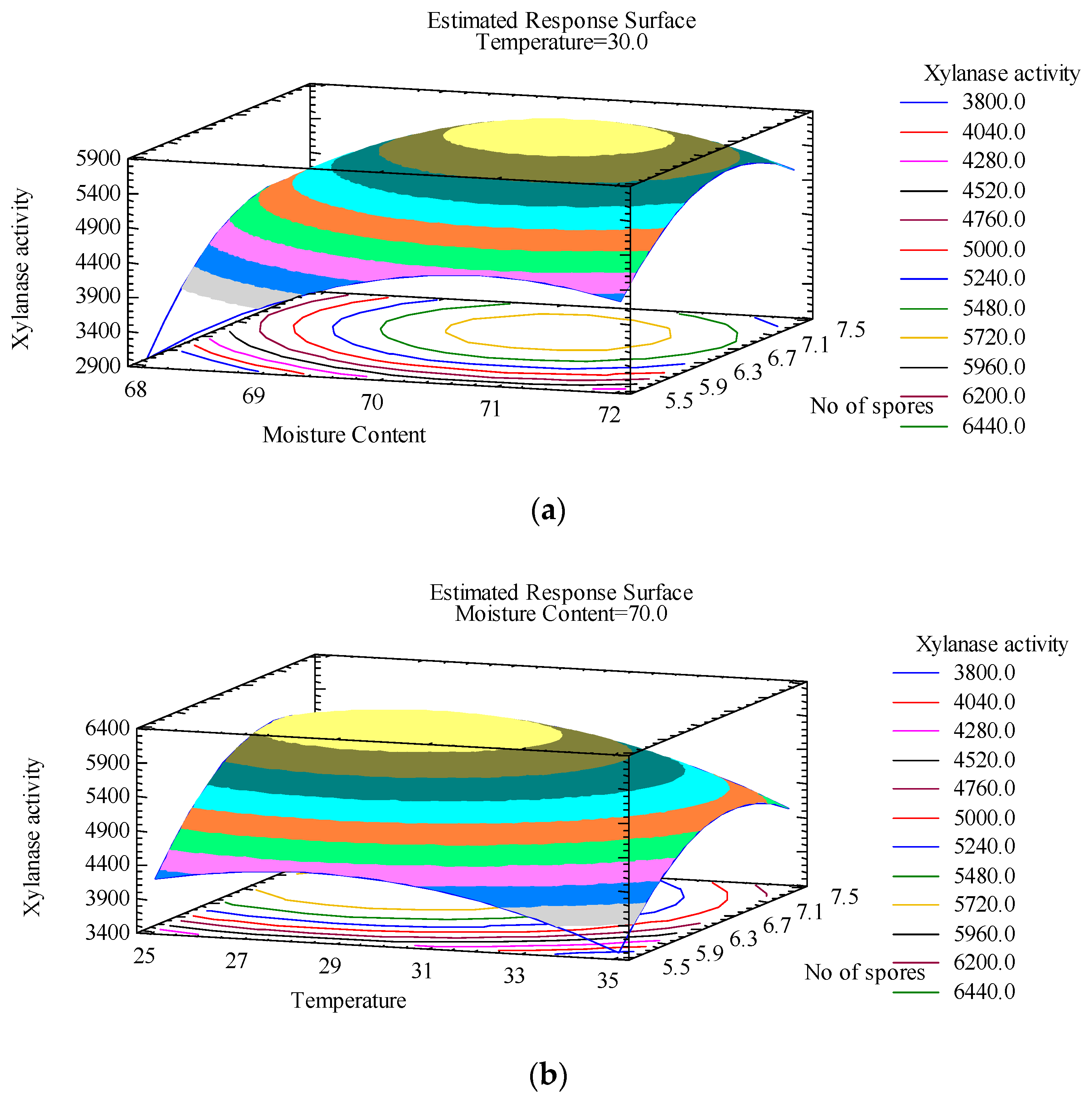
3.1. Optimisation of Fermentation Parameters
− 18.2 × X1 × X2 − 12.15 × X1 × X3 − 184.813 × X22 − 88.125 × X2 × X3 − 778.0 × X32,
3.2. Optimisation of Media Composition
3.2.1. Screening of Media Components
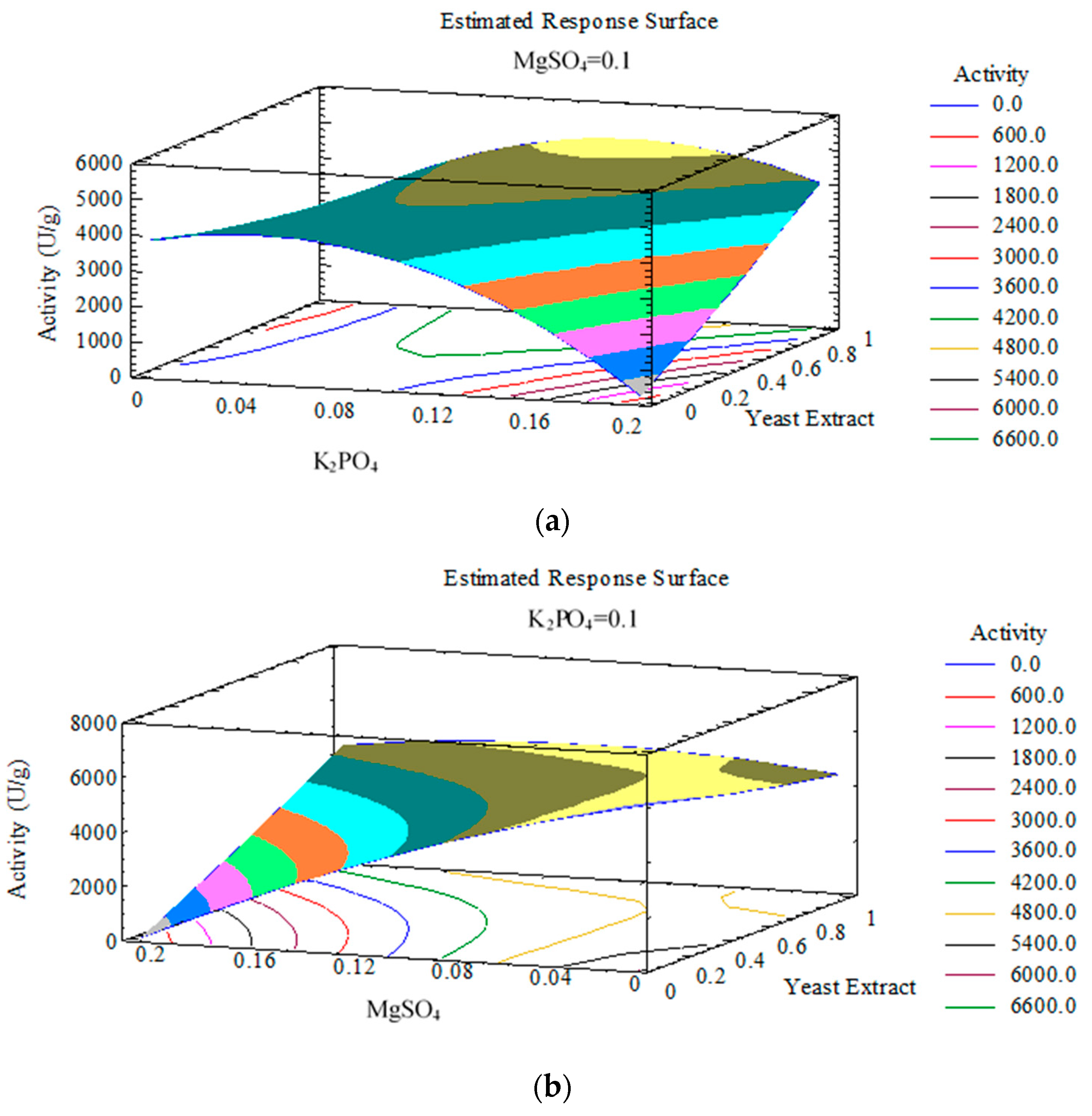
3.2.2. Optimisation of Media Composition
+ 25463.2 × Y1 × Y2 − 3500.13 × Y1 × Y3 + 323.685 × Y22 + 29240 × Y2 × Y3 − 54692.1 × Y32,
3.3. Purification of Xylanase from A. niger
3.4. Effect of pH and Temperature on Enzyme Activity
3.5. Application of Xylanase in Fruit Juice Enrichment
3.5.1. Effect of Enzyme Dosage
3.5.2. Effect of Temperature
3.5.3. Effect of Incubation Time
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Das, A.; Ray, L. Production of crude xylanase using an isolated fungal strain Aspergillus sp.S6by solid state fermentation. Mater. Today 2016, 10, 3343–3360. [Google Scholar] [CrossRef]
- Irfan, M.; Nadeem, M.; Syed, Q. One-factor-at-a-time (OFAT) optimization of xylanase production from Trichoderma viride-IR05 in solid-state fermentation. J. Radiat. Res. Appl. Sci. 2014, 7, 317–326. [Google Scholar] [CrossRef]
- Habibi, Y.; Vignon, M.R. Isolation and characterization of xylans from seed pericarp of Argania spinosa fruit. Carbohydr. Res. 2005, 340, 1431–1436. [Google Scholar] [CrossRef] [PubMed]
- Sporck, D.; Reinoso, F.A.; Rencoret, J.; Gutiérrez, A.; José, C.; Ferraz, A.; Milagres, A.M. Xylan extraction from pretreated sugarcane bagasse using alkaline and enzymatic approaches. Biotechnol. Biofuels 2017, 10, 296. [Google Scholar] [CrossRef]
- Ratnadewi, A.A.I.; Handayani, W.; Oktavianawati, I.; Santoso, A.B.; Puspaningsih, N.N.T. Isolation and hydrolysis xylan from soybean waste with endo-β-1, 4-D-xilanase of Bacillus sp. from soil termite abdomen. Agric. Agric. Sci. Procedia 2016, 9, 371–377. [Google Scholar] [CrossRef]
- Ajijolakewu, A.K.; Leh, C.P.; Wan Abdullah, W.N.; Lee, C.K. Optimization of production conditions for xylanase production by newly isolated strain Aspergillus niger through solid state fermentation of oil palm empty fruit bunches. Biocatal. Agric. Biotechnol. 2017, 11, 239–247. [Google Scholar] [CrossRef]
- Ang, S.K.; Shaza, E.M.; Adibah, Y.; Suraini, A.A.; Madihah, M.S. Production of cellulases and xylanase by Aspergillus fumigatus SK1 using untreated oil palm trunk through solid state fermentation. Process Biochem. 2013, 48, 1293–1302. [Google Scholar] [CrossRef]
- Ballesteros, L.F.; Teixeira, J.A.; Mussatto, S.I. Chemical, Functional, and Structural Properties of Spent Coffee Grounds and Coffee Silverskin. Food Bioprocess Technol. 2014, 7, 3493–3503. [Google Scholar] [CrossRef]
- Murthy, P.S.; Naidu, M.M. Production and Application of Xylanase from Penicillium sp. Utilizing Coffee By-products. Food Bioprocess Technol. 2012, 5, 657–664. [Google Scholar] [CrossRef]
- Ahangari, B.; Sargolzaei, J. Extraction of lipids from spent coffee grounds using organic solvents and supercritical carbon dioxide. J. Food Process. Preserv. 2013, 37, 1014–1021. [Google Scholar] [CrossRef]
- Kalim, B.; Ali, N.M. Optimization of fermentation media and growth conditions for microbial xylanase production. 3 Biotech 2016, 6, 122. [Google Scholar] [CrossRef] [PubMed][Green Version]
- Pal, A.; Khanum, F. Production and extraction optimization of xylanase from Aspergillus niger DFR-5 through solid-state-fermentation. Bioresour. Technol. 2010, 101, 7563–7569. [Google Scholar] [CrossRef] [PubMed]
- Ravindran, R.; Jaiswal, S.; Abu-Ghannam, N.; Jaiswal, A.K. Two-step sequential pretreatment for the enhanced enzymatic hydrolysis of coffee spent waste. Bioresour. Technol. 2017, 239, 276–284. [Google Scholar] [CrossRef] [PubMed]
- Park, Y.; Kang, S.; Lee, J.; Hong, S.; Kim, S. Xylanase production in solid state fermentation by Aspergillus niger mutant using statistical experimental designs. Appl. Microbiol. Biotechnol. 2002, 58, 761–766. [Google Scholar] [PubMed]
- Miller, G.L. Use of dinitrosalicylic acid reagent for determination of reducing sugar. Anal. Chem. 1959, 31, 426–428. [Google Scholar] [CrossRef]
- Plackett, R.L.; Burman, J.P. The design of optimum multifactorial experiments. Biometrika 1946, 33, 305–325. [Google Scholar] [CrossRef]
- Pal, A.; Khanum, F. Efficacy of xylanase purified from Aspergillus niger DFR-5 alone and in combination with pectinase and cellulase to improve yield and clarity of pineapple juice. J. Food Sci. Technol. 2011, 48, 560–568. [Google Scholar] [CrossRef]
- Ravindran, R.; Desmond, C.; Jaiswal, S.; Jaiswal, A.K. Optimisation of organosolv pretreatment for the extraction of polyphenols from spent coffee waste and subsequent recovery of fermentable sugars. Bioresour. Technol. Rep. 2018, 3, 7–14. [Google Scholar] [CrossRef]
- Latifian, M.; Hamidi-Esfahani, Z.; Barzegar, M. Evaluation of culture conditions for cellulase production by two Trichoderma reesei mutants under solid-state fermentation conditions. Bioresour. Technol. 2007, 98, 3634–3637. [Google Scholar] [CrossRef]
- Gervais, P.; Molin, P. The role of water in solid-state fermentation. Biochem. Eng. J. 2003, 13, 85–101. [Google Scholar] [CrossRef]
- Geetha, K.; Gunasekaran, P. Optimization of nutrient medium containing agricultural waste for xylanase production by Bacillus pumilus B20. Biotechnol. Bioprocess Eng. 2010, 15, 882–889. [Google Scholar] [CrossRef]
- Long, C.; Liu, J.; Gan, L.; Zeng, B.; Long, M. Optimization of Xylanase Production by Trichoderma orientalis Using Corn Cobs and Wheat Bran via Statistical Strategy. Waste Biomass Valoriz. 2017, 10, 1277–1284. [Google Scholar] [CrossRef]
- Silva, N.F.D.S.; Simões, M.R.; Knob, A.; De Moraes, S.S.; Henn, C.; Da ConceiçãO Silva, J.L.; Simão, R.D.C.G.; Maller, A.; Kadowaki, M.K. Improvement in the bleaching of kraft pulp with xylanase from Penicillium crustosum FP 11 isolated from the Atlantic forest. Biocatal. Biotransf. 2016, 34, 119–127. [Google Scholar] [CrossRef]
- Bajpai, P. Chapter 6-Purification of Xylanases. In Xylanolytic Enzymes; Bajpai, P., Ed.; Academic Press: Amsterdam, The Netherlands, 2014; pp. 53–61. [Google Scholar]
- Lappalainen, A.; Siika-Aho, M.; Kalkkinen, N.; Fagerström, R.; Tenkanen, M. Endoxylanase II from Trichoderma reesei has several isoforms with different isoelectric points. Biotechnol. Appl. Biochem. 2000, 31, 61–68. [Google Scholar] [CrossRef] [PubMed]
- Lv, Z.; Yang, J.; Yuan, H. Production, purification and characterization of an alkaliphilic endo-β-1,4-xylanase from a microbial community EMSD5. Enzyme Microb. Technol. 2008, 43, 343–348. [Google Scholar] [CrossRef]
- Pal, A.; Khanum, F. Purification of xylanase from Aspergillus niger DFR-5: Individual and interactive effect of temperature and pH on its stability. Process Biochem. 2011, 46, 879–887. [Google Scholar] [CrossRef]
- Elgharbi, F.; Hlima, H.B.; Farhat-Khemakhem, A.; Ayadi-Zouari, D.; Bejar, S.; Hmida-Sayari, A. Expression of A. niger US368 xylanase in E. coli: Purification, characterization and copper activation. Int. J. Biol. Macromol. 2015, 74, 263–270. [Google Scholar] [CrossRef]
- Takahashi, Y.; Kawabata, H.; Murakami, S. Analysis of functional xylanases in xylan degradation by Aspergillus niger E-1 and characterization of the GH family 10 xylanase XynVII. SpringerPlus. 2013, 2, 447. [Google Scholar] [CrossRef]
- Betini, J.H.A.; Michelin, M.; Peixoto-Nogueira, S.C.; Jorge, J.A.; Terenzi, H.F.; Polizeli, M.L.T.M. Xylanases from Aspergillus niger, Aspergillus niveus and Aspergillus ochraceus produced under solid-state fermentation and their application in cellulose pulp bleaching. Bioprocess Biosyst. Eng. 2009, 32, 819–824. [Google Scholar] [CrossRef]
- Iyer, P.V.; Ananthanarayan, L. Enzyme stability and stabilization—Aqueous and non-aqueous environment. Process Biochem. 2008, 43, 1019–1032. [Google Scholar] [CrossRef]
- Prasertsan, P.; Kunghae, A.; Maneesri, J.; Oi, S. Optimization for xylanase and cellulase production from Aspergillus niger ATTC 6275 in palm oil mill wastes and its application. World J. Microbiol. Biotechnol. 1997, 13, 555–559. [Google Scholar] [CrossRef]
- Goulao, L.F.; Oliveira, C.M. Cell wall modifications during fruit ripening: When a fruit is not the fruit. Trends Food Sci. Technol. 2008, 19, 4–25. [Google Scholar] [CrossRef]
- Kim, I.-B.; Bunz, U.H. Modulating the sensory response of a conjugated polymer by proteins: An agglutination assay for mercury ions in water. J. Am. Chem. Soc. 2006, 128, 2818–2819. [Google Scholar] [CrossRef] [PubMed]
- Nagar, S.; Mittal, A.; Gupta, V.K. Enzymatic clarification of fruit juices (Apple, Pineapple, and Tomato) using purified Bacillus pumilus SV-85S xylanase. Biotechnol. Bioprocess Eng. 2012, 17, 1165–1175. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Factors | Coded Symbols | Basic Level | Variation Level | Value of Factor | Coded Value |
|---|---|---|---|---|---|
| Temperature | X1 | 30 | 5 | 25 | −1 |
| 30 | 0 | ||||
| 35 | +1 | ||||
| Moisture content (%) | X2 | 70 | 2 | 68 | −1 |
| 70 | 0 | ||||
| 72 | +1 | ||||
| Log (number of spores) | X3 | 6.5 | 1 | 5.5 | −1 |
| 6.5 | 0 | ||||
| 7.5 | +1 |
| Nutrient Code | Compound | (+) Level (%) (g/g of Dry Substrate) | (−) Level (%) (g/g of Dry Substrate) |
|---|---|---|---|
| A | KH2PO4 | 0.2 | 0.1 |
| B | NaCl | 0.1 | 0.05 |
| C | MgSO4 | 0.1 | 0.05 |
| D | Yeast Extract | 0.2 | 0.1 |
| E | Peptone | 0.2 | 0.1 |
| F | (NH4)2SO4 | 0.2 | 0.1 |
| G | NH4Cl | 0.2 | 0.1 |
| H | CaCl2 | 0.1 | 0.05 |
| I | FeCl3 | 0.1 | 0.05 |
| J | KCl | 0.1 | 0.05 |
| Independent Variables | Coded Symbols | Levels | ||
|---|---|---|---|---|
| −1 | 0 | +1 | ||
| Temperature | X1 | 25 | 30 | 35 |
| Moisture content (%) | X2 | 68 | 70 | 72 |
| Log (number of spores) | X3 | 5.5 | 6.5 | 7.5 |
| Trial No. | Temperature (°C) | Moisture Content (%) | Log (No. of spores) | Observed Xylanase Activity (U/g) | Predicted Xylanase Activity (U/g) |
|---|---|---|---|---|---|
| 1 | 25 | 68 | 6.5 | 4215 | 4281 |
| 2 | 30 | 68 | 7.5 | 4653 | 4572 |
| 3 | 30 | 72 | 5.5 | 4113 | 4194 |
| 4 | 25 | 70 | 7.5 | 5504 | 5520 |
| 5 | 35 | 72 | 6.5 | 4358 | 4293 |
| 6 | 35 | 70 | 5.5 | 3477 | 3461 |
| 7 | 25 | 70 | 5.5 | 4190 | 4174 |
| 8 | 25 | 72 | 6.5 | 5557 | 5491 |
| 9 | 30 | 70 | 6.5 | 5724 | 5724 |
| 10 | 30 | 70 | 6.5 | 5724 | 5724 |
| 11 | 35 | 70 | 7.5 | 4548 | 4564 |
| 12 | 30 | 72 | 7.5 | 5016 | 5066 |
| 13 | 35 | 68 | 6.5 | 3744 | 3810 |
| 14 | 30 | 68 | 5.5 | 3045 | 2995 |
| 15 | 30 | 70 | 6.5 | 5724 | 5724 |
| Blocks | A | B | C | D | E | F | G | H | J | Activity/g of Dry Substrate (U/g) |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1 | −1 | 1 | 1 | −1 | 1 | −1 | −1 | −1 | 5451 |
| 2 | −1 | −1 | −1 | 1 | 1 | 1 | −1 | 1 | 1 | 5692 |
| 3 | −1 | 1 | 1 | 1 | −1 | 1 | 1 | −1 | 1 | 4281 |
| 4 | 1 | 1 | −1 | 1 | −1 | −1 | −1 | 1 | 1 | 1697 |
| 5 | −1 | −1 | 1 | 1 | 1 | −1 | 1 | 1 | −1 | 4467 |
| 6 | 1 | 1 | 1 | −1 | 1 | 1 | −1 | 1 | −1 | 3488 |
| 7 | 1 | −1 | 1 | 1 | −1 | −1 | 1 | 1 | 1 | 6034 |
| 8 | −1 | 1 | 1 | −1 | 1 | −1 | −1 | −1 | 1 | 3611 |
| 9 | −1 | 1 | −1 | −1 | −1 | 1 | 1 | 1 | −1 | 4860 |
| 10 | 1 | 1 | −1 | 1 | 1 | −1 | 1 | −1 | −1 | 3457 |
| 11 | 1 | −1 | −1 | −1 | 1 | 1 | 1 | −1 | 1 | 4118 |
| 12 | −1 | −1 | −1 | −1 | −1 | −1 | −1 | −1 | −1 | 4567 |
| Independent Variables | Coded Symbols | Levels | ||
|---|---|---|---|---|
| −1 | 0 | +1 | ||
| Yeast Extract | Y1 | 0 | 0.5 | 1.0 |
| K2HPO4 | Y2 | 0 | 0.1 | 0.2 |
| KCl | Y3 | 0 | 0.1 | 0.2 |
| Trial No. | K2HPO4 (g/g of SCW) | Yeast Extract (g/g of SCW) | MgSO4 (g/g of SCW) | Xylanase Observed (U/g) | Xylanase Theoretical (U/g) |
|---|---|---|---|---|---|
| 1 | 0.2 | 0.0 | 0.1 | 56 | 206 |
| 2 | 0.2 | 1.0 | 0.1 | 4149 | 4120 |
| 3 | 0.1 | 0.5 | 0.1 | 4222 | 4222 |
| 4 | 0.1 | 0.0 | 0.0 | 6065 | 6005 |
| 5 | 0.0 | 0.5 | 0.2 | 1083 | 1173 |
| 6 | 0.2 | 0.5 | 0.0 | 3130 | 3040 |
| 7 | 0.1 | 0.0 | 0.2 | 259 | 140 |
| 8 | 0.1 | 1.0 | 0.2 | 4371 | 4431 |
| 9 | 0.0 | 0.5 | 0.0 | 4012 | 4043 |
| 10 | 0.0 | 1.0 | 0.1 | 2796 | 2646 |
| 11 | 0.1 | 0.5 | 0.1 | 4222 | 4222 |
| 12 | 0.1 | 1.0 | 0.0 | 4329 | 4448 |
| 13 | 0.0 | 0.0 | 0.1 | 3796 | 3825 |
| 14 | 0.1 | 0.5 | 0.1 | 4222 | 4222 |
| 15 | 0.2 | 0.5 | 0.2 | 61 | 30 |
| Source | Sum of Squares | Degrees of Freedom | Mean Square | F-Ratio | p-Value |
|---|---|---|---|---|---|
| Y1 | 2.30 × 106 | 1 | 2.30 × 106 | 114.26 | 0.0001 |
| Y2 | 3.74× 106 | 1 | 3.74 × 106 | 185.62 | 0.0002 |
| Y3 | 1.73 × 107 | 1 | 1.73 × 106 | 858.69 | 0.0003 |
| Y1 Y1 | 9.49 × 106 | 1 | 9.49 × 106 | 471.45 | 0.0324 |
| Y1 Y2 | 6.48 × 106 | 1 | 6.48 × 106 | 321.95 | 0.0021 |
| Y1 Y3 | 4900.35 | 1 | 4900.35 | 0.24 | 0.6427 |
| Y2 Y2 | 24178.1 | 1 | 24178.1 | 1.2 | 0.3232 |
| Y2 Y3 | 8.55 × 106 | 1 | 8.55 × 106 | 424.54 | 0.0041 |
| Y3 Y3 | 1.10 × 106 | 1 | 1.10 × 106 | 54.84 | 0.0007 |
| Total error | 100695 | 5 | 20139 | ||
| Total (corr.) | 4.88 × 106 | 14 |
| Step | Total Activity (IU) | Total Protein (mg) | Specific Activity (IU/mg) | Purification Fold | Yield |
|---|---|---|---|---|---|
| Crude extract | 167,250 | 5009 | 33 | 1.0 | 100 |
| Ammonium sulphate | 155,309 | 1412 | 110 | 3.3 | 72 |
| Ultrafiltration | 93,336 | 173 | 540 | 16.2 | 56 |
| Ion-exchange chromatography | 39,036 | 68 | 572 | 17.1 | 23 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ravindran, R.; Williams, G.A.; Jaiswal, A.K. Spent Coffee Waste as a Potential Media Component for Xylanase Production and Potential Application in Juice Enrichment. Foods 2019, 8, 585. https://doi.org/10.3390/foods8110585
Ravindran R, Williams GA, Jaiswal AK. Spent Coffee Waste as a Potential Media Component for Xylanase Production and Potential Application in Juice Enrichment. Foods. 2019; 8(11):585. https://doi.org/10.3390/foods8110585
Chicago/Turabian StyleRavindran, Rajeev, Gwilym A. Williams, and Amit K. Jaiswal. 2019. "Spent Coffee Waste as a Potential Media Component for Xylanase Production and Potential Application in Juice Enrichment" Foods 8, no. 11: 585. https://doi.org/10.3390/foods8110585
APA StyleRavindran, R., Williams, G. A., & Jaiswal, A. K. (2019). Spent Coffee Waste as a Potential Media Component for Xylanase Production and Potential Application in Juice Enrichment. Foods, 8(11), 585. https://doi.org/10.3390/foods8110585