

High-Pressure Pasteurization of Oat Okara
 ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Chemicals
2.2. Experimental Design of HPP-Process and Storage Study

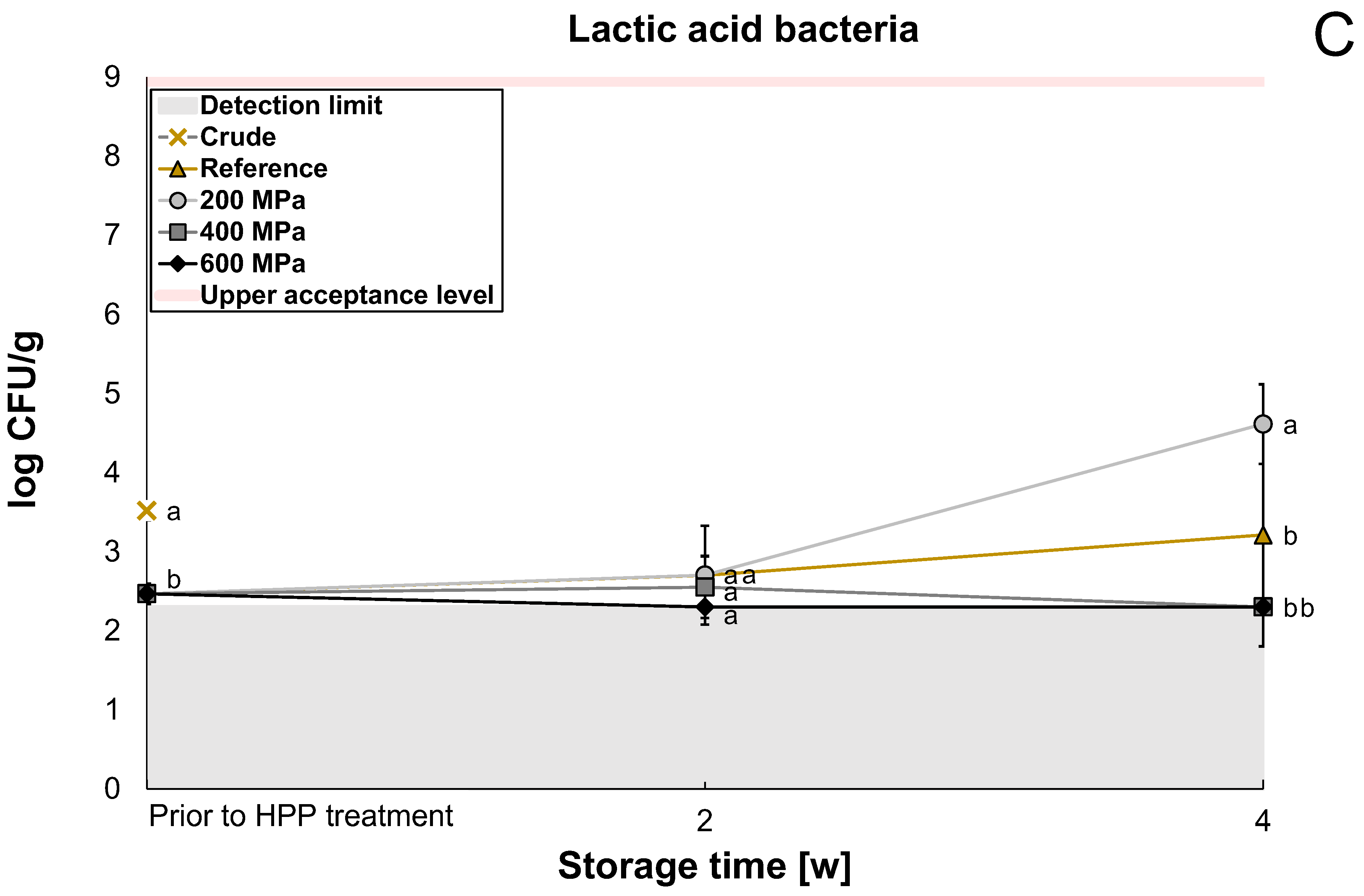
2.3. Microbiological Content
2.4. Proximate Composition
2.5. Water Activity
2.6. Differential Scanning Calorimetry
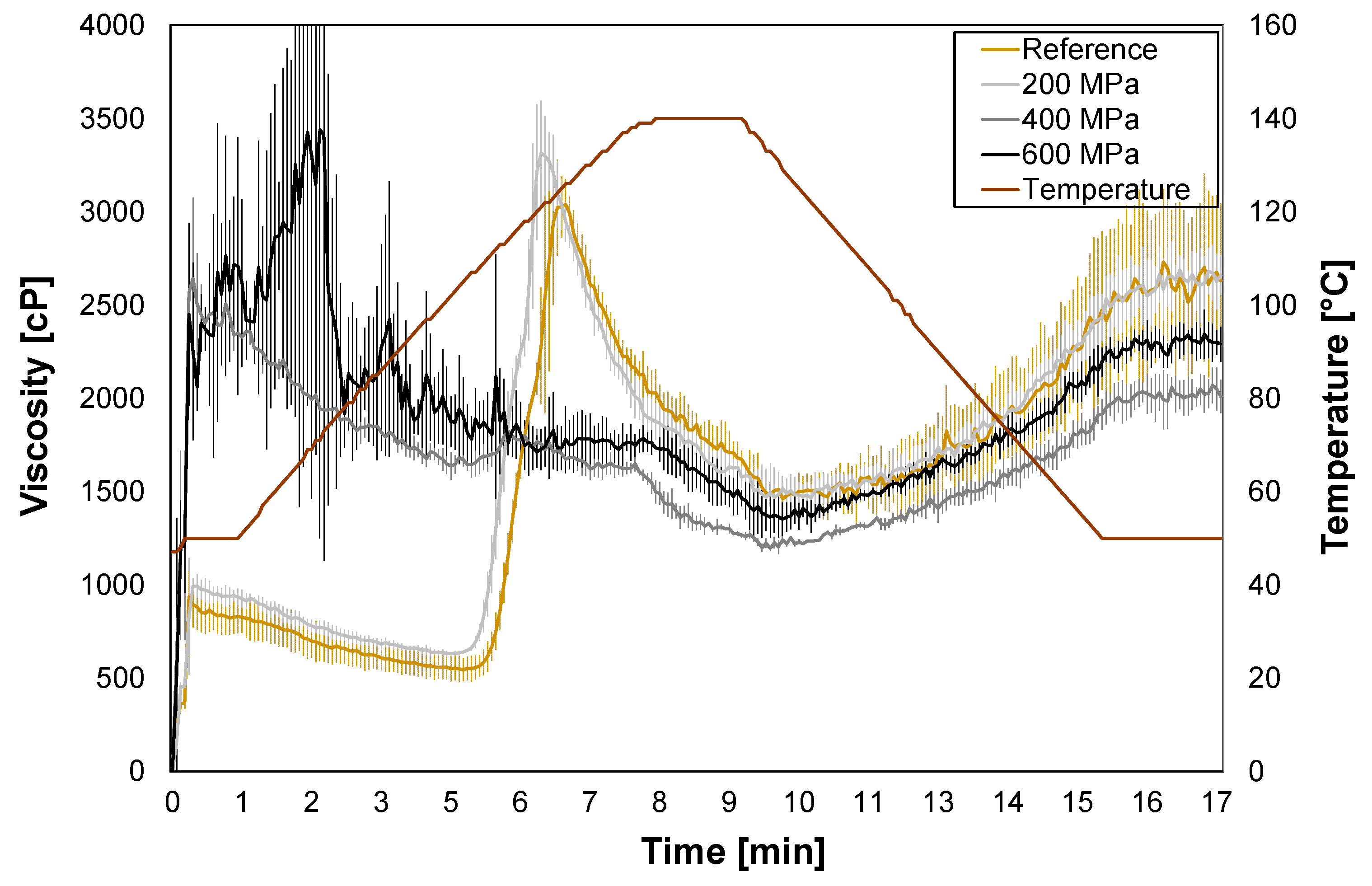
2.7. Viscosity
2.8. Water and Oil Holding Capacities
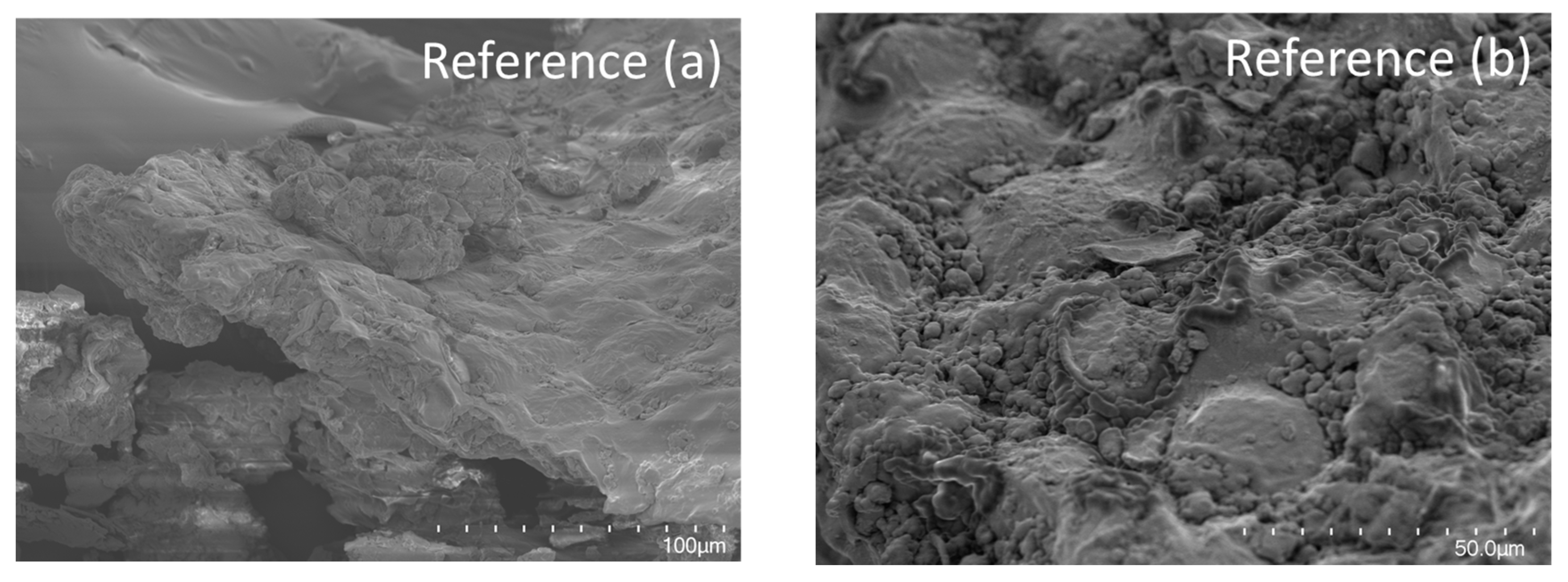
2.9. Scanning Electron Microscopy
2.10. Statistical Analysis
3. Results and Discussion
3.1. Microbiological Content
3.2. Proximate Composition and Water Activity
3.3. Thermal Properties
3.4. Viscosity
3.5. Water and Oil Holding Capacities
3.6. Scanning Electron Micrographs
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ritchie, H.; Roser, M. Environmental Impacts of Food Production; Our World in Data: Oxford, UK, 2020. [Google Scholar]
- Haas, R.; Schnepps, A.; Pichler, A.; Meixner, O. Cow milk versus plant-based milk substitutes: A comparison of product image and motivational structure of consumption. Sustainability 2019, 11, 5046. [Google Scholar] [CrossRef]
- Markets and Markets. Dairy Alternatives Market by Source (Soy, Almond, Coconut, Oats, Rice, Hemp), Application (Milk, Yogurt, Ice creams, Cheese, Creamers), Distribution Channel (Supermarkets, Health Food Stores, Pharmacies), Formulation and Region—Forecast to 2028. Available online: https://www.marketsandmarkets.com/Market-Reports/dairy-alternative-plant-milk-beverages-market-677.html (accessed on 11 October 2023).
- Paul, A.A.; Kumar, S.; Kumar, V.; Sharma, R. Milk Analog: Plant based alternatives to conventional milk, production, potential and health concerns. Crit. Rev. Food Sci. Nutr. 2020, 60, 3005–3023. [Google Scholar] [CrossRef]
- Ignaszewski, E. 2021 U.S. Retail Market Insights Plant-Based Foods; The Good Food Institute: Washington, DC, USA, 2021. [Google Scholar]
- Deswal, A.; Deora, N.S.; Mishra, H.N. Optimization of enzymatic production process of oat milk using response surface methodology. Food Bioprocess Technol. 2014, 7, 610–618. [Google Scholar] [CrossRef]
- McClements, D.J.; Grossmann, L. Next-Generation Plant-Based Foods: Design, Production, and Properties; Springer Nature: Berlin/Heidelberg, Germany, 2022. [Google Scholar]
- Röös, E.; Patel, M.; Spångberg, J. Miljöpåverkan Från Mjölk Och Havredryck; SLU: Uppsala, Sweden, 2015. [Google Scholar]
- Oatly, A.B. The Oatly Sustainability Report 2022. Available online: https://a.storyblok.com/f/107921/x/11daa2b42e/oatly-sustainability-report-2022.pdf (accessed on 11 October 2023).
- Aiello, G.; Li, Y.; Xu, R.; Boschin, G.; Juodeikiene, G.; Arnoldi, A. Composition of the protein ingredients from insoluble oat byproducts treated with food-grade enzymes, such as amylase, cellulose/xylanase, and protease. Foods 2021, 10, 2695. [Google Scholar] [CrossRef]
- Patsioura, A.; Galanakis, C.M.; Gekas, V. Ultrafiltration optimization for the recovery of β-glucan from oat mill waste. J. Membr. Sci. 2011, 373, 53–63. [Google Scholar] [CrossRef]
- Huang, H.-W.; Wu, S.-J.; Lu, J.-K.; Shyu, Y.-T.; Wang, C.-Y. Current status and future trends of high-pressure processing in food industry. Food Control 2017, 72, 1–8. [Google Scholar] [CrossRef]
- Balasubramaniam, V.; Barbosa-Cánovas, G.V.; Lelieveld, H. High Pressure Processing of Food: Principles, Technology and Applications; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Mateos-Aparicio, I.; Mateos-Peinado, C.; Rupérez, P. High hydrostatic pressure improves the functionality of dietary fibre in okara by-product from soybean. Innov. Food Sci. Emerg. Technol. 2010, 11, 445–450. [Google Scholar] [CrossRef]
- Pérez-López, E.; Mateos-Aparicio, I.; Rupérez, P. Okara treated with high hydrostatic pressure assisted by Ultraflo® L: Effect on solubility of dietary fibre. Innov. Food Sci. Emerg. Technol. 2016, 33, 32–37. [Google Scholar] [CrossRef]
- Helstad, A.; Marefati, A.; Ahlström, C.; Rayner, M.; Purhagen, J.; Östbring, K. High-Pressure Pasteurization of Soy Okara. Foods 2023, 12, 3736. [Google Scholar] [CrossRef] [PubMed]
- Knorr, D.; Heinz, V.; Buckow, R. High pressure application for food biopolymers. Biochim. Biophys. Acta (BBA)-Proteins Proteom. 2006, 1764, 619–631. [Google Scholar] [CrossRef] [PubMed]
- Heremans, K.; Smeller, L. Protein structure and dynamics at high pressure. Biochim. Biophys. Acta (BBA)-Protein Struct. Mol. Enzymol. 1998, 1386, 353–370. [Google Scholar] [CrossRef]
- Balci, A.T.; Wilbey, R.A. High pressure processing of milk-the first 100 years in the development of a new technology. Int. J. Dairy Technol. 1999, 52, 149–155. [Google Scholar] [CrossRef]
- Shigehisa, T.; Ohmori, T.; Saito, A.; Taji, S.; Hayashi, R. Effects of high hydrostatic pressure on characteristics of pork slurries and inactivation of microorganisms associated with meat and meat products. Int. J. Food Microbiol. 1991, 12, 207–215. [Google Scholar] [CrossRef] [PubMed]
- Thyssenkrupp. What is HPP? All the Relevant Information about High Pressure Processing. Available online: https://www.thyssenkrupp-industrial-solutions.com/high-pressure-processing/en/what-is-hpp/ (accessed on 14 September 2023).
- Alveteg, M. KETF10 & KETF40 Introduction to Transport Phenomena and Separation Processes; MediaTryck: Lund, Sweden, 2022. [Google Scholar]
- Ho, L.; Noor Aziah, A.; Noor Shazliana, A.; Bhat, R. Quality evaluation of steamed wheat bread substituted with green banana flour. Int. Food Res. J. 2012, 19, 869–876. [Google Scholar]
- Boonyaratanakornkit, B.B.; Park, C.B.; Clark, D.S. Pressure effects on intra-and intermolecular interactions within proteins. Biochim. Biophys. Acta (BBA)-Protein Struct. Mol. Enzymol. 2002, 1595, 235–249. [Google Scholar] [CrossRef]
- Black, E.P.; Setlow, P.; Hocking, A.D.; Stewart, C.M.; Kelly, A.L.; Hoover, D.G. Response of spores to high-pressure processing. Compr. Rev. Food Sci. Food Saf. 2007, 6, 103–119. [Google Scholar] [CrossRef]
- Sohn, K.H.; Lee, H.J. Effects of high pressure treatment on the quality and storage of kimchi. Int. J. Food Sci. Technol. 1998, 33, 359–365. [Google Scholar] [CrossRef]
- Centre for Food Safety. Microbiological Guidelines for Food (For Ready-to-Eat Food in General and Specific Food Items); Food and Environmental Hygiene Department: Hong Kong, China, 2014.
- FSANZ. Compendium of Microbiological Criteria for Food. Available online: https://www.foodstandards.gov.au/publications/Documents/Compendium_revised%20Dec%202022.pdf (accessed on 6 November 2023).
- Rolfe, C.; Daryaei, H. Intrinsic and Extrinsic Factors Affecting Microbial Growth in Food Systems; Food Safety Engineering; Springer: Berlin/Heidelberg, Germany, 2020; pp. 3–24. [Google Scholar]
- Li, B.; Qiao, M.; Lu, F. Composition, nutrition, and utilization of okara (soybean residue). Food Rev. Int. 2012, 28, 231–252. [Google Scholar] [CrossRef]
- Mudgil, D. The interaction between insoluble and soluble fiber. In Dietary fiber for the Prevention of Cardiovascular Disease; Elsevier: Amsterdam, The Netherlands, 2017; pp. 35–59. [Google Scholar]
- Ma, C.Y.; Harwalkar, V. Studies of thermal denaturation of oat globulin by differential scanning calorimetry. J. Food Sci. 1988, 53, 531–534. [Google Scholar] [CrossRef]
- Cheng, F.; Ding, K.; Yin, H.; Tulbek, M.; Chigwedere, C.M.; Ai, Y. Milling and differential sieving to diversify flour functionality: A comparison between pulses and cereals. Food Res. Int. 2022, 163, 112223. [Google Scholar] [CrossRef]
- He, R.; He, H.-Y.; Chao, D.; Ju, X.; Aluko, R. Effects of high pressure and heat treatments on physicochemical and gelation properties of rapeseed protein isolate. Food Bioprocess Technol. 2014, 7, 1344–1353. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, L.; Liu, H.; Yoon, A.; Rizvi, S.S.; Wang, Q. Changes in conformation and quality of vegetable protein during texturization process by extrusion. Crit. Rev. Food Sci. Nutr. 2019, 59, 3267–3280. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pressure (MPa) | Temperature Interval (°C) | Pressure Interval (MPa) |
|---|---|---|
| 200 | 16.2–20.7 | 199.8–206.3 |
| 400 | 18.7–20.8 | 400.6–404.7 |
| 600 | 21.5–22.6 | 600.7–605.2 |
| Start (°C) | Limit (°C) | Rate (°C/min) | Hold (min) | Sampling (s) | |
|---|---|---|---|---|---|
| 25 | 25 | 10 | 1 | 0.2 | |
| End step | 25 | 200 | 10 | 0 | 0.2 |
| Time | ||
|---|---|---|
| 00:00 | Temp | 50 °C |
| 00:00 | Speed | 960 rpm |
| 00:10 | Speed | 160 rpm |
| 01:00 | Temp | 50 °C |
| 06:50 | Temp | 140 °C |
| 09:20 | Temp | 140 °C |
| 15:10 | Temp | 50 °C |
| 17:10 | End |
| Protein (%) | Fat (%) | Carbohydrate (%) | Total Dietary Fiber (%) | Ash (%) | Water (%) |
|---|---|---|---|---|---|
| 52.1 ± 5.2 | 14.1 ± 1.4 | 12.3 * | 15.8 ± 2.4 | 5.8 ± 0.6 | 54.3 ± 5.4 |
| Reference | 200 MPa | 400 MPa | 600 MPa | |
|---|---|---|---|---|
| Total dietary fiber (%) | 15.8 ± 2.36 | 18.1 ± 2.72 | 17.4 ± 2.62 | 18.5 ± 2.78 |
| Insoluble fiber (%) | 16.0 ± 2.40 | 17.4 ± 2.61 | 16.3 ± 2.45 | 16.8 ± 2.52 |
| Soluble fiber (%) | n.d. | 0.7 ± 0.11 | 1.1 ± 0.17 | 1.7 ± 0.26 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Helstad, A.; Marefati, A.; Ahlström, C.; Rayner, M.; Purhagen, J.; Östbring, K. High-Pressure Pasteurization of Oat Okara. Foods 2023, 12, 4070. https://doi.org/10.3390/foods12224070
Helstad A, Marefati A, Ahlström C, Rayner M, Purhagen J, Östbring K. High-Pressure Pasteurization of Oat Okara. Foods. 2023; 12(22):4070. https://doi.org/10.3390/foods12224070
Chicago/Turabian StyleHelstad, Amanda, Ali Marefati, Cecilia Ahlström, Marilyn Rayner, Jeanette Purhagen, and Karolina Östbring. 2023. "High-Pressure Pasteurization of Oat Okara" Foods 12, no. 22: 4070. https://doi.org/10.3390/foods12224070
APA StyleHelstad, A., Marefati, A., Ahlström, C., Rayner, M., Purhagen, J., & Östbring, K. (2023). High-Pressure Pasteurization of Oat Okara. Foods, 12(22), 4070. https://doi.org/10.3390/foods12224070