
Evaluation of a New Bulk Packaging Container for the Ripening of Feta Cheese

 , ,
, , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Cheese Preparation
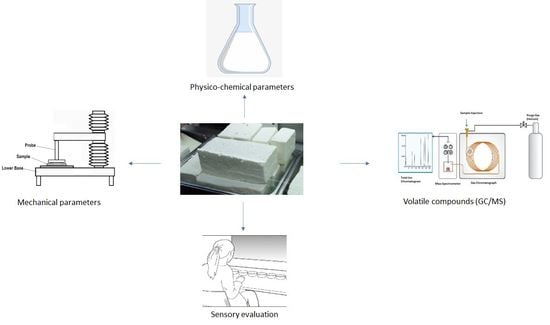
2.2. Physico-Chemical Parameter Analyses
2.3. Semi-Quantitative Determination of Volatile Compounds Using Solid Phase Microextraction (SPME)—Gas Chromatography/Mass Spectroscopy (GC/MS)
2.4. Texture Evaluation
2.5. Sensory Evaluation
- 5 corresponds to very good quality, in accordance with predetermined standards;
- 4 corresponds to good quality, in accordance with predetermined standards;
- 3 corresponds to acceptable quality, in accordance with predetermined standards;
- 2 corresponds to poor quality, in accordance with predetermined standards;
- 1 corresponds to very poor quality, in accordance with predetermined standards; and
- 0 corresponds to a product that is unacceptable for consumption.
2.6. Statistical Analysis
3. Results and Discussion
3.1. Physico-Chemical Parameters of Feta Cheeses
3.2. Volatile Compounds of Feta Cheeses
3.3. Textural Parameters of Feta Cheeses
3.4. Sensory Evaluation of Feta Cheeses
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- European Union. COMMISSION REGULATION (EC) No 1829/2002 of 14 October 2002 amending the Annex to Regulation (EC) No 1107/96 with regard to the name ‘Feta’. Off. J. Eur. Union 2002, L277, 11–14. [Google Scholar]
- Bravo-Lamas, L.; Aldai, N.; Kramer, J.K.G.; Barron, L.J.R. Case study using commercial dairy sheep flocks: Comparison of the fat nutritional quality of milk produced in mountain and valley farms. LWT 2018, 89, 374–380. [Google Scholar] [CrossRef]
- Moatsou, G.; Massouras, T.; Kandarakis, I.; Anifantakis, E. Evolution of proteolysis during the ripening of traditional Feta cheese. Lait 2002, 82, 601–611. [Google Scholar] [CrossRef]
- Papadopoulou, O.S.; Argyri, A.A.; Varzakis, E.E.; Tassou, C.C.; Chorianopoulos, N.G. Greek functional Feta cheese: Enhancing quality and safety using a Lactobacillus plantarum strain with probiotic potential. Food Microbiol. 2018, 74, 21–33. [Google Scholar] [CrossRef] [PubMed]
- Kondyli, E.; Pappa, E.C.; Vlachou, A.M. Effect of package type on the composition and volatile compounds of Feta cheese. Small Rumin. Res. 2012, 108, 95–101. [Google Scholar] [CrossRef]
- Hellenic Legislation Recognition of Feta as Protected Denomination of Origin Cheese; National Printing Office: Athens, Greece, 1993.
- Joint Fao/Who Food Standards Programme Codex Committee on Milk and Milk Products. Rome, Italy, 2000.
- Anifantakis, E. Methods for the Analysis of Milk and Dairy Products; Stamoulis Publications: Athens, Greece, 1992. [Google Scholar]
- Zaravela, A.; Kontakos, S.; Badeka, A.V.; Kontominas, M.G. Effect of adjunct starter culture on the quality of reduced fat, white, brined goat cheese: Part I. Assessment of chemical composition, proteolysis, lipolysis, texture and sensory attributes. Eur. Food Res. Technol. 2021, 247, 2211–2225. [Google Scholar] [CrossRef]
- ISO 22935-2|IDF 99-2: 2023; Milk and Milk Products—Sensory Analysis—Part 2: Methods for Sensory Evaluation. International Organization for Standardization: Geneva, Switzerland, 2023.
- Karakosta, L.K.; Vatavali, K.A.; Kosma, I.S.; Badeka, A.V.; Kontominas, M.G. Combined Effect of Chitosan Coating and Laurel Essential Oil (Laurus nobilis) on the Microbiological, Chemical, and Sensory Attributes of Water Buffalo Meat. Foods 2022, 11, 1664. [Google Scholar] [CrossRef]
- Coelho, M.C.; Malcata, F.X.; Silva, C.C.G. Lactic Acid Bacteria in Raw-Milk Cheeses: From Starter Cultures to Probiotic Functions. Foods 2022, 11, 2276. [Google Scholar] [CrossRef]
- Guinee, T.P. Salting and the role of salt in cheese. Int. J. Dairy Technol. 2004, 57, 99–109. [Google Scholar] [CrossRef]
- Rosenberg, M.; Rosenberg, Y. Proteolysis during aging of commercial full-fat and reduced-fat Cheddar cheeses of identical chronological age. AIMS Agric. Food 2022, 7, 855–871. [Google Scholar] [CrossRef]
- Fox, P.F.; Guinee, T.P.; Cogan, T.M.; McSweeney, P.L.H. Biochemistry of Cheese Ripening. In Fundamentals of Cheese Science; Springer: New York, NY, USA, 2016; pp. 391–439. [Google Scholar]
- Greek Codex Alimentarius Greek Codex for Foods and Beverages, 3rd ed.; Dairy products; National Printing Office: Athens, Greece, 2014.
- Katsiari, M.C.; Voutsinas, L.P.; Kondyli, E.; Alichanidis, E. Flavour enhancement of low-fat Feta-type cheese using a commercial adjunct culture. Food Chem. 2002, 79, 193–198. [Google Scholar] [CrossRef]
- Moatsou, G.; Moschopoulou, E.; Georgala, A.; Zoidou, E.; Kandarakis, I.; Kaminarides, S.; Anifantakis, E. Effect of artisanal liquid rennet from kids and lambs abomasa on the characteristics of Feta cheese. Food Chem. 2004, 88, 517–525. [Google Scholar] [CrossRef]
- Sahingil, D.; Hayaloglu, A.A.; Simsek, O.; Ozer, B. Changes in volatile composition, proteolysis and textural and sensory properties of white-brined cheese: Effects of ripening temperature and adjunct culture. Dairy Sci. Technol. 2014, 94, 603–623. [Google Scholar] [CrossRef]
- Plessas, S.; Ganatsios, V.; Mantzourani, I.; Bosnea, L. White brined cheese production by incorporation of a traditional milk-cereal prebiotic matrix with a candidate probiotic bacterial strain. Appl. Sci. 2021, 11, 6182. [Google Scholar] [CrossRef]
- Bozoudi, D.; Kondyli, E.; Claps, S.; Hatzikamari, M.; Michaelidou, A.; Biliaderis, C.G.; Litopoulou-Tzanetaki, E. Compositional characteristics and volatile organic compounds of traditional PDO Feta cheese made in two different mountainous areas of Greece. Int. J. Dairy Technol. 2018, 71, 673–682. [Google Scholar] [CrossRef]
- Cuffia, F.; Bergamini, C.V.; Wolf, I.V.; Hynes, E.R.; Perotti, M.C. Influence of the culture preparation and the addition of an adjunct culture on the ripening profiles of hard cheese. J. Dairy Res. 2019, 86, 120–128. [Google Scholar] [CrossRef]
- Meng, H.Y.; Piccand, M.; Fuchsmann, P.; Dubois, S.; Baumeyer, A.; Tena Stern, M.; Von Ah, U. Formation of 3-Methylbutanal and 3-Methylbutan-1-ol Recognized as Malty during Fermentation in Swiss Raclette-Type Cheese, Reconstituted Milk, and de Man, Rogosa, and Sharpe Broth. J. Agric. Food Chem. 2021, 69, 717–729. [Google Scholar] [CrossRef]
- Smit, G.; Smit, B.A.; Engels, W.J.M. Flavour formation by lactic acid bacteria and biochemical flavour profiling of cheese products. FEMS Microbiol. Rev. 2005, 29, 591–610. [Google Scholar] [CrossRef]
- Hayaloglu, A.A.; Tolu, C.; Yasar, K.; Sahingil, D. Volatiles and sensory evaluation of goat milk cheese Gokceada as affected by goat breeds (Gokceada and Turkish Saanen) and starter culture systems during ripening. J. Dairy Sci. 2013, 96, 2765–2780. [Google Scholar] [CrossRef]
- D’Incecco, P.; Limbo, S.; Hogenboom, J.; Rosi, V.; Gobbi, S.; Pellegrino, L. Impact of extending hard-cheese ripening: A multiparameter characterization of Parmigiano reggiano cheese ripened up to 50 months. Foods 2020, 9, 268. [Google Scholar] [CrossRef]
- Özer, B.; Kirmaci, H.A.; Hayaloglu, A.A.; Akçelik, M.; Akkoç, N. The effects of incorporating wild-type strains of Lactococcus lactis into Turkish white-brined cheese (Beyaz peynir) on the fatty acid and volatile content. Int. J. Dairy Technol. 2011, 64, 494–501. [Google Scholar] [CrossRef]
- Ferreira, I.M.P.L.V.O.; Pinho, O.; Sampaio, P. Volatile fraction of DOP “Castelo Branco” cheese: Influence of breed. Food Chem. 2009, 112, 1053–1059. [Google Scholar] [CrossRef]
- Zeng, H.; Wang, Y.; Han, H.; Cao, Y.; Wang, B. Changes in Key Aroma Compounds and Esterase Activity of Monascus-Fermented Cheese across a 30-Day Ripening Period. Foods 2022, 11, 4026. [Google Scholar] [CrossRef] [PubMed]
- García-Cayuela, T.; Gómez de Cadiñanos, L.P.; Peláez, C.; Requena, T. Expression in Lactococcus lactis of functional genes related to amino acid catabolism and cheese aroma formation is influenced by branched chain amino acids. Int. J. Food Microbiol. 2012, 159, 207–213. [Google Scholar] [CrossRef] [PubMed]
- Jiao, J.; Zheng, Z.; Liu, Z.; You, C. Study of the Compositional, Microbiological, Biochemical, and Volatile Profile of Red-Veined Cheese, an Internal Monascus -Ripened Variety. Front. Nutr. 2021, 8, 649611. [Google Scholar] [CrossRef] [PubMed]
- Papaioannou, G.; Kosma, I.; Badeka, A.V.; Kontominas, M.G. Profile of volatile compounds in dessert yogurts prepared from cow and goat milk, using different starter cultures and probiotics. Foods 2021, 10, 3153. [Google Scholar] [CrossRef] [PubMed]
- Gatzias, I.S.; Karabagias, I.K.; Kontominas, M.G.; Badeka, A.V. Geographical differentiation of feta cheese from northern Greece based on physicochemical parameters, volatile compounds and fatty acids. LWT 2020, 131, 109615. [Google Scholar] [CrossRef]
- Hayaloglu, A.A.; Cakmakci, S.; Brechany, E.Y.; Deegan, K.C.; Mcsweeney, P.L.H. Microbiology, Biochemistry, and Volatile Composition of Tulum Cheese Ripened in Goat’ s Skin or Plastic Bags. J. Dairy Sci. 2007, 90, 1102–1121. [Google Scholar] [CrossRef]
- McSweeney, P.L.H. Biochemistry of cheese ripening. Int. J. Dairy Technol. 2004, 57, 127–144. [Google Scholar] [CrossRef]
- Topçu, A.; Saldamli, I. Proteolytical, Chemical, Textural and Sensorial Changes During the Ripening of Turkish White Cheese Made of Pasteurized Cows’ Milk. Int. J. Food Prop. 2006, 9, 665–678. [Google Scholar] [CrossRef]
- Lawrence, R.C.; Creamer, L.K.; Gilles, J. Texture Development During Cheese Ripening. J. Dairy Sci. 1987, 70, 1748–1760. [Google Scholar] [CrossRef]
- Hailu, Y.; Hansen, E.B.; Seifu, E.; Eshetu, M.; Petersen, M.A.; Lametsch, R.; Rattray, F.; Ipsen, R. Rheological and sensory properties and aroma compounds formed during ripening of soft brined cheese made from camel milk. Int. Dairy J. 2018, 81, 122–130. [Google Scholar] [CrossRef]
- Basiony, M.; Hassabo, R. Composition and Quality of Low-Fat Halloumi Cheese Made Using Modified Starch as a Fat Replacer. Starch—Stärke 2022, 74, 2100211. [Google Scholar] [CrossRef]
- Ozbek, C.; Guzeler, N. Effects of stabilisers in brine on soft white cheese quality parameters. Int. Dairy J. 2022, 134, 105446. [Google Scholar] [CrossRef]
- Wang, D.; Cheng, F.; Wang, Y.; Han, J.; Gao, F.; Tian, J.; Zhang, K.; Jin, Y. The Changes Occurring in Proteins during Processing and Storage of Fermented Meat Products and Their Regulation by Lactic Acid Bacteria. Foods 2022, 11, 2427. [Google Scholar] [CrossRef]
- Hamdy, A.M.; Ahmed, M.E.; Mehta, D.; Elfaruk, S.; Hammam, A.R.A.; El-derwy, Y.M.A. Enhancement of low-fat Feta cheese characteristics using probiotic bacteria. Food Sci. Nutr. 2021, 9, 62–70. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound | Rexp * | Rlit ** | Days | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 7 | 40 | 60 | 80 | 100 | |||
| Alcohols | |||||||||
| Ethanol | <500 | 427 | 80.9 ± 6.7 a | nd | 112.2 ± 37.8 b | 1500.4 ± 493.3 c | 1533.7 ± 105.6 c | 1468.5 ± 590.6 c | 1538.3 ± 77.8c |
| 1-Propanol | 538 | 554 | nd | nd | 14.5 ± 5.2 b | 8.3 ±2.3 a | nd | nd | nd |
| 1-Butanol | 649 | 669 | 46.7 ± 12.7 b | 15.8 ± 7.4 a | 1382.9 ± 185.8 d | 341.5 ± 62.1 c | 362.6 ± 143.0 c | 392.3 ± 158.3 c | 333.9 ± 35.8 c |
| 1-Butanol, 3-methyl- | 726 | 736 | nd | nd | nd | 306.7 ± 83.1 a | 608.0 ± 170.8 b | 1058.9 ± 223.6 c | 523.8 ± 209.1 b |
| 2-Methyl butan-1-ol | 730 | 748 | nd | nd | nd | nd | 35.1 ± 10.9 a | 63.1 ± 10.4 b | 64.2 ± 5.6b |
| 1-Pentanol | 757 | 765 | 73.8 ± 28.2 b | 21.3 ± 16.9 a | 131.3 ± 27.5 c | 48.5 ± 12.0 b | 30.9 ± 7.0 a | 32.6 ± 6.4 a | nd |
| 1-Hexanol | 859 | 862 | 34.4 ± 15.5 | nd | nd | nd | nd | nd | nd |
| Subtotal | 235.8 ± 17.1 | 37.1 ± 13.0 | 1640.9 ± 95.8 | 2205.4 ± 225.5 | 2570.3 ± 110.4 | 3015.4 ± 291.2 | 2460.2 ± 113.0 | ||
| Ketones | |||||||||
| 2,3-Butanedione | 574 | 584 | nd | 17.0 ± 9.5 | nd | nd | nd | nd | nd |
| 2-Butanone, 3-hydroxy- | 703 | 717 | 253.6 ± 39.9 c | 164.5 b ± 85.0 c | 103.8 ± 10.6 b | 48.9 ± 14.6 a | 190.4 ± 48.0 c | 31.8 ± 5.0 a | 28.4 ± 9.2 a |
| 2-Heptanone | 881 | 888 | nd | nd | nd | nd | 12.4 ± 2.4 | nd | nd |
| Subtotal | 253.6 ± 39.9 | 181.5 ± 60.5 | 103.8 ± 10.6 | 48.9 ± 14.6 | 202.8 ± 34.0 | 31.8 ± 5.0 | 28.4 ± 9.2 | ||
| Aldehydes | |||||||||
| Butanal, 3-methyl- | 645 | 650 | nd | nd | nd | 8.3 ± 4.4 | nd | nd | nd |
| Hexanal | 793 | 810 | 886.9 ± 376.8 c | 799.6 ± 262.5 c | 459.5 ± 143.9 b | 689.8 ± 254.4 c | 492.3 ± 42.9 b | 193.3 ± 71.4 a | 225.7 ± 23.7 a |
| 2-Hexenal | 848 | 854 | 26.2 ± 12.7 b | 24.8 ± 11.6 b | 6.6 ± 1.4 a | 28.4 ± 5.8 b | 4.3 ± 1.5 a | nd | nd |
| Pentanal | 690 | 695 | 59.7 ± 16.5 b | 43.6 ± 8.2 b | 17.2 ± 2.8 a | nd | nd | nd | nd |
| n-Heptanal | 895 | 899 | 478.0 ± 226.0 d | 484.0 ± 190.1 d | 269.6 ± 25.3 c | 359.9 ± 147.1 c,d | 192.7 ± 33.3 b | 122.1 ± 28.0 a | 88.6 ± 16.3 a |
| Octanal | 997 | 1002 | 14.2 ± 4.6 | nd | nd | nd | nd | nd | nd |
| Nonanal | 1098 | 1104 | nd | 32.5 ± 8.2 | nd | nd | nd | nd | nd |
| Subtotal | 1465.0 ± 196.7 | 1384.5 ± 145.1 | 752.9 ± 73.1 | 1086.4 ± 147.0 | 689.3 ± 19.2 | 315.4 ± 54.2 | 314.3 ± 20.3 | ||
| Esters | |||||||||
| Acetic acid, methyl ester | 515 | 522 | nd | nd | nd | nd | 49.3 ± 12.8 b | 27.9 ± 8.3 a | 18.7 ± 3.3 a |
| Acetic acid, ethyl ester | 601 | 614 | nd | nd | nd | 172.9 ± 63.6 a | 285.0 ± 32.6 b | 228.1 ± 98.9 a,b | 196.4 ± 55.6 a |
| Butanoic acid, methyl ester | 713 | 735 | 440.1 ± 91.2 a | 403.9 ± 78.0 a | 548.0 ± 164.2 b | 415.5 ± 116.3 a | 627.0 ± 96.6 b | 892.6 ± 150.8 c | 333.0 ± 98.6 a |
| Butanoic acid, ethyl ester | 791 | 798 | 108.3 ± 36.0 a | nd | nd | 355.0 ± 107.6 c | 171.5 ± 24.4 b | 256.0 ± 90.2 c | 284.7 ± 70.5 c |
| Hexanoic acid, methyl ester | 791 | 798 | 368.3 ± 51.8 a | 518.2 ± 28.7 b | 477.4 ± 226.3 b | 654.9 ± 127.0 c | 608.9 ± 52.0 c | 639.3 ± 257.7 c | 347.0 ± 125.8 a |
| Butanoic acid, 2-methylpropyl ester | 945 | 953 | nd | nd | nd | 6.2 ± 1.7 | nd | nd | nd |
| Hexanoic acid, ethyl ester | 987 | 996 | nd | nd | nd | 223.4 ± 27.3 b | 143.1 ± 37.8 a | 230.5 ± 81.1 b | 248.5 ± 94.0 b |
| Octanoic acid, ethyl ester | 1184 | 1193 | nd | nd | nd | 31.0 ± 6.0 b | nd | 18.2 ± 3.5 a | 41.9 ± 18.8 b |
| Decanoic acid, methyl ester | 1318 | 1324 | 53.9 ± 13.7 a | 123.1 ± 29.5 b | 75.7 ± 22.6 a,b | 100.9 ± 18.0 b | 51.6 ± 11.2 a | 79.5 ± 19.7 a,b | 46.5 ± 12.5 a |
| Subtotal | 970.6 ± 55.9 | 1045.2 ± 50.9 | 1101.1 ± 162.0 | 1959.8 ± 76.1 | 1936.4 ± 46.9 | 2372.1 ± 119.4 | 1516.7 ± 73.3 | ||
| Hydrocarbons | |||||||||
| Cyclopentane | 549 | 563 | 34.0 ± 3.1 b | 14.8 ± 5.7 a | 14.6 ± 5.2 a | nd | nd | 23.1 ± 10.0 a,b | 9.2 ± 1.0 a |
| Pentane, 3-methyl- | 564 | 570 | 12.3 ± 1.7 b | 5.1 ± 0.8 a | 5.1 ± 1.5 a | nd | nd | nd | nd |
| Hexane | 581 | 600 | 4501.2 ± 311.1 e | 3634.8 ± 1220.0 d,e | 2816.5 ± 1106.9 d | 1015.5 ± 356.9 b,c | 1165.4 ± 259.8 c | 683.9 ± 105.4 b | 114.5 ± 21.1 a |
| Cyclopentane, methyl- | 618 | 635 | 32.0 ± 2.2 b | 12.6 ± 2.9 a | 25.8 ± 12.5 a,b | nd | nd | nd | nd |
| Heptane | 692 | 700 | nd | nd | nd | 144.4 ± 27.7 b | nd | nd | 12.6 ± 2.2 a |
| Benzene, ethyl- | 861 | 856 | nd | nd | nd | 30.0 ± 3.7 | nd | nd | nd |
| Styrene | 892 | 895 | 55.7 ± 10.6 c | nd | 10.3 ± 1.9 b | 57.1 ± 14.0 c | 7.1 ± 1.2 a | 11.0 ± 1.1 b | nd |
| Benzene, 1-methyl | 1026 | 1041 | 8.1 ± 0.9 c | 2.6 ± 0.5 a | 5.9 ± 1.2 b | 37.7 ± 5.0 d | nd | nd | nd |
| Subtotal | 4643.3 ± 127.1 | 3669.9 ± 545.6 | 2878.2 ± 451.9 | 1284.7 ± 160.2 | 1172.2 ± 183.7 | 718.0 ± 61.1 | 136.3 ± 60.9 | ||
| Acids | |||||||||
| Acetic acid | 577 | 595 | 4.0 ± 0.9 a | nd | nd | 15.8 ± 2.3 b | nd | nd | nd |
| Butanoic acid | 780 | 784 | 24.1 ± 11.8 a | 395.9 ± 27.9 c | 2383.7 ± 1246.2 d | 2273.1 ± 731.4 d | 2153.2 ± 624.1 d | 218.6 ± 78.7 b | 1514.1 ± 336.8 d |
| Hexanoic acid | 955 | 970 | nd | nd | nd | 128.9 ± 23.2 b | 110.7 ± 9.0 b | 36.5 ± 7.0 a | nd |
| Subtotal | 28.1 ± 8.4 | 395.9 ± 27.9 | 2383.7 ± 1246.2 | 2417.8 ± 422.5 | 2263.9 ± 441.5 | 255.1 ± 55.9 | 1514.1 ± 336.8 | ||
| Terpenes | |||||||||
| a-Pinene | 937 | 943 | 16.5 ± 3.0 a | 33.3 ± 10.2 b | 23.7 ± 11.6 a,b | 31.1 ± 2.9 b | 30.6 ± 4.6 b | 37.7 ± 14.5 b | 30.5 ± 14.3 b |
| dl-Limonene | 1032 | 1039 | 22.6 ± 1.2 c | 3.7 ± 0.4 a | 7.6 ± 1.3 b | 47.2 ± 8.4 d | nd | nd | nd |
| Subtotal | 39.1 ± 2.3 | 37.0 ± 7.2 | 31.3 ± 8.2 | 78.3 ± 6.3 | 30.6 ± 4.6 | 37.7 ± 14.5 | 30.5 ± 14.3 | ||
| Furans | |||||||||
| Furan, 2-ethyl- | 692 | 706 | nd | 13.8 ± 3.8 | nd | nd | nd | nd | nd |
| Furan, 2-pentyl- | 985 | 998 | nd | 2.6 ± 0.5 | nd | nd | nd | nd | nd |
| Subtotal | - | 16.4 ± 2.7 | - | - | - | - | - | ||
| TOTAL | 7635.5 ± 112.9 | 6767.5 ± 270.5 | 8891.9 ± 372.6 | 9081.3 ± 193.8 | 8865.8 ± 156.5 | 6745.5 ± 159.8 | 6000.5 ± 102.2 | ||
| Compound | Rexp * | Rlit ** | Days | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 7 | 40 | 60 | 80 | 100 | |||
| Alcohols | |||||||||
| Ethanol | <500 | 427 | 80.3 ± 16.1 a | 53.3 ± 16.5 a | 120.3 ± 24.7 b | 291.3 ± 67.0 c | 957.8 ± 211.7 d | 1070.9 ± 194.1 d | 1024.7 ± 388.1 d |
| 1-Butanol | 650 | 669 | 34.5 ± 5.2 a | 40.2 ± 6.0 a | 44.2 ± 11.7 a | nd | nd | 34.6 ± 3.3 a | nd |
| 1-Butanol, 3-methyl- | 726 | 736 | nd | nd | 47.9 ± 8.0 b | 20.9 ± 6.2 a | 90.5 ± 8.4 c | 509.1 ± 128.0 d | 365.2 ± 150.4 d |
| 1-Pentanol | 757 | 765 | 512.2 ± 163.3 c | 60.5 ± 16.3 b | 17.4 ± 3.1 a | nd | 21.0 ± 6.5 a | nd | nd |
| 1-Hexanol | 859 | 862 | 694.9 ± 142.8 b | 72.1 ± 7.0 a | nd | nd | nd | nd | nd |
| Subtotal | 1321.9 ± 108.8 | 226.1 ± 12.5 | 229.8 ± 14.3 | 312.2 ± 47.6 | 1069.3 ± 122.4 | 1614.6 ± 134.2 | 1389.9 ± 194.3 | ||
| Ketones | |||||||||
| 2,3-Butanedione | 573 | 584 | 15.6 ± 5.7 b | nd | nd | nd | nd | 6.6 ± 1.0 a | nd |
| 2-Butanone, 3-hydroxy- | 702 | 717 | 10.6 ± 1.8 a | 227.4 ± 112.4 d | 92.2 ± 13.8 c | nd | 72.0 ± 13.5 c | 49.9 ± 4.4 b | 38.0 ± 6.8 b |
| 2-Heptanone | 881 | 888 | 72.6 ± 9.6 c | 7.7 ± 3.3 a | nd | nd | 11.6 ± 2.0 a | 28.5 ± 6.2 b | nd |
| Subtotal | 98.8 ± 6.5 | 235.1 ± 79.5 | 92.2 ± 13.8 | - | 83.6 ± 9.6 | 85.0 ± 4.4 | 38.0 ± 6.8 | ||
| Aldehydes | |||||||||
| Propanal | <500 | 537 | 29.2 ± 5.6 a | 39.6 ± 9.6 a | nd | nd | nd | nd | nd |
| Butanal, 3-methyl- | 645 | 650 | nd | nd | nd | nd | nd | 8.7 ± 0.8 a | 8.3 ± 1.4 a |
| Pentanal | 691 | 695 | 77.5 ± 16.3 c | 31.4 ± 3.4 a | 48.8 ± 4.4 b | nd | nd | nd | 69.9 ± 21.7 c |
| Hexanal | 793 | 810 | 98.6 ± 8.8 a | 1448.7 ± 315.1 d | 715.8 ± 306.4 c | 420.7 ± 76.1 b,c | 593.3 ± 206.9 c | 238.8 ± 56.0 b | 302.7 ± 97.4 b,c |
| 2-Hexenal | 848 | 854 | 718.9 ± 71.3 d | 64.1 ± 11.5 c | 23.9 ± 2.1 b | nd | 9.3 ± 1.6 a | nd | nd |
| n-Heptanal | 895 | 899 | 139.8 ± 48.1 a | 943.5 ± 185.8 c | 454.1 ± 188.9 bc | 304.4 ± 17.0 b | 279.8 ± 137.6 b | 83.6 ± 27.7 a | 121.2 ± 36.5 a |
| Octanal | 997 | 1002 | 33.9 ± 17.7 a | 98.9 ± 23.3 b | nd | nd | nd | nd | nd |
| Nonanal | 1098 | 1104 | 39.9 ± 19.1 a | 61.6 ± 5.8 b | 33.6 ± 3.0 a | nd | nd | nd | nd |
| 2-Nonenal | 1159 | 1146 | 139.5 ± 66.7 b | 34.3 ± 9.4 a | nd | nd | nd | nd | nd |
| Subtotal | 1277.3 ± 40.2 | 2722.1 ± 129.8 | 1276.2 ± 136.1 | 725.1 ± 55.1 | 882.4 ± 143.5 | 331.1 ± 36.1 | 502.1 ± 53.1 | ||
| Esters | |||||||||
| Acetic acid, methyl ester | 512 | 522 | nd | nd | nd | nd | 28.6 ± 9.5 a | 31.5 ± 5.5 a | nd |
| Acetic acid, ethyl ester | 601 | 614 | nd | nd | nd | 27.8 ± 4.3 a | 246.6 ± 61.6 c | 284.3 ± 46.0 c | 80.8 ± 13.9 b |
| Butanoic acid, ethyl ester | 791 | 798 | 105.4 ± 18.2 a | 95.8 ± 37.2 a | nd | 240.4 ± 134.9 b | 95.7 ± 8.2 a | 124.1 ± 16.9 a | 314.4 ± 84.3 b |
| Hexanoic acid, methyl ester | 914 | 934 | 378.4 ± 61.3 a | 486.5 ± 109.7 a | 336.9 ± 98.5 a | 345.9 ± 199.1 a | 316.4 ± 150.2 a | 454.1 ± 114.8 a | 498.6 ± 129.9 a |
| Hexanoic acid, ethyl ester | 987 | 996 | nd | nd | nd | 138.9 ± 55.8 b | nd | nd | 41.4 ± 7.2 a |
| Octanoic acid, methyl ester | 1115 | 1125 | 47.5 ± 6.0 a | 192.5 ± 20.1 c | 114.6 ± 37.3 b | 90.1 ± 44.5 b | 80.4 ± 36.7 b | 93.5 ± 19.2 b | 101.1 ± 26.6 b |
| Decanoic acid, methyl ester | 1320 | 1324 | 83.9 ± 7.6 b | 146.6 ± 27.8 c | 69.1 ± 37.3 b | 56.6 ± 7.3 b | 20.3 ± 5.1 a | 43.1 ± 17.7 a,b | 47.6 ± 27.6 a,b |
| Subtotal | 615.1 ± 32.3 | 921.4 ± 60.4 | 520.6 ± 64.5 | 899.7 ± 102.5 | 788.0 ± 68.2 | 1030.6 ± 52.1 | 1083.9 ± 65.4 | ||
| Hydrocarbons | |||||||||
| Cyclopentane | 550 | 563 | 6.1 ± 1.0 a | 23.5 ± 2.5 c | 11.8 ± 2.0 b | nd | 41.1 ± 3.5 d | 56.2 ± 4.8 d | 48.3 ± 10.2 c,d |
| Pentane, 3-methyl- | 566 | 570 | 38.2 ± 5.1 c | 120.0 ± 18.4 d | 9.5 ± 3.9 b | nd | nd | nd | 2.0 ± 0.3 a |
| Hexane | 583 | 600 | 3.9 ± 0.6 a | 3712.8 ± 1273.8 e | 3621.1 ± 1083.6 e | 39.3 ± 6.8 b | 1121.6 ± 541.2 c | 1216.6 ± 210.0 c | 2006.4 ± 909.2 d |
| Cyclopentane, methyl- | 619 | 635 | 4499.2 ± 310.6 b | 22.9 ± 5.8 a | 24.1 ± 2.1 a | nd | nd | nd | nd |
| Benzene, ethyl- | 861 | 856 | 50.3 ± 4.3 b | nd | nd | 12.7 ± 2.1 a | nd | nd | nd |
| Styrene | 892 | 895 | 7.7 ± 1.3 a | 135.2 ± 50.0 d | 34.8 ± 17.0 c | 43.3 ± 14.0 c | 11.3 ± 1.9 a | nd | 18.1 ± 1.6 b |
| Benzene, methyl | 1026 | 1041 | 53.8 ± 6.1 c | 15.6 ± 6.1 b | 4.0 ± 0.7 a | 26.0 ± 12.6 b | nd | nd | 4.5 ± 0.8 a |
| Subtotal | 4659.2 ± 117.4 | 4030.0 ± 520.5 | 3705.3 ± 442.4 | 121.3 ± 10.0 | 1174.0 ± 312.5 | 1272.8 ± 148.5 | 2079.3 ± 406.6 | ||
| Acids | |||||||||
| Acetic acid | 577 | 595 | 15.7 ± 2.7 a | 40.2 ± 4.7 b | nd | nd | nd | nd | nd |
| Butanoic acid | 780 | 784 | nd | nd | 1177.5 ± 618.1 c | 778.0 ± 47.1 b | 565.5 ± 104.7 a | 434.4 ± 166.5 a | 1081.3 ± 322.6 c |
| Hexanoic acid | 961 | 970 | nd | nd | 135.1 ± 15.9 b | 10.5 ± 0.8 a | 88.7 ± 10.5 b | 7.2 ± 1.2 a | 106.3 ± 24.6 b |
| Subtotal | 15.7 ± 2.7 | 40.2 ± 4.7 | 1312.6 ± 437.2 | 788.5 ± 33.3 | 654.2 ± 74.4 | 441.6 ± 117.7 | 1187.6 ± 228.8 | ||
| Terpenes | |||||||||
| α-Pinene | 937 | 943 | 366.4 ± 110.6 c | 17.8 ± 4.6 a,b | 13.8 ± 5.2 a | 16.0 ± 5.9 a,b | 14.8 ± 3.2 a | 20.3 ± 1.5 b | 20.3 ± 4.5 b |
| dl-Limonene | 1032 | 1039 | 39.6 ± 10.8 c | 28.7 ± 3.7 c | 12.9 ± 5.6 b | 34.4 ± 14.4 c | nd | nd | 5.6 ± 0.9 a |
| Subtotal | 406.0 ± 78.6 | 46.5 ± 4.2 | 26.7 ± 5.4 | 50.4 ± 11.0 | 14.8 ± 3.2 | 20.3 ± 1.5 | 25.9 ± 3.2 | ||
| Furans | |||||||||
| Furan, 2-ethyl- | 985 | 993 | 83.1 ± 33.6 b | 10.6 ± 1.8 a | 9.2 a ± 1.6 a | nd | nd | nd | nd |
| Furan, 2-pentyl- | 985 | 993 | 3.8 ± 0.6 a | 63.6 ± 10.6 b | nd | nd | nd | nd | nd |
| Subtotal | 86.9 ± 23.8 | 74.2 ± 7.6 | 9.2 ± 1.6 | - | - | - | - | ||
| TOTAL | 8481.0 ± 75.0 | 8295.6 ± 248.3 | 7172.6 ± 266.1 | 2897.2 ± 65.2 | 4666.3 ± 148.1 | 4796.0 ± 85.5 | 6306.7 ± 227.8 | ||
| Compound | Rexp * | Rlit ** | Days | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 7 | 40 | 60 | 80 | 100 | |||
| Alcohols | |||||||||
| Ethanol | <500 | 427 | 72.2 ± 6.4 a | nd | 129.5 ± 11.2 b | 1057.5 ±200.4 c | 1745.6 ± 179.2 d | 1535.6 ± 272.0 d | 1420.9 ± 118.3 d |
| 1-Propanol | 538 | 554 | nd | nd | nd | nd | 53.8 ± 6.0 a,b | 68.9 ± 13.4 b | 38.6 ± 9.7 a |
| 3-Methyl-1-butanol | 726 | 736 | nd | nd | 51.8 ± 8.9 a | 282.6 ± 24.6 b | 736.3 ± 135.6 c | 530.7 ± 101.2 c | 218.5 ± 49.5 b |
| 1-Butanol | 649 | 669 | 41.6 ± 3.7 a | nd | 130.8 ± 13.7 b | nd | 194.2 ± 101.8 c | nd | 190.1 ± 28.2 c |
| 1-Pentanol | 757 | 765 | 34.8 ± 3.0 a | 26.3 ± 4.5 a | 27.8 ± 4.8 a | nd | nd | nd | nd |
| 1-Hexanol | 859 | 862 | nd | nd | nd | nd | 103.1 ± 48.6 | nd | nd |
| Subtotal | 148.6 ± 4.6 | 26.3 ± 4.5 | 339.9 ± 10.2 | 1340.1 ± 142.8 | 2833.2 ± 110.7 | 2135.2 ± 167.7 | 1868.1 ± 65.8 | ||
| Ketones | |||||||||
| 2-Butanone, 3-hydroxy- | 703 | 717 | 415.4 ± 69.7 d | 167.4 ± 28.9 c | 46.7 ± 4.4 a | nd | nd | 75.6 ± 5.5 b | nd |
| 2-Heptanone | 881 | 888 | nd | nd | 8.0 ± 3.9 | nd | nd | nd | nd |
| Subtotal | 415.4 ± 69.7 | 167.4 ± 28.9 | 54.7 ± 4.1 | - | - | 75.6 ± 5.5 | - | ||
| Aldehydes | |||||||||
| Propanal | <500 | 537 | nd | 21.1 ± 3.6 | nd | nd | nd | nd | nd |
| Hexanal | 793 | 810 | 743.6 ± 126.6 c | 715.9 ± 272.7 c | 692.2 ± 279.9 c | 107.3 ± 45.9 a | 274.9 ± 90.2 b | 240.9 ± 16.3 b | 160.0 ± 14.9 a |
| 2-Hexenal | 848 | 854 | 8.3 ± 1.4 a | 15.6 ± 2.7 b | 21.8 ± 2.2 c | nd | nd | nd | nd |
| n-Heptanal | 895 | 899 | 367.9 ± 112.4 b | 442.5 ± 129.5 b | 398.4 ± 177.6 b | 70.0 ± 6.0 a | 108.1 ± 50.8 a | 75.7 ± 9.8 a | 66.7 ± 6.2 a |
| 3-Methyl- butanal | 645 | 650 | nd | nd | nd | 19.8 ± 3.4 a | nd | 414.3 ± 21.0 b | nd |
| Pentanal | 690 | 695 | 35.3 ± 3.0 b | 39.7 ± 4.6 b | 34.2 ± 5.9 b | 97.4 ± 9.1 c | nd | nd | 25.9 ± 4.4 a |
| Nonanal | 1098 | 1104 | nd | nd | 19.0 ± 3.2 | nd | nd | nd | nd |
| Subtotal | 1155.1 ± 84.7 | 1234.8 ± 135.0 | 1165.8 ± 148.3 | 294.5 ± 23.6 | 383.0 ± 73.2 | 730.9 ± 16.4 | 252.6 ± 9.7 | ||
| Esters | |||||||||
| Butanoic acid, methyl ester | 713 | 735 | 866.0 ± 254.9 b | 396.6 ± 137.6 a | 360.5 ± 161.2 a | 280.3 ± 109.2 a | 587.5 ± 218.2 b | 588.8 ± 118.1 b | 418.0 ± 140.4 a |
| Butanoic acid, ethyl ester | 791 | 798 | 80.4 ± 6.9 a | 146.0 ± 56.9 b | nd | 375.4 ± 136.0 c | 254.5 ± 104.7 b,c | 221.3 ± 51.5 b,c | 208.5 ± 99.6 b,c |
| Butanoic acid, 2-methylpropyl ester | 945 | 953 | nd | nd | nd | 9.0 ± 1.5 | nd | nd | nd |
| Butanoic acid, 3-methyl-, ethyl ester | 844 | 842 | nd | nd | nd | 10.8 ± 1.8 a | nd | 108.0 ± 44.4 c | 42.3 ± 7.3 b |
| Acetic acid, methyl ester | 515 | 522 | nd | nd | nd | nd | 106.1 ± 49.6 b | nd | 43.2 ± 4.4 a |
| Acetic acid, ethyl ester | 601 | 614 | nd | nd | nd | 146.8 ± 53.5 a | 288.2 ± 26.5 b | 294.2 ± 31.2 b | 192.2 ± 43.4 a |
| 1-Butanol, 3-methyl-, acetate | 866 | 881 | nd | nd | nd | nd | 24.2 ± 4.1 | nd | nd |
| Hexanoic acid, methyl ester | 914 | 934 | 570.5 ± 215.5 ab | 352.0 ± 150.7 a | 469.5 ± 174.9 ab | 416.5 ± 45.5 a | 684.5 ± 192.7 b | 671.2 ± 119.3 b | 332.5 ± 45.0 a |
| Hexanoic acid, ethyl ester | 987 | 996 | nd | nd | nd | 198.1 ± 19.0 b | 262.8 ± 78.4 b | 140.9 ± 49.0 ab | 117.8 ± 32.3 a |
| Octanoic acid, methyl ester | 1113 | 1125 | 130.4 ± 35.0 b | 98.0 ± 24.5 a | 139.2 ± 26.5 b | 85.7 ± 5.6 a | 182.5 ± 77.4 b | 154.0 ± 22.0 b | 86.3 ± 4.0 a |
| Octanoic acid, ethyl ester | 1184 | 1193 | nd | nd | nd | nd | 5.5 ± 0.9 | nd | nd |
| Decanoic acid, methyl ester | 1318 | 1324 | 61.1 ± 28.4 a | 100.3 ± 23.5 b | 120.3 ± 11.7 b | 28.4 ± 2.9 a | 91.0 ± 9.4 b | 81.3 ± 3.1 b | 33.7 ± 3.0 a |
| Subtotal | 1708.4 ± 150.7 | 1092.9 ± 96.0 | 1089.5 ± 119.8 | 1551.0 ± 63.0 | 2486.8 ± 105.4 | 2259.7 ± 67.7 | 1474.5 ± 62.1 | ||
| Hydrocarbons | |||||||||
| Cyclopentane | 549 | 563 | 39.5 ± 4.1 c | 13.9 ± 1.3 b | 11.8 ± 2.0 b | nd | 65.8 ± 13.2 d | 61.7 ± 4.0 d | 6.2 ± 1.0 a |
| 3-Methyl-pentane | 564 | 570 | 14.3 ± 0.8 b | 3.3 ± 0.6 a | nd | nd | nd | nd | nd |
| Hexane | 581 | 600 | 4160.6 ± 1201.4 c | 2766.4 ± 1079.6 c | 4010.7 ± 1237.7 c | 1378.5 ± 55.6 b | 1290.8 ± 238.2 a,b | 1043.5 ± 177.8 a | 1563.9 ± 461.5 a,b |
| Cyclopentane, methyl- | 618 | 635 | 24.2 ± 2.1 b | 10.1 ± 1.7 a | 13.6 ± 2.3 a | nd | nd | nd | nd |
| Styrene | 892 | 895 | 77.4 ± 29.5 c,d | 66.6 ± 5.7 d | nd | 49.2 ± 13.2 c | 26.0 ± 4.5 b | nd | 8.9 ± 1.5 a |
| Benzene, ethyl | 861 | 856 | nd | nd | nd | 27.6 ± 2.5 | nd | nd | nd |
| Benzene, methyl | 1026 | 1041 | 9.2 ± 2.0 b | 3.7 ± 0.6 a | nd | 34.8 ± 13.8 c | nd | nd | 4.1 ± 0.7 a |
| Subtotal | 4325.2 ± 490.6 | 2864.0 ± 440.7 | 4036.1 ± 714.6 | 490.080 ± 29.4 | 1382.6 ± 137.8 | 1105.2 ± 125.8 | 1583.1 ± 230.8 | ||
| Acids | |||||||||
| Acetic acid | 577 | 595 | nd | nd | nd | nd | nd | 181.1 ± 13.6 a | 158.1 ± 24.2 a |
| Butanoic acid | 780 | 784 | 128.6 ± 61.8 a | 172.5 ± 50.2 a | 1713.6 ± 397.9 b | 1214.6 ± 371.2 b | 2655.8 ± 833.4 c | 3361.3 ± 598.8 c | 2097.2 ± 356.7 bc |
| Hexanoic acid | 955 | 970 | nd | nd | 164.0 ± 32.9 d | 40.8 ± 4.8 b | 6.1 ± 1.0 a | 117.1 ± 8.6 c | 545.1 ± 187.4 e |
| Subtotal | 128.6 ± 61.8 | 172.5 ± 50.2 | 1877.6 ± 281.7 | 1255.4 ± 262.5 | 2661.9 ± 589.3 | 3659.5 ± 345.8 | 2800.4 ± 233.0 | ||
| Terpenes | |||||||||
| α-Pinene | 937 | 943 | 17.6 ± 3.7 b | 173.2 ± 76.5 c | 17.1 ± 5.8 b | 21.1 ± 5.7 b | 23.1 ± 1.2 b | 18.9 ± 3.1 b | 8.1 ± 0.7 a |
| dl-Limonene | 1032 | 1039 | 19.6 ± 2.3 c | 17.0 ± 5.4 c | 3.9 ± 0.7 a | 47.3 ± 18.6 d | nd | nd | 5.8 ± 1.0 b |
| Subtotal | 37.2 ± 3.1 | 190.2 ± 54.2 | 21.0 ± 4.1 | 68.4 ± 13.8 | 23.1 ± 1.2 | 18.9 ± 3.1 | 13.9 ± 0.9 | ||
| Furans | |||||||||
| Furan, 2-ethyl- | 692 | 706 | nd | 9.1 ± 1.5 | nd | nd | nd | nd | nd |
| Furan, 2-pentyl- | 985 | 998 | nd | 21.0 ± 2.6 | nd | nd | nd | nd | nd |
| Subtotal | - | 30.1 ± 2.1 | - | - | - | - | - | ||
| TOTAL | 7918.5 ± 269.3 | 5778.2 ± 238.8 | 8584.4 ± 290.6 | 5999.5 ± 97.9 | 9770.4 ± 201.6 | 9985.0 ± 160.1 | 7992.6 ± 130.9 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thodis, P.; Kosma, I.S.; Nesseris, K.; Badeka, A.V.; Kontominas, M.G. Evaluation of a New Bulk Packaging Container for the Ripening of Feta Cheese. Foods 2023, 12, 2176. https://doi.org/10.3390/foods12112176
Thodis P, Kosma IS, Nesseris K, Badeka AV, Kontominas MG. Evaluation of a New Bulk Packaging Container for the Ripening of Feta Cheese. Foods. 2023; 12(11):2176. https://doi.org/10.3390/foods12112176
Chicago/Turabian StyleThodis, Panagiotis, Ioanna S. Kosma, Konstantinos Nesseris, Anastasia V. Badeka, and Michael G. Kontominas. 2023. "Evaluation of a New Bulk Packaging Container for the Ripening of Feta Cheese" Foods 12, no. 11: 2176. https://doi.org/10.3390/foods12112176
APA StyleThodis, P., Kosma, I. S., Nesseris, K., Badeka, A. V., & Kontominas, M. G. (2023). Evaluation of a New Bulk Packaging Container for the Ripening of Feta Cheese. Foods, 12(11), 2176. https://doi.org/10.3390/foods12112176