
Control Method for Continuous Grain Drying Based on Equivalent Accumulated Temperature Mechanism and Artificial Intelligence



Abstract
:1. Introduction
2. Methods
2.1. Equivalent Accumulated Temperature Mutual Window Control Method for Continuous Grain Drying
2.2. The Realization of Grain Continuous Drying Mechanism and Data Dual-Drive EAT Mutual Window AI Control Method
2.2.1. Window Selection
2.2.2. Window Adjustment
2.2.3. Window Adaptation
3. Materials
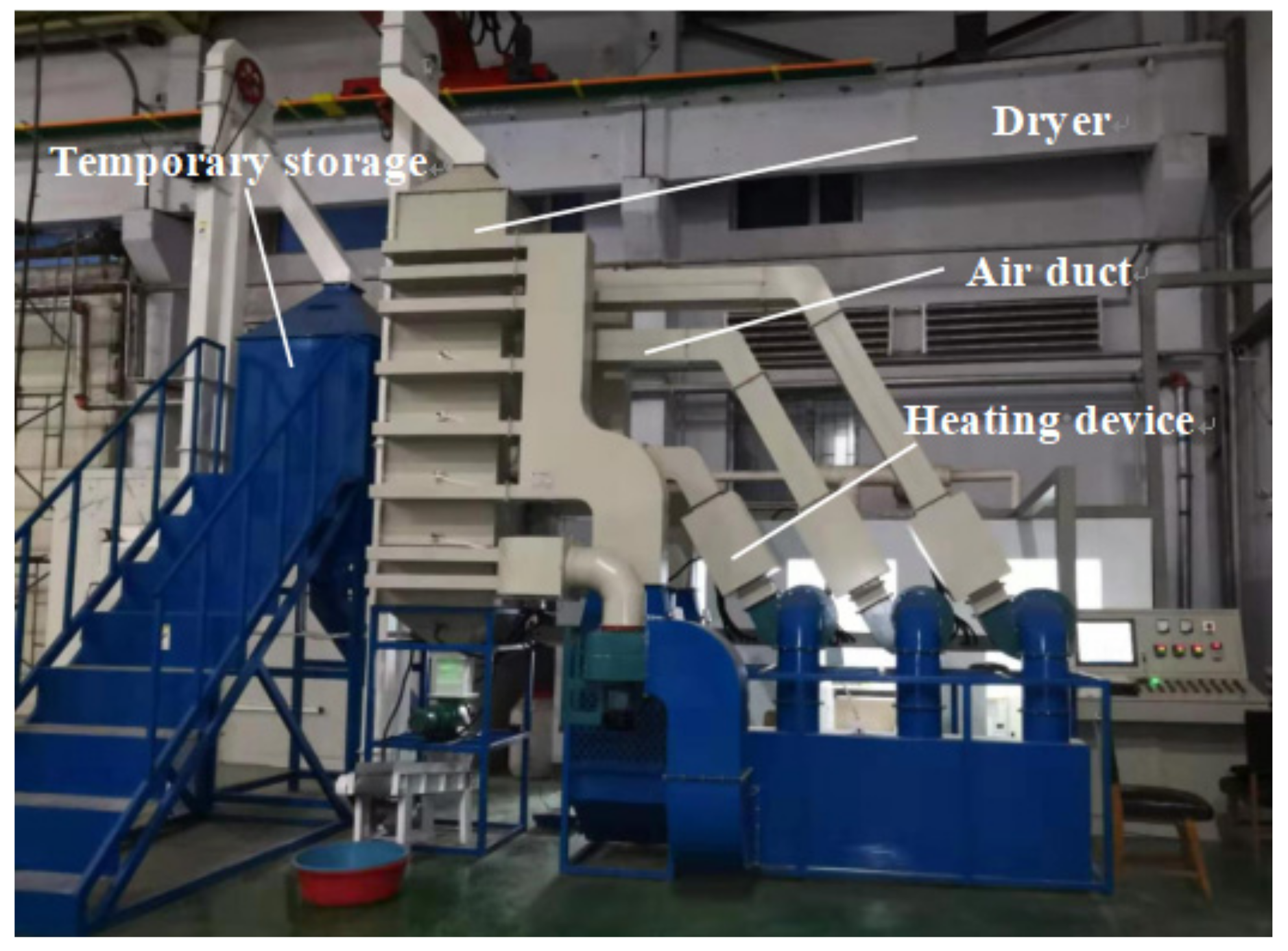
3.1. Small Continuous Drying Test System
3.2. Establishment of Equivalent Accumulated Temperature Model for Small Continuous Dryer Test System
3.3. Test Conditions
3.4. Test Process
- Continuous drying operation test
- 2.
- Step dynamic response
- 3.
- Impulse response
- 4.
- Sinusoidal response
4. Results and Discussion
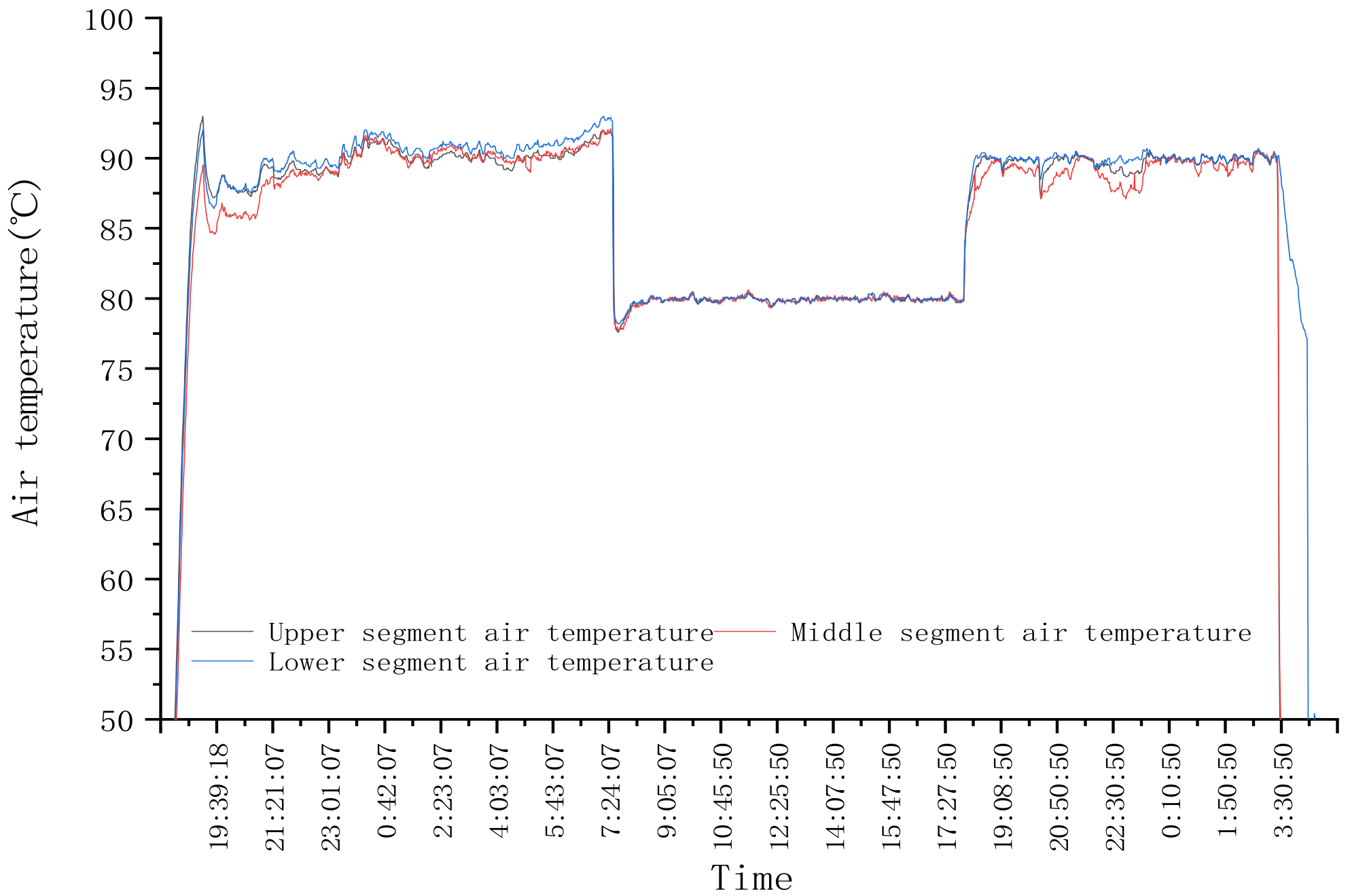
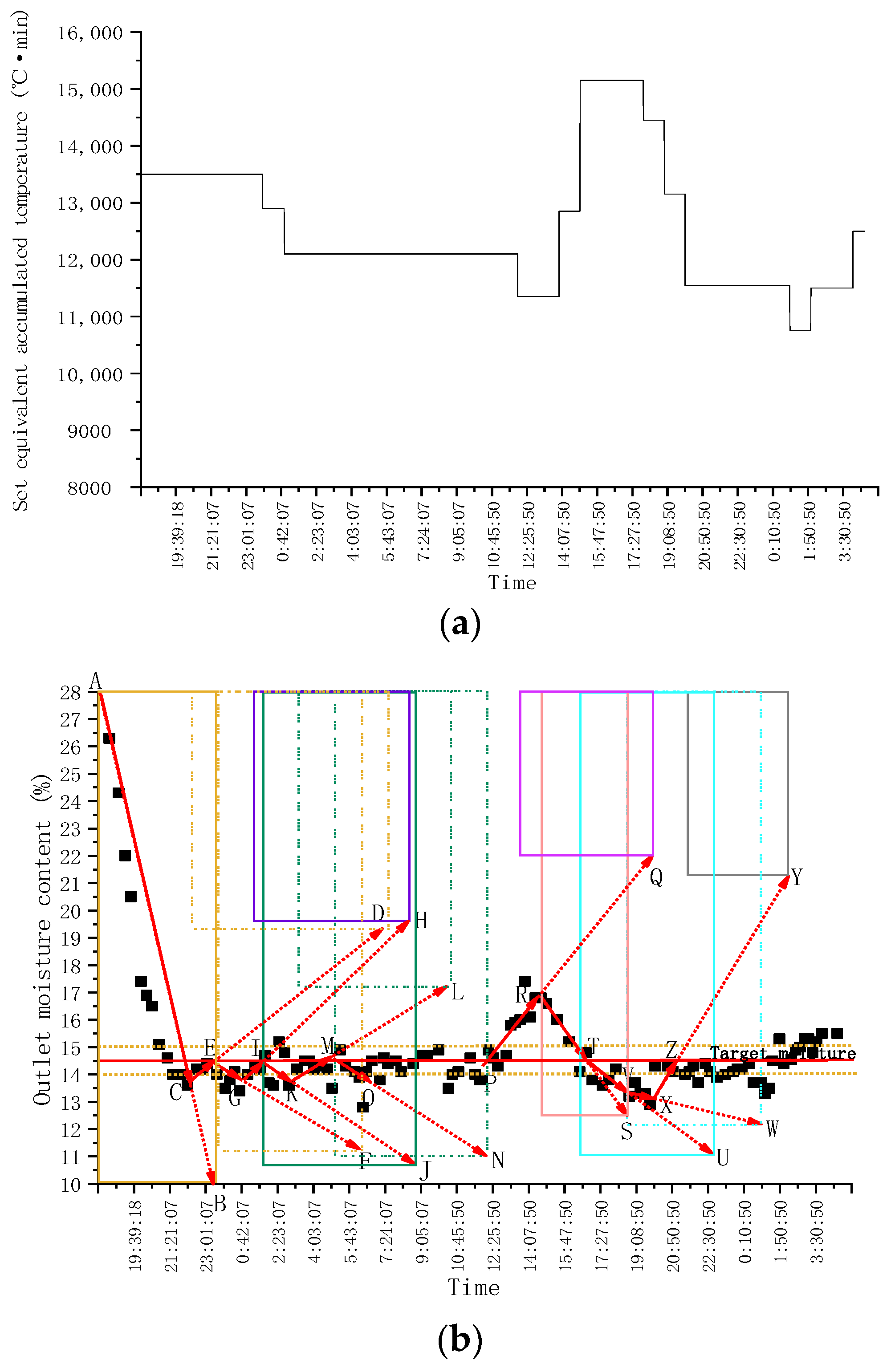
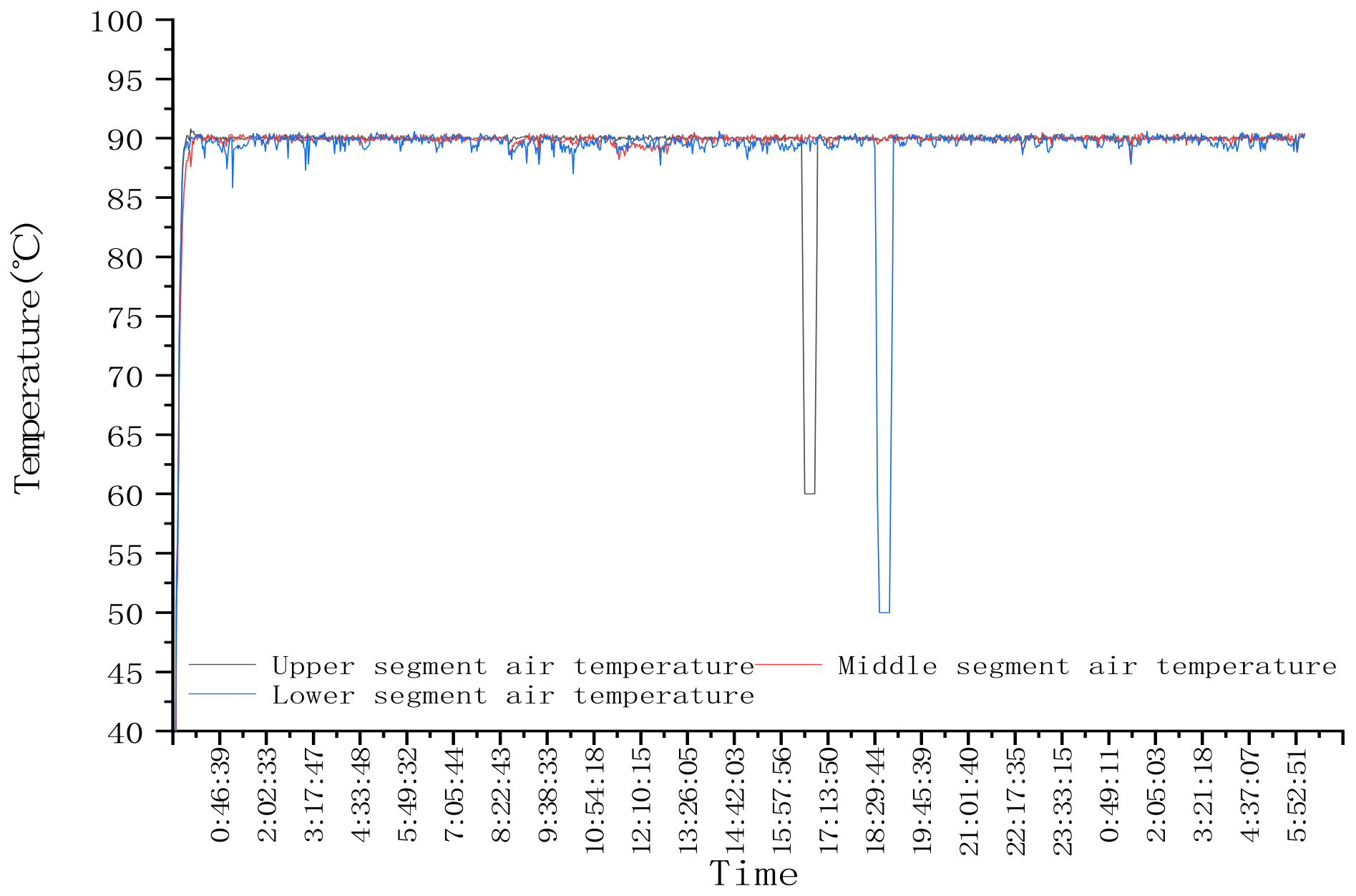
4.1. Test Results of Continuous Drying Operation
4.2. Test Results of System Step Response
4.3. Test Results of System Pulse Interference
4.4. Test Results of System Sinusoidal Response
5. Conclusions
- A mechanism and data-driven adaptive mutual window control method suitable for uncertain processes with disturbance and a large delay was proposed. The independent variable factor and dependent variable factor are selected to form a mutual window with the process evolution time axis, respectively. The “window area” is optimized according to the mechanism model, and the “window change” is adjusted according to the data to realize the mechanism and data double-drive mutual window AI control.
- Taking grain drying as the research object, a grain continuous drying mechanism and data double-driven EAT mutual window AI control method were proposed. Using the proposed control method, the experiment was carried out on the grain continuous drying test bed. Based on the grain continuous drying mechanism and the data double driven EAT mutual window AI control method, the control system was built. The continuous operation test was carried out using the grain continuous drying simulation test bed, and the stability of the control method was tested when the system had step change, pulse change and sinusoidal change. The experimental results show that the method has strong adaptability and implicit prediction ability, and the maximum deviation of moisture control at the outlet of the dryer is −0.58–0.3%.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wu, Z.; Zhang, Q.; Wu, W.; Zhang, Z.; Yin, J.; Liu, Z.; Wang, X. Application and Prospect of artificial intelligence technology in grain postpartum field in China. J. Chin. Cereals Oils Assoc. 2019, 34, 133–139+146. [Google Scholar]
- Qi, D. Establishment and Application of Water Prediction and Control Model for Continuous Corn Dryer. Master’s Thesis, Jilin University, Changchun, China, 2018. [Google Scholar]
- Liu, Z. Research on Grain Continuous Drying Model and System on Mass Flow Methods. Ph.D. Thesis, Jilin University, Changchun, China, 2017. [Google Scholar]
- Dai, A. Research on Intelligent Modeling and Control of Grain Drying Process. Ph.D. Thesis, Biejing Jiaotong University, Beijing, China, 2018. [Google Scholar]
- Boyce, D.S.; Davies, J.K. Air Distribution from a Lateral Duct with Different Escape Areas in Barley. J. Agric. Eng. Res. 1965, 10, 230–234. [Google Scholar] [CrossRef]
- Bakker-Arkema, F.; Bickert, W.; Patterson, R. Simultaneous heat and mass transfer during the cooling of a deep bed of biological products under varying inlet conditions. J. Agric. Eng. Res. 1967, 12, 297–307. [Google Scholar] [CrossRef]
- Bakker-Arkema, F.W.; Lerew, L.E.; De Boer, S.F.; Roth, M.G. Grain Dryer Simulation; Exp. Station, Research Report 224; Michigan State University: East Lansing, MI, USA, 1974. [Google Scholar]
- Spencer, H.B. A mathematical simulation of grain drying. J. Agric. Eng. Res. 1969, 14, 226–235. [Google Scholar] [CrossRef]
- Sun, Y.; Pantelides, C.C.; Chalabi, Z.S. Mathematical modelling and simulation of near-ambient grain drying. Comput. Electron. Agric. 1995, 13, 243–271. [Google Scholar] [CrossRef]
- Srivastava, V.K.; John, J. Deep bed grain drying modelling. Energy Convers. Manag. 2002, 43, 1689–1708. [Google Scholar] [CrossRef]
- Setty, Y.P.; Murthy, J.V.R. Development of a model for drying of solids in a continuous fluidized bed dryer. Indian J. Chem. Technol. 2003, 10, 477–482. [Google Scholar]
- Qiang, L.; Bakker-Arkema, F. A model-predictive controller for grain drying. J. Food Eng. 2001, 49, 321–326. [Google Scholar] [CrossRef]
- Liu, Q.; Bakker-Arkema, F.W. PH—Postharvest Technology: Automatic Control of Crossflow Grain Dryers, Part 3: Field Testing of a Model-Predictive Controller. J. Agric. Eng. Res. 2001, 80, 245–250. [Google Scholar] [CrossRef]
- Liu, Q.; Bakker-Arkema, F.W. PH—Postharvest Technology: Automatic Control of Crossflow Grain Dryers, Part 2: Design of a Model-Predictive Controller. J. Agric. Eng. Res. 2001, 80, 173–181. [Google Scholar] [CrossRef]
- Liu, Q.; Bakker-Arkema, F. PH—Postharvest Technology: Automatic Control of Crossflow Grain Dryers, Part 1: Development of a Process Model. J. Agric. Eng. Res. 2001, 80, 81–86. [Google Scholar] [CrossRef]
- Bo, Z. Research on Model Predictive Control System of Continuous Cross Flow Corn Dryer. Master’s Thesis, Jilin University, Changchun, China, 2012. [Google Scholar]
- Cui, G.; Zhao, X.; Zhou, G.; Zheng, G.; Liu, J.; Zhao, C. Research and development of intelligent control system for grain dryer. Dry. Technol. Equip. 2004, 34–38. [Google Scholar]
- Liu, X. Complexity Analysis and Control of Grain Drying Process. Ph.D. Thesis, Jilin University, Changchun, China, 2017. [Google Scholar]
- Zhang, L.; Cui, H.; Li, H.; Han, F.; Zhang, Y.; Wu, W. Parameters Online Detection and Model Predictive Control during the Grain Drying Process. Math. Probl. Eng. 2013, 2013, 924698. [Google Scholar] [CrossRef]
- Wu, W.; Han, F.; Zhang, Y.; Liu, Z.; Zhang, L.; Wu, Y.; Wu, X. A Method of Online Moisture Detection in Continuous Grain Drying Process. Chinese Patent ZL201410052968.9, 21 October 2015. [Google Scholar]
- Forbes, J.F.; Jacobson, B.A.; Rhodes, E.; Sullivan, G.R. Model based control strategies for commercial grain drying systems. Can. J. Chem. Eng. 1984, 62, 773–779. [Google Scholar] [CrossRef]
- Nybrant, T.G. Modelling and adaptive control of continuous grain driers. J. Agric. Eng. Res. 1988, 40, 165–173. [Google Scholar] [CrossRef]
- Borsum, J.C.; Bakker-Arkema, F.W. Microcomputer control of flow dryer. ASAE Paper 2003, 231–246. [Google Scholar]
- Qin, Z.; Litchfield, J.B. Fuzzy logic control for a continuous crossflow grain dryer. J. Food Process Eng. 1993, 16, 59–77. [Google Scholar]
- Siettos, C.I.; Kiranoudis, C.T.; Bafas, G.V. Advanced control strategies for fluidized bed dryers. Dry. Technol. 1999, 17, 2271–2291. [Google Scholar] [CrossRef]
- Qiu, X. Research on Fuzzy Predictive Control of Grain Drying Process Based on FPGA. Master’s Thesis, Northwest Agriculture and Forestry University, Xianyang, China, 2008. [Google Scholar]
- Azadeh, A.; Neshat, N.; Kazemi, A.; Saberi, M. Predictive control of drying process using an adaptive neuro-fuzzy and partial least squares approach. Int. J. Adv. Manuf. Technol. 2012, 58, 585–596. [Google Scholar] [CrossRef]
- Zhang, J.; Lu, Y.; Liu, H.; Tang, X. On-line detection and intelligent predictive control of grain drying process parameters. J. Agric. Mach. 2003, 34, 50–53. [Google Scholar]
- Liu, X.; Chen, X.; Wu, W.; Peng, G. A neural network for predicting moisture content of grain drying process using genetic algorithm. Food Control 2007, 18, 928–933. [Google Scholar] [CrossRef]
- Dai, A.; Zhou, X.; Liu, X.; Liu, J.; Zhang, C. Intelligent control of a grain drying system using a GA-SVM-IMPC controller. Dry. Technol. 2018, 36, 1413–1435. [Google Scholar]
- Dai, A.; Zhou, X.; Dang, H.; Sun, M.; Wuz, Z. Intelligent Modeling Method for a Combined Radiation-Convection Grain Dryer: A Support Vector Regression Algorithm Based on an Improved Particle Swarm Optimization algorithm. IEEE Access 2018, 6, 14285–14297. [Google Scholar]
- Dai, A.; Zhou, X.; Liu, X.; Liu, J.; Zhang, C. Model of Drying Process for Combined Side-heat Infrared Radiation and Convection Grain Dryer Based on BP Neural Network. J. Agric. Mach. 2017, 48, 351–360. [Google Scholar]
- Yi, J. Modeling and Intelligent Control of Grain Drying Process Based on Equivalent Accumulated Temperature. Ph.D. Thesis, Jilin University, Changchun, China, 2019. [Google Scholar]
- Yi, J.; Kevin, W.; Zidan, W.; Debo, Q.; Rui, W.; Feng, H.; Wenfu, W. Relationship between accumulated temperature and quality of paddy. Int. J. Food Prop. 2019, 22, 19–33. [Google Scholar]
- Chen, S.; Wu, W.; Li, X.; Wu, Z.; Zhang, Y.; Zhang, Z.; Han, F. A new model of grain moisture heat balance and its thermodynamic properties. J. Chin. Cereals Oils Assoc. 2016, 31, 110–114. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Unit | Meaning |
|---|---|---|
| u(k) | / | the kth output value of the controller |
| kH | / | the width coefficient |
| kS | / | the area coefficient |
| kI | / | the width length ratio coefficient |
| T0 | °C | the grain temperature at time i |
| Ti | °C | the grain temperature at time i |
| °C·min | grain accumulated temperature at time i | |
| °C/min | change rate of grain temperature at time i |
| Symbol | Unit | Meaning |
|---|---|---|
| AT | °C·min | drying accumulated temperature |
| T(t) | °C | grain temperature at time t |
| tn | min | the duration of the drying process |
| Te(t) | °C | desorption equilibrium temperature of grain at time t |
| Symbol | Unit | Meaning |
|---|---|---|
| EMC | % | grain equilibrium moisture (d.b) |
| ERH | % | grain relative humidity at equilibrium |
| T | °C | grain temperature |
| A, B, C | / | relevant parameters in the equation |
| Symbol | Unit | Meaning |
|---|---|---|
| AT0 | °C·min | theoretical accumulated temperature of corn drying |
| Tf | °C | corn temperature |
| Te | °C | corn desorption equilibrium temperature corresponding to certain air relative humidity and drying target moisture |
| tn | min | drying time |
| Symbol | Unit | Meaning |
|---|---|---|
| M0 | % | corn initial moisture content (d.b.) |
| Mt | % | corn initial moisture content at time t (d.b.) |
| Me | % | corn analytical equilibrium moisture content (d.b.) |
| a, b, k, N | / | drying constants |
| Symbol | Unit | Meaning |
|---|---|---|
| tn | min | drying time (including tempering time) |
| t | h | drying time (excluding tempering time) |
| γ | / | tempering ratio |
| Symbol | Unit | Meaning |
|---|---|---|
| AT0 | °C·min | theoretical accumulated temperature of corn drying |
| Tf | °C | hot air temperature |
| Te | °C | corn desorption equilibrium temperature corresponding to certain air relative humidity and drying target moisture |
| γ | / | tempering ratio |
| M0 | % | corn initial moisture content (d.b.) |
| Mt | % | corn initial moisture content at time t (d.b.) |
| Me | % | corn analytical equilibrium moisture content (d.b.) |
| a, b, k, N | / | drying constants |
| Symbol | Unit | Meaning |
|---|---|---|
| KS(t) | / | the objective function |
| e(k) | / | the systematic error |
| u(k) | / | the output of the controller |
| tr | / | the rise time |
| w1, w2, w3 | / | weights |
| n | / | the number of sampling points of the system |
| σ% | / | the overshoot of the control system |
| Symbol | Unit | Meaning |
|---|---|---|
| °C | corn average temperature in each tempering section | |
| t1, t2, t3, t4 | min | the time for corn to pass through each drying section and tempering section |
| Symbol | Unit | Meaning |
|---|---|---|
| Vg1 | L | volume of the upper drying section |
| Vg2 + Vh1 | L | volume of middle drying section and tempering section |
| Vg3 + Vh2 | L | volume of lower drying section and tempering section |
| Vl | L | cooling section volume |
| Vpp | L | volume of the grain discharge section |
| Vp | l | volume of corn discharged by each rotation of grain discharging wheel of the dryer |
| Name | Value |
|---|---|
| The volume of the upper drying section Vg1/(L) | 92.382 |
| The volume of the middle drying section and the tempering section Vg2 + Vh1/(L) | 107.971 |
| The volume of the lower drying section and the tempering section Vg3 + Vh2/(L) | 107.971 |
| The volume of cooling section Vl/(L) | 92.382 |
| The volume of grain discharge section Vpp/(L) | 69.027 |
| The volume of corn discharged by each rotation of the grain discharging wheel of the dryer Vp/(L) | 8.0 |
| Name of Test Parameters | Range of Test Parameters |
|---|---|
| Initial moisture content of corn/(%, w.b.) | 24.7~26.3 |
| Target moisture/(%) | 14.5 |
| Moisture control accuracy/(%) | ±0.5% |
| Ambient temperature/(°C) | 20.0~23.9 |
| Environmental relative humidity/(%) | 26.3~40.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Z.; Xu, Y.; Han, F.; Zhang, Y.; Wang, G.; Wu, Z.; Wu, W. Control Method for Continuous Grain Drying Based on Equivalent Accumulated Temperature Mechanism and Artificial Intelligence. Foods 2022, 11, 834. https://doi.org/10.3390/foods11060834
Liu Z, Xu Y, Han F, Zhang Y, Wang G, Wu Z, Wu W. Control Method for Continuous Grain Drying Based on Equivalent Accumulated Temperature Mechanism and Artificial Intelligence. Foods. 2022; 11(6):834. https://doi.org/10.3390/foods11060834
Chicago/Turabian StyleLiu, Zhe, Yan Xu, Feng Han, Yaqiu Zhang, Guiying Wang, Zidan Wu, and Wenfu Wu. 2022. "Control Method for Continuous Grain Drying Based on Equivalent Accumulated Temperature Mechanism and Artificial Intelligence" Foods 11, no. 6: 834. https://doi.org/10.3390/foods11060834
APA StyleLiu, Z., Xu, Y., Han, F., Zhang, Y., Wang, G., Wu, Z., & Wu, W. (2022). Control Method for Continuous Grain Drying Based on Equivalent Accumulated Temperature Mechanism and Artificial Intelligence. Foods, 11(6), 834. https://doi.org/10.3390/foods11060834