Downstream Approach Routes for the Purification and Recovery of Lactobionic Acid

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. LBA Substrate Preparation
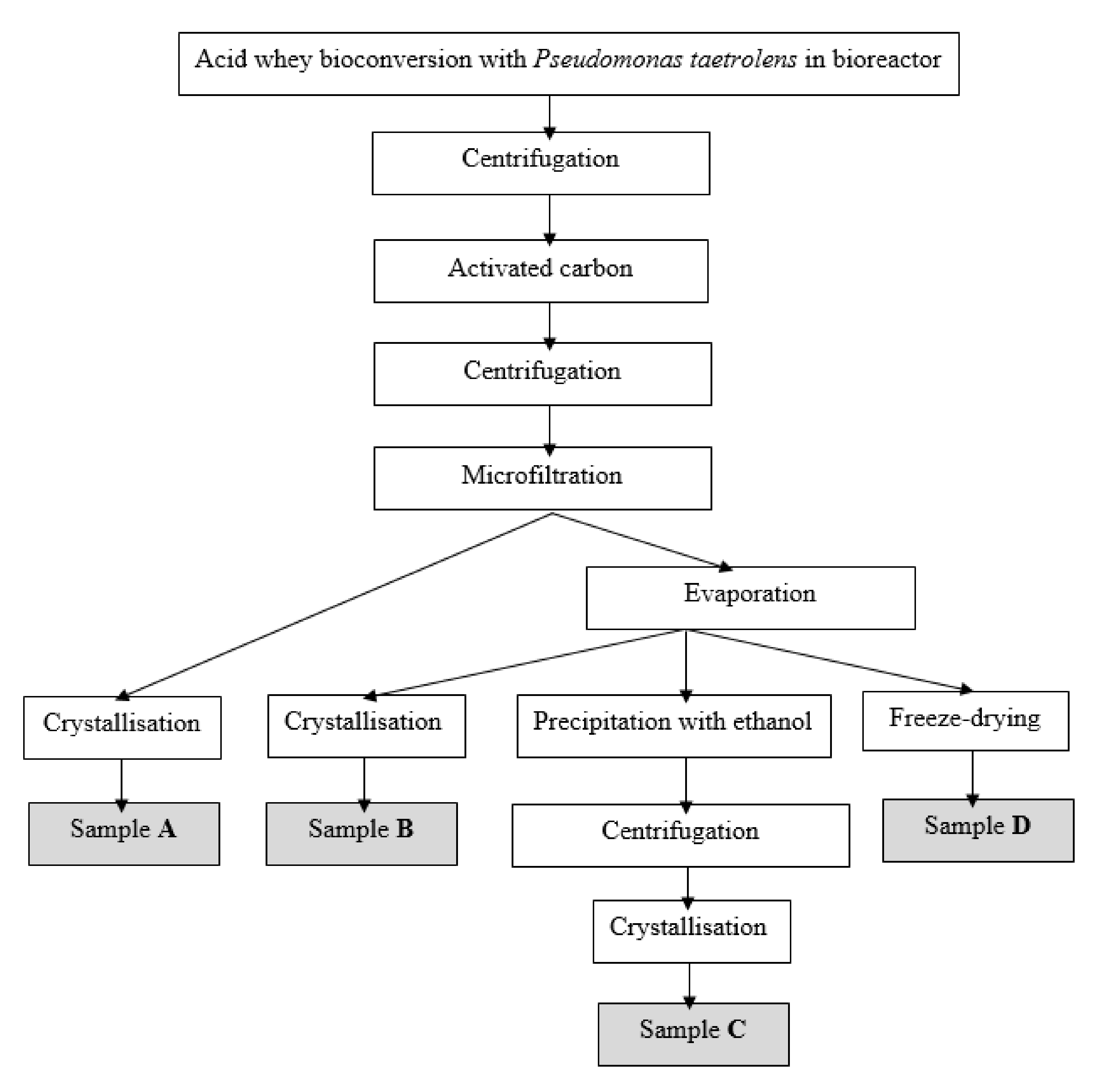
2.2. Downstream Approaches
- Centrifugation—After lactose bioconversion in the bioreactor, the sample was centrifuged for 10 min at 15,000 rpm to remove biomass and other water-insoluble substances.
- Activated carbon—After bioconversion, samples were treated using activated carbon (Norit GAC 1240, Amersfoort, The Netherlands). After treatment, the samples were centrifuged for 10 min at 15,000 rpm to remove the activated carbon and other water-insoluble substances.
- Microfiltration—The samples were treated using microfiltration to remove the biomass with a tangential microfiltration device with a polyvinylidene fluoride (PVDF) membrane cassette (0.5 m2 membrane area, Pellicon 2 cassette) with a 0.22 μm pore size (Millipore, Billerica, MA, USA), a transmembrane pressure of 1.4 ± 0.1 bar, and without recirculation.
- Evaporation—Samples were concentrated until reaching a concentration of solids of ~40% in a “Heidolph Laborota 4000 efficient” (Heidolph Instruments GmbH & Co KG, Schwabach, Germany) evaporator. The process was carried out at 50 °C, with flask stirring speed of 150 rpm, pressure 40 to 85 mbar. The concentration of the sample was detected with a refractometer (Kruss, Hamburg, Germany).
- Crystallization—samples were crystallized in silicone cups by drying them at a temperature of +40 °C for 24–72 h in an oven.
- Freeze drying—concentrated samples (~40% total solids) with a volume of 100–200 mL were stored in a freezer at −18 °C for >24 h. Frozen samples were freeze dried to a powdered physical state in vacuum lyophilization equipment (Telstar cryodos—80, Model 2007, Terrassa, Spain) at a temperature of −65 °C.
2.3. Analytical Methods
- The recovery of LBA was calculated as percentage by dividing the amount of LBA collected after downstream approaches by the amount of LBA in fermented substrate before downstream approaches, and then multiplying this number by 100 [17].where:
- LBABefore—amount of LBA in fermented substrate before downstream approaches, g L−1;
- LBAAfter—amount of LBA collected after downstream approaches, g L−1.
- pH was determined by dissolving 1 g of the analyzed product in 10 mL of deionized water (10% solution) and measured with an InLab® Expert Pro-ISM pH electrode (Mettler Toledo, Greifensee, Switzerland). Before analyses, the pH electrode was calibrated using buffers with known pH (4.01, 7.00, and 10.00, WTWTM, Wolverhampton, England), by matching pH meter to the current characteristics of pH sensor with reliable accuracy to the second decimal of pH.
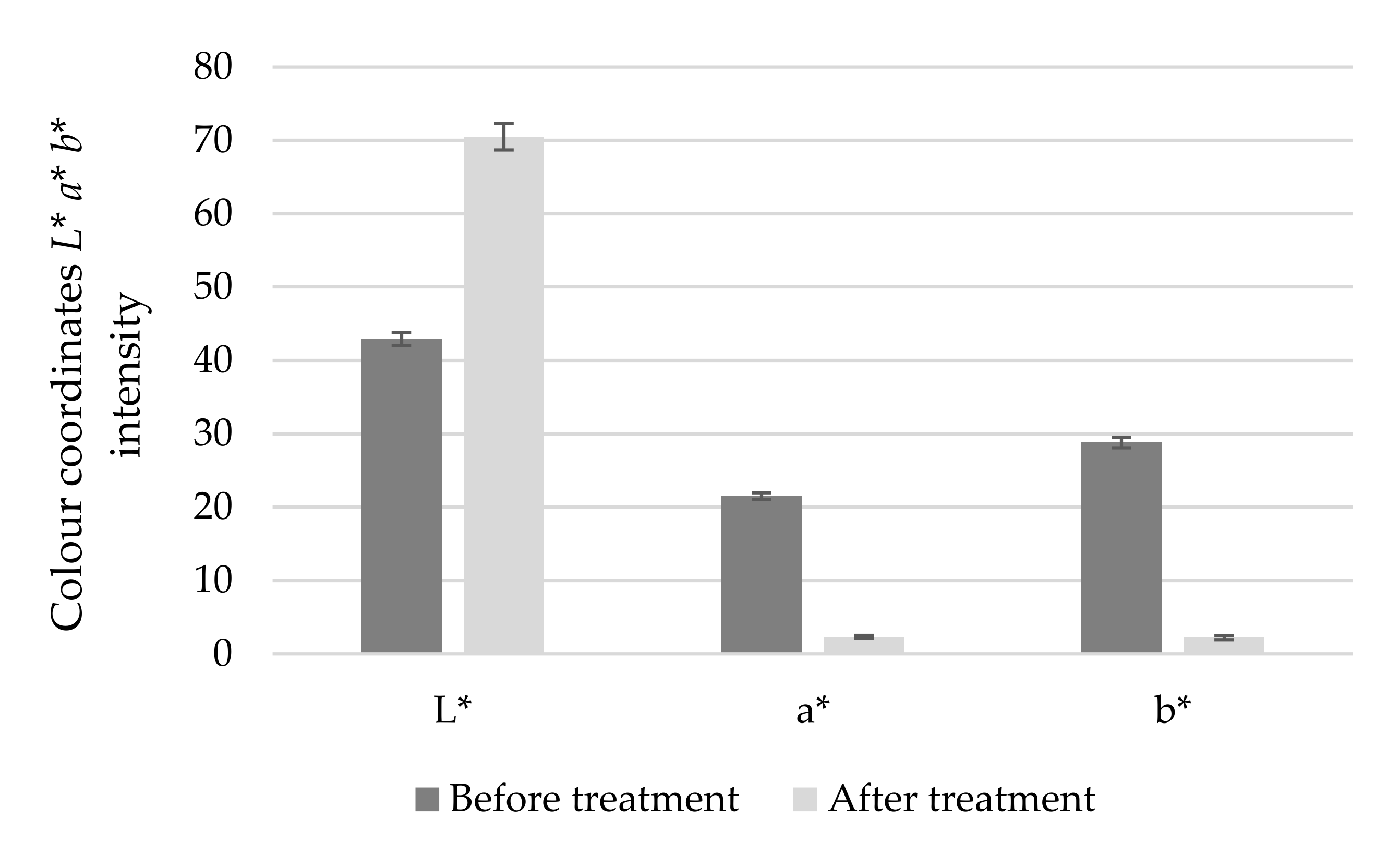
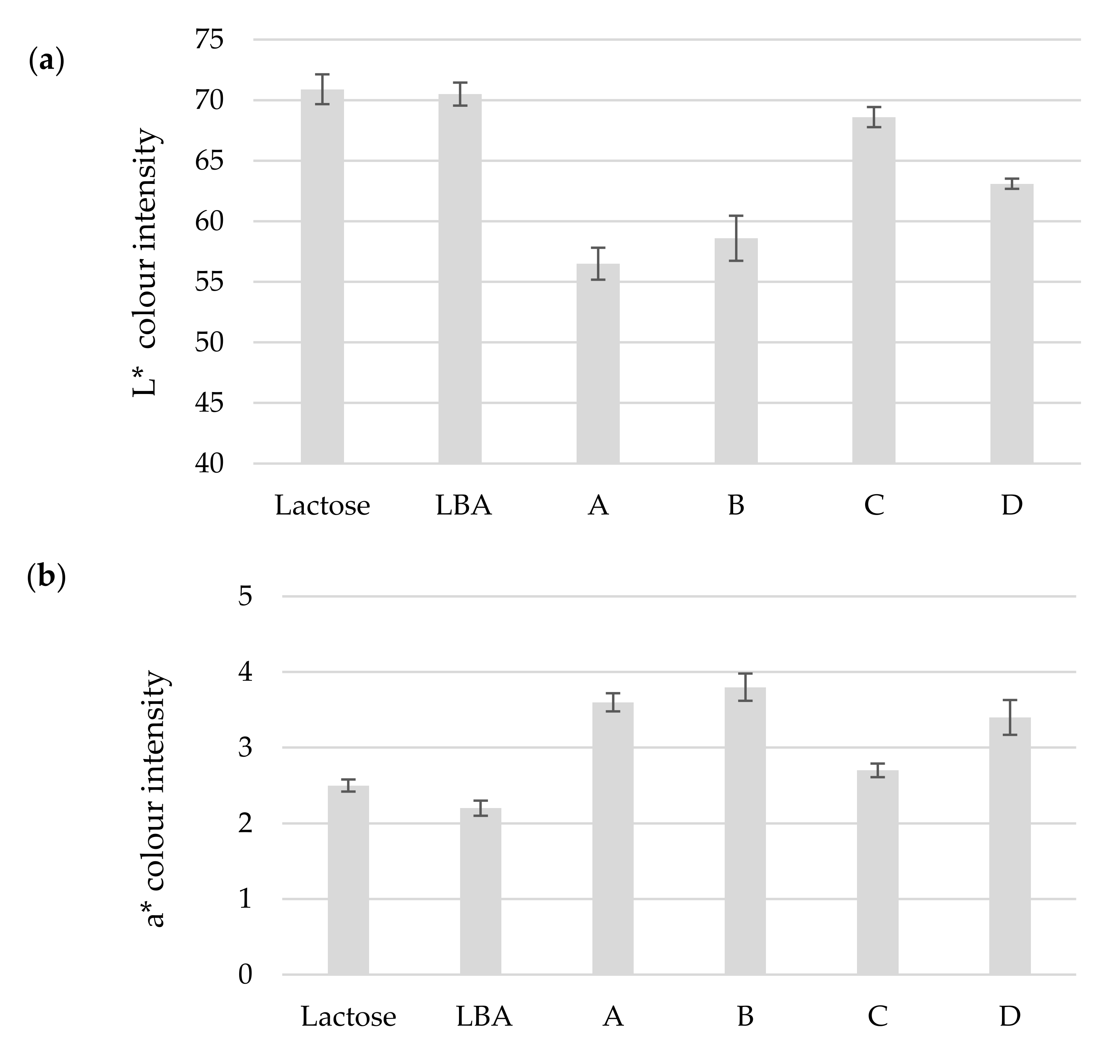
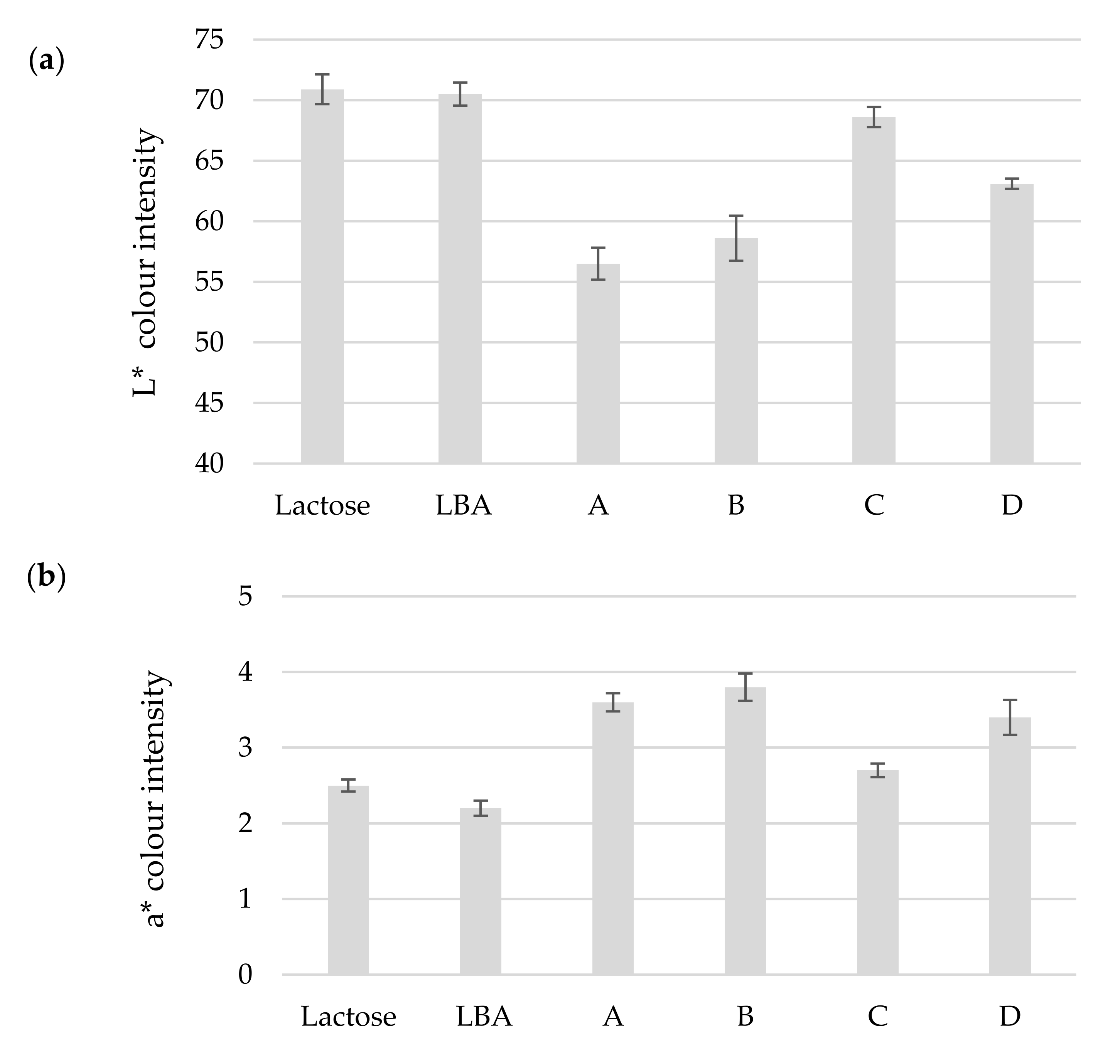
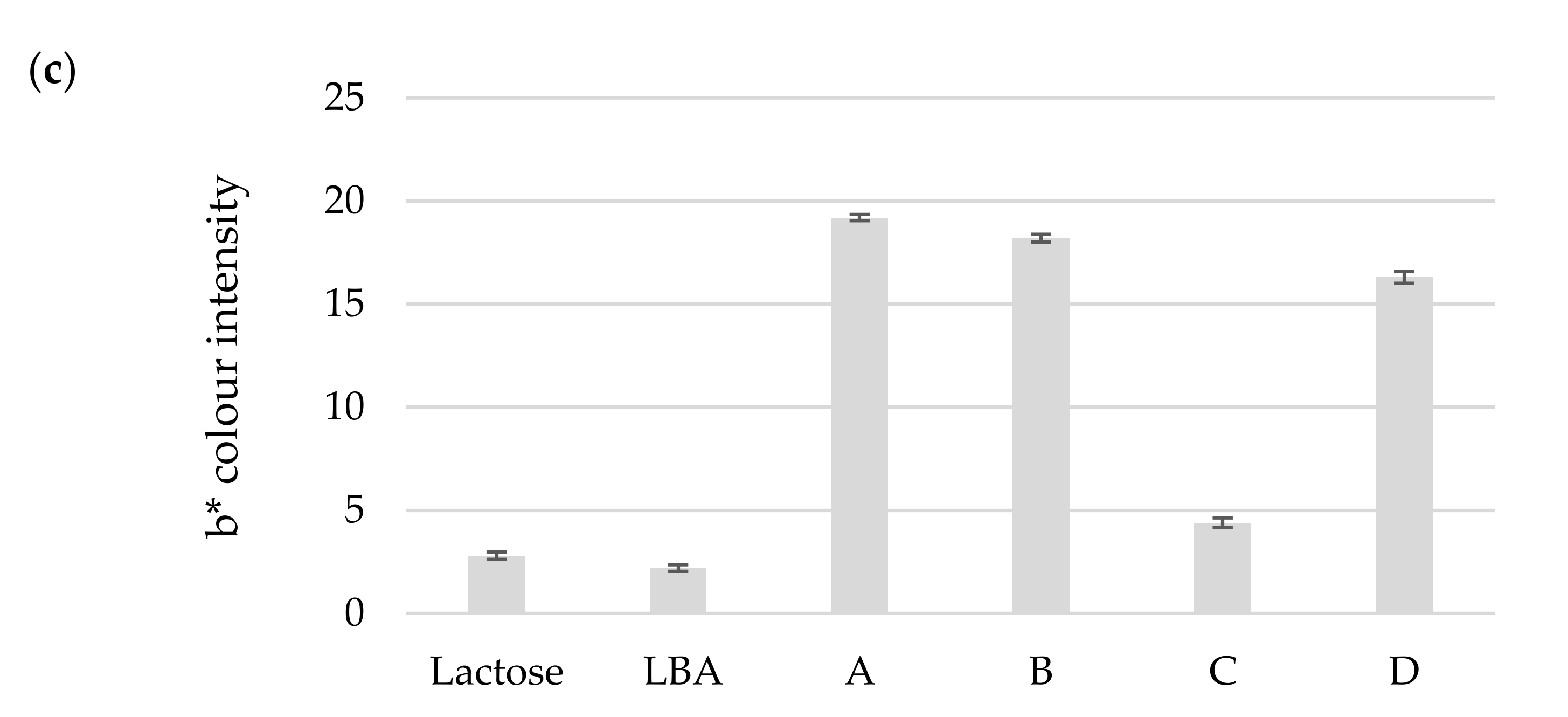
- Color analysis was conducted by dissolving 1 g of analyzed product in 10 mL of deionized water (10% solution). Color analysis was performed using L*a*b* coordinates defined by the International Commission on Illumination with a “Lovibond® LC100” (Tintometer® group, Lovibond house, Amesbury, UK) color analyzer. A negative a* value indicates the intensity of the green color, a positive value of a* indicates the intensity of the red color, a negative value of b* indicates the intensity of the blue color, a positive value of b* indicates the intensity of the yellow color, and L* is an indicator of white and black or light and dark intensity. The total color intensity difference was calculated by comparing the color of the obtained product with the color of commercial LBA. The given formula calculates the difference between the two colors to identify inconsistencies [18].where:
- L2, a2, b2—color of the evaluated product;
- L1, a1, b1—color of commercial LBA.
- The color analyzer was calibrated for color intensity analyses. The samples were poured into equal volumes in transparent containers and placed at the analyzer sensor. The lid was closed above the containers so that ambient light had no effect on the color of the samples. Results are expressed as the mean ± standard deviation of seven experiments.
- Solubility in water was determined by adding 0.1 g of obtained product to 10 mL of deionized water at a temperature of +20 °C and stirring the product at 150 rpm until completely dissolved. Obtained product solubility was determined by time measured in seconds [19].
- LBA and lactose concentration were detected by high-performance liquid chromatography (HPLC, Agilent 1200, Agilent Technologies Inc., Santa Clara, CA, USA), employing a column (Coregel-ION 300, Teknocroma, Barcelona, Spain) coupled to a refractive index detector at +40 °C. Sulphuric acid (0.450 mM, pH 3.1) was used as the mobile phase, with a column temperature of +75 °C and a flow rate of 0.3 mL min−1. All obtained samples before HPLC analyses were dissolved in deionized water at +20 °C and centrifuged for 10 min at 15,000 rpm to remove cell debris and other water-insoluble substances [15].
- Protein determination was measured by the Kjeldahl method (ISO 8968-1:2014) using KjeltecTM 2200 (FOSS, Sweden).
- LBA concentration in obtained LBA products (Sample A, B, C or D) was calculated as percentage by dividing the mass of the pure LBA (determined by HPLC) by the total mass of the sample (obtained LBA product: sample A, B, C or D), and then multiplying this number by 100 [20]:where:
- LBAproduct—amount of LBA product, g;
- LBAHPLC—amount of LBA by HPLC analyses in LBA product, g.
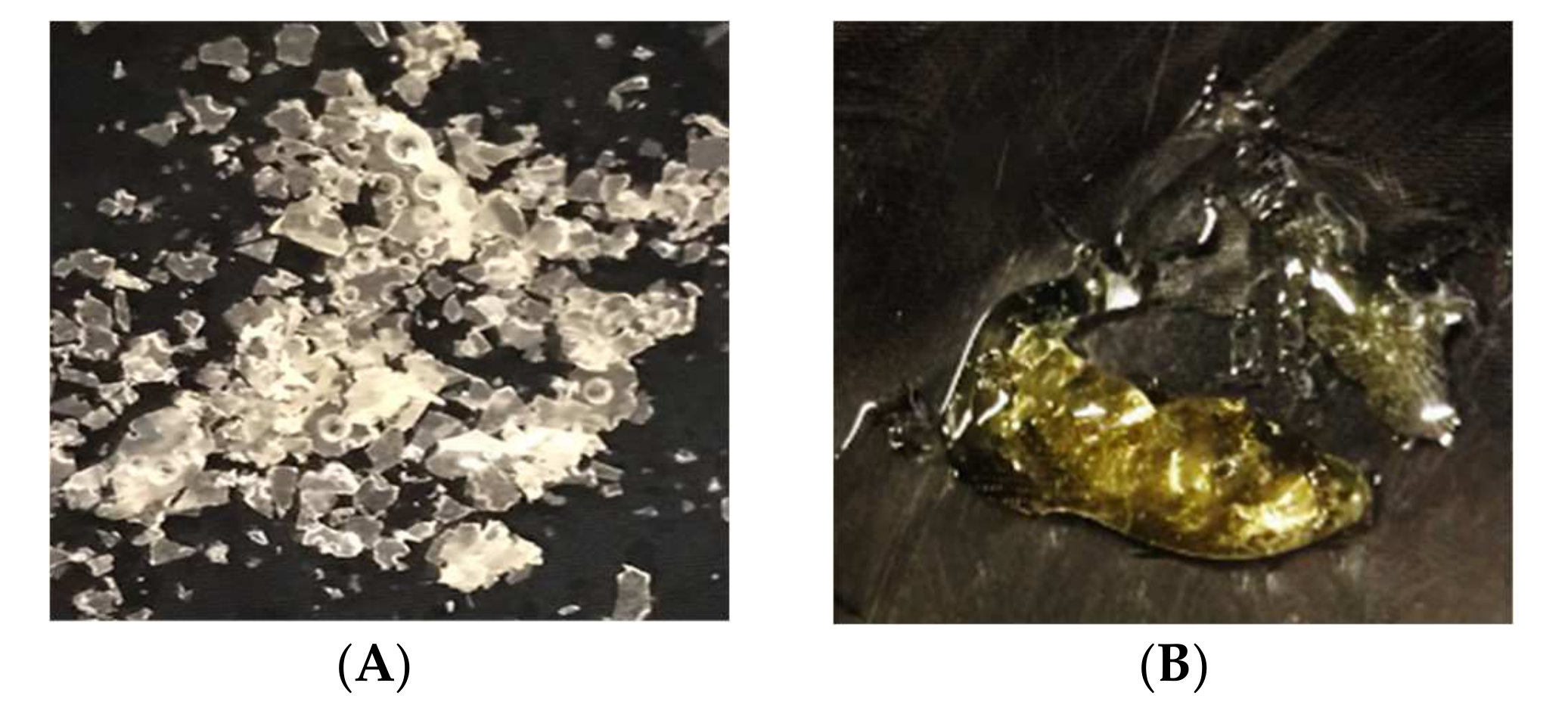
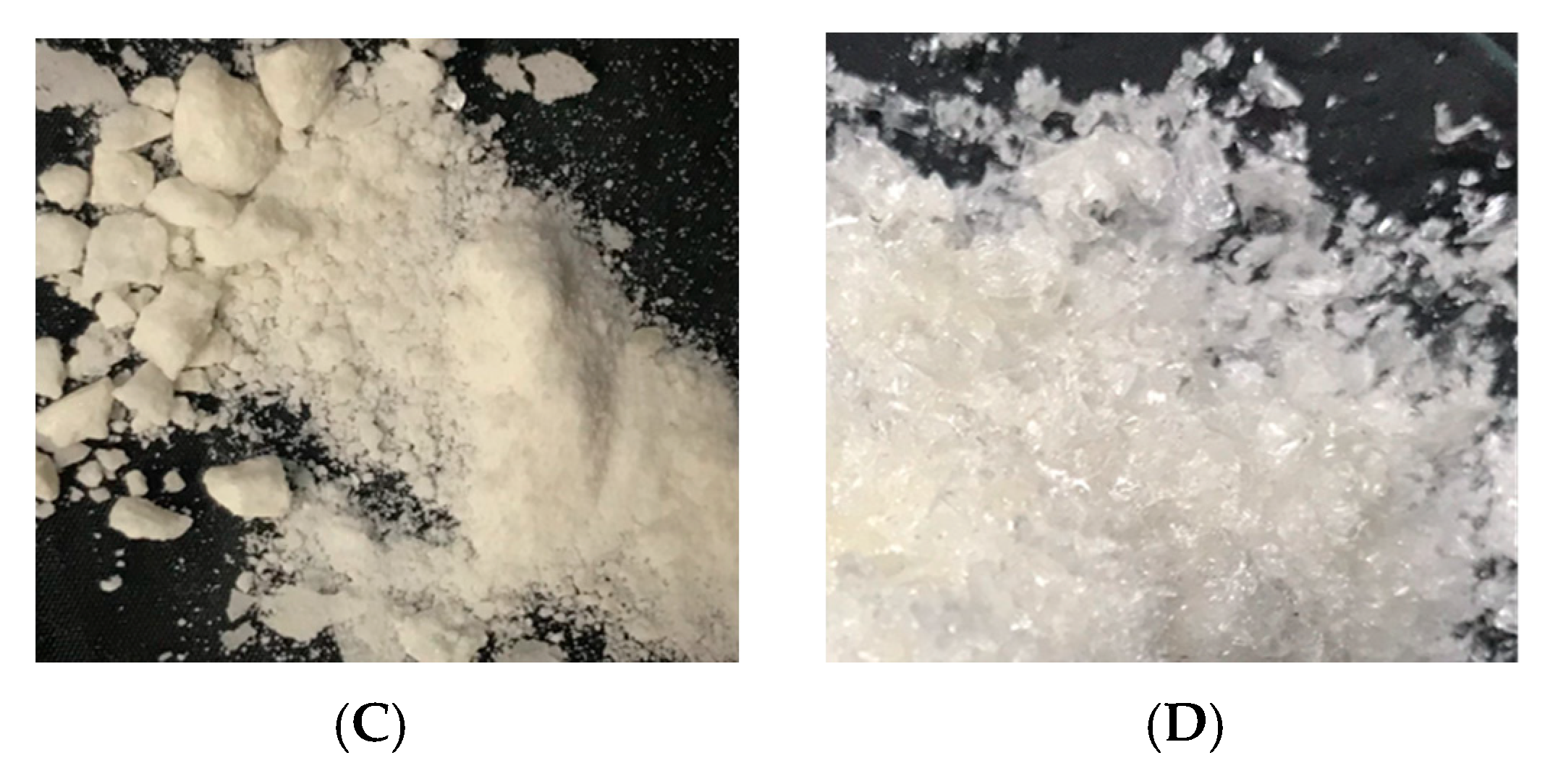
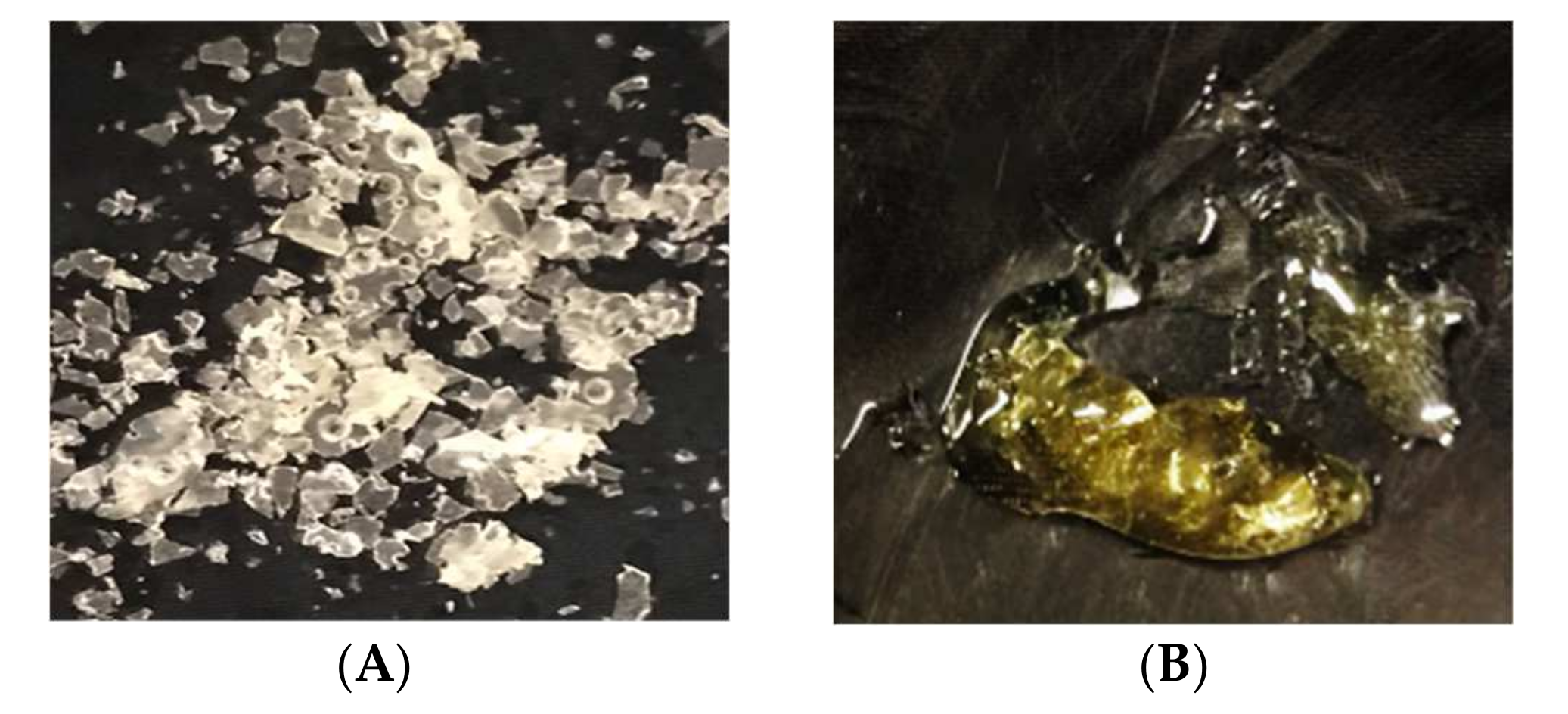
- Product visual assessment was carried out immediately after the performance of downstream approaches and after storage of the unpackaged product at room temperature for 24 h.
2.4. Stastistical Analysis
3. Results and Discussion
3.1. Decolouring Efficiency of Activated Carbon
3.2. Assessments of LBA Samples
3.3. Results of Colour Analysis
3.4. LBA pH, Solubility, Concentration and Difference in Colour Intensity
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sarenkova, I.; Ciprovica, I. The current status and future perspectives of lactobionic acid production: A review. Res. Rural Dev. 2018, 1, 233–239. [Google Scholar] [CrossRef]
- Cardoso, T.; Marques, C.; Dagostin, J.L.A.; Masson, M.L. Lactobionic Acid as a Potential Food Ingredient: Recent Studies and Applications. J. Food Sci. 2019, 84, 1672–1681. [Google Scholar] [CrossRef] [Green Version]
- Kruschitz, A.; Nidetzky, B. Downstream processing technologies in the biocatalytic production of oligosaccharides. J. Food Sci. 2020, 43, 107568. [Google Scholar] [CrossRef]
- Gutiérrez, L.F.; Bazinet, L.; Hamoudi, S.; Belkacemi, K. Production of lactobionic acid by means of a process comprising the catalytic oxidation of lactose and bipolar membrane electrodialysis. Sep. Purif. Technol. 2013, 109, 23–32. [Google Scholar] [CrossRef]
- Alonso, S.; Rendueles, M.; Diaz, M. Bio-production of lactobionic acid: Current status, applications and future prospects. Biotechnol. Adv. 2013, 31, 1275–1291. [Google Scholar] [CrossRef]
- Gupta, V.K.; Treichel, H.; Shapaval, V.; Tuohy, M.G.; Oliveira, L.A. Microbial Functional Foods and Nutraceuticals, 1st ed.; Wiley-Blackwell: Chichester, UK, 2017. [Google Scholar]
- Shu, C.H.; Tseng, K.; Jaiswal, R. Effects of light intensity and wavelength on the production of lactobionic acid from whey by Pseudomonas taetrolens in batch cultures. J. Chem. Technol. Biotechnol. 2017, 93, 1595–1600. [Google Scholar] [CrossRef]
- Stodola, F.H.; Lockwood, L.B. The oxidation of lactose and maltose to bionic acids by Pseudomonas. J. Bio Chem. 1947, 171, 213–221. [Google Scholar] [CrossRef]
- Murakami, H.; Seko, A.; Azumi, M.; Ueshima, N.; Yoshizumi, H.; Nakano, H.; Kitahata, S. Fermentative production of lactobionic acid by Burkholderia cepacia. J. Appl. Glycosci. 2003, 50, 117–120. [Google Scholar] [CrossRef] [Green Version]
- Illanes, A.; Vera, C.; Wilson, L. Enzymatic production of galacto-oligosaccharides. In Lactose-Derived Prebiotics: A Process Perspective; Illanes, A., Guerrero, C., Vera, C., Wilson, L., Conejeros, R., Scott, F., Eds.; Academic Press: London, UK, 2016; pp. 111–189. [Google Scholar]
- Armarego, W.L.; Chai, C.L.L. (Eds.) Purification of biochemicals and related products. In Purification of Laboratory Chemicals, 6th ed.; Elsevier Inc.: Oxford, UK, 2009; pp. 577–708. [Google Scholar]
- Sant’Ana, A.S. Physucal removal of microfloras|Filtration. In Encyclopedia of Food Microbiology, 2nd ed.; Academic Press: Cambridge, MA, USA, 2014; pp. 36–41. [Google Scholar] [CrossRef]
- Zorro, A.T.; Oliveira, J.F.; Chaveiro, D.J.; Costa, E.D.; Pereira, C.D. Membrane Applications for Lactose Recovering. In Lactose and Lactose Derivatives; IntechOpen: London, UK, 2020. [Google Scholar] [CrossRef]
- Gutiérrez, L.F.; Hamoudi, S.; Belkacemi, K. Production of lactobionic acid from its sodium salt solution by Ion-exchange on a commercial strong acid resin: Kinetic data and modeling. Sep. Sci. Technol. 2015, 50, 1890–1898. [Google Scholar] [CrossRef]
- Sarenkova, I.; Saez Orviz, S.; Ciprovica, I.; Rendueles, M.; Diaz, M. Lactobionic acid production by Pseudomonas taetrolens in a fed-batch bioreactor using acid whey as substrate. Int. J. Dairy Technol. 2022. [Google Scholar] [CrossRef]
- Delagustin, M.G.; Goncalves, E.; Carra, S.; Barcellos, T.; Bassani, V.L.; da Silveira, M.M.; Malvessi, E. Bioproduction and characterization of sodium, potassium, and calcium lactobionates. Química Nova 2017, 40, 1003–1008. [Google Scholar] [CrossRef]
- da Silva, E.B.; Pedruzzi, I.; Rodrigues, A.E. Simulated moving bed technology to improve the yield of the biotechnological production of lactobionic acid and sorbitol. Adsorption 2011, 17, 145–158. [Google Scholar] [CrossRef]
- Mokrzycki, W.; Tatol, M. Color difference Delta E—A survey. Mach. Graph. Vis. 2012, 20, 383–411. [Google Scholar]
- Delagustin, M.G.; Goncalves, E.; Carra, S.; Barcellos, T.; Bassani, V.L.; da Silveira, M.M.; Malvessi, E. Sodium, potassium, calcium lactobionates, and lactobionic acid from Zymomonas mobilis: A novel approach about stability and stress tests. J. Pharm. Biomed. Anal. 2019, 174, 104–114. [Google Scholar] [CrossRef]
- Ngiam, S.H.; Zhou, Y.H.; Turner, M.K.; Titchener-Hooker, N.J. Graphical method for the calculation of chromatographic performance in representing the trade-off between purity and recovery. J. Chromatogr. A 2001, 937, 1–11. [Google Scholar] [CrossRef]
- Todaro, C.M. Centrifugation. In Fermentation and Biochemical Engineering Handbook, 3rd ed.; Vogel, H.C., Todaro, C.M., Eds.; William Andrew: Norwich, NY, USA, 2014. [Google Scholar]
- Sáez-Orviz, S.; Marcet, I.; Rendueles, M.; Diaz, M. Preparation of Edible Films with Lactobacillus plantarum and Lactobionic Acid Produced by Sweet Whey Fermentation. Membranes 2022, 12, 115. [Google Scholar] [CrossRef]
- Sulaymon, A.H.; Abood, W.M. Removal of reactive yellow dye by adsorption onto activated carbon using simulated wastewater. Desalination Water Treat. 2014, 52, 16–18. [Google Scholar] [CrossRef]
- Sun, K.; Jian-chun, J.; Xu, J.M. Decolorization and chemical regeneration of granular activated Carbon used in citric acid refining. Bull. Chem. Soc. Ethiop. 2009, 23, 29–36. [Google Scholar] [CrossRef]
- Bubanale, S.; Shivashankar, M. History, Method of Production, Structure and Applications of Activated Carbon. Int. J. Eng. Tech. Res. 2017, 6, 495–498. [Google Scholar] [CrossRef]
- Sulyman, M.; Namieśnik, J.; Gierak, A. Low-cost Adsorbents Derived from Agricultural By-products/Wastes for Enhancing Contaminant Uptakes from Wastewater: A Review. Pol. J. Environ. Stud. 2017, 26, 479–510. [Google Scholar] [CrossRef]
- Wilkinson, A.C.; Ormandy, K.; Bradley, C.R.; Hines, J. Comparison of the efficacy and drying times of liquid, gel and foam formats of alcohol-based hand rubs. J. Hosp. Infect. 2018, 98, 359–364. [Google Scholar] [CrossRef]
- Yu, R.J.; Van Scott, E.J. Alpha-hydroxyacids and carboxylic acids. J. Cosmet. Dermatol. 2004, 3, 59–117. [Google Scholar] [CrossRef]
- Shendurse, A.M.; Khedkar, C.D. Lactose. In Encyclopedia of Food and Health.Reference Module in Food Science; Caballero, B., Finglas, P.M., Toldrá, F., Eds.; Academic Press: Cambridge, MA, USA, 2016; Volume 4, pp. 509–516. [Google Scholar]
- Bisinella, R.Z.B.; Ribeiro, J.C.B.; Oliveira, C.S.; Colman, T.A.D.; Schnitzler, E.; Masson, M.L. Some instrumental methods applied in food chemistry to characterise lactulose and lactobionic acid. Food Chem. 2017, 220, 295–298. [Google Scholar] [CrossRef]
- Jones, W.E.; Ho, Y. Novel Techniques for the Preparation and Crystallization of 4-o-Beta-D-Galactopyranosyl-D-gluconic Acid. U.S. Patent US2002/0006884A1, 17 January 2002. [Google Scholar]
- Pedruzzi, I.; da Silva, E.A.B.; Rodrigues, A.E. Selection of resins, equilibrium andsorption kinetics of lactobionic acid, fructose, lactose and sorbitol. Sep. Purif. Technol. 2008, 63, 600–611. [Google Scholar] [CrossRef]
- Splechtna, B.; Petzelbauer, I.; Baminger, U.; Haltrich, D.; Kulbe, K.D.; Nidetzky, B. Production fa lactose-free galactooligosaccharide mixture by using selective enzymatic oxidation of lactose into lactobionic acid. Enzyme Microb. Technol. 2001, 29, 434–440. [Google Scholar] [CrossRef]
- Peretti, F.A.; Silveira, M.M.; Zeni, M. Use of electrodialysis technique for the separation of lactobionic acid produced by Zymomonas mobilis. Desalination 2009, 245, 626–630. [Google Scholar] [CrossRef]
- Carra, S. Estudo cinético da produção de ácido lactobiônico e sorbitol por enzimas periplasmáticas de Zymomonas mobilis. Univ. Caxias Sul. 2012. Available online: https://repositorio.ucs.br/xmlui/handle/11338/668 (accessed on 2 December 2021).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | Centrifugation | Activated Carbon | Microfiltration | Evaporation | Precipitation with Ethanol | Crystallization | Freeze Drying |
|---|---|---|---|---|---|---|---|
| A | ✓ | ✓ | ✓ | - | - | ✓ | - |
| B | ✓ | ✓ | ✓ | ✓ | - | ✓ | - |
| C | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | - |
| D | ✓ | ✓ | ✓ | ✓ | - | - | ✓ |
| Sample Code | LBABefore, g L−1 | Recovery of Lactobionic Acid, % | Product Description: After 24 h of Unpacked Product Storage |
|---|---|---|---|
| A | 39.95 ± 1 | 89 ± 3 a | Very hygroscopic, loses its fluid consistency, absorbs moisture quickly and a syrup-like product is formed. |
| B | 39.95 ± 1 | 87 ± 2 a | When stored unpacked at room temperature, it retains its consistency. |
| C | 39.95 ± 1 | 82 ± 2 b | When stored unpacked at room temperature, it retains its consistency. |
| D | 39.95 ± 1 | 87 ± 2 a | Hygroscopic, absorbs moisture quickly and loses the consistency of the fluid product. The crystals stick together and form a solid mass. |
| Sample Code | Sample pH | Sample Solubility, Time, s | LBA Concentration, % | Total Color Intensity Difference |
|---|---|---|---|---|
| A | 3.48 ± 0.08 b | 31 ± 3 c | 90 ± 1 b | 22.60 ± 0.94 a |
| B | 4.27 ± 0.12 a | 118 ± 2 a | 85 ± 3 c | 20.00 ± 1.42 b |
| C | 3.05 ± 0.09 c | 109 ± 3 b | 95 ± 2 a | 2.95 ± 0.23 d |
| D | 3.22 ± 0.08 c | 23 ± 4 d | 94 ± 2 a,b | 15.97 ± 1.22 c |
| Commercial LBA | 2.32 ± 0.01 d | 31 ± 4 c,d | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sarenkova, I.; Sáez-Orviz, S.; Rendueles, M.; Ciprovica, I.; Zagorska, J.; Díaz, M. Downstream Approach Routes for the Purification and Recovery of Lactobionic Acid. Foods 2022, 11, 583. https://doi.org/10.3390/foods11040583
Sarenkova I, Sáez-Orviz S, Rendueles M, Ciprovica I, Zagorska J, Díaz M. Downstream Approach Routes for the Purification and Recovery of Lactobionic Acid. Foods. 2022; 11(4):583. https://doi.org/10.3390/foods11040583
Chicago/Turabian StyleSarenkova, Inga, Sara Sáez-Orviz, Manuel Rendueles, Inga Ciprovica, Jelena Zagorska, and Mario Díaz. 2022. "Downstream Approach Routes for the Purification and Recovery of Lactobionic Acid" Foods 11, no. 4: 583. https://doi.org/10.3390/foods11040583
APA StyleSarenkova, I., Sáez-Orviz, S., Rendueles, M., Ciprovica, I., Zagorska, J., & Díaz, M. (2022). Downstream Approach Routes for the Purification and Recovery of Lactobionic Acid. Foods, 11(4), 583. https://doi.org/10.3390/foods11040583