
Characterization of a Commercial Whey Protein Hydrolysate and Its Use as a Binding Agent in the Whey Protein Isolate Agglomeration Process


Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Design
2.2. WPH and WPI Chemical Characterization
2.2.1. HPLC and MALDI-TOF Mass Spectrometry
2.2.2. Degree of Hydrolysis (DH)
2.3. WPH and WPI Physical Characterization
2.3.1. Water Activity
2.3.2. Mean Particle Size and Zeta Potential (ζ)
2.3.3. Bulk and Tapped Densities
2.3.4. Color
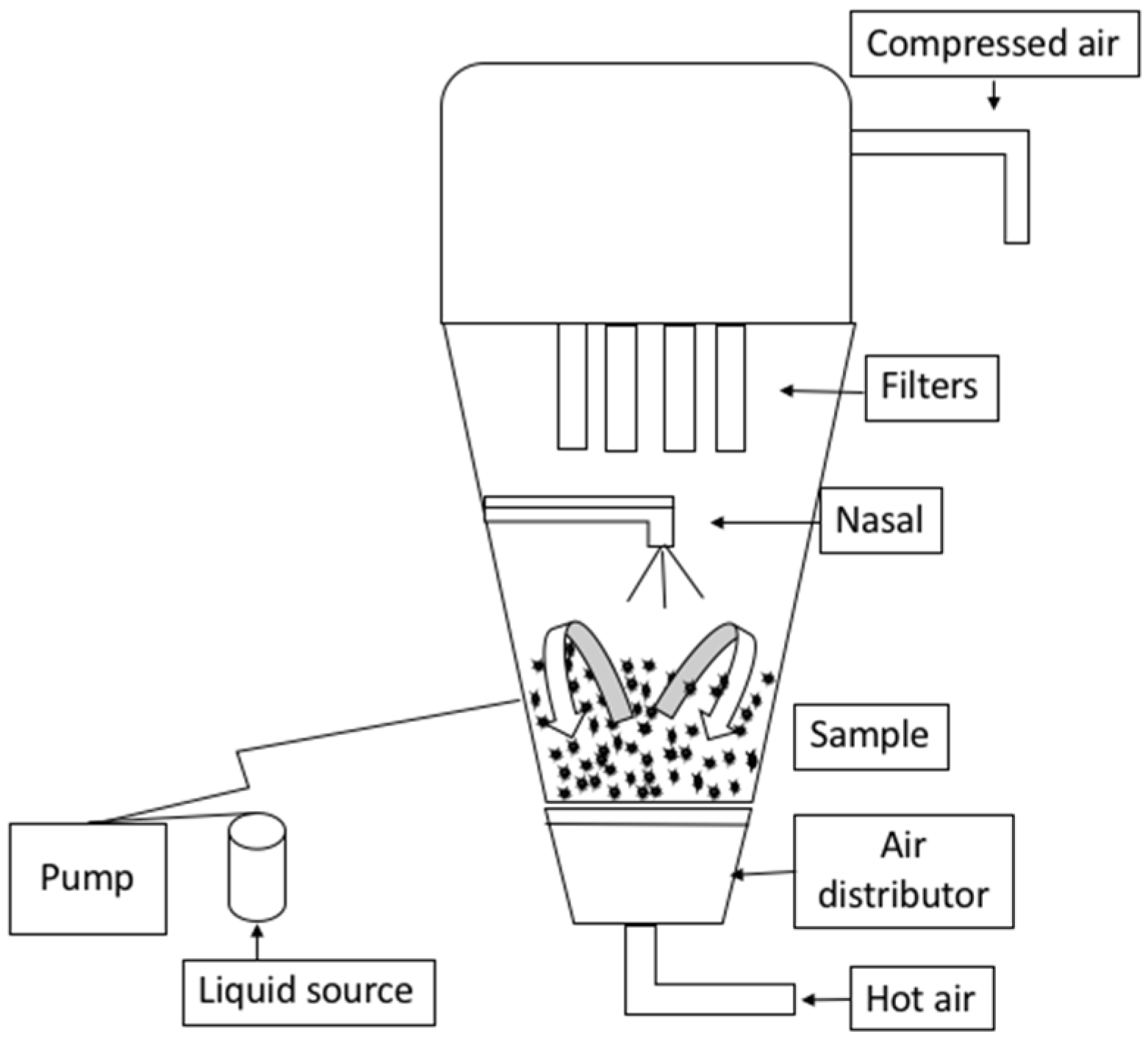
2.4. The Use of WPH as a Binder in Agglomerating WPI
2.5. Agglomerated WPI Characterization
2.5.1. Moisture Content (MC)
2.5.2. Relative Dissolution Index (RDI)
2.5.3. Solubility Index (SI)
2.5.4. Emulsifying Capacity (EC)
2.6. Statistical Analysis
3. Results and Discussion
3.1. WPH Chemical Characterization
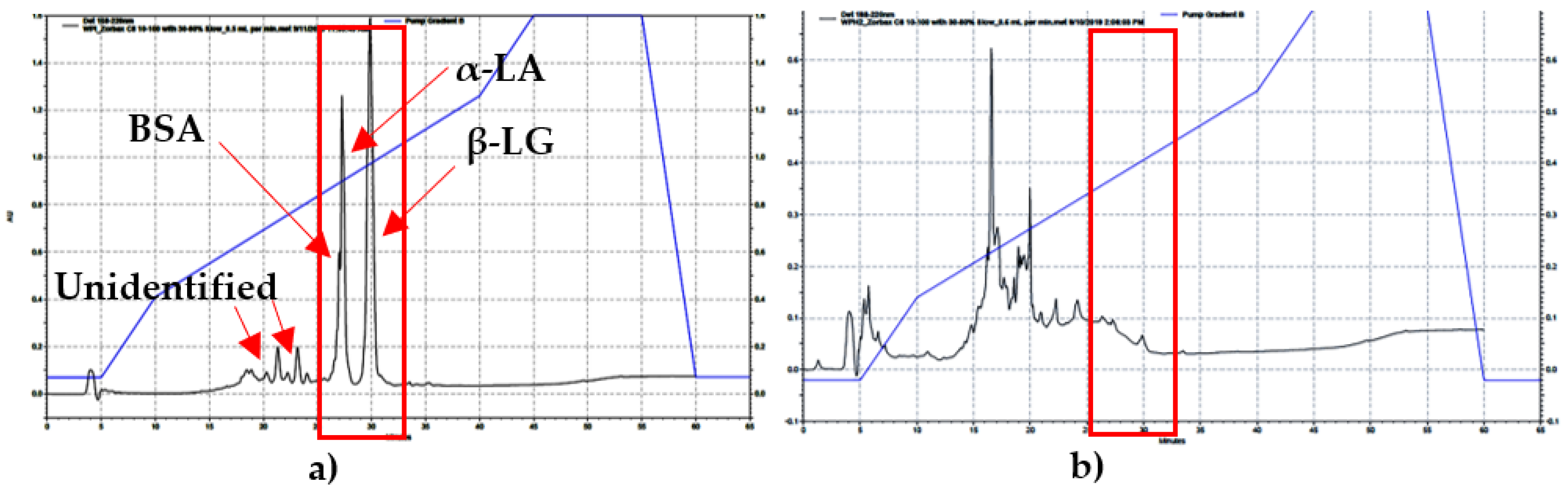
3.1.1. HPLC and MALDI-TOF Mass Spectrometry
3.1.2. Degree of Hydrolysis (DH)
3.2. WPH and WPI Physical Characterization
3.2.1. Water Activity
3.2.2. Mean Particle Size and Zeta Potential (ζ)
3.2.3. Bulk and Tapped Densities (g/cm3)
3.2.4. Color
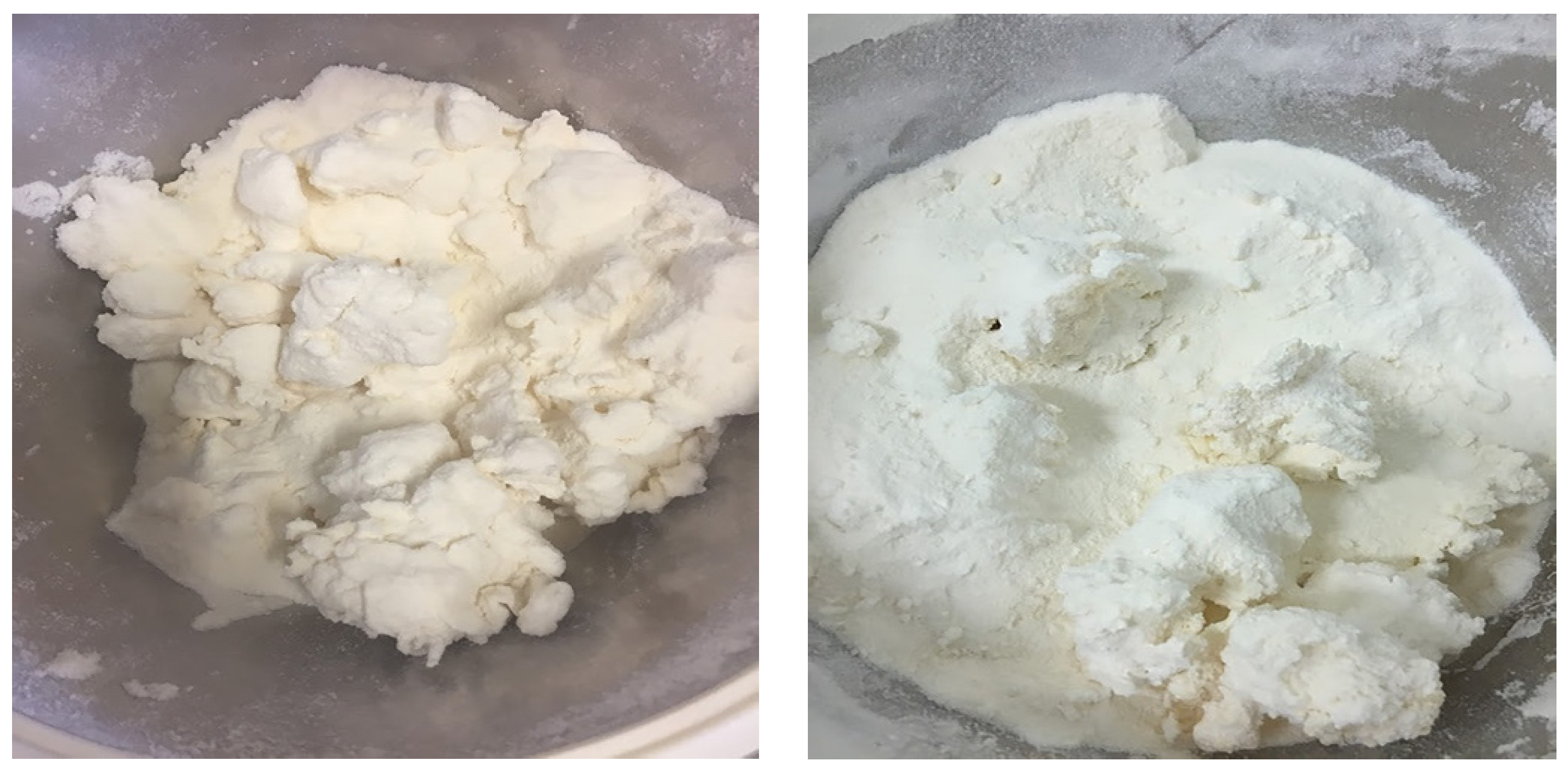
3.3. Agglomerated WPI Characterization
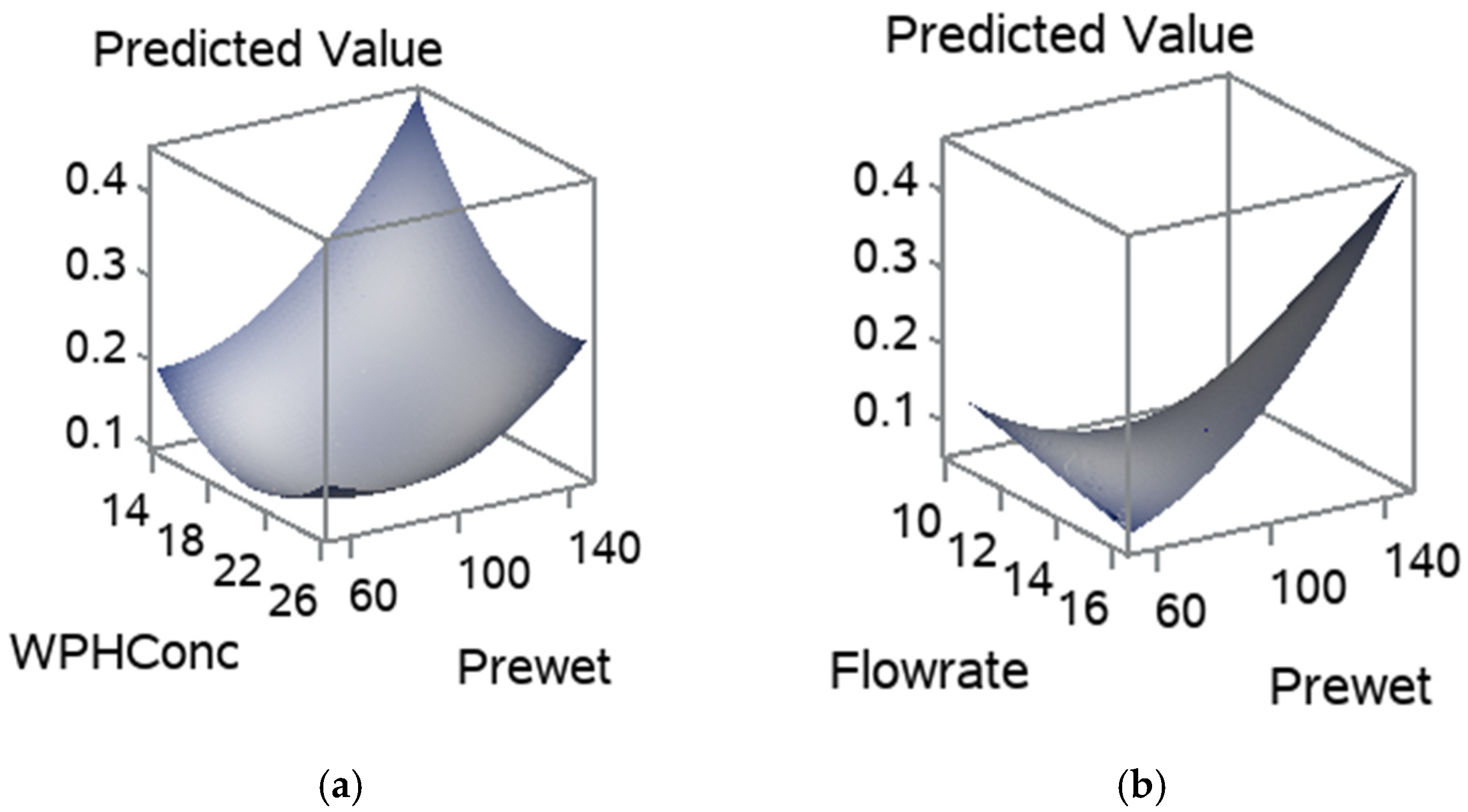
3.3.1. Moisture Content (MC)
3.3.2. Water Activity
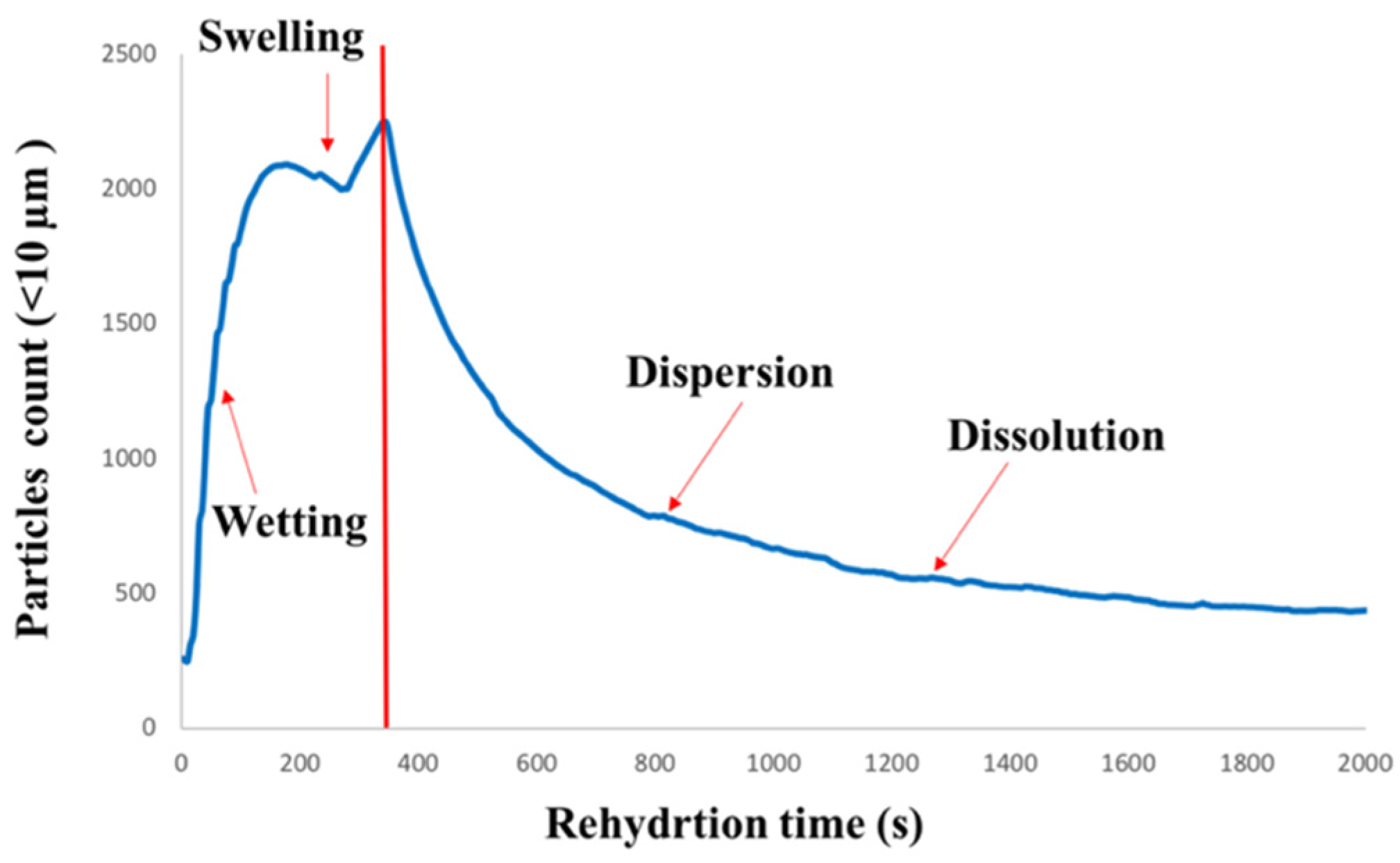
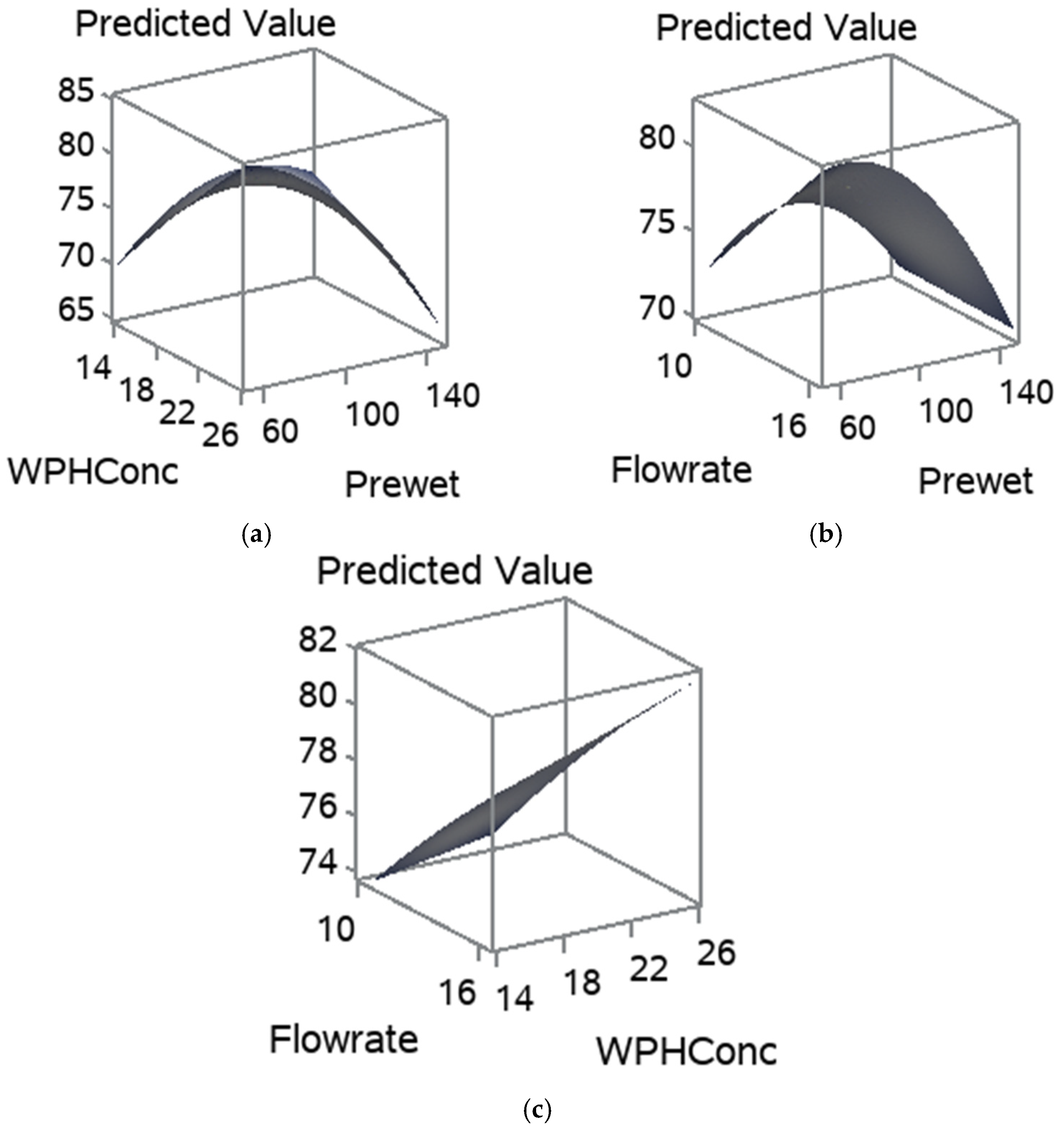
3.3.3. Relative Dissolution Index (RDI)
3.3.4. Solubility Index (SI)
3.3.5. Emulsifying Capacity (EC)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Božanić, R.; Barukčić, I.; Lisak, K.; Tratnik, L. Possibilities of whey utilization. Austin J. Nutr. Food Sci. 2014, 2, 1036–1042. [Google Scholar]
- Goodall, S.; Grandison, A.S.; Jauregi, P.J.; Price, J. Selective Separation of the Major Whey Proteins Using Ion Exchange Membranes. J. Dairy Sci. 2008, 91, 1–10. [Google Scholar] [CrossRef]
- Foegeding, E.A.; Davis, J.P.; Doucet, D.; McGuffey, M.K. Advances in modifying and understanding whey protein functionality. Trends Food Sci. Technol. 2002, 13, 151–159. [Google Scholar] [CrossRef]
- Jiménez-Castaño, L.; Villamiel, M.; López-Fandiño, R. Glycosylation of individual whey proteins by Maillard reaction using dextran of different molecular mass. Food Hydrocoll. 2007, 21, 433–443. [Google Scholar] [CrossRef]
- Bouaouina, H.; Desrumaux, A.; Loisel, C.; Legrand, J. Functional properties of whey proteins as affected by dynamic high-pressure treatment. Int. Dairy J. 2006, 16, 275–284. [Google Scholar] [CrossRef]
- Kim, S.B.; Ki, K.S.; Khan, M.A.; Lee, W.S.; Lee, H.J.; Ahn, B.S.; Kim, H.S. Peptic and Tryptic Hydrolysis of Native and Heated Whey Protein to Reduce Its Antigenicity. J. Dairy Sci. 2007, 90, 4043–4050. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lozano-Ojalvo, D.; Pérez-Rodríguez, L.; Pablos-Tanarro, A.; López-Fandiño, R.; Molina, E. Pepsin treatment of whey proteins under high pressure produces hypoallergenic hydrolysates. Innov. Food Sci. Emerg. Technol. 2017, 43, 154–162. [Google Scholar] [CrossRef]
- Adler-Nissen, J. Determination of the degree of hydrolysis of food protein hydrolysates by trinitrobenzenesulfonic acid. J. Agric. Food Chem. 1979, 27, 1256–1262. [Google Scholar] [CrossRef]
- Agyei, D.; Ongkudon, C.M.; Wei, C.Y.; Chan, A.S.; Danquah, M.K. Bioprocess challenges to the isolation and purification of bioactive peptides. Food Bioprod. Process. 2016, 98, 244–256. [Google Scholar] [CrossRef]
- Dullius, A.; Goettert, M.I.; de Souza, C.F.V. Whey protein hydrolysates as a source of bioactive peptides for functional foods—Biotechnological facilitation of industrial scale-up. J. Funct. Foods 2018, 42, 58–74. [Google Scholar] [CrossRef]
- Jeewanthi, R.K.C.; Lee, N.-K.; Paik, H.-D. Improved Functional Characteristics of Whey Protein Hydrolysates in Food Industry. Korean J. Food Sci. Anim. Resour. 2015, 35, 350–359. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Exl, B.-M. A review of recent developments in the use of moderately hydrolyzed whey formulae in infant nutrition. Nutr. Res. 2001, 21, 355–379. [Google Scholar] [CrossRef]
- Severin, S.; Xia, W.S. Enzymatic hydrolysis of whey proteins by two different proteases and their effect on the functional properties of resulting protein hydrolysates. J. Food Biochem. 2006, 30, 77–97. [Google Scholar] [CrossRef]
- Chobert, J.M.; Bertrand-Harb, C.; Nicolas, M.G. Solubility and emulsifying properties of caseins and whey proteins modified enzymically by trypsin. J. Agric. Food Chem. 1988, 36, 883–892. [Google Scholar] [CrossRef]
- Augustin, M.A.; Oliver, C.M. Chapter 19—Use of Milk Proteins for Encapsulation of Food Ingredients. In Microencapsulation in the Food Industry; Gaonkar, A.G., Vasisht, N., Khare, A.R., Sobel, R., Eds.; Academic Press: San Diego, CA, USA, 2014; pp. 211–226. [Google Scholar] [CrossRef]
- Palmer, N.; Petersen, B.; Ward, L. US Patent Application for Agglomerated Protein Products and Method for Making Patent Application (Application #20180070624 issued March 15, 2018)—Justia Patents Search. Available online: https://patents.justia.com/patent/20180070624 (accessed on 20 March 2020).
- Carić, M. Concentrated and Dried Dairy Products. 1994. Available online: https://www.cabdirect.org/cabdirect/abstract/19940401266 (accessed on 25 March 2020).
- Ninfa, A.J.; Ballou, D.P.; Benore, M. Fundamental Laboratory Approaches for Biochemistry and Biotechnology, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Bonfatti, V.; Grigoletto, L.; Cecchinato, A.; Gallo, L.; Carnier, P. Validation of a new reversed-phase high-performance liquid chromatography method for separation and quantification of bovine milk protein genetic variants. J. Chromatogr. A 2008, 1195, 101–106. [Google Scholar] [CrossRef]
- Sheoran, M.S.; Balhara, A.; Kumar, S. Biochemical characterization of Urine of Hariana breed of Cattle with special emphasis on presence of various proteins/peptides. Int. J. Chem. Stud. 2019, 7, 2393–2397. [Google Scholar]
- Hauser, M.; Amamcharla, J.K. Novel methods to study the effect of protein content and dissolution temperature on the solubility of milk protein concentrate: Focused beam reflectance and ultrasonic flaw detector-based methods. J. Dairy Sci. 2016, 99, 3334–3344. [Google Scholar] [CrossRef]
- Babu, K.S.; Amamcharla, J.K. Application of front-face fluorescence spectroscopy as a tool for monitoring changes in milk protein concentrate powders during storage. J. Dairy Sci. 2018, 101, 10844–10859. [Google Scholar] [CrossRef] [Green Version]
- Webb, N.B.; Ivey, F.J.; Craig, H.B.; Jones, V.A.; Monroe, R.J. The Measurement of Emulsifying Capacity by Electrical Resistance. J. Food Sci. 1970, 35, 501–504. [Google Scholar] [CrossRef]
- Acton, J.C.; Saffle, R.L. Emulsifying Capacity of Muscle Protein: Phase Volumes at Emulsion Collapse. J. Food Sci. 1972, 37, 904–906. [Google Scholar] [CrossRef]
- Adjonu, R.; Doran, G.; Torley, P.; Agboola, S. Whey protein peptides as components of nanoemulsions: A review of emulsifying and biological functionalities. J. Food Eng. 2014, 122, 15–27. [Google Scholar] [CrossRef]
- Spellman, D.; O’Cuinn, G.; FitzGerald, R.J. Physicochemical and sensory characteristics of whey protein hydrolysates generated at different total solids levels. J. Dairy Res. 2005, 72, 138–143. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lieske, B.; Konrad, G. Physico-chemical and functional properties of whey protein as affected by limited papain proteolysis and selective ultrafiltration. Int. Dairy J. 1996, 6, 13–31. [Google Scholar] [CrossRef]
- Mahmoud, M.I.; Malone, W.T.; Cordle, C.T. Enzymatic Hydrolysis of Casein: Effect of Degree of Hydrolysis on Antigenicity and Physical Properties. J. Food Sci. 1992, 57, 1223–1229. [Google Scholar] [CrossRef]
- Duan, X.; Zhou, Y.; Li, M.; Wu, F.; Yang, N.; Xu, J.; Chen, H.; Jin, Z.; Xu, X. Postfertilization changes in conformation of egg yolk phosvitin and biological activities of phosphopeptides. Food Res. Int. 2014, 62, 1008–1014. [Google Scholar] [CrossRef]
- Wu, L.; Zhao, W.; Yang, R.; Chen, X. Effects of pulsed electric fields processing on stability of egg white proteins. J. Food Eng. 2014, 139, 13–18. [Google Scholar] [CrossRef]
- Kelly, G.M.; O’Mahony, J.A.; Kelly, A.L.; O’Callaghan, D.J. Water sorption and diffusion properties of spray-dried dairy powders containing intact and hydrolysed whey protein. LWT Food Sci. Technol. 2016, 68, 119–126. [Google Scholar] [CrossRef]
- Forny, L.; Marabi, A.; Palzer, S. Wetting, disintegration and dissolution of agglomerated water soluble powders. Powder Technol. 2011, 206, 72–78. [Google Scholar] [CrossRef]
- Dairy Products Institute (ADPI). Ingredient Description Brochure; ADPI: Elmhurst, IL, USA, 2002. [Google Scholar]
- Palzer, S. Influence of material properties on the agglomeration of water-soluble amorphous particles. Powder Technol. 2009, 189, 318–326. [Google Scholar] [CrossRef]
- Pisecky, J. Handbook of Milk Powder Manufacture; Niro A/S Pub: Copenhagen, Denmark, 1997. [Google Scholar]
- Gaiani, C.; Schuck, P.; Scher, J.; Desobry, S.; Banon, S. Dairy Powder Rehydration: Influence of Protein State, Incorporation Mode, and Agglomeration. J. Dairy Sci. 2007, 90, 570–581. [Google Scholar] [CrossRef]
- Vengateson, U.; Mohan, R. Experimental and modeling study of fluidized bed granulation: Effect of binder flow rate and fluidizing air velocity. Resour.-Effic. Technol. 2016, 2, S124–S135. [Google Scholar] [CrossRef] [Green Version]
- Gaiani, C.; Boyanova, P.; Hussain, R.; Pazos, I.M.; Karam, M.C.; Burgain, J.; Scher, J. Morphological descriptors and colour as a tool to better understand rehydration properties of dairy powders. Int. Dairy J. 2011, 21, 462–469. [Google Scholar] [CrossRef]
- Chever, S.; Mejean, S.; Dolivet, A.; Mei, F.; Den Boer, C.M.; Le Barzic, G.; Jeantet, R.; Schuck, P. Agglomeration during spray drying: Physical and rehydration properties of whole milk/sugar mixture powders. LWT Food Sci. Technol. 2017, 83, 33–41. [Google Scholar] [CrossRef]
- Turgeon, S.L.; Gauthier, S.F.; Paquin, P. Interfacial and emulsifying properties of whey peptide fractions obtained with a two-step ultrafiltration process. J. Agric. Food Chem. 1991, 39, 673–676. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Moisture Content (%) | Protein Content (%) | Degree of Hydrolysis (%) |
|---|---|---|---|
| WPH lot 1 | 2.99 | 91.96 | 14.80 ± 0.35 |
| WPH lot 2 | 2.67 | 91.57 | 15.35 ± 0.64 |
| WPH lot 3 | 2.88 | 92.28 | 13.82 ± 0.39 |
| WPI | 3.61 | 94.02 | - |
| Samples | Water Activity | Mean Particle Size (nm) | Zeta Potential (mV) |
|---|---|---|---|
| WPH lot 1 | 0.20 ± 0.02 ab | 181.23 ± 0.60 b | −23.86 ± 2.03 |
| WPH lot 2 | 0.21 ± 0.01 a | 150.67 ± 3.65 c | −24.04 ± 1.40 |
| WPH lot 3 | 0.16 ± 0.00 b | 198.93 ± 9.77 a | −22.88 ± 1.16 |
| WPI | 0.12 ± 0.01 | 112.17 ± 14.40 | −19.59 ± 1.58 |
| Samples | Bulk Density (g/cm3) | Tapped Density (g/cm3) | Color | ||
|---|---|---|---|---|---|
| L* | a* | b* | |||
| WPH lot 1 | 0.33 ± 0.00 a | 0.45 ± 0.00 a | 91.95 ± 0.83 | 0.15 ± 0.04 b | 7.49 ± 0.15 b |
| WPH lot 2 | 0.31 ± 0.00 b | 0.42 ± 0.00 c | 92.39 ± 0.21 | 0.16 ± 0.01 b | 7.29 ± 0.15 b |
| WPH lot 3 | 0.32 ± 0.01 ab | 0.44 ± 0.00 b | 92.11 ± 0.25 | 1.54 ± 0.03 a | 10.52 ± 0.11 a |
| WPI | 0.30 ± 0.00 | 0.42 ± 0.00 | 92.73 ± 0.49 | 1.22 ± 0.06 | 10.39 ± 0.04 |
| Treatment | Pre-Wet Mass (g) | WPH Concentration (%) | Flow Rate (mL·min−1) | Moisture Content (%) | Water Activity | Relative Dissolution Index (%) | Solubility Index (%) | Emulsifying Capacity (g of oil/mg of Protein) |
|---|---|---|---|---|---|---|---|---|
| 1 | 60 | 15 | 4.0 | 3.36 ± 0.15 c | 0.13 ± 0.01 d | 69.324 ± 3.79 def | 95.36 ± 0.02 | 4.66 ± 0.29 |
| 2 | 60 | 15 | 5.6 | 5.37 ± 1.60 bc | 0.21 ± 0.08 cd | 73.37 ± 6.48 bcdef | 95.43 ± 0.08 | 4.58 ± 0.34 |
| 3 | 60 | 20 | 4.0 | 3.35 ± 0.52 c | 0.12 ± 0.01 d | 63.20 ± 0.94 f | 95.34 ± 0.03 | 4.59 ± 0.29 |
| 4 | 60 | 20 | 5.6 | 4.15 ± 0.16 c | 0.11 ± 0.01 d | 95.57 ± 4.32 a | 95.48 ± 0.19 | 4.40 ± 0.42 |
| 5 | 60 | 25 | 4.0 | 3.48 ± 0.52 c | 0.10 ± 0.02 d | 84.12 ± 5.02 abc | 95.33 ± 0.02 | 4.40 ± 0.52 |
| 6 | 60 | 25 | 5.6 | 4.25 ± 0.07 c | 0.13 ± 0.01 d | 86.56 ± 3.03 ab | 95.38 ± 0.01 | 4.33 ± 0.42 |
| 7 | 100 | 15 | 4.0 | 4.48 ± 0.73 c | 0.18 ± 0.00 d | 81.83 ± 3.24 abcd | 95.41 ± 0.05 | 4.93 ± 0.20 |
| 8 | 100 | 15 | 5.6 | 5.39 ± 0.37 bc | 0.21 ± 0.00 cd | 78.05 ± 0.67 bcdef | 95.45 ± 0.03 | 4.75 ± 0.11 |
| 9 | 100 | 20 | 4.0 | 4.26 ± 0.41 c | 0.16 ± 0.00 d | 82.83 ± 5.19 abcd | 95.41 ± 0.03 | 4.80 ± 0.13 |
| 10 | 100 | 20 | 5.6 | 3.77 ± 0.25c | 0.14 ± 0.00 d | 75.25 ± 5.55 bcdef | 95.39 ± 0.00 | 4.82 ± 0.20 |
| 11 | 100 | 25 | 4.0 | 3.73 ± 0.45 c | 0.14 ± 0.02 d | 79.13 ± 1.56 bcde | 95.39 ± 0.02 | 4.73 ± 0.27 |
| 12 | 100 | 25 | 5.6 | 3.66 ± 0.16 c | 0.14 ± 0.03 d | 76.50 ± 6.62 bcdef | 95.39 ± 0.05 | 4.47 ± 0.55 |
| 13 | 140 | 15 | 4.0 | 3.30 ± 0.13 c | 0.12 ± 0.01 d | 74.19 ± 4.91 bcdef | 95.36 ± 0.01 | 4.63 ± 0.11 |
| 14 | 140 | 15 | 5.6 | 14.79 ± 4.50 a | 0.67 ± 0.10 a | 76.64 ± 6.17 bcdef | 95.94 ± 0.31 | 4.52 ± 0.30 |
| 15 | 140 | 20 | 4.0 | 3.51 ± 0.06 c | 0.12 ± 0.01 d | 67.98 ± 4.58 ef | 95.36 ± 0.05 | 4.75 ± 0.29 |
| 16 | 140 | 20 | 5.6 | 7.56 ± 1.32 b | 0.33 ± 0.07 bc | 75.30 ± 4.48 bcdef | 95.51 ± 0.07 | 4.82 ± 0.20 |
| 17 | 140 | 25 | 4.0 | 3.56 ± 0.10 c | 0.12 ± 0.01 d | 70.64 ± 4.18 cdef | 95.34 ± 0.04 | 4.76 ± 0.25 |
| 18 | 140 | 25 | 5.6 | 7.41 ± 3.46 b | 0.34 ± 0.10 b | 75.37 ± 10.42 bcdef | 95.51 ± 0.15 | 4.71 ± 0.39 |
| Parameter | MC (%) | RDI (%) |
|---|---|---|
| Intercept (β0) | 9.0147 | −10.3740 |
| Linear | p (<0.0001) | p (0.0011) |
| Pre-wet mass (β1) | −0.2080 | 0.8782 |
| WPH Concentration (β2) | −0.1828 | 2.5652 |
| Flow rate (β3) | 0.5160 | NS |
| Quadric | p (0.0028) | p (0.3129) |
| Pre-wet*Pre-wet (β11) | 0.0007 | NS |
| WPH Concentration*WPH Concentration (β22) | 0.0319 | NS |
| Cross product | p (<0.0001) | p (0.0039) |
| Pre-wet mass*WPH Concentration (β12) | −0.0038 | −0.0202 |
| Pre-wet mass*Flowrate (β13) | 0.0131 | NS |
| WPH Concentration*Flowrate (β23) | −0.0658 | NS |
| p (Model) | <0.0001 | 0.0002 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zaitoun, B.J.; Palmer, N.; Amamcharla, J.K. Characterization of a Commercial Whey Protein Hydrolysate and Its Use as a Binding Agent in the Whey Protein Isolate Agglomeration Process. Foods 2022, 11, 1797. https://doi.org/10.3390/foods11121797
Zaitoun BJ, Palmer N, Amamcharla JK. Characterization of a Commercial Whey Protein Hydrolysate and Its Use as a Binding Agent in the Whey Protein Isolate Agglomeration Process. Foods. 2022; 11(12):1797. https://doi.org/10.3390/foods11121797
Chicago/Turabian StyleZaitoun, Baheeja J., Niels Palmer, and Jayendra K. Amamcharla. 2022. "Characterization of a Commercial Whey Protein Hydrolysate and Its Use as a Binding Agent in the Whey Protein Isolate Agglomeration Process" Foods 11, no. 12: 1797. https://doi.org/10.3390/foods11121797
APA StyleZaitoun, B. J., Palmer, N., & Amamcharla, J. K. (2022). Characterization of a Commercial Whey Protein Hydrolysate and Its Use as a Binding Agent in the Whey Protein Isolate Agglomeration Process. Foods, 11(12), 1797. https://doi.org/10.3390/foods11121797