A Laser Triangulation Displacement Sensor Based on a Cylindrical Annular Reflector


Abstract
:1. Introduction
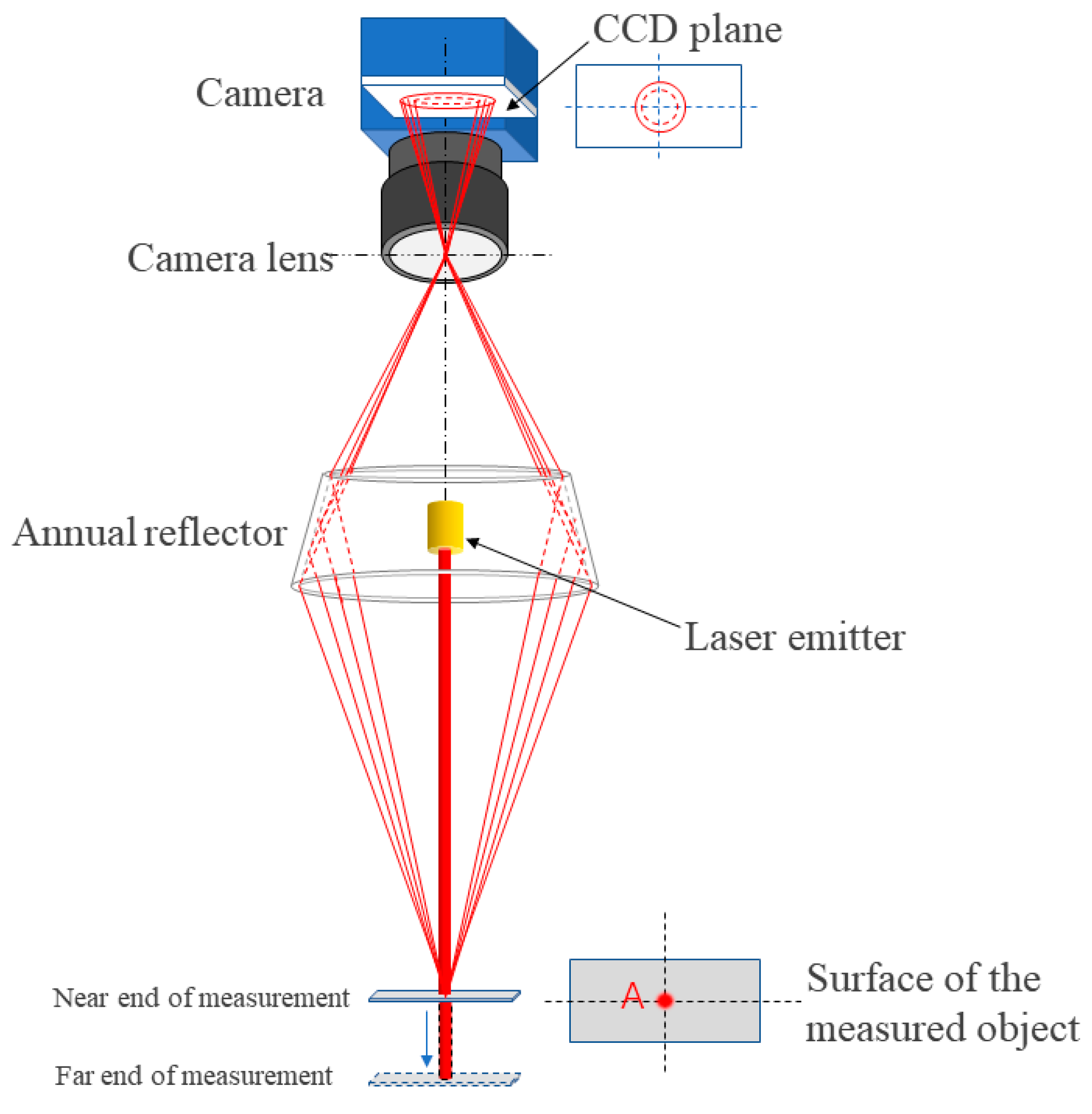
2. The Measurement Model of a Laser Triangulation Displacement Sensor Based on a Cylindrical Annular Reflector
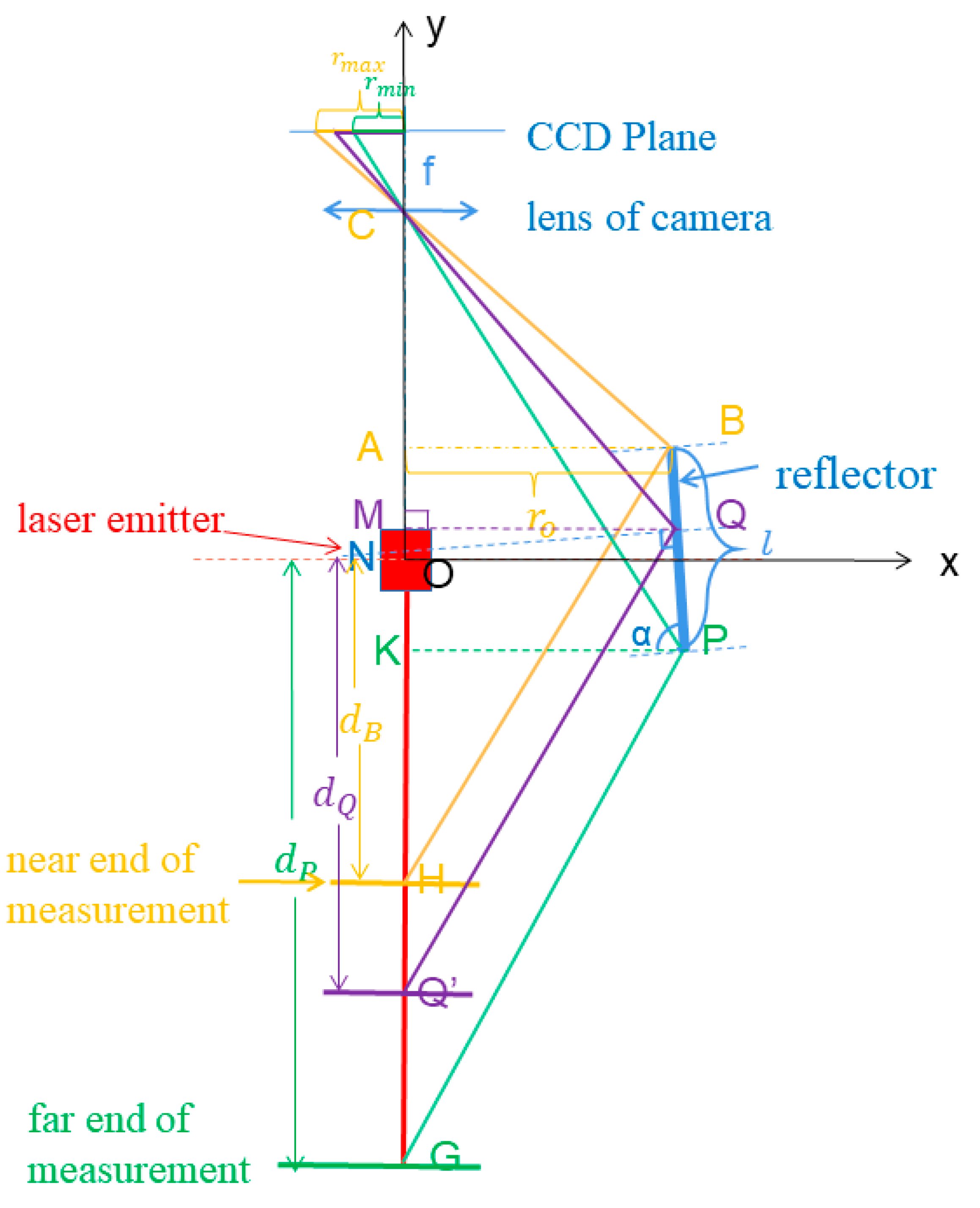
2.1. The Measurement Principle and the Mathematical Model
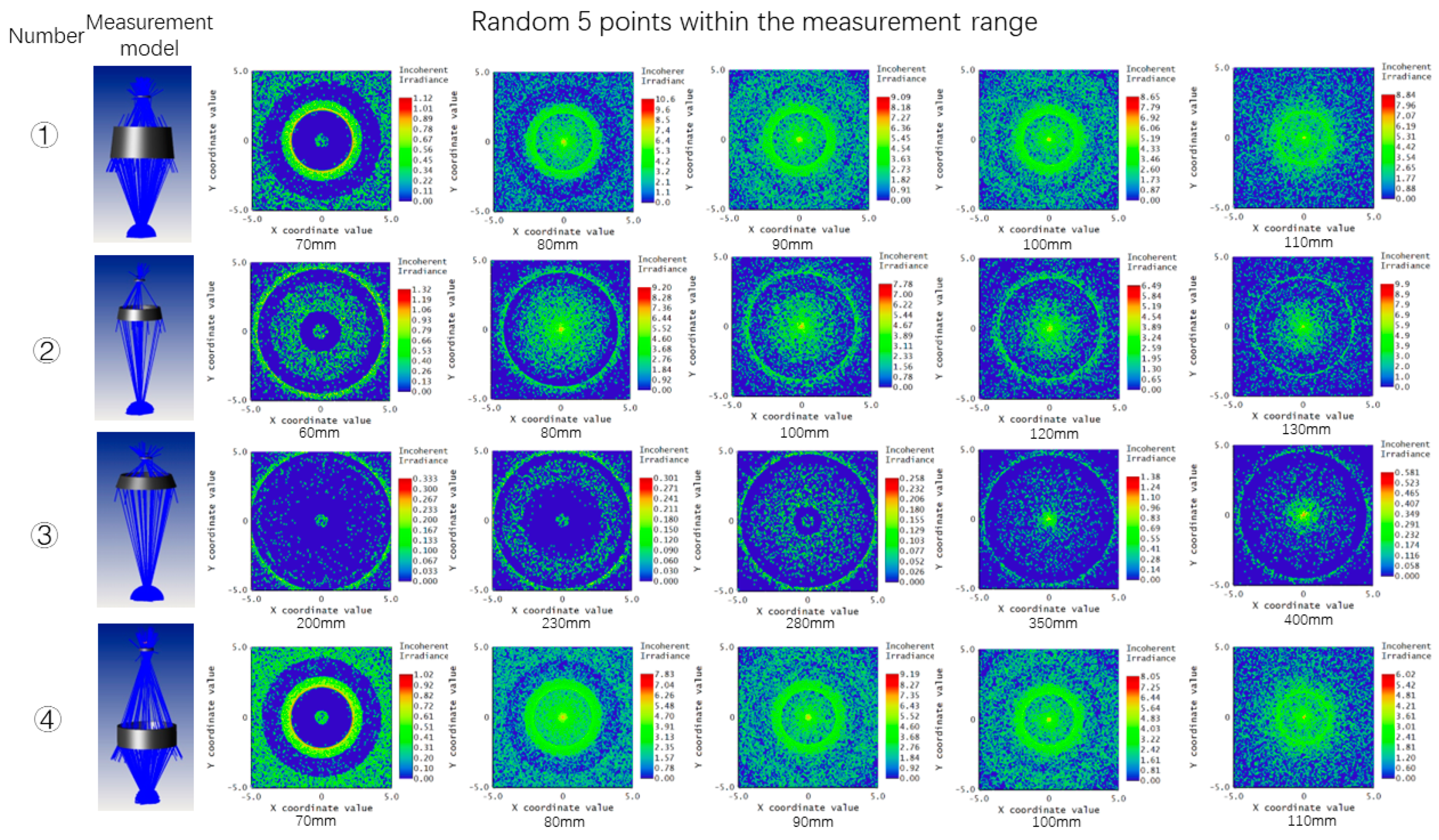
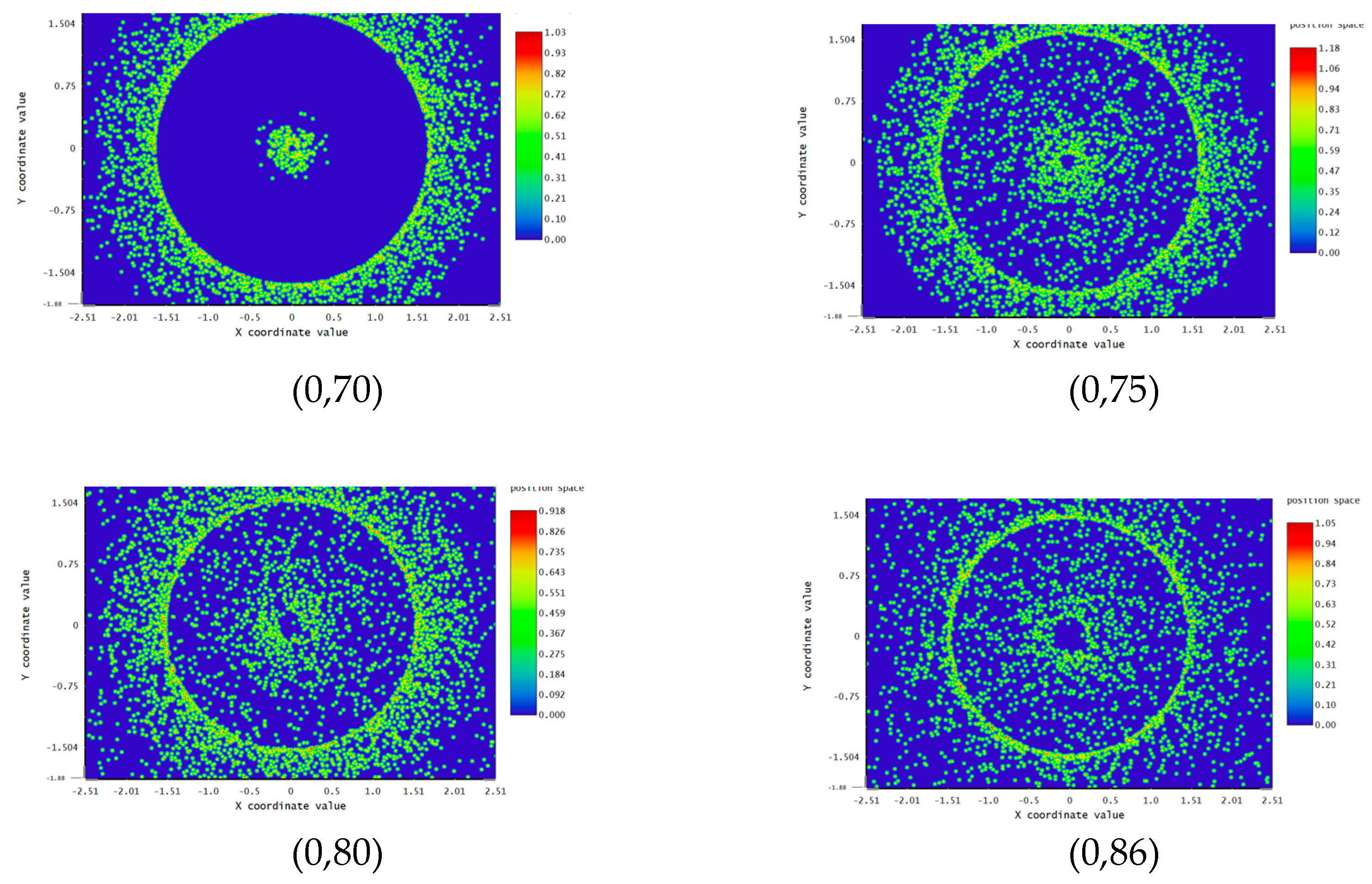
2.2. Optical Simulation
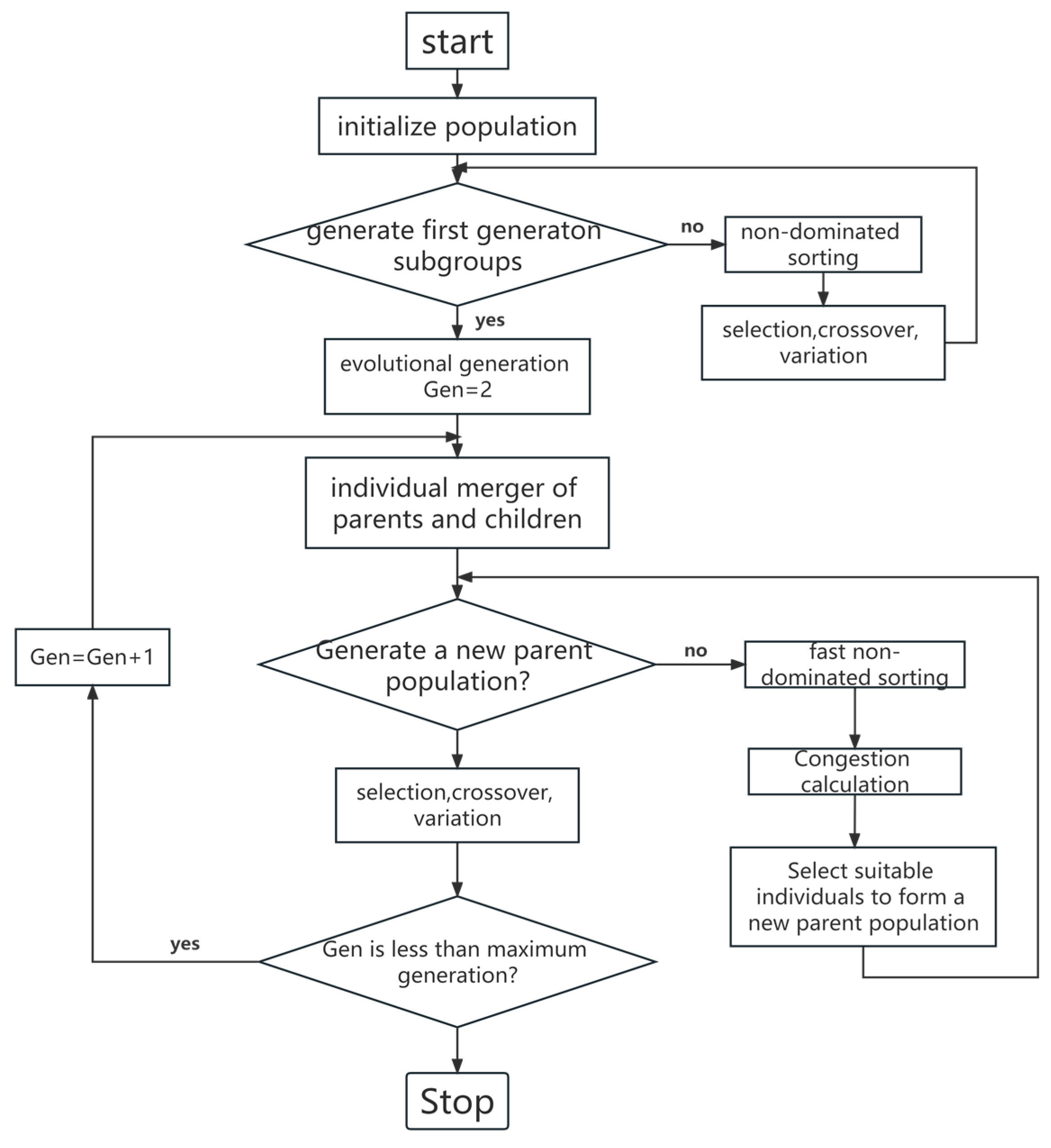
2.3. Optimization of Optical Path Parameters Depending on Measurement Sensitivity
- Meet the target displacement measurement range— ≥ target displacement measurement range.
- The difference between the radius of the imaging rings formed by the near and far ends of measurement needs to be less than the half of the imaging plane’s short edge ().
- Imaging angle γ is less than the camera’s minimum field of view angle.
- The near end of the measurement cannot be inside the cavity of the reflector in order to measure successfully,
3. Preparation of the Experiment and Design of Image Processing
3.1. The Model of Pixel-Measurement Depth
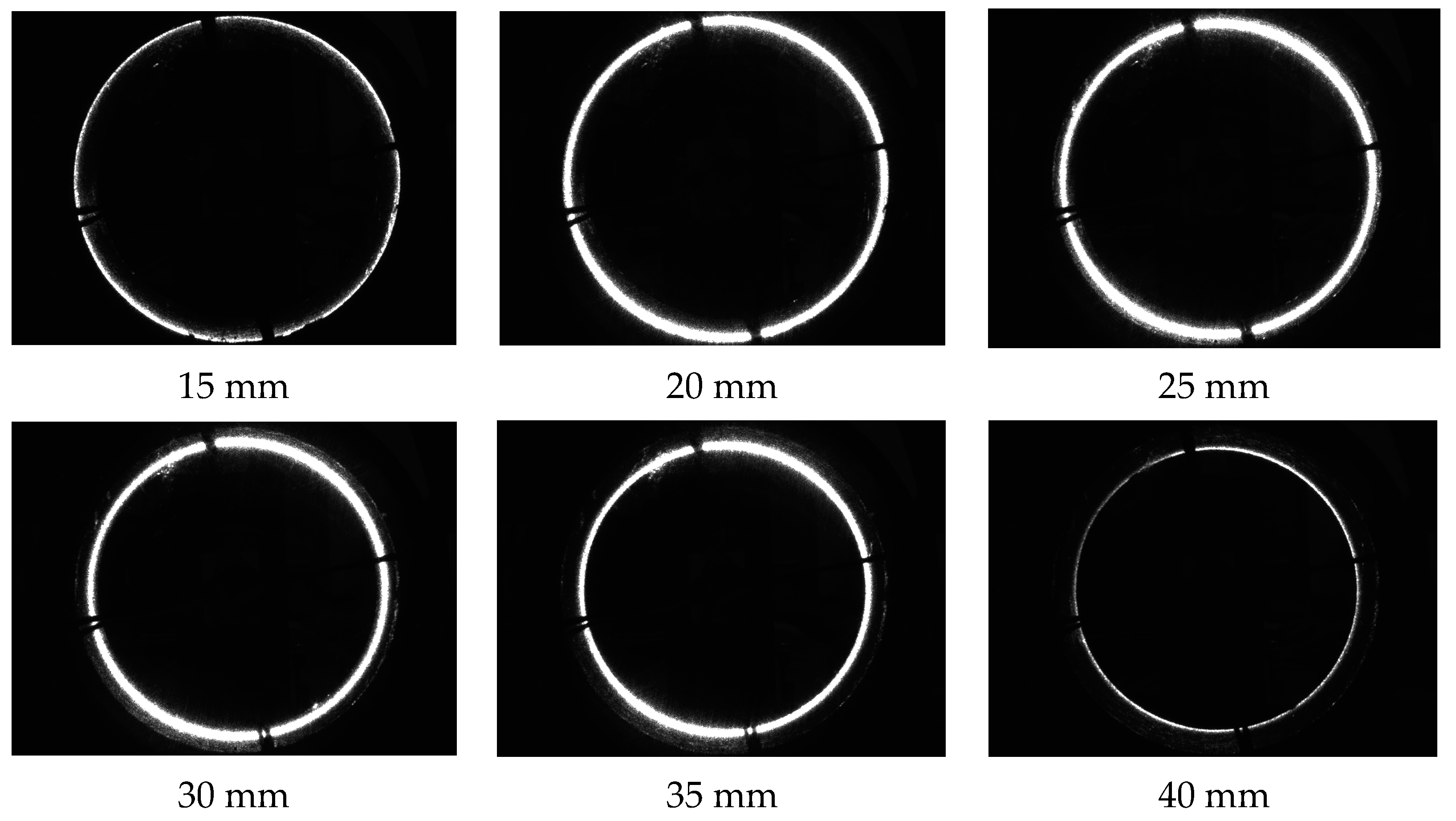
3.2. Optical Path and Imaging Characteristics
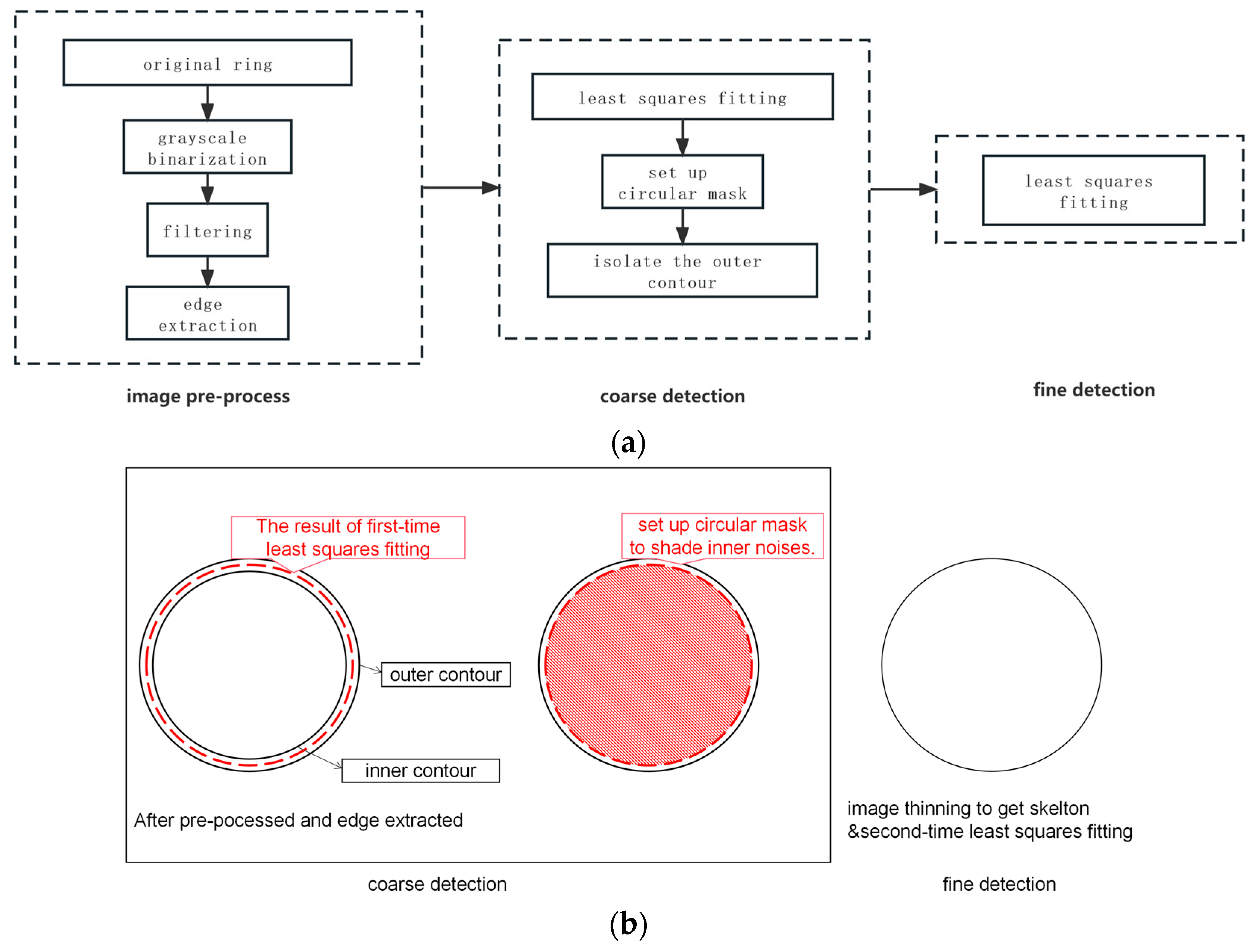
3.3. Algorithm of Image Processing
4. Experiment
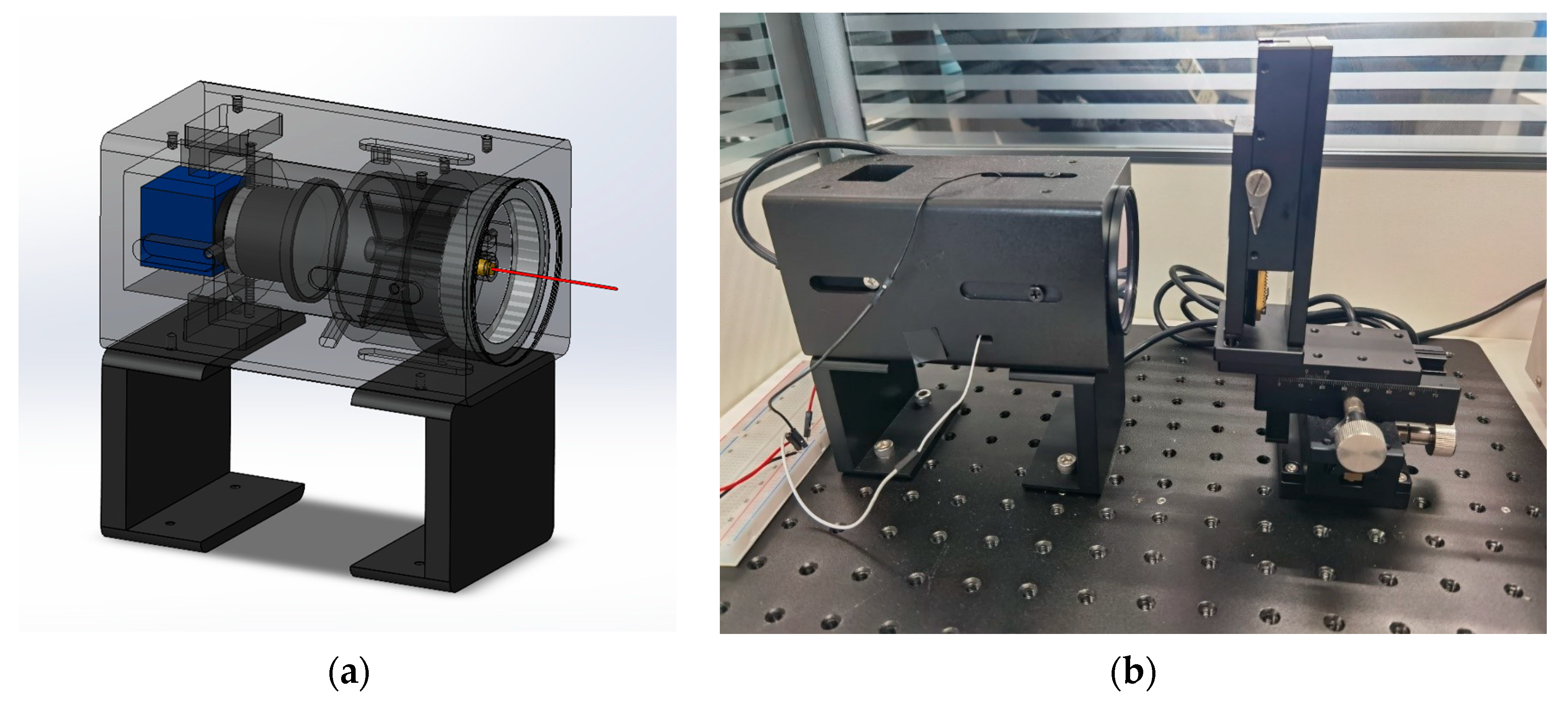
4.1. Setting of the Experiment Platform and Prototype
4.2. Single-Point Repeatability Measurement Experiment
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, Y. Laser precision ranging technology. Spacecr. Recovery Remote Sens. 2021, 42, 22–33. (In Chinese) [Google Scholar]
- Zhuojiang, N.; Wei, T.; Hui, Z. Development of a small-size laser triangulation displacement sensor and temperature drift compensation method. Meas. Sci. Technol. 2021, 32, 095107. [Google Scholar]
- Xin, M.; Li, B.; Li, L.; Lan, M.; Wei, X. Measurement techniques for complex surface based on a non-contact measuring machine. Int. J. Adv. Manuf. Technol. 2022, 121, 6991–7003. [Google Scholar] [CrossRef]
- Kienle, P.; Batarilo, L.; Akgül, M.; Köhler, M.H.; Wang, K.; Jakobi, M.; Koch, A.W. Optical setup for error compensation in a laser triangulation system. Sensors 2020, 20, 4949. [Google Scholar] [CrossRef] [PubMed]
- Cai, Z.; Jin, C.; Xu, J.; Yang, T. Measurement of potato volume with laser triangulation and three-dimensional reconstruction. IEEE Access 2020, 8, 176565–176574. [Google Scholar] [CrossRef]
- Huang, H.; Ni, J.; Wang, H.; Zhang, J.; Gao, R.; Guan, L.; Wang, G. A novel power stability drive system of semiconductor Laser Diode for high-precision measurement. Meas. Control 2019, 52, 462–472. [Google Scholar]
- Dong, Z.X.; Guo, R.J.; Sun, M.N.; Xu, W. Study on dip error compensation model of laser displacement sensor and its application in measurement of spiral curved surface profile. Opt. Eng. 2022, 61, 054105. [Google Scholar]
- Jiang, L. Laser Triangulation Displacement Measurement System with Dual-Lens Symmetric Compensation. Master’s Thesis, Zhejiang University, Hangzhou, China, 2017. (In Chinese). [Google Scholar]
- Zhang, X.; Fei, K. Discrete rotationally symmetric triangulation method and its application. J. Optoelectron. Laser 2015, 26, 1526–1535. [Google Scholar] [CrossRef]
- Ott, P. Optical design of rotationally symmetric triangulation sensors with low-cost detectors based on reflective optics. SPIE Opt. Metrol. 2003, 5144, 350–359. [Google Scholar]
- Ott, P.; Gao, J.; Eckstein, J.; Wang, X. A rotationally symmetric triangulation sensor with low-cost reflective optic. In Proceedings of the 2005 IEEE International Conference on Information Acquisition, Hong Kong, China, 27 June–3 July 2005; p. 5. [Google Scholar]
- Wang, L.; Wang, X.J.; Gao, J.; Johannes, E.; Ott, P. Laser speckle simulation in rotational symmetric triangulation sensor. J. Image Graph. 2008, 13, 2414–2419. [Google Scholar]
- Wang, L. High-Resolution 3D Information Acquisition Technology Based on Rotationally Symmetric Triangulation Vision Sensor. Ph.D. Thesis, Hefei University of Technology, Hefei, China, 2007. (In Chinese). [Google Scholar]
- Wang, X.J. Research on Intelligent Signal Processing System for Rotationally Symmetric Triangulation Sensor. Ph.D. Thesis, Hefei University of Technology, Hefei, China, 2007. (In Chinese). [Google Scholar]
- Wang, X.J.; Gao, J.; Wang, L.; Zhang, X.D.; Eckstein, J.; Ott, P. A robust processing method for rotationally symmetric triangulation sensor. J. Instrum. Meas. 2007, 2, 203–211. [Google Scholar] [CrossRef]
- Eckstein, J. Optical and Mechanical Design Methods of Rotationally Symmetric Triangulation Sensor in Integrated Vision Systems. Ph.D. Thesis, Hefei University of Technology, Hefei, China, 2009. (In Chinese). [Google Scholar]
- Eckstein, J.; Jun, G.; Ott, P. Rotationally symmetric triangulation sensor with integrated vision system. Int. J. Optomechatronics 2009, 3, 133–148. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, Y.; Tao, W.; Zhao, H. Rotational symmetric triangulation sensor based on an object space mirror. Opt. Eng. 2011, 50, 124401. [Google Scholar]
- Zhang, H.B.; Tao, W.; Yang, J.F.; Zhao, H. Spot displacement in rotationally symmetric triangulation sensor. J. Shanghai Jiao Tong Univ. 2012, 46, 717–721, 728. [Google Scholar]
- Deb, K.; Agrawal, S.; Pratab, A.; Meyarivan, T. A fast elitist non-dominated sorting genetic algorithm for multi-objective optimization: NSGA-II. In Proceedings of the Parallel Problem Solving from Nature VI Conference, Paris, France, 18–20 September 2000; pp. 849–858. [Google Scholar]
- Zhu, H.X.; Li, W.W.; Li, T.Y.; Liu, F.C.; Zhang, C.H. Interval-adaptive Genetic Algorithm for Optimization of Unconstrained Nonlinear Programming Problems. Math. Pract. Underst. 2019, 49, 110–116. [Google Scholar]
- Zhu, H.X.; Wang, F.L.; Zhang, Y.; Zhang, F. Improved Genetic Algorithm for Optimization of Nonlinear Programming Problems. Math. Pract. Underst. 2013, 43, 117–125. [Google Scholar]
- Wang, Y. Solving Constrained Nonlinear Programming Problems with Genetic Algorithms in MATLAB. J. Harbin Bus. Univ. (Nat. Sci. Ed.) 2006, 22, 116–117, 122. [Google Scholar] [CrossRef]
- Lam, L.; Lee, S.W.; Suen, C.Y. Thinning Methodologies-A Comprehensive Survey. IEEE Trans. Pattern Anal. Mach. Intell. 1992, 14, 879. [Google Scholar]
- Gao, J.; Wang, X.; Eckstein, J.; Ott, P. High precision ring location for a new rotationally symmetric triangulation sensor. Int. J. Inf. Acquis. 2005, 2, 279–289. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | The Inner Diameter of Reflector () | The Length of the Reflector (l) | The Angle of Inner Mirror Wall (α) | The Focal Lens of Camera’s Lens (f) | The Distance between the Lens Center and O |
|---|---|---|---|---|---|
| ① | 30 mm | 40 mm | 84° | 5 mm | 60 mm |
| ② | 30 mm | 20 mm | 80° | 5 mm | 40 mm |
| ③ | 40 mm | 20 mm | 70° | 5 mm | 40 mm |
| ④ | 40 mm | 20 mm | 90° | 5 mm | 90 mm |
| Parameters | Value | Parameters | Value |
|---|---|---|---|
| Reflector’s inner diameter /(mm) | 52 | Coordinates of near end of measurement | (0, 64) |
| Reflector’s length l/(mm) | 11 | Coordinates of far end of measurement | (0, 86) |
| The angle between reflector’s inner wall and horizonal plane /(°) | 90 | Imaging ring’s maximum radius/(mm) | 1.8705035971 |
| Focal length of camera f/(mm) | 5 | Imaging ring’s minimum radius/(mm) | 1.6149068323 |
| The distance between camera’s center and laser emitter/(mm) | 75 | Measurement sensitivity K | 0.01161803476 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Tao, W.; Zhao, H. A Laser Triangulation Displacement Sensor Based on a Cylindrical Annular Reflector. Photonics 2023, 10, 1139. https://doi.org/10.3390/photonics10101139
Li J, Tao W, Zhao H. A Laser Triangulation Displacement Sensor Based on a Cylindrical Annular Reflector. Photonics. 2023; 10(10):1139. https://doi.org/10.3390/photonics10101139
Chicago/Turabian StyleLi, Jiaqi, Wei Tao, and Hui Zhao. 2023. "A Laser Triangulation Displacement Sensor Based on a Cylindrical Annular Reflector" Photonics 10, no. 10: 1139. https://doi.org/10.3390/photonics10101139
APA StyleLi, J., Tao, W., & Zhao, H. (2023). A Laser Triangulation Displacement Sensor Based on a Cylindrical Annular Reflector. Photonics, 10(10), 1139. https://doi.org/10.3390/photonics10101139