
Simulation of Temperature Field in Steel Billets during Reheating in Pusher-Type Furnace by Meshless Method



Abstract
1. Introduction
2. Thermal Model
2.1. Heat Transfer Equation
2.2. Boundary Conditions
2.2.1. Radiative Heat Flux
2.2.2. Convective Heat Flux
3. Solution Procedure
4. Numerical Examples
4.1. Verification of Calculation of View Factors
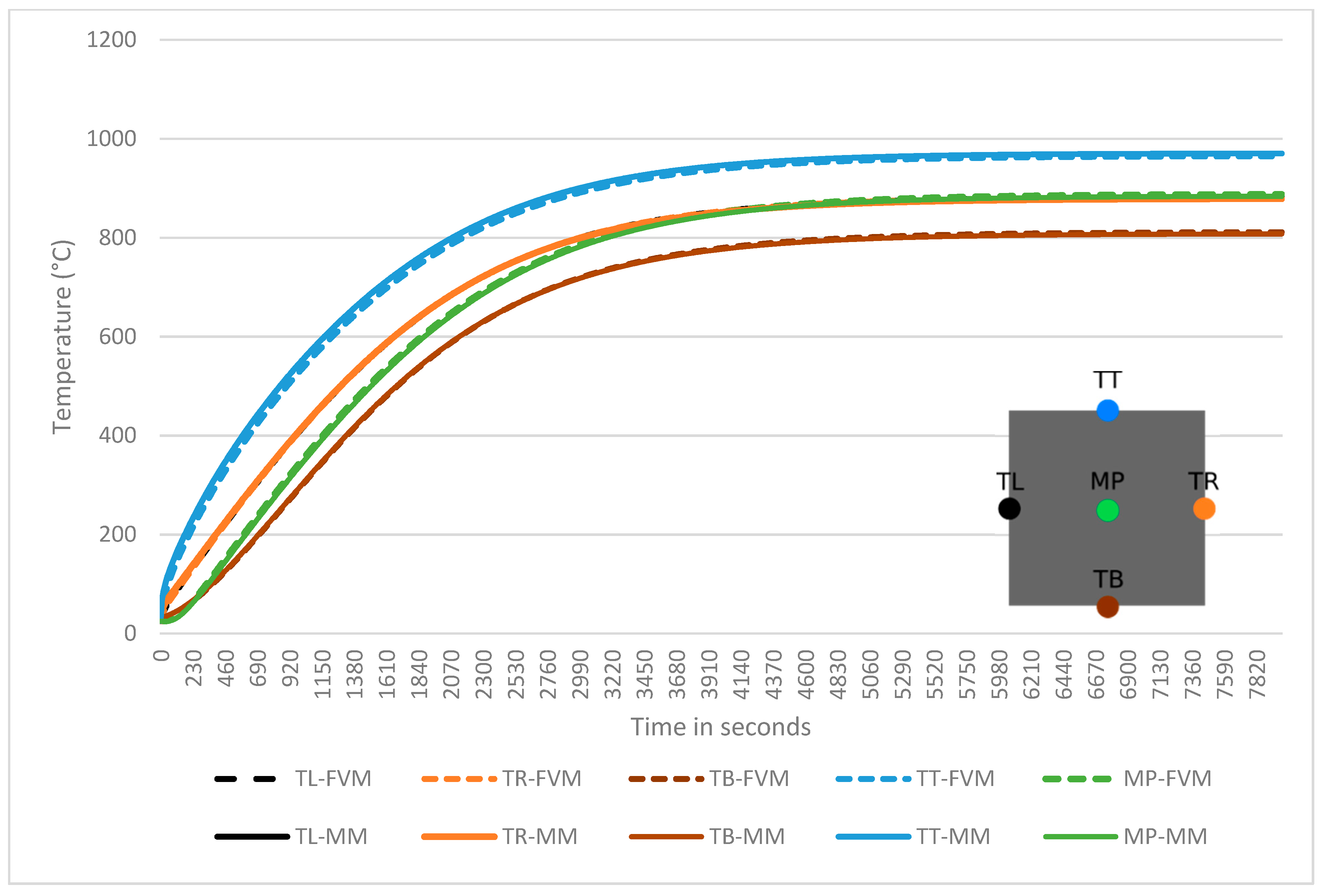
4.2. The Verification of the Simulation Model of the Reheating Furnace
4.3. Sensitivity Studies of an Industrial Reheating Furnace Simulation
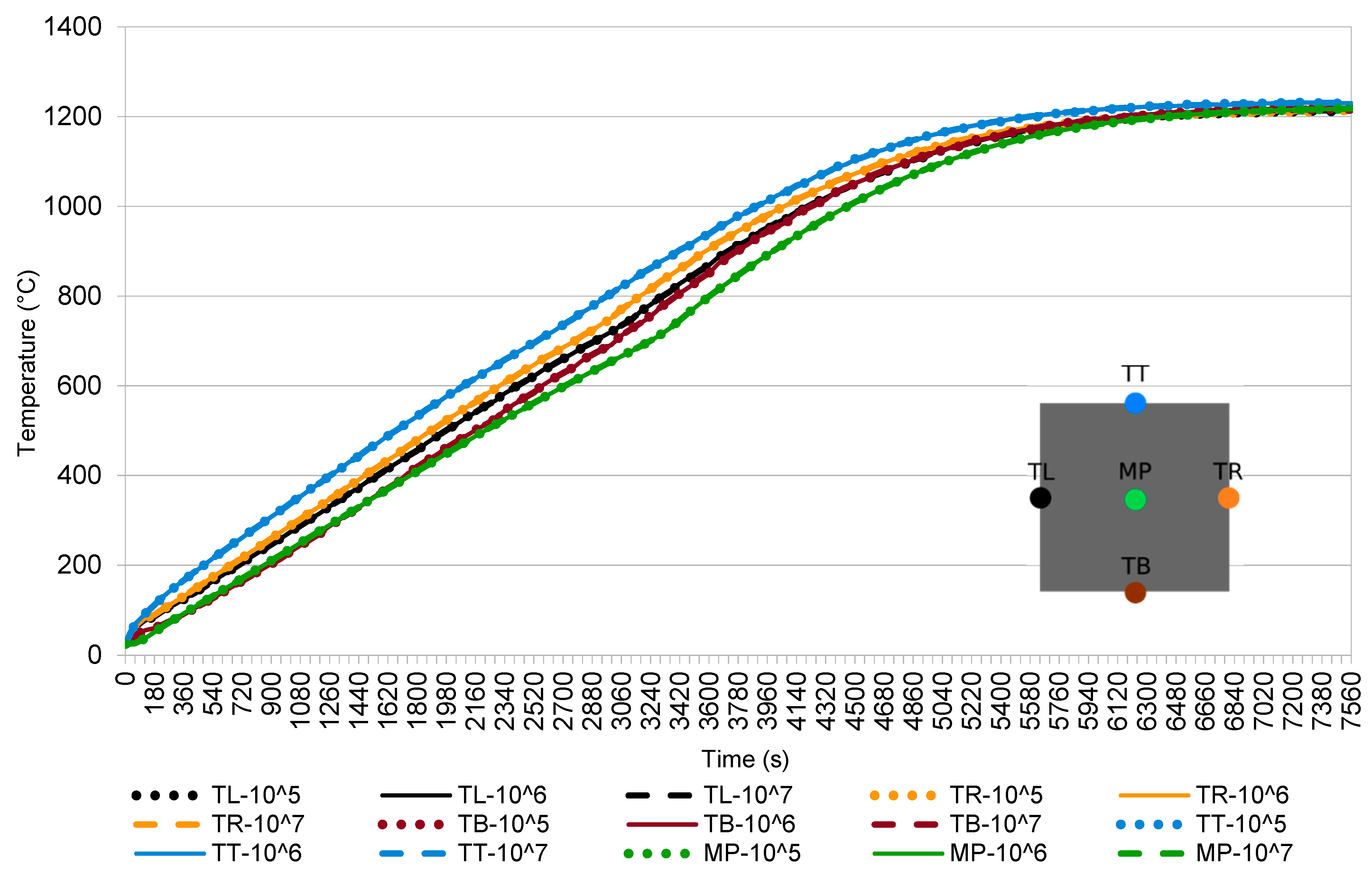
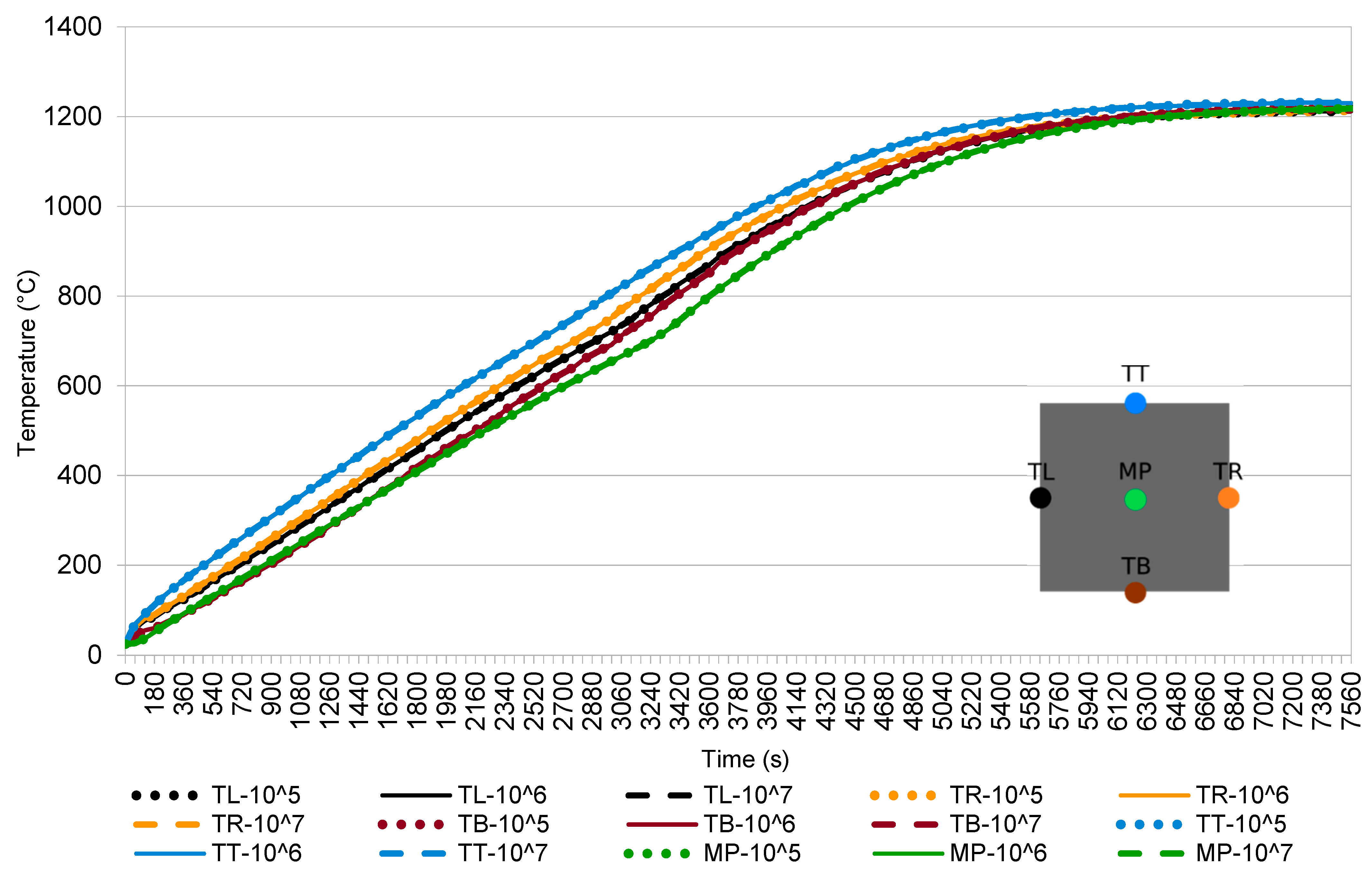
4.3.1. Case 1: Different Number of Rays Used in View Factors
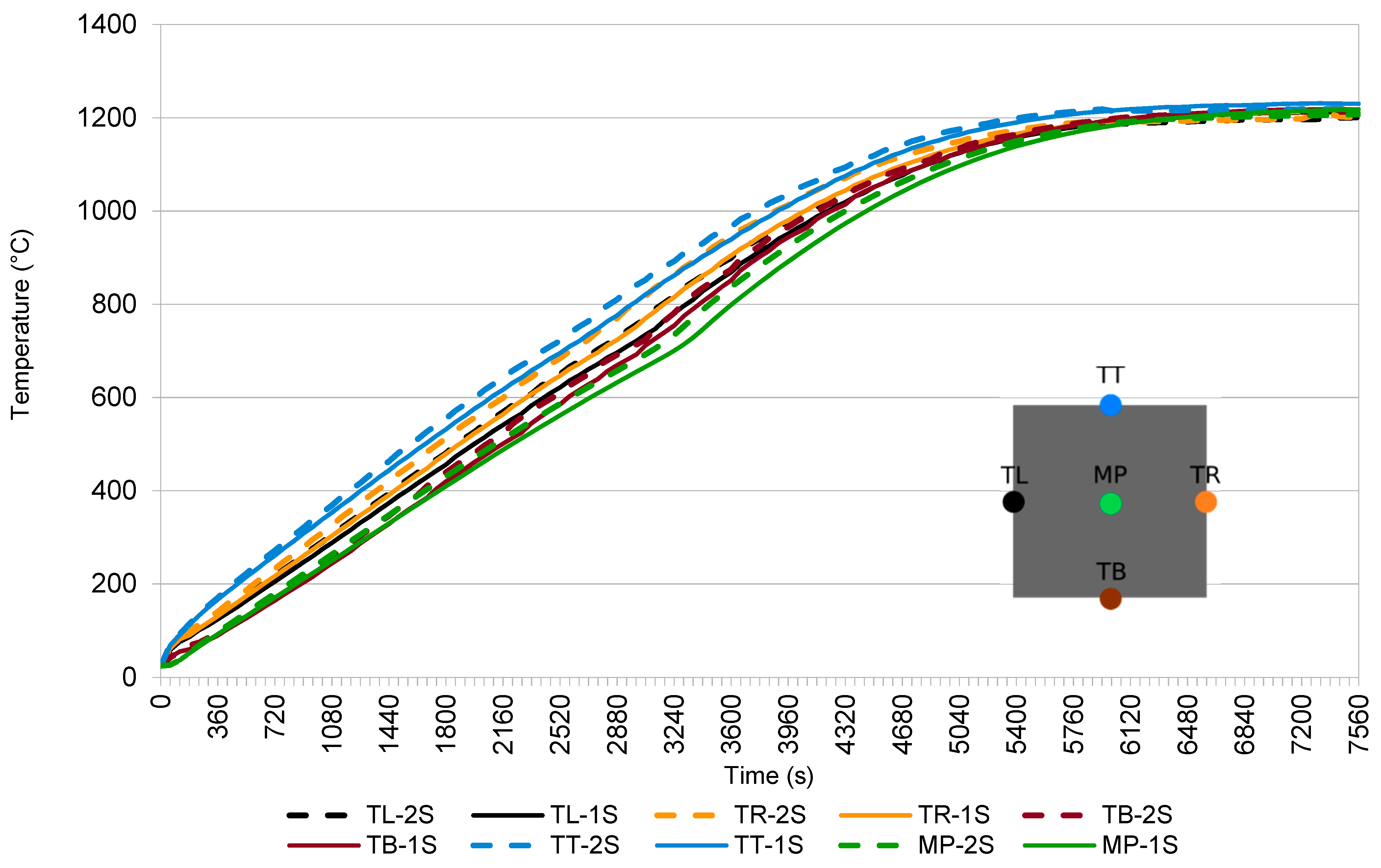
4.3.2. Case 2: Different Stopping Times at Each Position
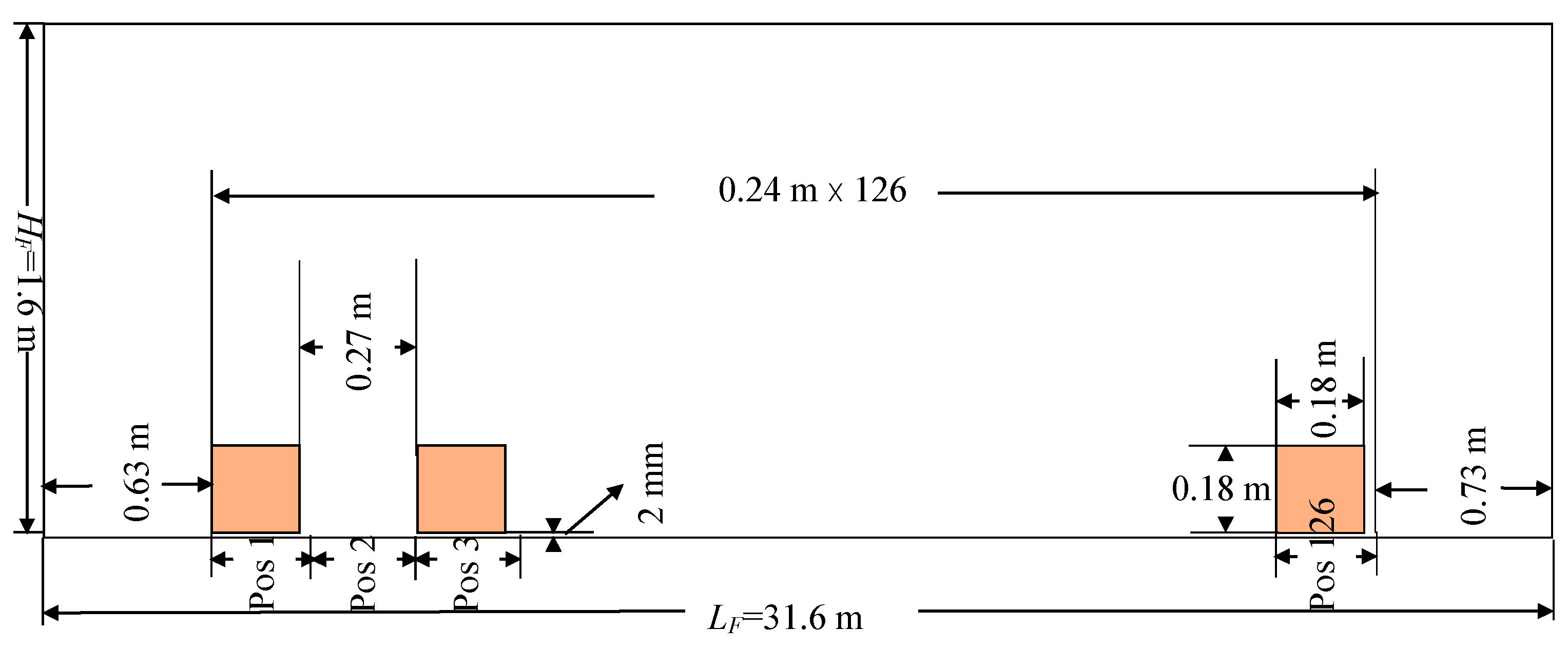
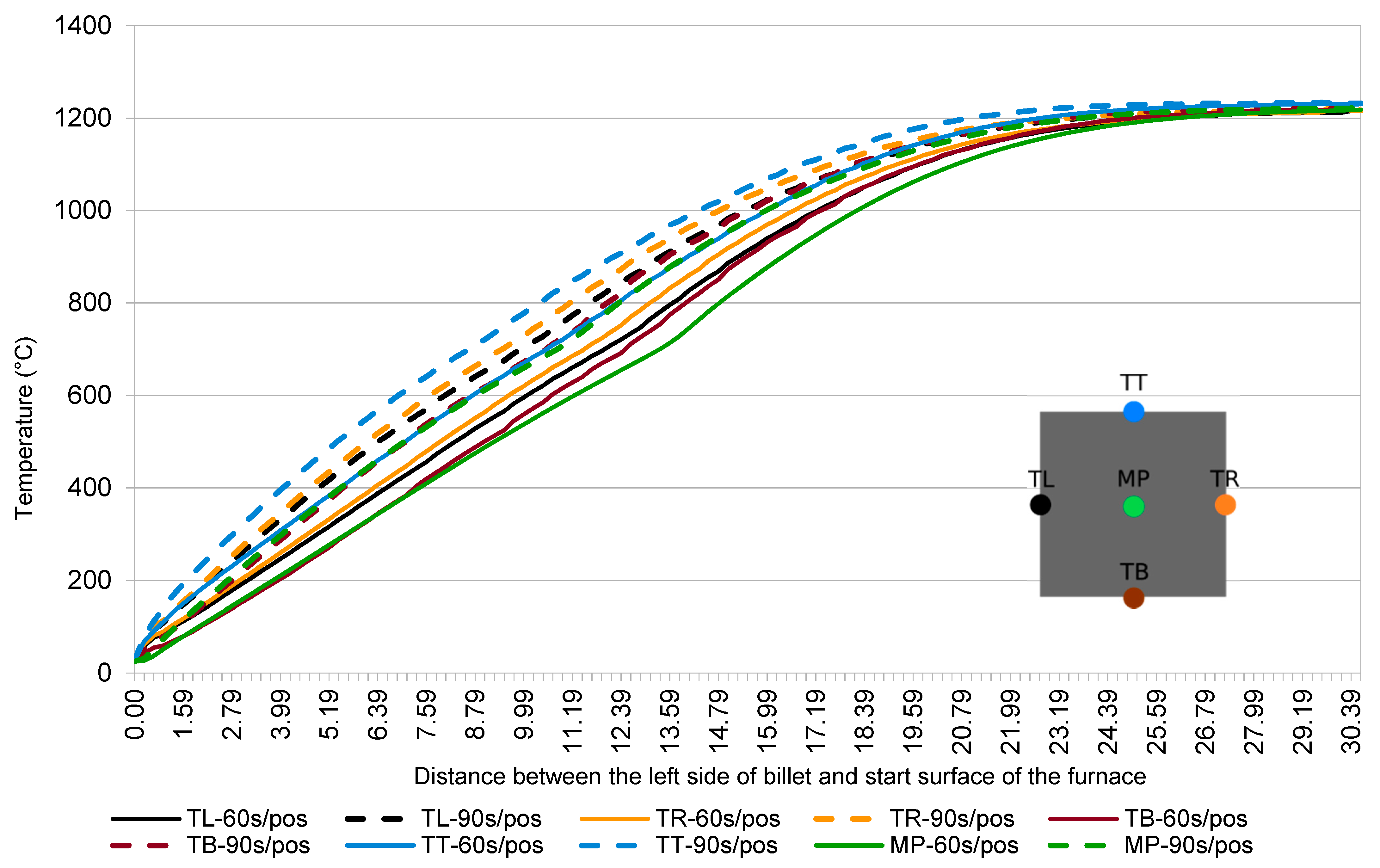
4.3.3. Case 3: Different Spacing between Two Billets
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhao, J.; Ma, L.; Zayed, M.E.; Elsheikh, A.H.; Li, W.; Yan, Q.; Wang, J. Industrial reheating furnaces: A review of energy efficiency assessments, waste heat recovery potentials, heating process characteristics and perspectives for steel industry. Process Saf. Environ. Prot. 2021, 147, 1209–1228. [Google Scholar] [CrossRef]
- Astolfi, G.; Barboni, L.; Cocchioni, F.; Pepe, C.; Zanoli, S.M. Optimization of a pusher type reheating furnace: An adaptive Model Predictive Control Approach. In Proceedings of the 6th International Symposium on Advanced Control of Industrial Processes, Taipei, Taiwan, 28–31 May 2017. [Google Scholar]
- Harish, J.; Dutta, P. Heat transfer analysis of pusher type reheat furnace. Ironmak. Steelmak. 2005, 32, 151–158. [Google Scholar] [CrossRef]
- Luo, X.C.; Yang, Z. A new approach for estimation of total heat exchange factor in reheating furnace by solving an inverse heat conduction problem. Int. J. Heat Mass Transf. 2017, 112, 1062–1071. [Google Scholar] [CrossRef]
- Kim, J.G.; Huh, K.Y.; Kim, I.T. Three-dimensional analysis of the walking-beam-type slab reheating furnace in hot strip mills. Numer. Heat Transf. Part A Appl. 2000, 38, 589–609. [Google Scholar]
- De Ras, K.; Van de Vijver, R.; Galvita, V.V.; Marin, G.B.; Van Geem, K.M. Carbon capture and utilization in the steel industry: Challenges and opportunities for chemical engineering. Curr. Opin. Chem. Eng. 2019, 26, 81–87. [Google Scholar] [CrossRef]
- Royo, P.; Ferreira, V.J.; López-Sabirón, A.M.; García-Armingol, T.; Ferreira, G. Retrofitting strategies for improving the energy and environmental efficiency in industrial furnaces: A case study in the aluminium sector. Renew. Sustain. Energy Rev. 2018, 82, 1813–1822. [Google Scholar] [CrossRef]
- Zhang, C.; Ishii, T.; Sugiyama, S. Numerical modeling of the thermal performance of regenerative slab reheat furnaces. Numer. Heat Transf. Part A Appl. 1997, 32, 613–631. [Google Scholar] [CrossRef]
- Kim, J.G.; Huh, K.Y. Prediction of transient slab temperature distribution in the re-heating furnace of a walking-beam type for rolling of steel slabs. ISIJ Int. 2000, 40, 1115–1123. [Google Scholar] [CrossRef]
- Hsieh, C.T.; Huang, M.J.; Lee, S.T.; Wang, C.H. Numerical modeling of a walking-beam-type slab reheating furnace. Numer. Heat Transf. Part A Appl. 2008, 53, 966–981. [Google Scholar] [CrossRef]
- Mramor, K.; Vertnik, R.; Šarler, B. Meshless approach to the large-eddy simulation of the continuous casting process. Eng. Anal. Bound. Elem. 2022, 138, 319–338. [Google Scholar] [CrossRef]
- Hanoglu, U.; Šarler, B. Developments towards a multiscale meshless rolling simulation system. Materials 2021, 14, 4277. [Google Scholar] [CrossRef] [PubMed]
- Vuga, G.; Mavrič, B.; Hanoglu, U.; Šarler, B. A hybrid radial basis function-finite difference method for modelling two-dimensional thermo-elasto-plasticity, Part 2: Application to cooling of hot-rolled steel bars on a cooling bed. Eng. Anal. Bound. Elem. 2024, 159, 331–341. [Google Scholar] [CrossRef]
- Lorbiecka, A.Z.; Vertnik, R.; Gjerkeš, H.; Manojlovic, G.; Sencic, B.; Cesar, J.; Šarler, B. Numerical modeling of grain structure in continuous casting of steel. Comput. Mater. Contin. 2009, 8, 195–208. [Google Scholar]
- Mills, A.F.; Coimbra, C.F.M. Basic Heat and Mass Transfer, 3rd ed.; Temporal Publishing, LLC: San Diego, CA, USA, 2015. [Google Scholar]
- Modest, M.F. Radiative Heat Transfer, 3rd ed.; Academic Press: New York, NY, USA, 2013; pp. 365–366. [Google Scholar]
- Jaklič, A.; Vode, F.; Kolenko, T. Online simulation model of the slab-reheating process in a pusher-type furnace. Appl. Therm. Eng. 2007, 27, 1105–1114. [Google Scholar] [CrossRef]
- Šarler, B.; Vertnik, R. Meshfree explicit local radial basis function collocation method for diffusion problems. Comput. Math. Appl. 2006, 51, 1269–1282. [Google Scholar] [CrossRef]
- Ali, I.; Hanoglu, U.; Vertnik, R.; Šarler, B. Assessment of Local Radial Basis Function Collocation Method for Diffusion Problems Structured with Multiquadrics and Polyharmonic Splines. Math. Comput. Appl. 2024, 29, 23. [Google Scholar] [CrossRef]
- Ansys Fluent Academic Research Release 18.2: Fluid Simulation Software; ANSYS: Canonsburg, PA, USA. Available online: https://www.ansys.com/products/fluids/ansys-fluent (accessed on 29 September 2023).
- Saunders, N.; Guo, U.K.Z.; Li, X.; Miodownik, A.P.; Schille, J.P. Using JMatPro to model materials properties and behavior. JOM 2003, 55, 60–65. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Top | Left–Right | Bottom | |
|---|---|---|---|
| 1 | 1 | 0 | |
| 1 | 0 | ||
| 1 | 1 | 0 |
| Density () | kg/m3 | 7500 |
| Specific heat (cp) | J/kg K | 600 |
| Thermal conductivity (k) | W/m K | 40 |
| Initial temperature (T) | °C | 25 |
| Observed time (t_end) | s | 8000 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Q.; Hanoglu, U.; Rek, Z.; Šarler, B. Simulation of Temperature Field in Steel Billets during Reheating in Pusher-Type Furnace by Meshless Method. Math. Comput. Appl. 2024, 29, 30. https://doi.org/10.3390/mca29030030
Liu Q, Hanoglu U, Rek Z, Šarler B. Simulation of Temperature Field in Steel Billets during Reheating in Pusher-Type Furnace by Meshless Method. Mathematical and Computational Applications. 2024; 29(3):30. https://doi.org/10.3390/mca29030030
Chicago/Turabian StyleLiu, Qingguo, Umut Hanoglu, Zlatko Rek, and Božidar Šarler. 2024. "Simulation of Temperature Field in Steel Billets during Reheating in Pusher-Type Furnace by Meshless Method" Mathematical and Computational Applications 29, no. 3: 30. https://doi.org/10.3390/mca29030030
APA StyleLiu, Q., Hanoglu, U., Rek, Z., & Šarler, B. (2024). Simulation of Temperature Field in Steel Billets during Reheating in Pusher-Type Furnace by Meshless Method. Mathematical and Computational Applications, 29(3), 30. https://doi.org/10.3390/mca29030030