
A Resolved Simulation Approach to Investigate the Separation Behavior in Solid Bowl Centrifuges Using Material Functions

 ,
,
Abstract
:1. Introduction
2. Method
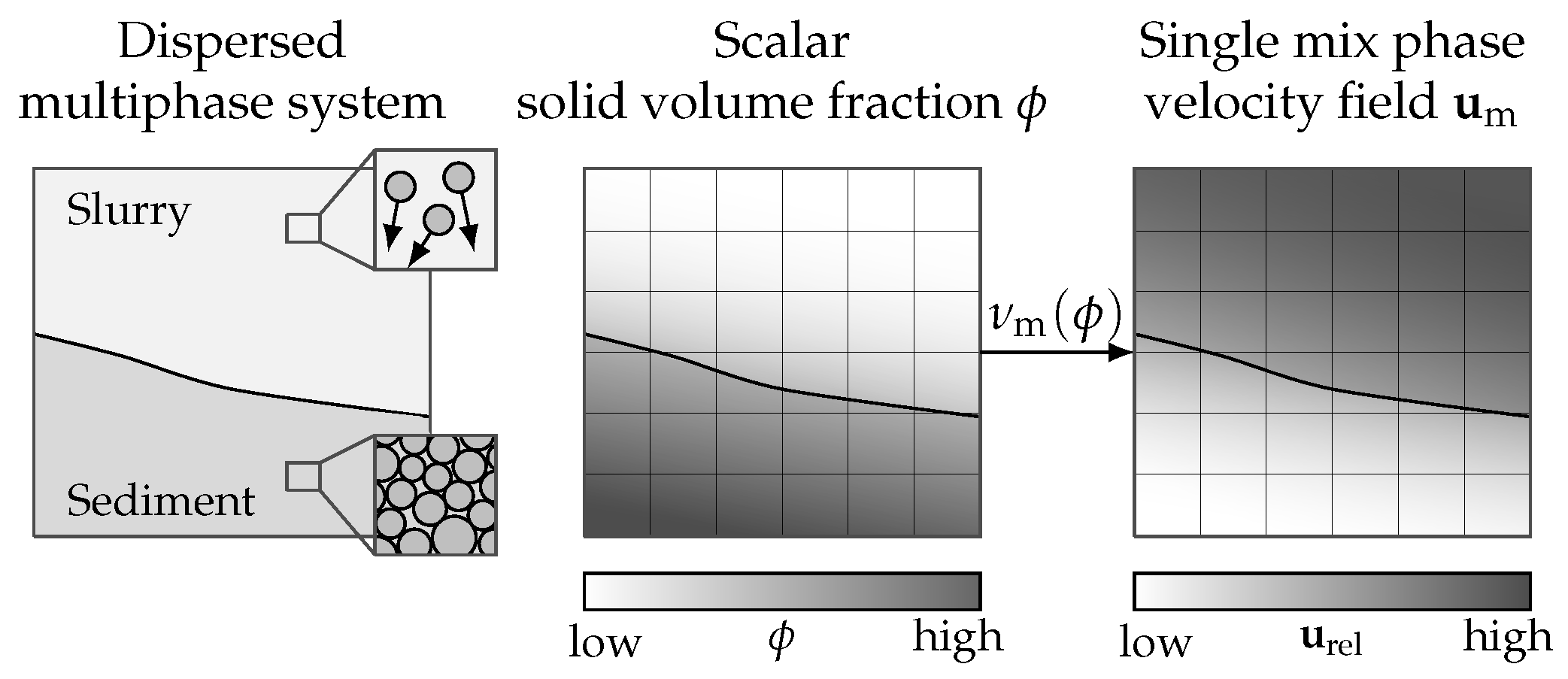
2.1. General Approach
- The gas phase was neglected.
- The approach was limited to the transport of an average particle size whereby the particles were of the same shape and density.
- Both the particles and the liquid were incompressible.
- There was no mass transfer between the components.
- The settling velocity in the apparatus as well as consolidation and sediment transport depend only on the solids volume fraction. Thereby, the influence of the disperse phase and continuous phase and their interactions are modeled by material functions.
- Wall effects were not taken into account.
2.2. Transport of Solid Phase
2.3. Rheological Behavior
3. Results and Discussion
3.1. Comparison with Literature
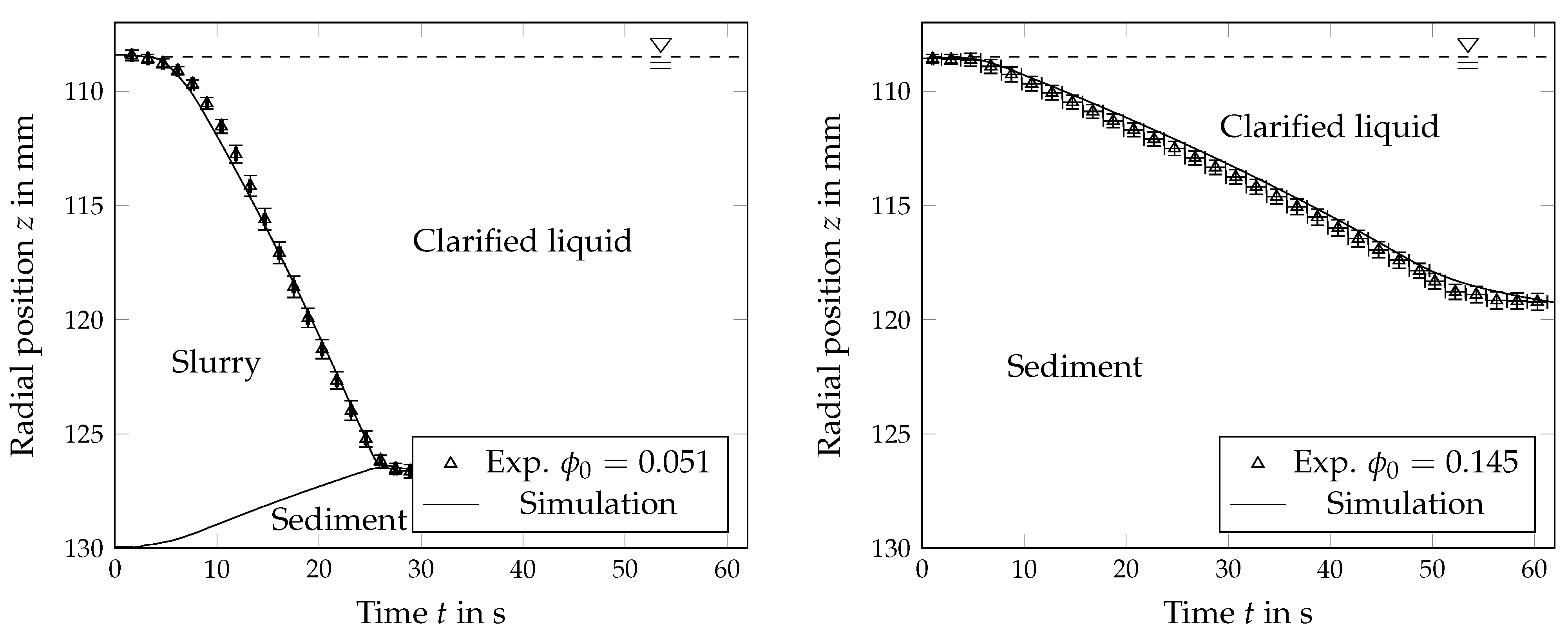
3.2. Comparison with Experiments
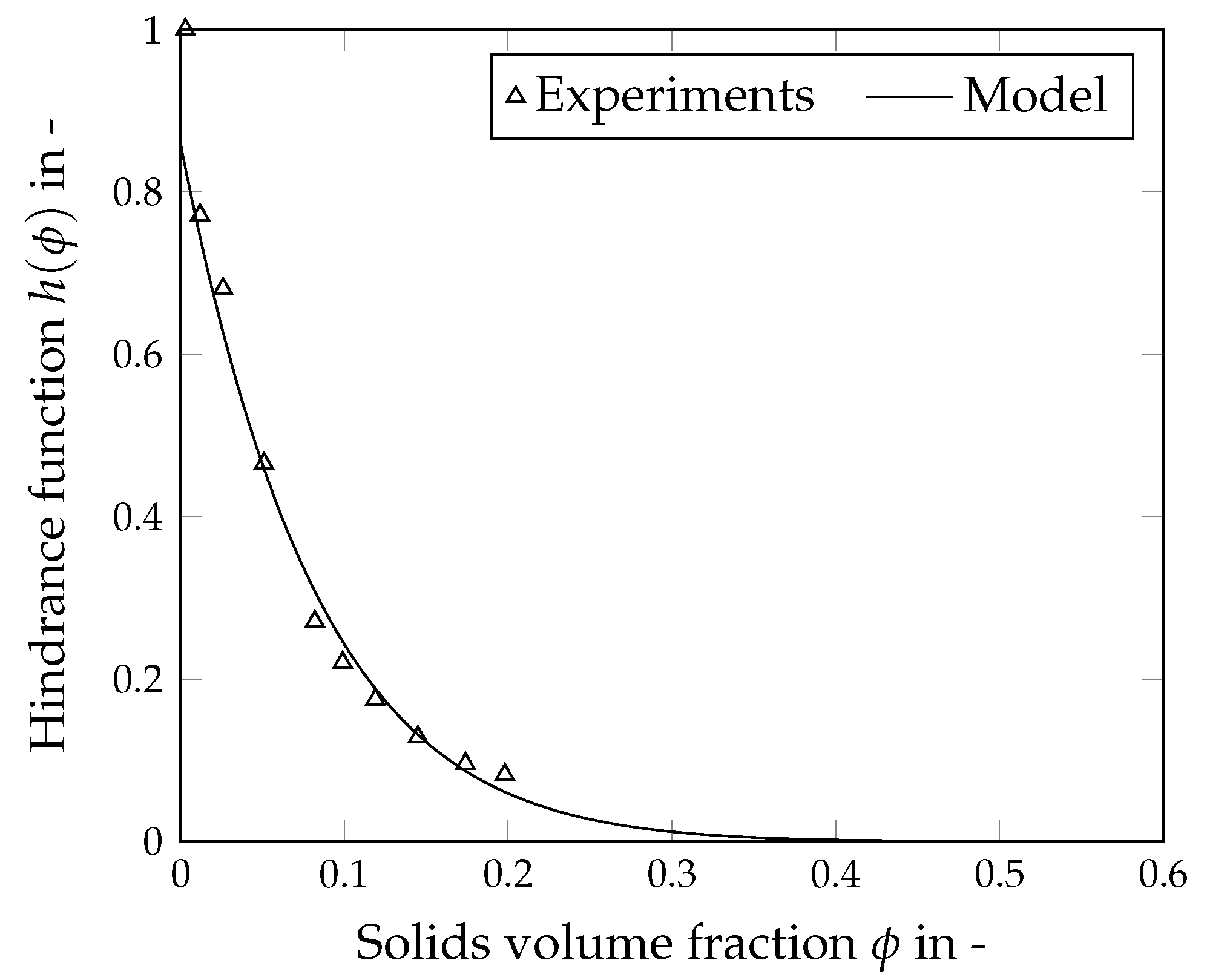
3.2.1. Hindrance Function
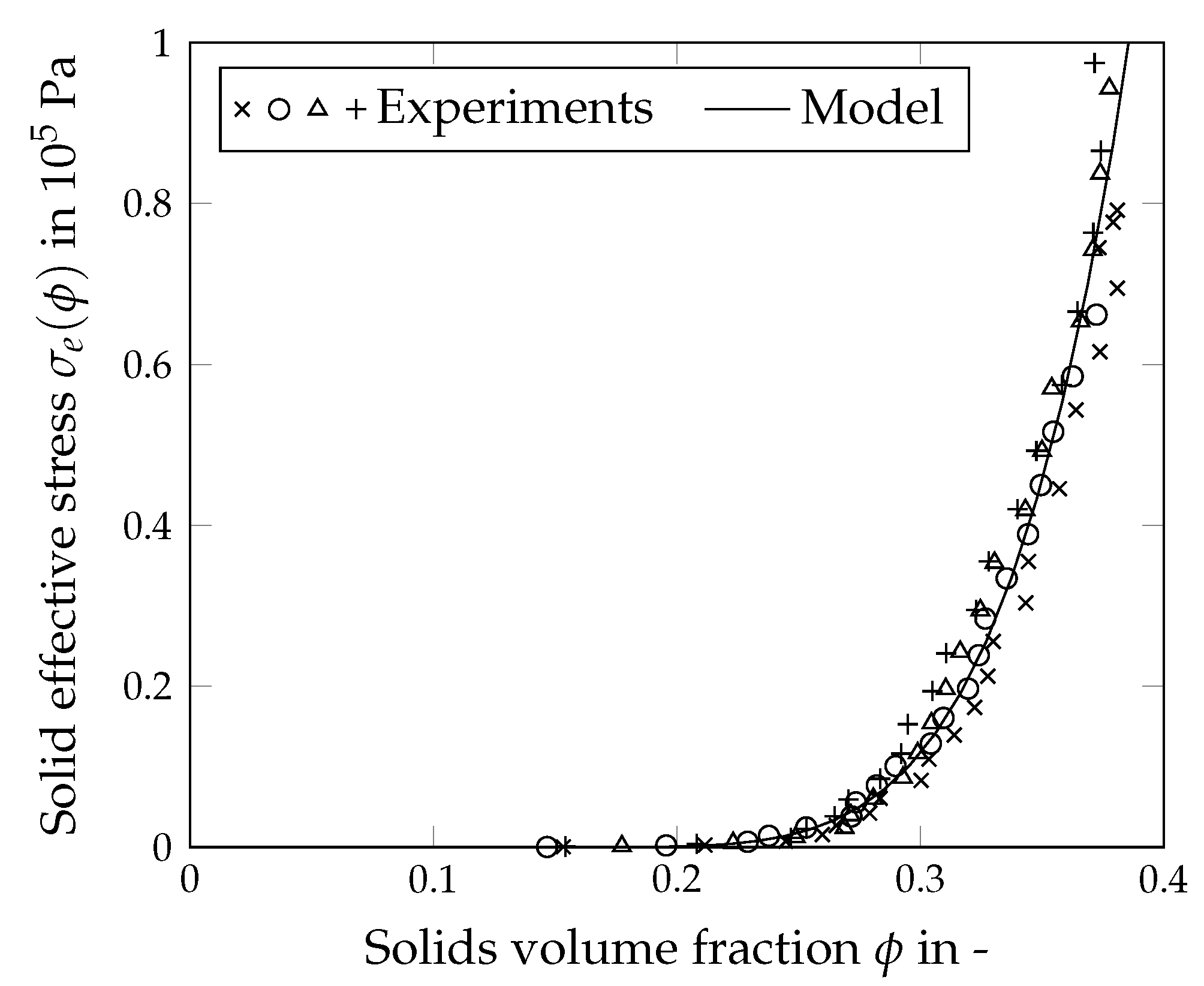
3.2.2. Consolidation Function
3.2.3. Findings
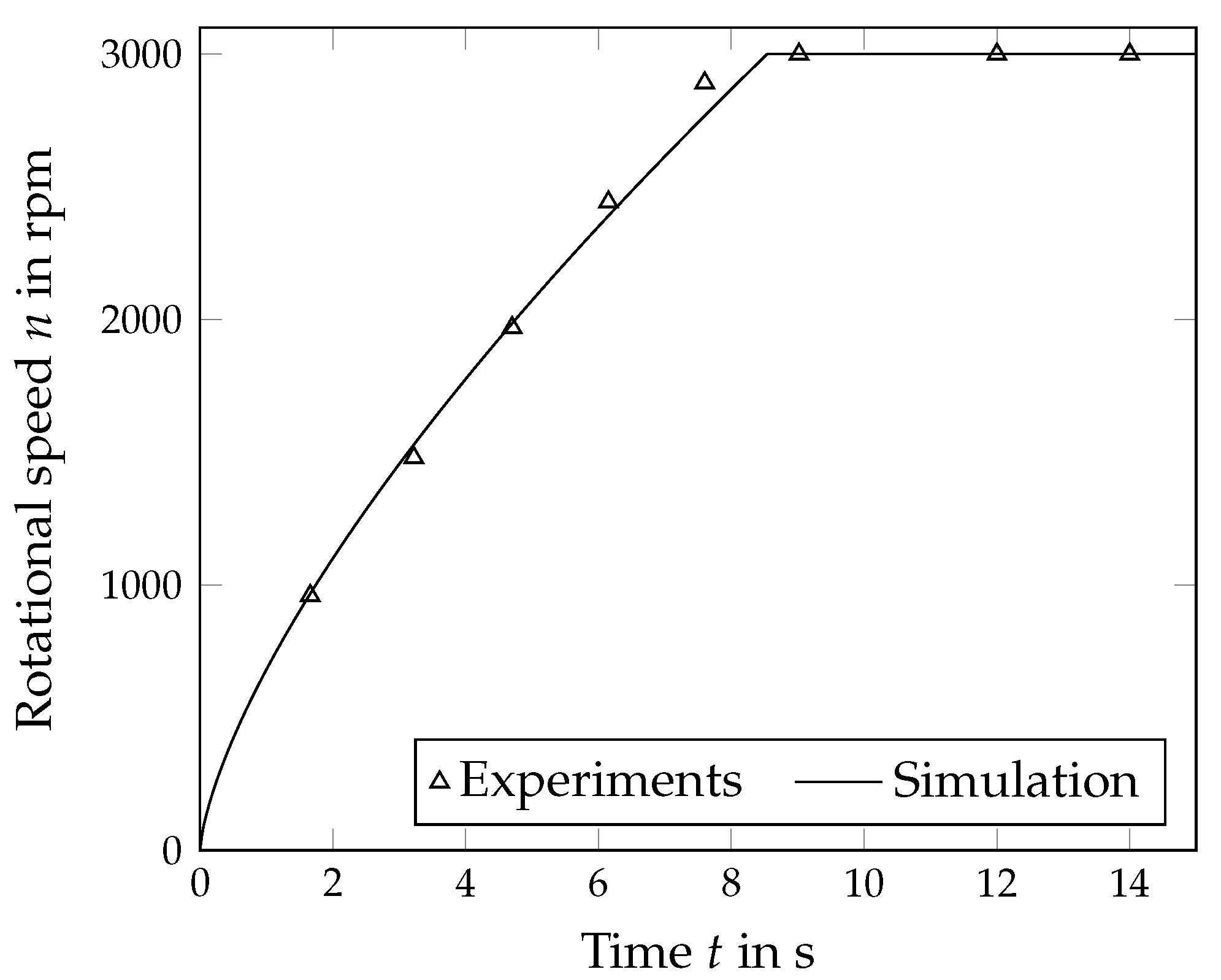
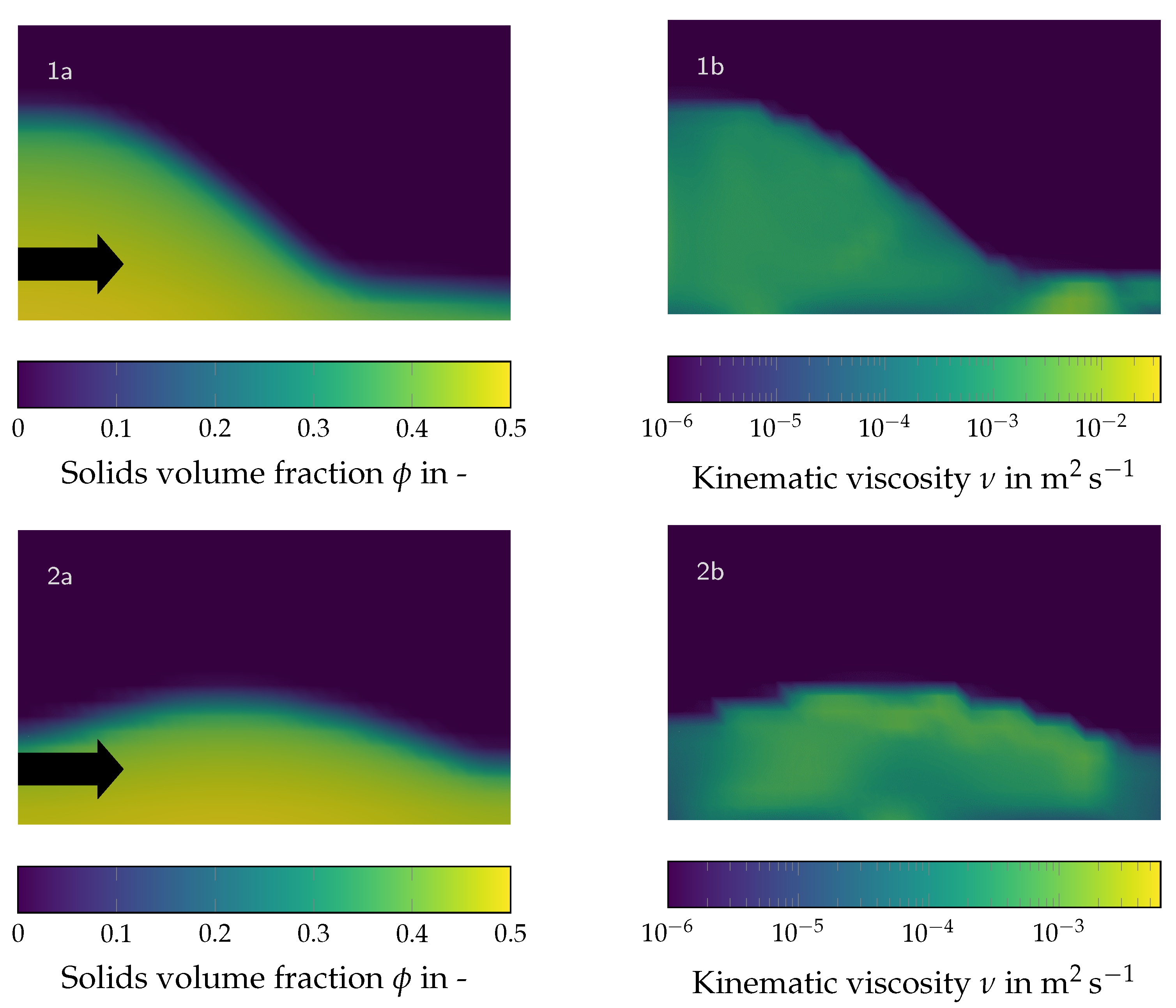
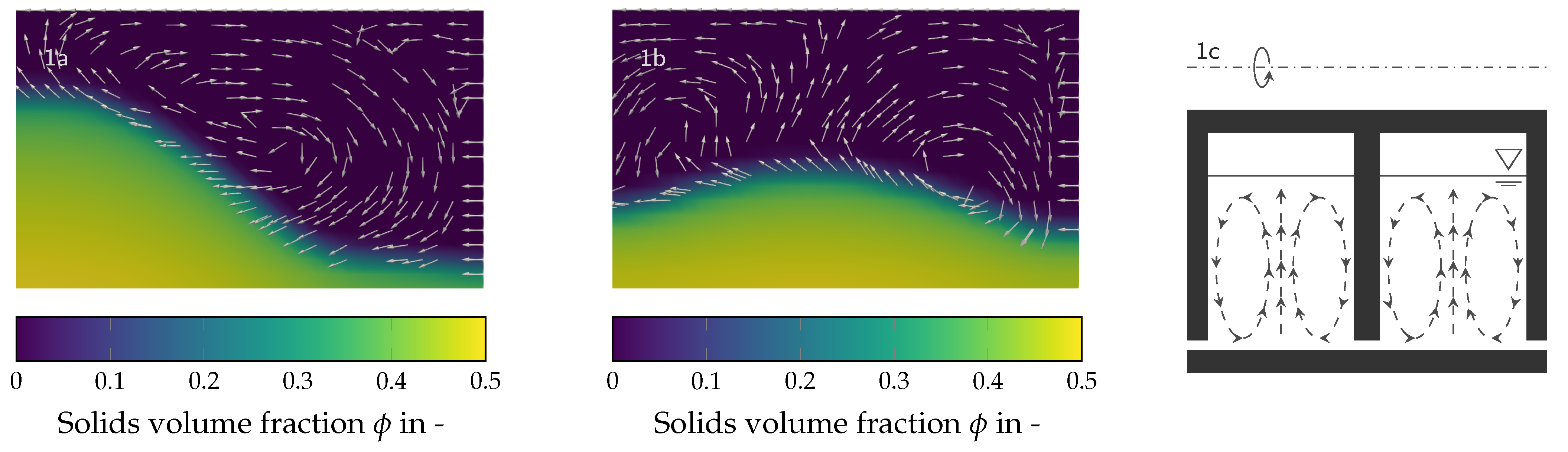
3.3. Transfer of the Methodology to Rotating Decanter Screw Element
3.3.1. Geometry and Parameters
3.3.2. Sediment Formation and Flow Conditions
4. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ambler, C. The evaluation of centrifuge performance. Chem. Eng. Prog. 1952, 48, 150–158. [Google Scholar]
- Stokes, G.G. On the effect of internal friction of fluids on the motion of pendulums. Trans. Camb. Philos. Soc. 1851, 9, 8–106. [Google Scholar]
- Kynch, G.J. A theory of sedimentation. Trans. Faraday Soc. 1951, 48, 166–176. [Google Scholar] [CrossRef]
- Richardson, J.F.; Zaki, W.N. The sedimentation of a suspension of uniform spheres under conditions of viscous flow. Chem. Eng. Sci. 1954, 3, 65–73. [Google Scholar] [CrossRef]
- Michaels, A.S.; Bolger, J.C. Settling rates and sediment volumes of flucculated Kaolin suspensions. Ind. Eng. Chem. Fundam. 1961, 1, 24–33. [Google Scholar] [CrossRef]
- Buscall, R.; White, L.R. The consolidation of concentrated suspensions-Part 1-The theory of sedimentation. J. Chem. Soc. Faraday Trans. Phys. Chem. Condens. Phases 1987, 83, 873–891. [Google Scholar] [CrossRef]
- Garrido, P.; Concha, F.; Bürger, R. Settling velocities of particulate systems: 14. Unified model of sedimentation, centrifugation and filtration of flocculated suspensions. Int. J. Miner. Process. 2003, 72, 57–74. [Google Scholar] [CrossRef]
- Stickland, A.D.; White, L.R.; Scales, P.J. Modeling of solid-bowl batch centrifugation of flocculated suspensions. Am. Inst. Chem. Eng. J. (AIChE) 2006, 52, 1351–1362. [Google Scholar] [CrossRef]
- Gleiß, M.; Nirschl, H. Dynamic simulation of mechanical fluid separation in solid bowl centrifuges. In Dynamic Flowsheet Simulation of Solids Processes; Heinrich, S., Ed.; Springer Nature Switzerland AG: Cham, Switzerland, 2020; pp. 237–268. [Google Scholar]
- Menesklou, P.; Nirschl, H.; Gleiß, M. Dewatering of finely dispersed calcium carbonate-water slurries in decanter centrifuges: About modelling of a dynamic simulation tool. Sep. Purif. Technol. 2020, 251, 117287. [Google Scholar] [CrossRef]
- Stahl, W.H. Fest-Flüssig-Trennung. 2, Industrie-Zentrifugen; Maschinen-& Verfahrenstechnik, DrM Press: Männedorf, Switzerland, 2004. (In German) [Google Scholar]
- Bass, E. Strömungen im fliehkraftfeld. I. Period. Polytech. Eng. Maschinen Und Bauwes. 1959, 3, 321–340. (In German) [Google Scholar]
- Faust, T. and Gösele W. Untersuchungen zur klärwirkung von dekantierzentrifugen. Chem. Ing. Tech. 1985, 8, 698–699. (In German) [Google Scholar] [CrossRef]
- Madsen, B. Flow and sedimentation in decanter centrifuge. Int. Chem. Eng. Symp. Ser. 1993, 7, 263–266. [Google Scholar]
- Tamborrino, A.; Perone, C.; Catalano, F.; Squeo, G.; Caponio, F. and Bianchi, B. Modelling Energy Consumption and Energy-Saving in High-Quality Olive Oil Decanter Centrifuge: Numerical Study and Experimental Validation. Energies 2019, 12, 2592. [Google Scholar] [CrossRef]
- Bai, C.; Park, H.; Wang, L. Modelling solid-liquid separation and particle size classification in decanter centrifuges. Sep. Purif. Technol. 2021, 8, 118408. [Google Scholar] [CrossRef]
- Breitling, M.; Janoske, U.; Piesche, M. Numerische Simulationen transienter und turbulenter Strömungen–Abscheideverhalten in tellerseparatoren. Chem. Ing. Tech. 2003, 75, 184–188. (In German) [Google Scholar] [CrossRef]
- Zink, A.; Piesche, M.; Trautmann, P.; Durst, M. Numerical and Experimental Investigations of a Disc Stack Centrifuge Used as an Oil Mist Separator for Automotive Applications. In Proceedings of the SAE 2004 World Congress & Exhibition, Detroit, MI, USA, 8–11 March 2004. [Google Scholar]
- Konrath, M.; Brenner, A.-K.; Dillner, E.; Nirschl, H. Centrifugal classification of ultrafine particles: Influence of suspension properties and operating parameters on classification sharpness. Sep. Purif. Technol. 2015, 156, 61–70. [Google Scholar] [CrossRef]
- Fernández, X.R.; Nirschl, H. Multiphase CFD simulation of a solid bowl centrifuge. Chem. Eng. Technol. 2009, 32, 719–725. [Google Scholar] [CrossRef]
- Fernández, X.R.; Nirschl, H. Simulation of particles and sediment behaviour in centrifugal field by coupling CFD and DEM. Chem. Eng. Sci. 2013, 94, 7–19. [Google Scholar] [CrossRef]
- Zhu, G.; Tan, W.; Yu, Y.; Liu, L. Experimental and numerical study of the solid concentration distribution in a horizontal screw decanter centrifuge. Ind. Eng. Chem. Res. 2013, 52, 17249–17256. [Google Scholar] [CrossRef]
- Kang, X.; Cai, L.; Li, Y.; Gao, X.; Bai, G. Investigation on the Separation Performance and Multiparameter Optimization of Decanter Centrifuges. Processes 2022, 10, 1284. [Google Scholar] [CrossRef]
- Hammerich, S.; Gleiß, M.; Kespe, M.; Nirschl, H. An efficient numerical approach for transient simulation of multiphase flow behavior in centrifuges. Chem. Eng. Technol. 2017, 41, 44–50. [Google Scholar] [CrossRef]
- Hammerich, S.; Gleiß, M.; Stickland, A.D.; Nirschl, H. A computationally-efficient method for modelling the transient consolidation behavior of saturated compressive particulate networks. Sep. Purif. Technol. 2019, 220, 222–230. [Google Scholar] [CrossRef]
- Hammerich, S.; Stickland, A.D.; Radel, B.; Gleiß, M.; Nirschl, H. Modified shear cell for characterization of the rheological behavior of particulate networks under compression. Particuology 2020, 51, 1–9. [Google Scholar] [CrossRef]
- Bürger, R.; Concha, F. Settling velocities of particulate systems: 12. Batch centrifugation of flocculated suspensions. Int. J. Miner. Process. 2001, 63, 115–145. [Google Scholar] [CrossRef]
- Schulze, D. Powders and Bulk Solids–Behavior, Characterization, Storage and Flow; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Wallis, G. Novak Zuber and the drift flux model. Multiph. Sci. Technol. 2013, 25, 107–112. [Google Scholar] [CrossRef]
- Zuber, N.; Findlay, J.A. Average volumetric concentration in two-phase flow systems. J. Heat Transf. 1965, 87, 453–468. [Google Scholar] [CrossRef]
- Ferry, J.; Balachandar, S. A fast Eulerian method for disperse two-phase flow. Int. J. Multiph. Flow 2001, 27, 1199–1226. [Google Scholar] [CrossRef]
- Hammerich, S. Numerische Simulation des Fest-Flüssig-Trennprozesses in Vollmantelzentrifugen (German). Ph.D. Thesis, Karlsruhe Institute of Technology, Karlsruhe, Germany, 2020. [Google Scholar]
- Bürger, R. Phenomenological foundation and mathematical theory of sedimentation–Consolidation processes. Chem. Eng. J. 2000, 80, 177–188. [Google Scholar] [CrossRef]
- Landmann, K.A.; White, L.R.; Lee, R.; Eberl, M. Pressure filtration of flocculated suspensions. AIChE J. 1995, 41, 1687–1700. [Google Scholar] [CrossRef]
- Quemada, D. Rheology of concentrated disperse systems and minimum energy dissipation principle. Rheol. Acta 1977, 16, 82–94. [Google Scholar] [CrossRef]
- Erk, A. Rheologische Eigenschaften Feindisperser Suspensionen in Filtern und Zentrifugen. Ph.D. Thesis, University of Karlsruhe (TH), Karlsruhe, Germany, 2006. (In German). [Google Scholar]
- Mladenchev, T. Rheologische Eigenschaften Feindisperser Suspensionen in Filtern und Zentrifugen (German). Ph.D. Thesis, Otto von Guericke University Magdeburg, Magdeburg, Germany, 2007. [Google Scholar]
- Green, M.D.; Eberl, M.; Landman, K.A. Compressive yield stress of flocculated suspensions: Determination via experiment. Am. Inst. Chem. Eng. J. (AIChE) 1996, 42, 2308–2318. [Google Scholar] [CrossRef]
- Lerche, D. Dispersion stability and particle characterization by sedimentation kinetics in a centrifugal field. J. Dispers. Sci. Technol. 2002, 23, 699–709. [Google Scholar] [CrossRef]
- Reinach, H. Gleichgewicht und Kinetik der Pressentfeuchtung im Zentrifugalfeld einer Becherzentrifuge und in einer Stempelpresse, Dargestellt an eiNem Stark Kompressiblem Schlamm. Ph.D. Thesis, University of Karlsruhe (TH), Karlsruhe, Germany, 1992. (In German). [Google Scholar]
- Stickland, A.D. Solid-Liquid Separation in the Water and Wastewater Industries. Ph.D. Thesis, University of Melbourne, Melbourne, Australia, 2005. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Properties | |
| Density difference | 1700 kg m−3 |
| Gel point | |
| Material Functions | |
| Stokes settling velocity | 1 × 10−4 m s−1 |
| Settling exponent | 5 |
| Consolidation parameter | 900 |
| Consolidation parameter | 7 |
| Material Properties | |
| Density of the liquid | 1000 kg m−3 |
| Dynamic viscosity of the liquid | 1 mPa s |
| Density of the solids | 2700 kg m −3 |
| Mean particle size | 4 × 10−5 m |
| Material Functions | |
| Gel point | |
| Settling exponent | |
| Consolidation parameter | 700 |
| Consolidation parameter | 7 |
| Process Conditions | |
| Initial solids volume fraction | |
| Rotational speed n | 2000 rpm |
| Differential speed | 10 rpm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baust, H.K.; Hammerich, S.; König, H.; Nirschl, H.; Gleiß, M. A Resolved Simulation Approach to Investigate the Separation Behavior in Solid Bowl Centrifuges Using Material Functions. Separations 2022, 9, 248. https://doi.org/10.3390/separations9090248
Baust HK, Hammerich S, König H, Nirschl H, Gleiß M. A Resolved Simulation Approach to Investigate the Separation Behavior in Solid Bowl Centrifuges Using Material Functions. Separations. 2022; 9(9):248. https://doi.org/10.3390/separations9090248
Chicago/Turabian StyleBaust, Helene Katharina, Simon Hammerich, Hartmut König, Hermann Nirschl, and Marco Gleiß. 2022. "A Resolved Simulation Approach to Investigate the Separation Behavior in Solid Bowl Centrifuges Using Material Functions" Separations 9, no. 9: 248. https://doi.org/10.3390/separations9090248
APA StyleBaust, H. K., Hammerich, S., König, H., Nirschl, H., & Gleiß, M. (2022). A Resolved Simulation Approach to Investigate the Separation Behavior in Solid Bowl Centrifuges Using Material Functions. Separations, 9(9), 248. https://doi.org/10.3390/separations9090248