Separation and Purification of ω-6 Linoleic Acid from Crude Tall Oil



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
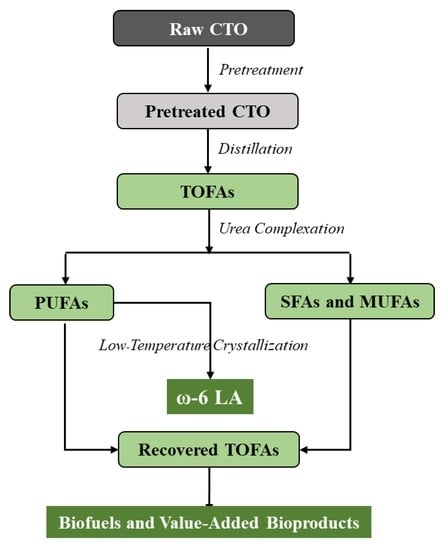
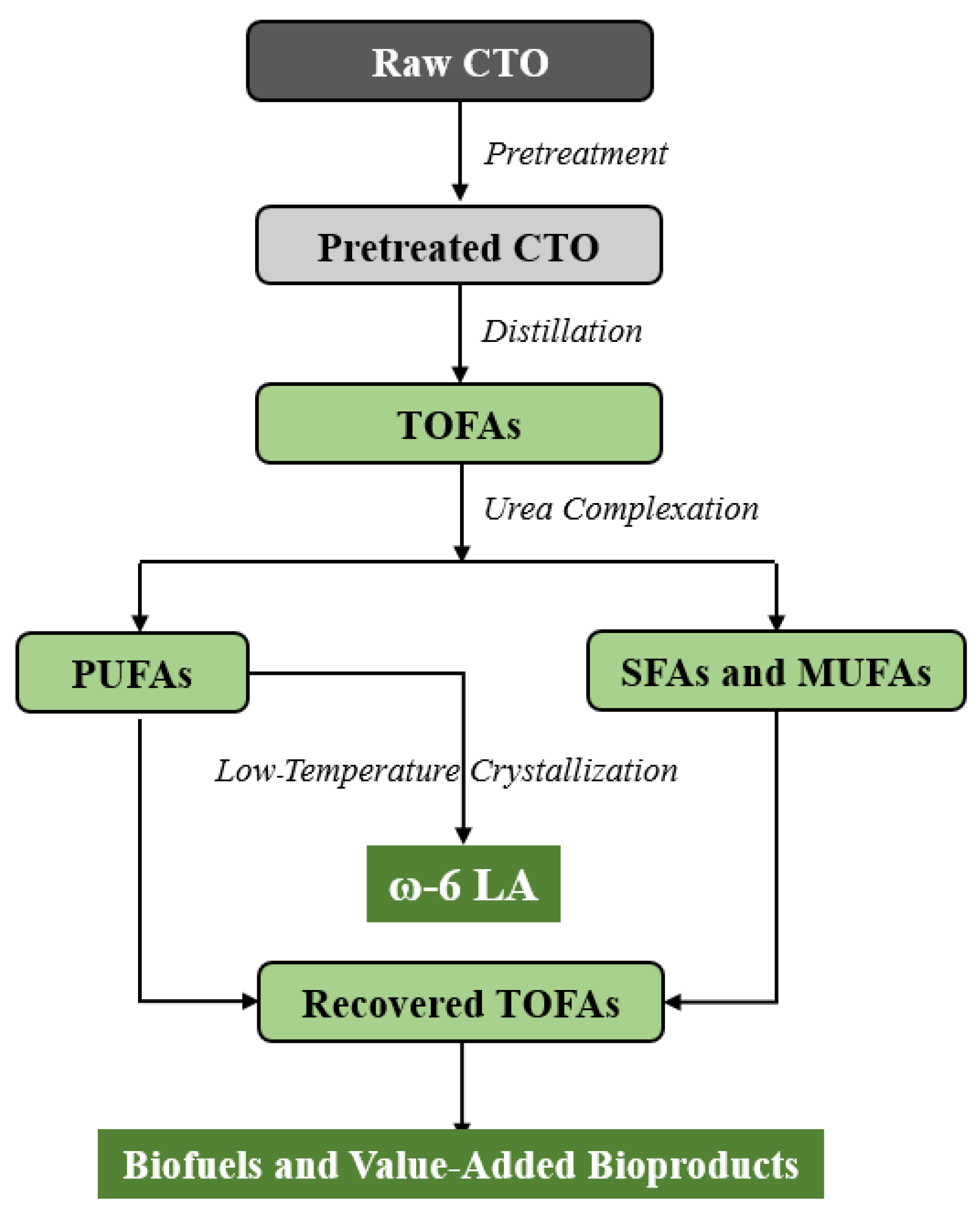
2.2. CTO Pretreatment
2.3. CTO Distillation
2.4. UC of PUFAs
2.5. PUFAs Separation by LTC
2.6. TOFA Identification and Quantification
2.6.1. High-performance liquid chromatography (HPLC) Analysis
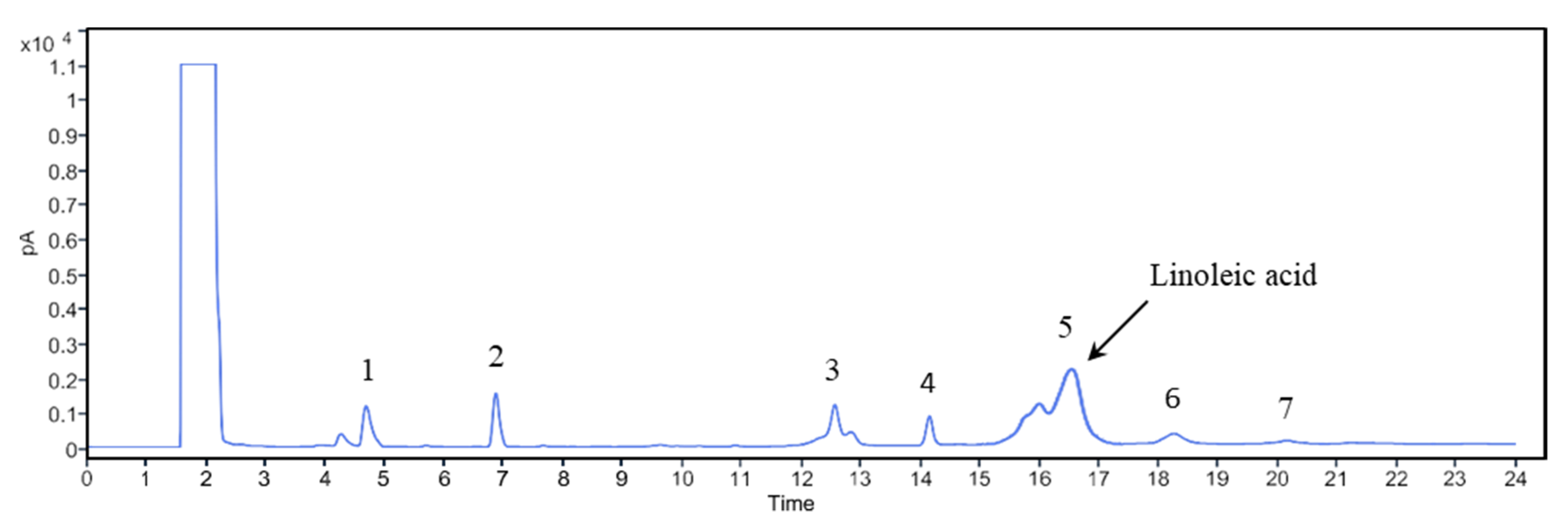
2.6.2. Gas chromatography (GC) Analysis
3. Results and Discussion
3.1. CTO Pretreatment and TOFAs Separation
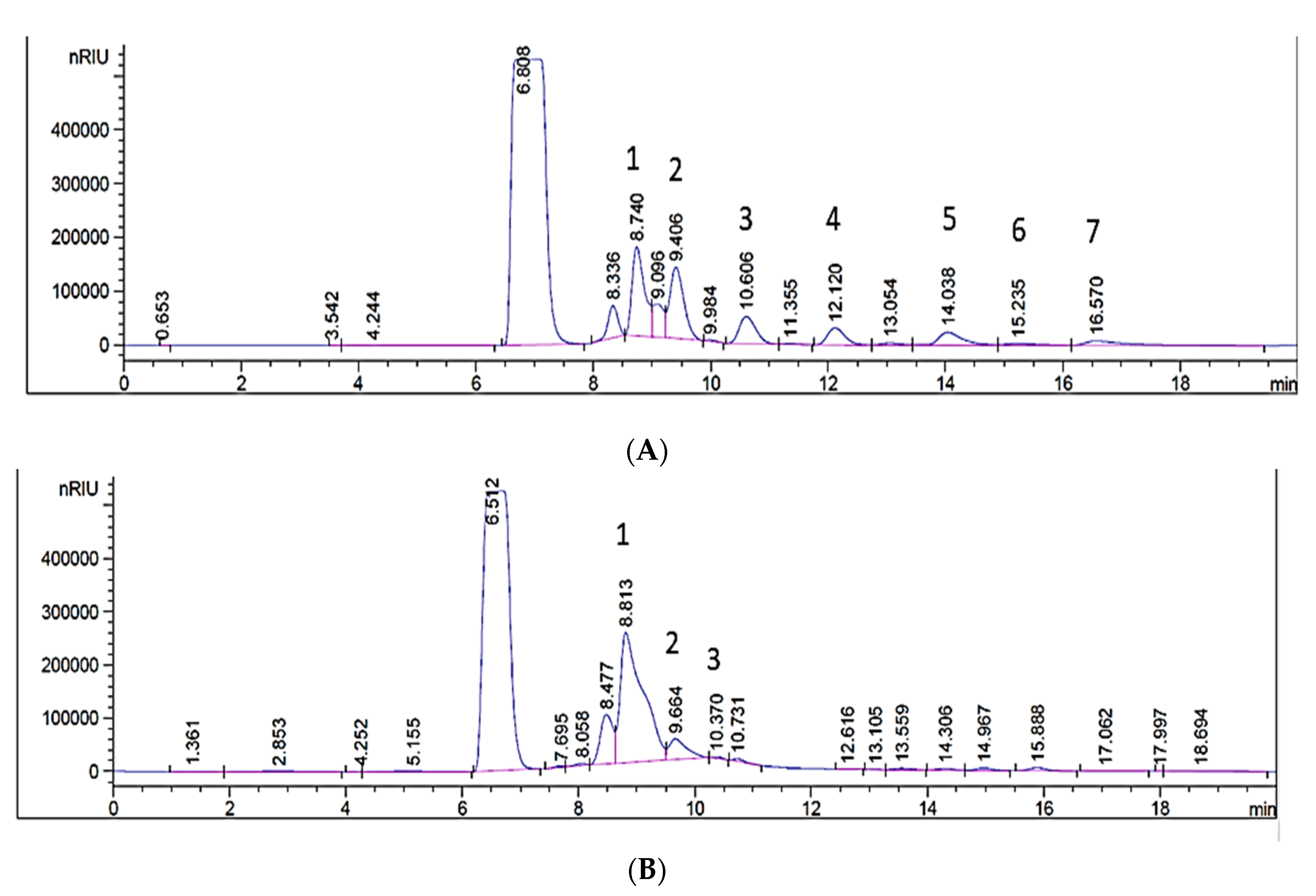
3.2. Separation of PUFAs
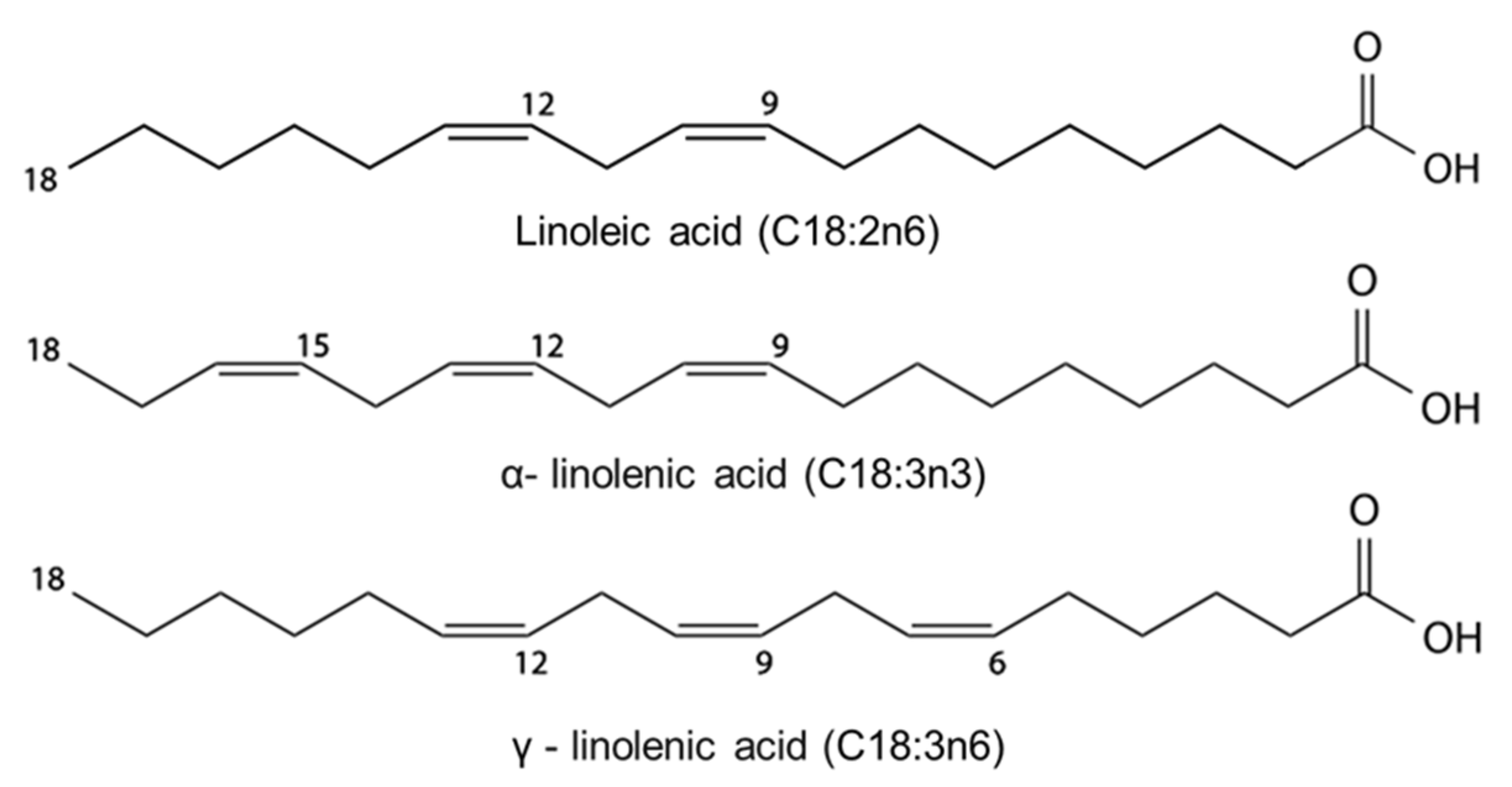
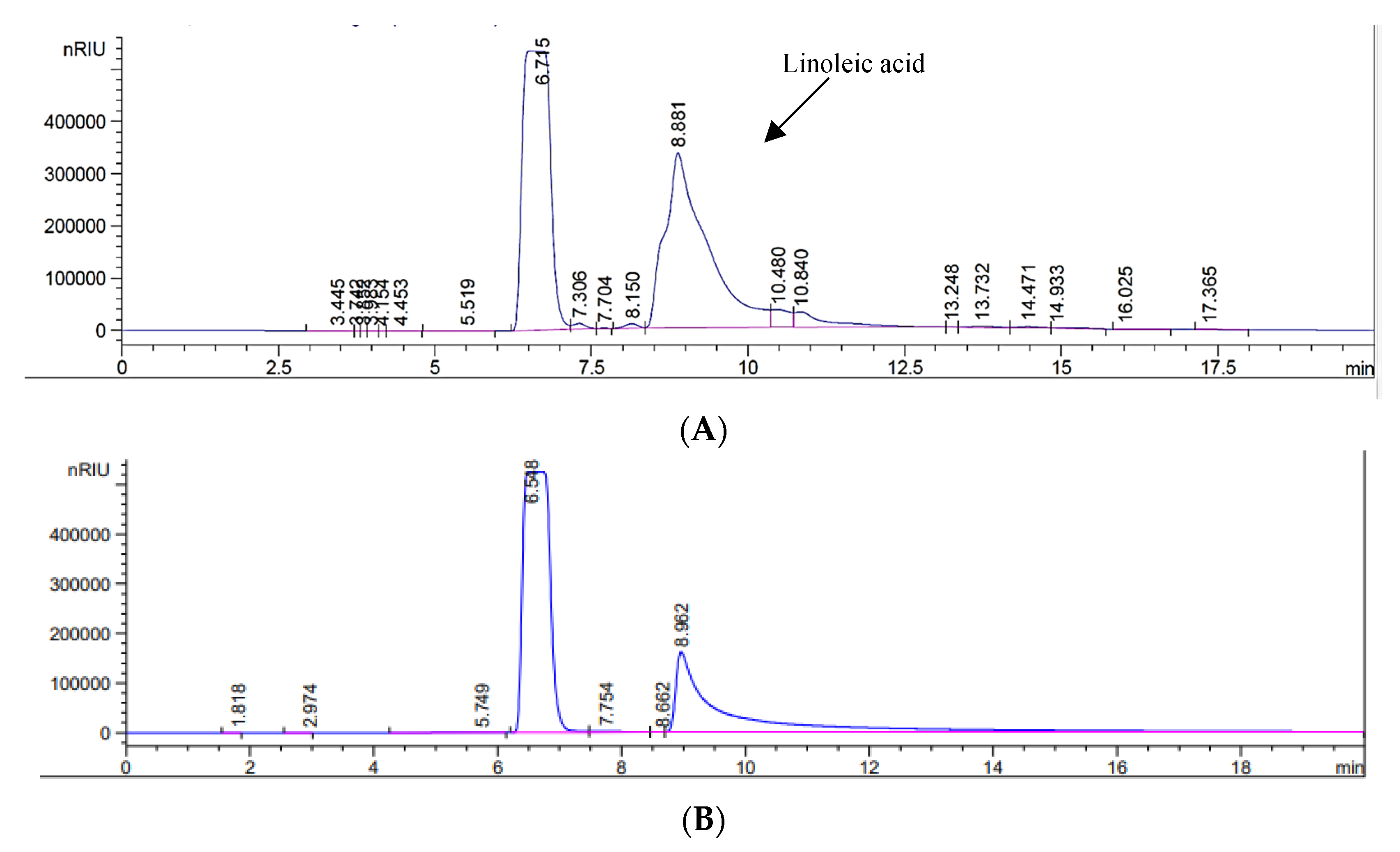
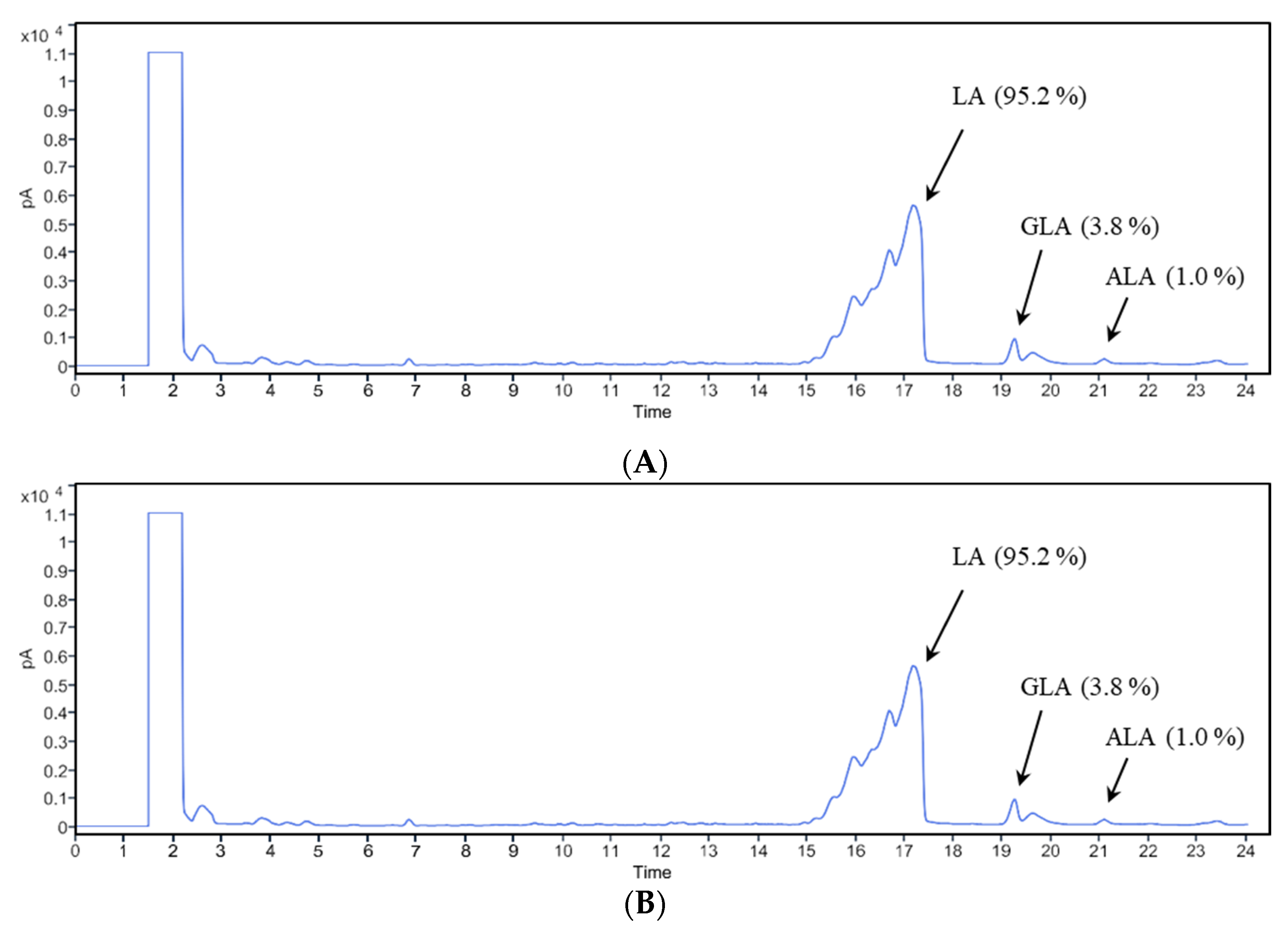
3.3. Separation and Identification of LA
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Norlin, L.H. Tall Oil. In Ullmann’s Encyclopedia of Industrial Chemistry; John Wiley and Sons, Inc.: Somerset, NJ, USA; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2000; pp. 583–596. [Google Scholar]
- Biermann, C.J. Essentials of Pulping and Papermaking; Academic Press Inc.: San Diego, CA, USA, 1993; p. 107. [Google Scholar]
- Stenius, P. Forest Products Chemistry. Paperm. Sci. Technol. 2000, 3, 73–76. [Google Scholar]
- Gullichsen, J.; Paulapuro, H.; Fogelholm, C.J. Chemical Pulping; Papermaking Science and Technology: Fapet Oy, Finland, 2000; pp. B378–B388. [Google Scholar]
- McSweeney, E.E.; Arlt, H.G., Jr.; Russel, J. Tall Oil and Its Uses-II; Pulp Chemicals Association: New York, NY, USA, 1987; p. 13. [Google Scholar]
- Murillo, E.A.; Vallejo, P.P.; López, B.L. Effect of tall oil fatty acids content on the properties of novel hyperbranched alkyd resins. J. Appl. Polym. Sci. 2011, 120, 3151–3158. [Google Scholar] [CrossRef]
- Ikladious, N.E.; Mansour, S.H.; Asaad, J.N.; Emira, H.S.; Hilt, M. Synthesis and evaluation of new hyperbranched alkyds for coatings. Prog. Org. Coat. 2015, 89, 252–259. [Google Scholar] [CrossRef]
- Liu, K.; Madbouly, S.A.; Schrader, J.A.; Kessler, M.R.; Grewell, D.; Graves, W.R. Biorenewable polymer composites from tall oil-based polyamide and lignin-cellulose fiber. J. Appl. Polym. Sci. 2015, 132, 1–9. [Google Scholar] [CrossRef]
- Coll, R.; Udas, S.; Jacoby, W.A. Conversion of the Rosin Acid Fraction of Crude Tall Oil into Fuels and Chemicals. Energy Fuels 2001, 15, 1166–1172. [Google Scholar] [CrossRef]
- Yakushin, V.; Stirna, U.; Bikovens, O.; Misane, M.; Sevastyanova, I.; Vilsone, D. Synthesis and characterization of novel polyurethanes based on tall oil. Mater. Sci. 2013, 19, 390–396. [Google Scholar] [CrossRef]
- Mikulec, J.; Kleinova, A.; Cvengros, J.; Joríková, L.; Banić, M. Catalytic transformation of tall oil into biocomponent of diesel fuel. Int. J. Chem Eng. 2011, 2012, 1–9. [Google Scholar] [CrossRef]
- Mkhize, N.M.; Sithole, B.B.; Ntunka, M.G. Heterogeneous acid-catalyzed biodiesel production from crude tall oil: A low-grade and less expensive feedstock. J. Wood Chem. Technol. 2015, 35, 374–385. [Google Scholar] [CrossRef]
- Adewale, P.; Vithanage, L.N.; Christopher, L.P. Optimization of enzyme-catalyzed biodiesel production from crude tall oil using Taguchi method. Energy Convers. Manag. 2017, 154, 81–91. [Google Scholar] [CrossRef]
- Hegde, A. Tall Oil Fatty Acid Market – Global Industry Analysis Report, Share, Size, Growth, Price Trends and Forecast, 2017 – 2024; Global Market Insights: Delaware, DE, USA, 2017. [Google Scholar]
- Peters, D.; Stojcheva, V. Crude tall oil low ILUC risk assessment; ECOFYS Netherlands, B.V.: Kanaalweg, The Netherlands, 2017; SISNL17494. [Google Scholar]
- Chatterjee, S.G.; Omori, S.; Marda, S.; Shastri, S. Process for making biodiesel from crude tall oil. U.S. Patent 7,695,532, 2010. [Google Scholar]
- Valto, P.; Knuutinen, J.; Alén, R. Overview of analytical procedures for fatty and resin acids in the papermaking process. BioResources 2012, 7, 6041–6076. [Google Scholar] [CrossRef]
- Kumar, H.; Alen, R. Microwave-assisted esterification of tall oil fatty acids with methanol using lignin-based solid catalyst. Energy Fuels 2016, 30, 9451–9455. [Google Scholar] [CrossRef]
- Harris, W.S.; Mozaffarian, D.; Rimm, E.; Etherton, P.K.; Rudel, L.L.; Appel, L.J.; Engler, M.M.; Engler, M.B.; Sacks, F. Omega-6 fatty acids and risk for cardiovascular disease. Am. Heart Assoc. 2009, 119, 902–907. [Google Scholar] [CrossRef] [PubMed]
- Kinsella, J.E. Food components with potential therapeutic benefits: The n-3 polyunsaturated fatty acids of fish oil. Food Tech. 1986, 40, 89–97. [Google Scholar]
- Mehta, L.; Lopez, L.M.; Lowton, D.; Wargovich, T. Dietary supplementation with omega-3 polyunsaturated fatty acids in patients with stable coronary diseases: Effects on indices of platelet and neutrophil function and exercise performance. Am. J. Med. 1988, 84, 45–52. [Google Scholar] [CrossRef]
- Ando, H.; Ryu, A.; Hashimoto, A.; Oka, M.; Ichihashi, M. Linoleic acid and α-linolenic acid lightens ultraviolet-induced hyperpigmentation of the skin. Arch. Dermat. Res. 1998, 290, 375–381. [Google Scholar] [CrossRef]
- Boonhua, T.; Grijpma, D.W.; Nabuurs, T.; Feijen, J. Crosslinkable surfactants based on linoleic acid-functionalized block copolymers of ethylene oxide and ε-caprolactone for the preparation of stable PMMA lattices. Polymer 2005, 46, 1347–1357. [Google Scholar]
- Bronsgeest-Schoute, H.C.; Van Gent, C.M.; Luten, J.B.; Ruiter, A. The effect of various intakes of ω-3 fatty acids on the lipid composition in healthy human subjects. Am. J. Clin. Nut. 1981, 34, 1752–1757. [Google Scholar] [CrossRef]
- Chia-cheng, C.; Chien-ming, C.; Po-wen, Y. Vapor-liquid equilibria of carbon dioxide with linoleic acid, α-tocopherol and triolein at elevated pressures. Fluid Phase Equib. 2000, 175, 107–115. [Google Scholar]
- Maheshwari, P.; Nikolov, Z.L.; White, T.M.; Hartel, R. Solubility of fatty acids in supercritical carbon dioxide. JAOCS 1992, 69, 1069–1076. [Google Scholar] [CrossRef]
- Mario, B.; Elena, B.; Claudio, F. Seed processing and oil quality of Jatropha curcasL. on farm scale: A comparison with other energy crops. Energy Sust. Develop. 2014, 19, 7–14. [Google Scholar]
- Castejónet, N.; Luna, P.; Senorans, F.J. Alternative oil extraction methods from Echium plantagineum L. seeds using advanced techniques and green solvents. Food Chem. 2018, 244, 75–82. [Google Scholar] [CrossRef]
- Josephine, K.; Colin, W. Extraction of omega-6 fatty acids from speciality seeds. Lipid Tech. 2014, 26, 107–110. [Google Scholar]
- Hayes, D.G. Effect of temperature programming on the performance of urea inclusion compound-based free fatty acid fractionation. JAOCS 2006, 83, 253–259. [Google Scholar] [CrossRef]
- Chawla, P.; deMan, J.M. Measurement of the size distribution of fat crystals using a laser particle counter. JAOCS 1990, 67, 329–332. [Google Scholar] [CrossRef]
- Endo, S.; Pfennigsdorff, A.; Goss, K.U. Salting-out effect in aqueous NaCl solutions: Trends with size and polarity of solute molecules. Environ. Sci. Technol. 2012, 46, 1496–1503. [Google Scholar] [CrossRef]
- Adewale, P.; Christopher, L.P. Thermal and rheological properties of crude tall oil for use in biodiesel production. Processes 2017, 5, 59. [Google Scholar] [CrossRef]
- Stigsson, L.; Naydenov, V.; Lundback, J. Biorefining of crude tall oil. International Patent PCT/SE2013/051605 (WO 2014/098763 A1), 2014. [Google Scholar]
- Larsson, K.; Quinn, P.; Sato, K.; Tiberg, F. Lipids: Structure, Physical Properties and Functionality, 1st ed.; The Oily Press: Bridgwater, UK, 2006; pp. 1–288. [Google Scholar]
- Wilkes, H.; Schwarzbauet, J. Hydrocarbons: An introduction to structure, physico-chemical properties and natural occurrence. In Handbook of Hydrocarbon and Lipid Microbiology; Timmis, K.N., Ed.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 1–48. [Google Scholar]
- Anthonykutty, J.M.; Linnekoski, J.; Harlin, A.; Laitinen, A.; Lehtonen, J. Catalytic upgrading of crude tall oil into a paraffin-rich liquid. Biomass. Convers. Bioref. 2014, 5, 149–159. [Google Scholar] [CrossRef]
- De Bruycker, R.; Anthonykutty, J.M.; Linnekoski, J.; Harlin, A.; Lehtonen, J.; Van Geem, K.M.; Räsänen, J.; Marin, G.B. Assessing the potential of crude tall oil for the production of green-base chemicals: An experimental and kinetic modeling study. Ind. Eng. Chem. Res. 2014, 53, 18430–18442. [Google Scholar] [CrossRef]
- Cermak, S.C.; Evangelista, R.L.; Kenar, J.A. Distillation of natural fatty acids and their chemical derivatives. In Distillation; Zereshki, S., Ed.; INTECH Open Access Publisher: London, UK, 2012; Chapter 5; pp. 109–135. [Google Scholar]
- Bhagavan, N.V. Lipids I: Fatty acids and Eicosanoids. Medical Biochemistry, 4th ed.; Wood, E.J., Ed.; Academic Press: New York, NY, USA, 2002; Chapter 18; pp. 365–399. [Google Scholar]
- Hunnicutt, S.S.; Grushow, A.; Whitnell, R. How is the freezing point of a binary mixture of liquids related to the composition? A guided inquiry experiment. J. Chem. Educ. 2017, 94, 1983–1988. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| LTC Fraction | LTC Temperature |
|---|---|
| A | 4 °C |
| B | −7 °C |
| C | −15 °C |
| D | −20 °C |
| E | −30 °C |
| LTC Fraction | LTC Temperature |
|---|---|
| A | 4 °C |
| B | −7 °C |
| C | −15 °C |
| D | −20 °C |
| E | −30 °C |
| TOFA | This Work (% w/w) | Literature [2,4,33] (% w/w) |
|---|---|---|
| Palmitic acid | 12.3 | 4–15 |
| Palmitoleic acid | 7.5 | 2–10 |
| Oleic acid | 4.5 | 1–6 |
| Stearic acid | 14.8 | 6–20 |
| LA | 42.6 | 25–53 |
| GLA | 2.95 | 2–10 |
| ALA | 1.75 | 1–3 |
| PUFA | Freezing Point (°C) [38,39] | Boiling Point (°C) at 10 mm Hg [38] |
|---|---|---|
| LA | −6.5 | 224 |
| GLA | −11 | 225 |
| ALA | −11 | 226 |
| LTC Fraction | LTC Range | LTC Yield (% w/w) |
|---|---|---|
| A | Up to 4 °C | 10.6 |
| B | 4 °C to −7 °C | 12.4 |
| C | −7 °C to −15 °C | 26 |
| D | −15 °C to −20 °C | 13.8 |
| E | −20 °C to −30 °C | 37.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Islam, M.S.; Christopher, L.P.; Alam, M.N. Separation and Purification of ω-6 Linoleic Acid from Crude Tall Oil. Separations 2020, 7, 9. https://doi.org/10.3390/separations7010009
Islam MS, Christopher LP, Alam MN. Separation and Purification of ω-6 Linoleic Acid from Crude Tall Oil. Separations. 2020; 7(1):9. https://doi.org/10.3390/separations7010009
Chicago/Turabian StyleIslam, Md Shariful, Lew P. Christopher, and Md Nur Alam. 2020. "Separation and Purification of ω-6 Linoleic Acid from Crude Tall Oil" Separations 7, no. 1: 9. https://doi.org/10.3390/separations7010009
APA StyleIslam, M. S., Christopher, L. P., & Alam, M. N. (2020). Separation and Purification of ω-6 Linoleic Acid from Crude Tall Oil. Separations, 7(1), 9. https://doi.org/10.3390/separations7010009