
Melt-Extruded High-Density Polyethylene/Pineapple Leaf Waste Fiber Composites for Plastic Product Applications

 , ,
, , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Compounding and Injection Molding
2.3. Composite Characterization
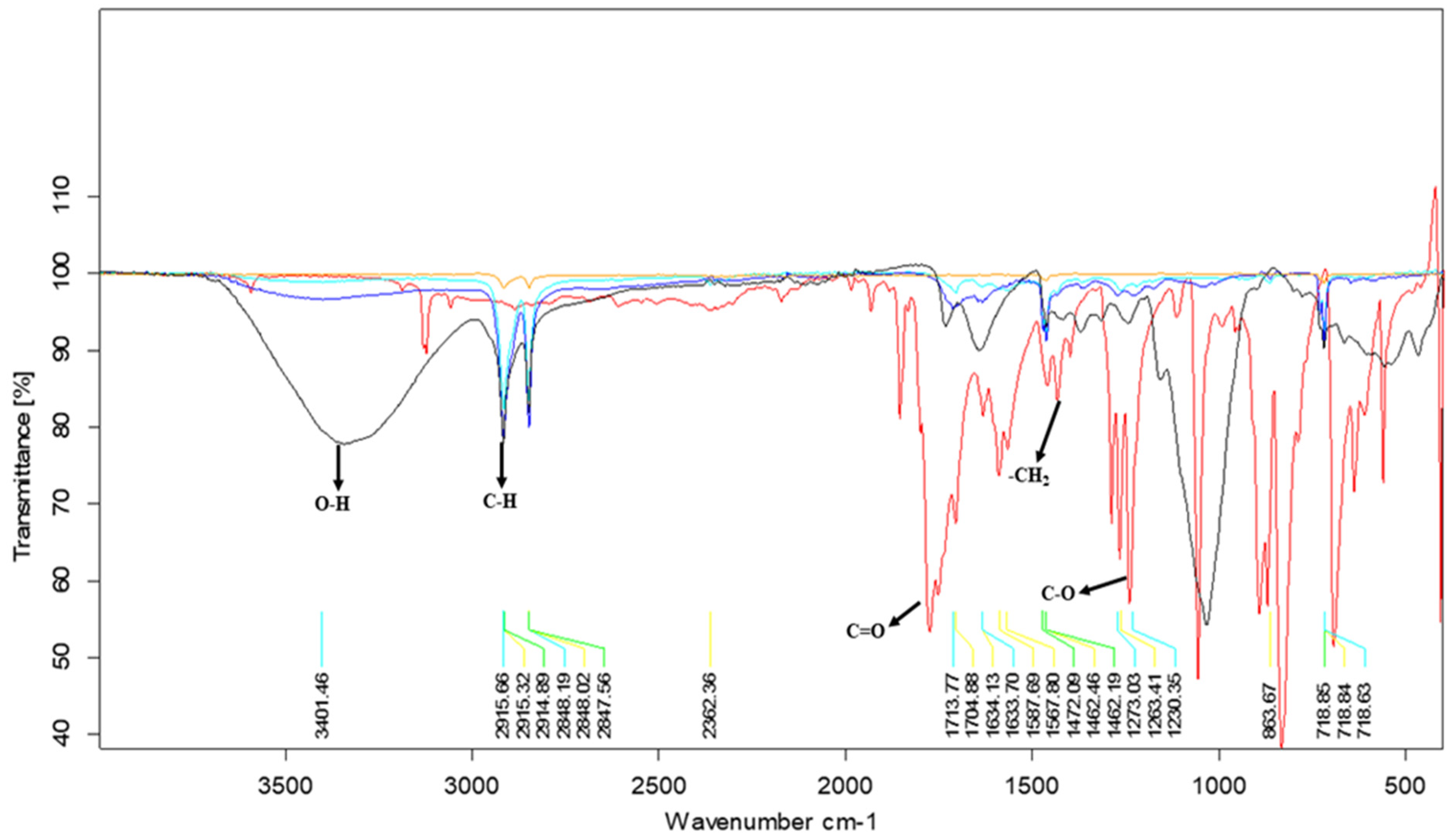
2.3.1. Fourier Transform Infrared Spectroscopy (FTIR)
2.3.2. Scanning Electron Microscopy (SEM)
2.4. Thermal Analysis
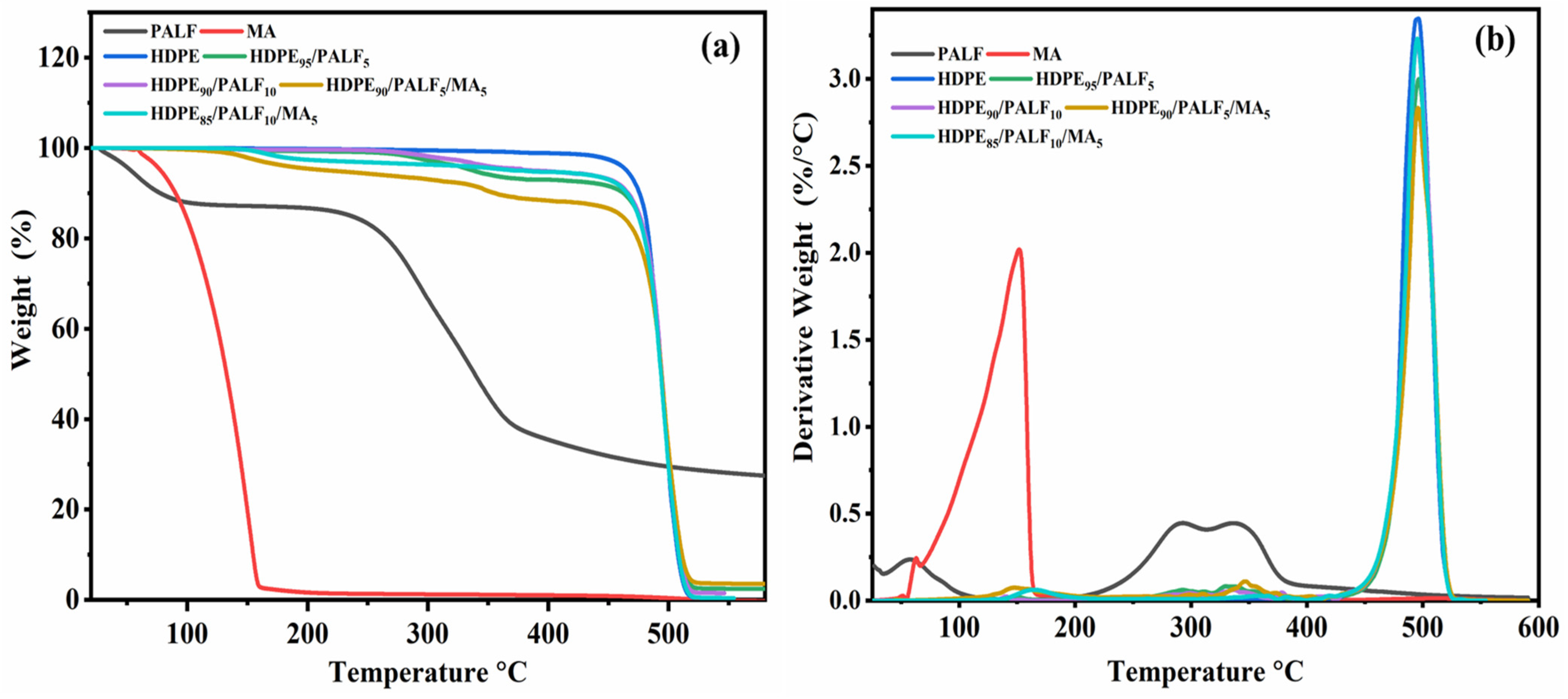
2.4.1. Thermogravimetric Analysis (TGA)
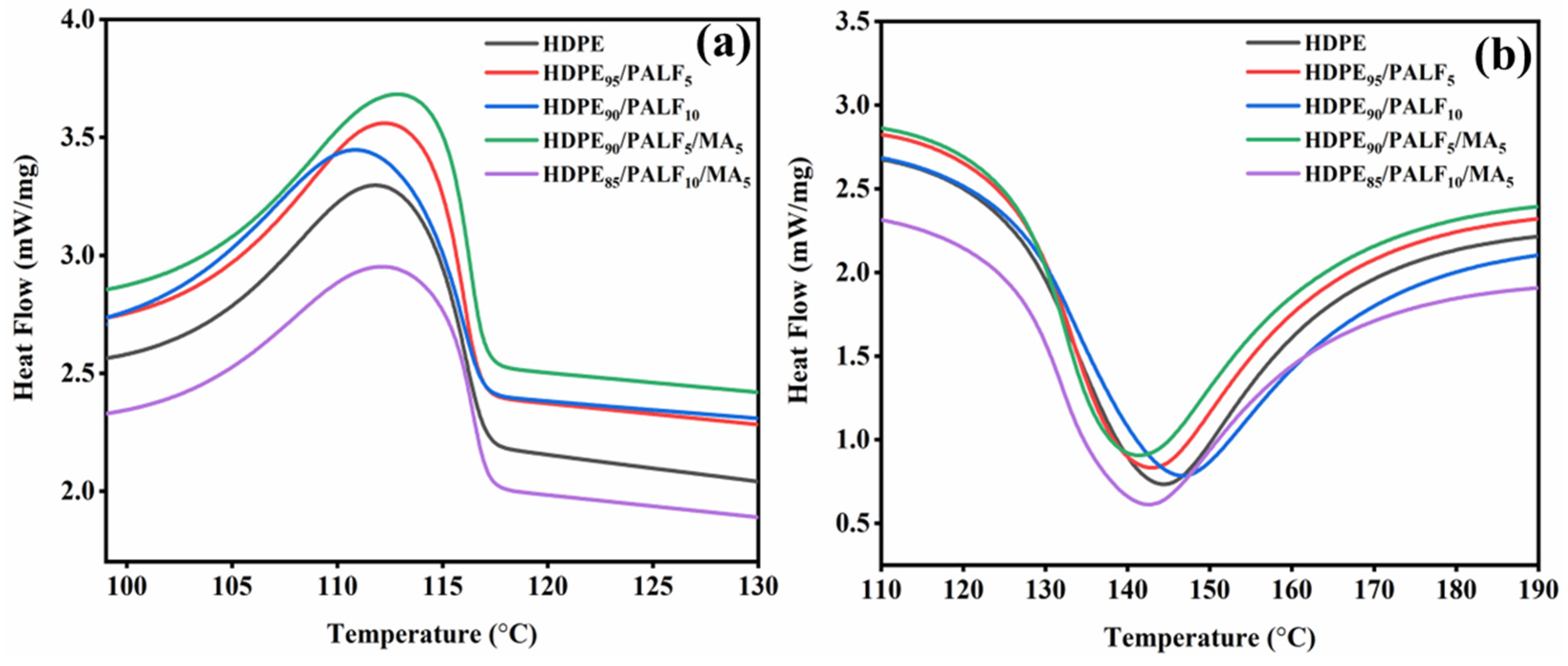
2.4.2. Differential Scanning Calorimetry (DSC)
2.5. Tensile Analysis
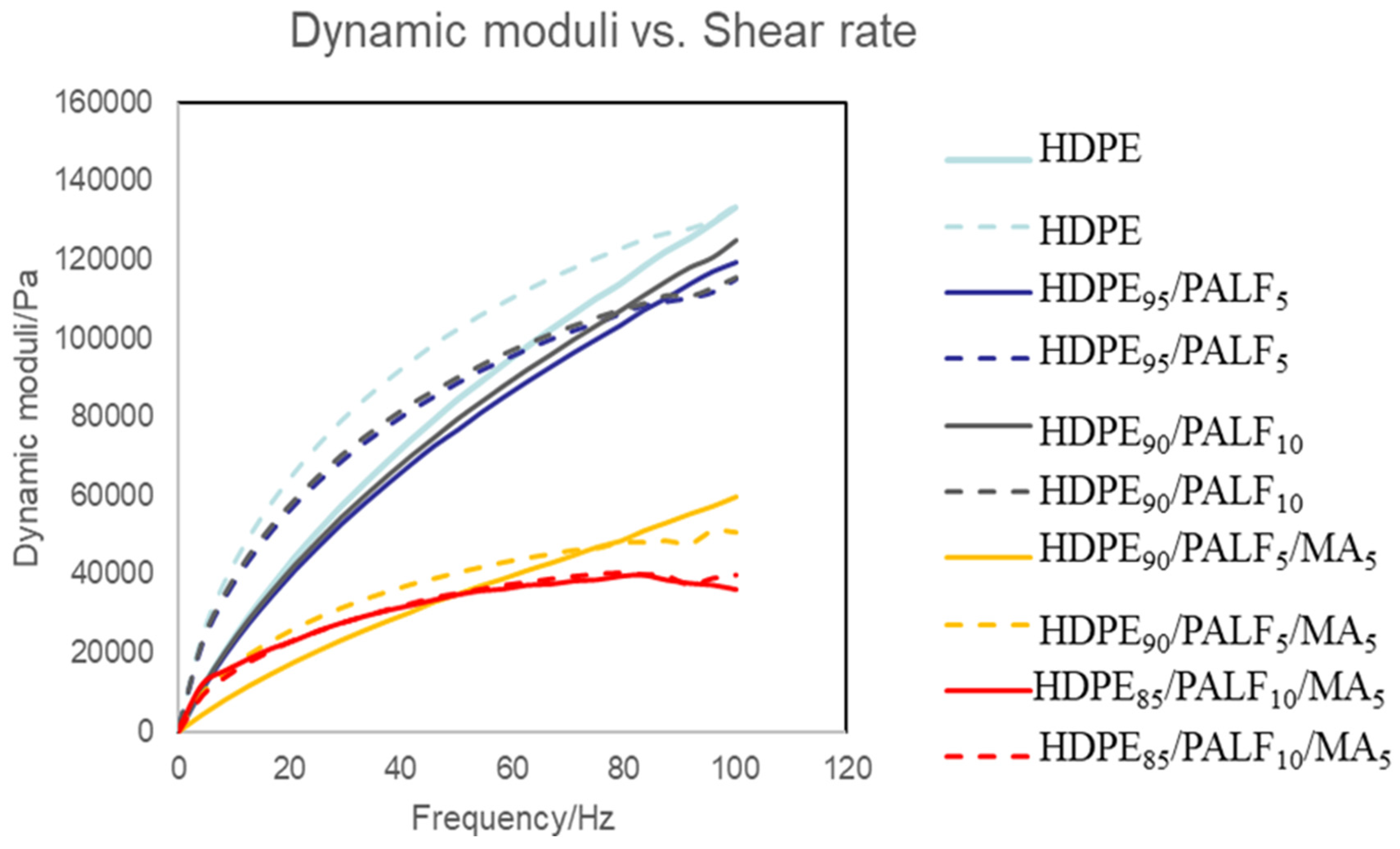
2.6. Rheological Analysis
3. Results and Discussion
3.1. FTIR and SEM Analysis
3.2. Thermal Stability Analysis
3.3. DSC Analysis
3.4. Tensile Properties
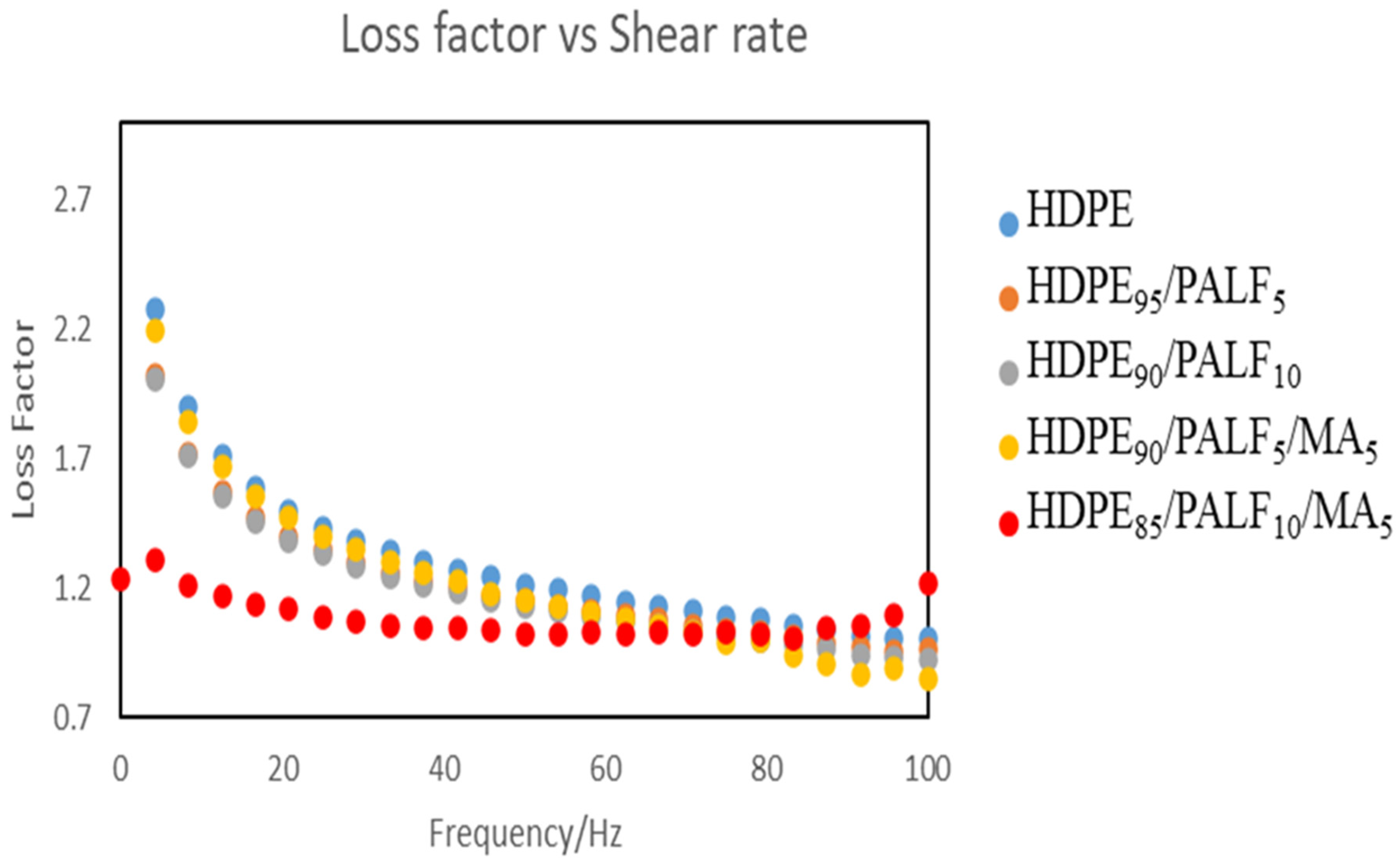
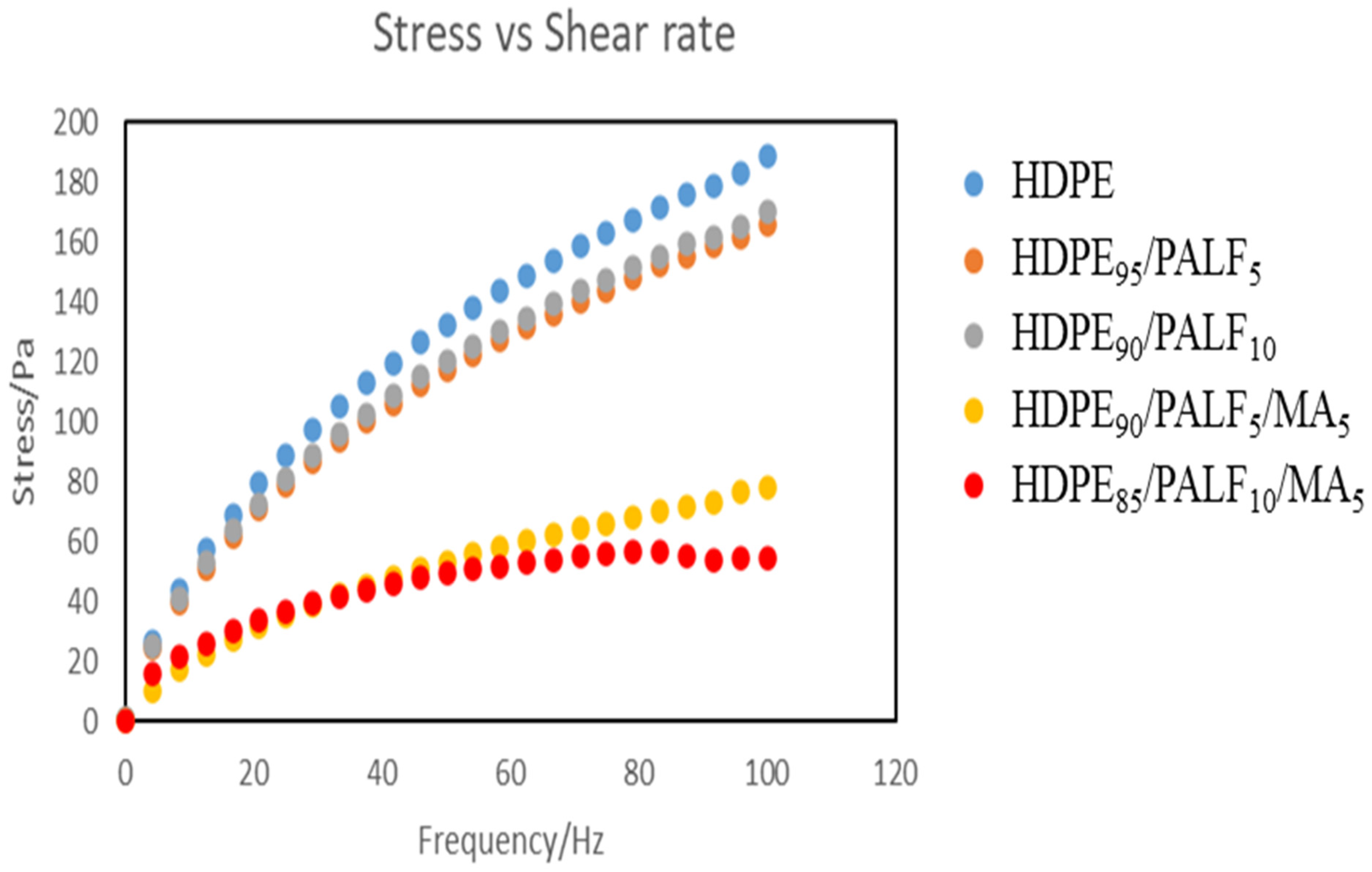
3.5. Rheological Properties of Changes in Complex Viscosity, Dynamic Moduli, Loss Factor, and Shear Stress of Melt Composites
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mahmood, H.; Moniruzzaman, M.; Yusup, S.; Welton, T. Ionic liquids assisted processing of renewable resources for the fabrication of biodegradable composite materials. Green Chem. 2017, 19, 2051–2075. [Google Scholar] [CrossRef]
- Kumar, A.; Mishra, R.K.; Verma, K.; Aldosari, S.M.; Maity, C.K.; Verma, S.; Patel, R.; Thakur, V.K. A comprehensive review of various biopolymer composites and their applications: From biocompatibility to self-healing. Mater. Today Energy 2023, 23, 100431. [Google Scholar] [CrossRef]
- Karimah, A.; Ridho, M.R.; Munawar, S.S.; Ismadi; Amin, Y.; Damayanti, R.; Lubis, M.A.R.; Wulandari, A.P.; Nurindah; Iswanto, A.H.; et al. A comprehensive review on natural fibers: Technological and socio-economical aspects. Polymers 2021, 13, 4280. [Google Scholar] [CrossRef] [PubMed]
- Silva, G.; Kim, S.; Aguilar, R.; Nakamatsu, J. Natural fibers as reinforcement additives for geopolymers–A review of potential eco-friendly applications to the construction industry. Sustain. Mater. Technol. 2020, 23, e00132. [Google Scholar] [CrossRef]
- Rajak, D.K.; Wagh, P.H.; Linul, E. Manufacturing technologies of carbon/glass fiber-reinforced polymer composites and their properties: A review. Polymers 2021, 13, 3721. [Google Scholar] [CrossRef] [PubMed]
- Alhijazi, M.; Zeeshan, Q.; Qin, Z.; Safaei, B.; Asmael, M. Finite element analysis of natural fibers composites: A review. Nanotechnol. Rev. 2020, 9, 853–875. [Google Scholar] [CrossRef]
- Prasad, V.; Alliyankal Vijayakumar, A.; Jose, T.; George, S.C. A comprehensive review of sustainability in natural-fiber-reinforced polymers. Sustainability 2024, 16, 1223. [Google Scholar] [CrossRef]
- Idicula, M.; Malhotra, S.K.; Joseph, K.; Thomas, S. Dynamic mechanical analysis of randomly oriented intimately mixed short banana/sisal hybrid fibre reinforced polyester composites. Compos. Sci. Technol. 2005, 65, 1077–1087. [Google Scholar] [CrossRef]
- Treenate, P.; Limphitakphong, N.; Chavalparit, O. A complete life cycle assessment of high-density polyethylene plastic bottle. IOP Conf. Ser. Mater. Sci. Eng. 2017, 222, 012010. [Google Scholar] [CrossRef]
- Ali, M.M.; Hashim, N.; Bejo, S.K.; Jahari, M.; Shahabudin, N.A. Innovative non-destructive technologies for quality monitoring of pineapples: Recent advances and applications. Trends Food Sci. Technol. 2023, 133, 176–188. [Google Scholar]
- Omuse, E.R.; Tonnang, H.E.; Yusuf, A.A.; Machekano, H.; Egonyu, J.P.; Kimathi, E.; Mohamed, S.F.; Kassie, M.; Subramanian, S.; Onditi, J.; et al. The global atlas of edible insects: Analysis of diversity and commonality contributing to food systems and sustainability. Sci. Rep. 2024, 14, 5045. [Google Scholar] [CrossRef]
- Akbar, A.; Gnanamoorthy, R. Characterization of Treated and Untreated Pineapple Leaf Fiber for Engineering Applications. Mater. Circ. Econ. 2024, 6, 18. [Google Scholar] [CrossRef]
- Baigh, T.A.; Nanzeeba, F. Integration and Mechanical Characterization of PALF and Jute Fibre in Epoxy Polymer to Fabricate Structural Hybrid Biocomposites. Ph.D. Thesis, Department of Mechanical and Production Engineering (MPE), Islamic University of Technology (IUT), Gazipur, Bangladesh, 2023. [Google Scholar]
- Suthenthiraveerappa, V.; Gopalan, V.; Pragasam, V.; Sampath, A.; Chinnaiyan, P.; Kalidas, V.K.; Pitchumani, S.V.; Kulendran, B.; Gopal, R. Tensile properties of basalt/jute fiber reinforced epoxy composite. Cogent Eng. 2024, 11, 2348083. [Google Scholar] [CrossRef]
- Akter, M.; Uddin, M.H.; Anik, H.R. Plant fiber-reinforced polymer composites: A review on modification, fabrication, properties, and applications. Polym. Bull. 2024, 81, 1–85. [Google Scholar] [CrossRef]
- Gilani, I.E.; Sayadi, S.; Zouari, N.; Al-Ghouti, M.A. Plastic waste impact and biotechnology: Exploring polymer degradation, microbial role, and sustainable development implications. Bioresour. Technol. 2023, 24, 101606. [Google Scholar] [CrossRef]
- Balasubramanian, V.K.; Chellapandi, R.; Balakrishnan, M.; Murugan, K.; Kennedy, J.P.; Murugan, S.; Khumalo, M.V.; Sarangi, P.K.; Chou, J.Y.; Muthuramalingam, J.B. Biosynthesis of bioplastic polyhydroxybutyrate (PHB) from microbes isolated from paddy/sugarcane fields and fabrication of biodegradable thin film. Process Saf. Environ. Prot. 2024, 187, 1178–1188. [Google Scholar] [CrossRef]
- Kokkılıç, O.; Mohammadi-Jam, S.; Chu, P.; Marion, C.; Yang, Y.; Waters, K.E. Separation of plastic wastes using froth flotation–an overview. Adv. Colloid Interface Sci. 2022, 308, 102769. [Google Scholar] [CrossRef]
- Shuvescha, D.; Parvin, R.; Rafiquzzaman, M.D. Fibre orientation effect on mechanical properties of coconut leaf midrib reinforced polymer composite. Eur. J. Adv. Eng. Technol. 2017, 4, 914–919. [Google Scholar]
- Ma, X.; Yu, J.; Kennedy, J.F. Studies on the properties of natural fibers-reinforced thermoplastic starch composites. Carbohydr. Polym. 2005, 62, 19–24. [Google Scholar] [CrossRef]
- Lee, B.H.; Kim, H.J.; Yu, W.R. Fabrication of long and discontinuous natural fiber reinforced polypropylene biocomposites and their mechanical properties. Fibers Polym. 2009, 10, 83–90. [Google Scholar] [CrossRef]
- Rozman, H.D.; Tay, G.S.; Kumar, R.N.; Abubakar, A.; Ismail, H.; Ishak, Z.M. Polypropylene hybrid composites: A preliminary study on the use of glass and coconut fiber as reinforcements in polypropylene composites. Polym.-Plast. Technol. Eng. 1999, 38, 997–1011. [Google Scholar] [CrossRef]
- Fernandes, E.M.; Mano, J.F.; Reis, R.L. Hybrid cork–polymer composites containing sisal fibre: Morphology, effect of the fibre treatment on the mechanical properties and tensile failure prediction. Compos. Struct. 2013, 105, 153–162. [Google Scholar] [CrossRef]
- Khoathane, M.C.; Vorster, O.C.; Sadiku, E.R. Hemp fiber-reinforced 1-pentene/polypropylene copolymer: The effect of fiber loading on the mechanical and thermal characteristics of the composites. J. Reinf. Plast. Compos. 2008, 27, 1533–1544. [Google Scholar] [CrossRef]
- Eze, I.O.; Igwe, I.O.; Ogbobe, O.; Anyanwu, E.E.; Nwachukwu, I. Mechanical properties of pineapple leaf powder filled high density polyethylene. Int. J. Eng. Technol. 2016, 9, 13–19. [Google Scholar] [CrossRef]
- Igwe, I.E. Comparison of Some Mechanical Properties of Injection and Extrusion Moulded Pineapple Leaf Powder Filled High Density Polyethylene. Eur. J. Adv. Eng. Technol. 2018, 5, 236–243. [Google Scholar]
- Aji, I.S.; Zainudin, E.S.; Abdan, K.; Sapuan, S.M.; Khairul, M.D. Mechanical properties and water absorption behavior of hybridized kenaf/pineapple leaf fibre-reinforced high-density polyethylene composite. J. Compos. Mater. 2013, 47, 979–990. [Google Scholar] [CrossRef]
- Aji, I.S.; Zainudin, E.S.; Khalina, A.; Sapuan, S.M.; Khairul, M.D. Thermal property determination of hybridized kenaf/PALF reinforced HDPE composite by thermogravimetric analysis. J. Therm. Anal. Calorim. 2012, 109, 893–900. [Google Scholar] [CrossRef]
- Salleh, F.M.; Hassan, A.; Yahya, R.; Lafia-Araga, R.A.; Azzahari, A.D.; Nazir, M.N. Improvement in the mechanical performance and interfacial behavior of kenaf fiber reinforced high density polyethylene composites by the addition of maleic anhydride grafted high density polyethylene. J. Polym. Res. 2014, 21, 439. [Google Scholar] [CrossRef]
- Naik, J.B.; Mishra, S. The compatibilizing effect of maleic anhydride on swelling properties of plant-fiber-reinforced polystyrene composites. Polym.-Plast. Technol. Eng. 2006, 45, 923–927. [Google Scholar] [CrossRef]
- Vallejos, M.E.; Aguado, R.J.; Morcillo-Martín, R.; Méndez, J.A.; Vilaseca, F.; Tarres, Q.; Mutje, P. Behavior of the Flexural Strength of Hemp/Polypropylene Composites: Evaluation of the Intrinsic Flexural Strength of Untreated Hemp Strands. Polymers 2023, 15, 371. [Google Scholar] [CrossRef]
- Letwaba, J.; Makwakwa, D.; Muniyasamy, S.; Motloung, M.; Moropeng, L. Melt extruded polylactic acid (PLA)/algae bio-composites: Effect of grafting level and filler loading on thermal and mechanical properties. J. Appl. Polym. Sci. 2023, 140, 54669. [Google Scholar] [CrossRef]
- Pastrnak, A.; Henriquez, A.; La Saponara, V. Parametric study for tensile properties of molded high—density polyethylene for applications in additive manufacturing and sustainable designs. J. Appl. Polym. Sci. 2020, 137, 49283. [Google Scholar] [CrossRef]
- Jayamani, E.; Loong, T.G.; Bakri, M.K. Comparative study of Fourier transform infrared spectroscopy (FTIR) analysis of natural fibres treated with chemical, physical and biological methods. Polym. Bull. 2020, 77, 1605–1629. [Google Scholar] [CrossRef]
- Dalmis, R. Description of a new cellulosic natural fiber extracted from Helianthus tuberosus L. as a composite reinforcement material. Physiol. Plant. 2023, 175, e13960. [Google Scholar] [CrossRef]
- Amirulhakim, H.; Juwono, A.L.; Roseno, S. Isolation and characterization of cellulose nanofiber from subang pineapple leaf fiber waste produced using ultrafine grinding method. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1098, 062067. [Google Scholar] [CrossRef]
- Charles, J. Qualitative analysis of high-density polyethylene using FTIR spectroscopy. Asian J. Chem. 2009, 21, 4477. [Google Scholar]
- Shivasharana, C.T.; Kesti, S.S. Physical and chemical characterization of low-density polyethylene and high density polyethylene. J. Adv. Sci. Res. 2019, 10, 30–34. [Google Scholar]
- Zemzem, M.; Vinches, L.; HallE, S. Morphological investigation of maleic anhydride-grafted nitrile/nanoclay nanocomposites. Mater. Res. Express 2022, 9, 085302. [Google Scholar] [CrossRef]
- Sukwijit, C.; Seubsai, A.; Charoenchaitrakool, M.; Sudsakorn, K.; Niamnuy, C.; Roddecha, S.; Prapainainar, P. Production of PLA/cellulose derived from pineapple leaves as bio-degradable mulch film. Int. J. Biol. Macromol. 2024, 270, 132299. [Google Scholar] [CrossRef]
- Ravindran, L.; Sreekala, M.S.; Thomas, S. Novel processing parameters for the extraction of cellulose nanofibres (CNF) from environmentally benign pineapple leaf fibres (PALF): Structure-property relationships. Int. J. Biol. Macromol. 2019, 131, 858–870. [Google Scholar] [CrossRef]
- Chang, Y.L.; Sharma, S.U.; Shiu, J.P.; Lee, J.T. Xylitol-Maleic Anhydride as Small-Molecule Binders for Silicon Anodes in Lithium-Ion Batteries. J. Electrochem. Soc. 2021, 168, 100533. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, R.K. Pyrolysis kinetics of waste high-density polyethylene using thermogravimetric analysis. Int. J. ChemTech Res. 2014, 6, 131–137. [Google Scholar]
- Pollanen, M.; Suvanto, M.; Pakkanen, T.T. Cellulose reinforced high density polyethylene composites—Morphology, mechanical and thermal expansion properties. Compos. Sci. Technol. 2013, 76, 21–28. [Google Scholar] [CrossRef]
- George, J.; Bhagawan, S.S.; Thomas, S. Effects of environment on the properties of low-density polyethylene composites reinforced with pineapple-leaf fibre. Compos. Sci. Technol. 1998, 58, 1471–1485. [Google Scholar] [CrossRef]
- Sucinda, E.F.; Majid, M.A.; Ridzuan, M.J.; Cheng, E.M.; Alshahrani, H.A.; Mamat, N. Development and characterisation of packaging film from Napier cellulose nanowhisker reinforced polylactic acid (PLA) bionanocomposites. Int. J. Biol. Macromol. 2021, 187, 43–53. [Google Scholar] [CrossRef]
- Scheirs, J.; Camino, G.; Tumiatti, W. Overview of water evolution during the thermal degradation of cellulose. Eur. Polym. J. 2001, 37, 933–942. [Google Scholar] [CrossRef]
- Samiotaki, C.; Tarani, E.; Karavasili, D.; Zamboulis, A.; Chrissafis, K.; Bikiaris, D.N. Structural Characteristics and Improved Thermal Stability of HDPE/Calcium Pimelate Nanocomposites. Macromol 2024, 4, 42–57. [Google Scholar] [CrossRef]
- Aji, I.S.; Zainudin, E.S.; Sapuan, S.M.; Khalina, A.; Khairul, M.D. Study of hybridized kenaf/palf-reinforced HDPE composites by dynamic mechanical analysis. Polym.-Plast. Technol. Eng. 2012, 51, 146–153. [Google Scholar] [CrossRef]
- Rahman, H.; Rana, S.; Das, A.; Alagirusamy, R. Physically processed waste pineapple leaf fibre for high performance composite with polypropylene. Cellulose 2024, 31, 2881–2901. [Google Scholar] [CrossRef]
- Savini, G.; Orefice, R.L. Comparative study of HDPE composites reinforced with microtalc and nanotalcs: High performance filler for improving ductility at low concentration levels. J. Mater. Res. Technol. 2020, 9, 16387–16398. [Google Scholar] [CrossRef]
- Rana, A.K.; Mandal, A.; Mitra, B.C.; Jacobson, R.; Rowell, R.; Banerjee, A.N. Short jute fiber-reinforced polypropylene composites: Effect of compatibilizer. J. Appl. Polym. Sci. 1998, 69, 329–338. [Google Scholar] [CrossRef]
- Sanadi, A.R.; Young, R.A.; Clemons, C.; Rowell, R.M. Recycled newspaper fibers as reinforcing fillers in thermoplastics: Part I-Analysis of tensile and impact properties in polypropylene. J. Reinf. Plast. Compos. 1994, 13, 54–67. [Google Scholar] [CrossRef]
- Van de Weyenberg, I.; Ivens, J.; De Coster, A.; Kino, B.; Baetens, E.; Vepoes, I. Characterization filled polyester composites. Compos. Sci. Technol. 2003, 63, 1241–1272. [Google Scholar] [CrossRef]
- Sreekala, M.S.; Kumaran, M.G.; Joseph, S.; Jacob, M.; Thomas, S. Oil palm fibre reinforced phenol formaldehyde composites: Influence of fibre surface modifications on the mechanical performance. Appl. Compos. Mater. 2000, 7, 295–329. [Google Scholar] [CrossRef]
- Sayeed, M.A.; Sayem, A.S.; Haider, J.; Akter, S.; Habib, M.M.; Rahman, H.; Shahinur, S. Assessing mechanical properties of jute, kenaf, and pineapple leaf fiber-reinforced polypropylene composites: Experiment and modelling. Polymers 2023, 15, 830. [Google Scholar] [CrossRef]
- Venkatesh, R. Significance of TiO2 on the Mechanical Behavior of High-Density Polyethylene Nanocomposite Made with Pineapple Fiber. J. Inst. Eng. (India) Ser. D 2024, 13, 1–5. [Google Scholar] [CrossRef]
- Keener, T.J.; Stuart, R.K. TK Brown M aleated Coupling A gent s for Natural Fiber composites. Compos. Part A Appl. Sci. Manuf. 2004, 35, 359–362. [Google Scholar] [CrossRef]
- Mohanty, S. Surface treatments of fibres and their effects. J. Reinf. Plast. Compos. 2004, 23, 625–645. [Google Scholar] [CrossRef]
- Hwang, S.; Han, Y.; Gardner, D.J. Morphological characteristics of spray dried cellulose nanofibers produced using various wood pulp feedstocks and their effects on polypropylene composite properties. Compos. Part B Eng. 2024, 268, 111093. [Google Scholar] [CrossRef]
- Danyadi, L.; Moczo, J.; Pukanszky, B. Effect of various surface modifications of wood flour on the properties of PP/wood composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 199–206. [Google Scholar] [CrossRef]
- Agbakoba, V.C.; Hlangothi, P.; Andrew, J.; John, M.J. Preparation of cellulose nanocrystal (CNCs) reinforced polylactic acid (PLA) bionanocomposites filaments using biobased additives for 3D printing applications. Nanoscale Adv. 2023, 5, 4447–4463. [Google Scholar] [CrossRef]
- Sofiah, A.G.; Pasupuleti, J.; Samykano, M.; Kadirgama, K.; Koh, S.P.; Tiong, S.K.; Pandey, A.K.; Yaw, C.T.; Natarajan, S.K. Harnessing nature’s ingenuity: A comprehensive exploration of nanocellulose from production to cutting-edge applications in engineering and sciences. Polymers 2023, 15, 3044. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | HDPE | PALF | MA |
|---|---|---|---|
| HDPE | 1000 g | - | - |
| HDPE95/PALF5 | 950 g | 50 g | - |
| HDPE90/PALF10 | 900 g | 100 g | - |
| HDPE90/PALF5/MA5 | 900 g | 50 g | 50 g |
| HDPE85/PALF10/MA5 | 850 g | 100 g | 50 g |
| Sample | Tonset (°C) | Tmax (°C) |
|---|---|---|
| PALF | 60.62 ± 0.19 | 292.06 ± 0.33 336.60 ± 0.2 |
| MA | 62.83 ± 0.17 | 150.49 ± 0.48 |
| HDPE | 140.70± 0.20 | 495.75 ± 0.26 |
| HDPE95/PALF5 | 149.35 ± 0.13 | 496.53 ± 0.19 |
| HDPE90/PALF10 | 140.24 ± 0.07 | 496.43 ± 0.62 |
| HDPE90/PALF5/MA5 | 147.51 ± 0.21 | 496.27 ± 0.53 |
| HDPE85/PALF10/MA5 | 164.79 ± 0.27 | 496.47 ± 0.47 |
| Scheme | TCC (°C) | Tm (°C) | ΔHm (J/g) | Xc (%) |
|---|---|---|---|---|
| HDPE | 111.87 ± 0.34 | 144.81 ± 0.25 | 146.22 ± 0.17 | 10.10 ± 0.34 |
| HDPE95/PALF5 | 110.69 ± 0.37 | 142.15 ± 0.16 | 145.11 ± 0.38 | 10.61 ± 0.15 |
| HDPE90/PALF10 | 110.42 ± 0.41 | 146.30 ± 0.22 | 146.51 ± 0.17 | 11.64 ± 0.16 |
| HDPE90/PALF5/MA5 | 113.45 ± 0.11 | 141.33 ± 1.02 | 130.57 ± 0.11 | 10.23 ± 0.16 |
| HDPE85/PALF10/MA5 | 112.53 ± 0.29 | 142.45 ± 0.71 | 148.96 ± 0.40 | 10.38 ± 0.40 |
| HDPE:PALF:MA | Elongation at Yield (%) | Yield Strength (MPa) | Young’s Modulus (MPa) |
|---|---|---|---|
| HDPE | 13.55 ± 0.16 | 22.55 ± 0.21 | 437.26 ± 0.17 |
| HDPE95/PALF5 | 12.59 ± 0.12 | 22.34 ± 0.17 | 440.40 ± 0.16 (0.7%) |
| HDPE90/PALF10 | 9.59 ± 0.32 | 21.19 ± 0.06 | 489.56 ± 0.23 (11.87%) |
| HDPE90/PALF5/MA5 | 11.57 ± 0.22 | 21.18 ± 0.09 | 510.70 ± 0.20 (16.63%) |
| HDPE85/PALF10/MA5 | 10.53 ± 0.21 | 19.33 ± 0.06 | 513.37 ± 0.07 (17.86%) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khumalo, M.V.; Sethupathi, M.; Skosana, S.J.; Muniyasamy, S. Melt-Extruded High-Density Polyethylene/Pineapple Leaf Waste Fiber Composites for Plastic Product Applications. Separations 2024, 11, 256. https://doi.org/10.3390/separations11090256
Khumalo MV, Sethupathi M, Skosana SJ, Muniyasamy S. Melt-Extruded High-Density Polyethylene/Pineapple Leaf Waste Fiber Composites for Plastic Product Applications. Separations. 2024; 11(9):256. https://doi.org/10.3390/separations11090256
Chicago/Turabian StyleKhumalo, Mandla Vincent, Murugan Sethupathi, Sifiso John Skosana, and Sudhakar Muniyasamy. 2024. "Melt-Extruded High-Density Polyethylene/Pineapple Leaf Waste Fiber Composites for Plastic Product Applications" Separations 11, no. 9: 256. https://doi.org/10.3390/separations11090256
APA StyleKhumalo, M. V., Sethupathi, M., Skosana, S. J., & Muniyasamy, S. (2024). Melt-Extruded High-Density Polyethylene/Pineapple Leaf Waste Fiber Composites for Plastic Product Applications. Separations, 11(9), 256. https://doi.org/10.3390/separations11090256