
Aluminum Removal from Rare Earth Chloride Solution through Regulated Hydrolysis via Electrochemical Method

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Reagents
2.2. Instrumentation
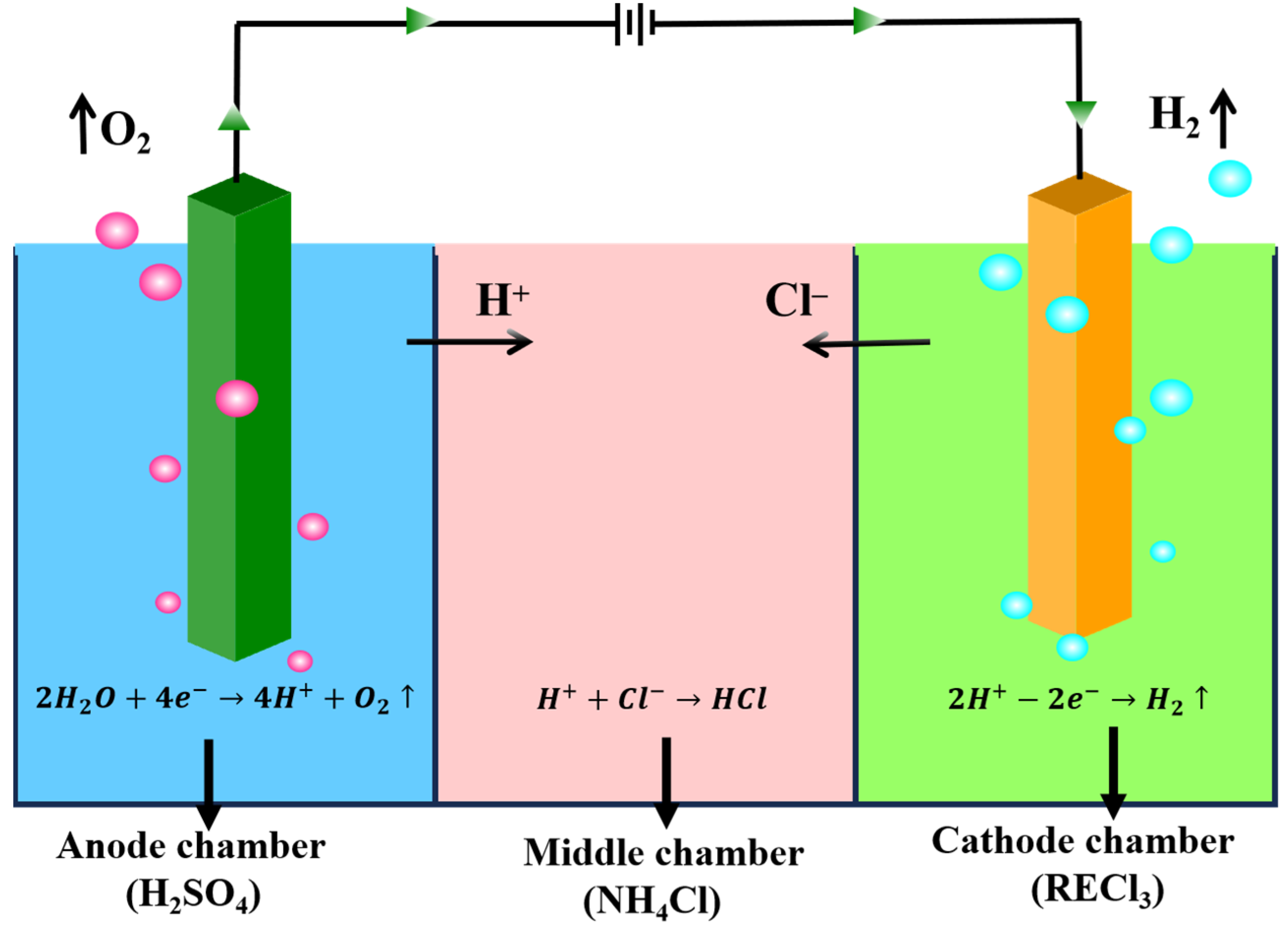
2.3. Procedure
3. Results and Discussion
3.1. Optimization
3.1.1. Effect of Temperature
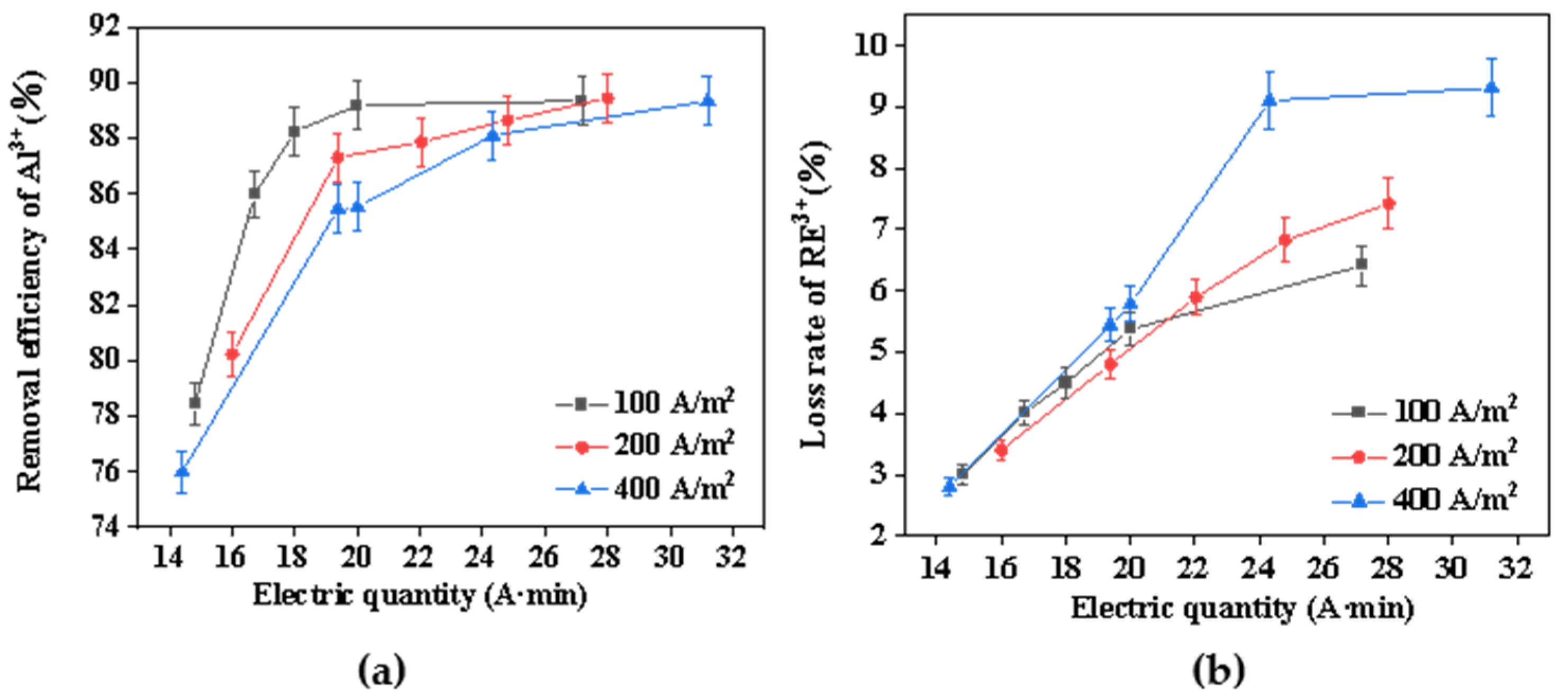
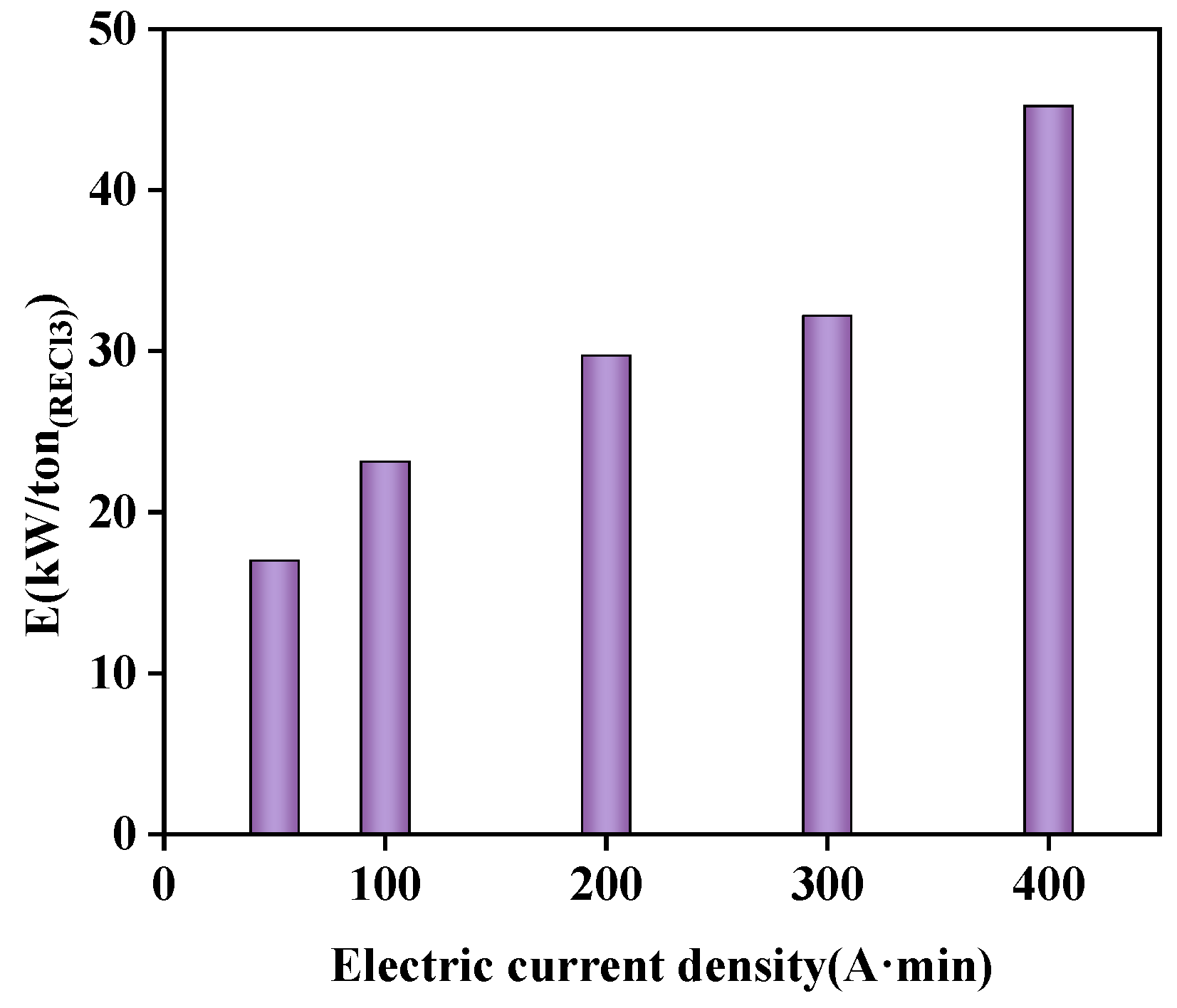
3.1.2. Effect of Current Density
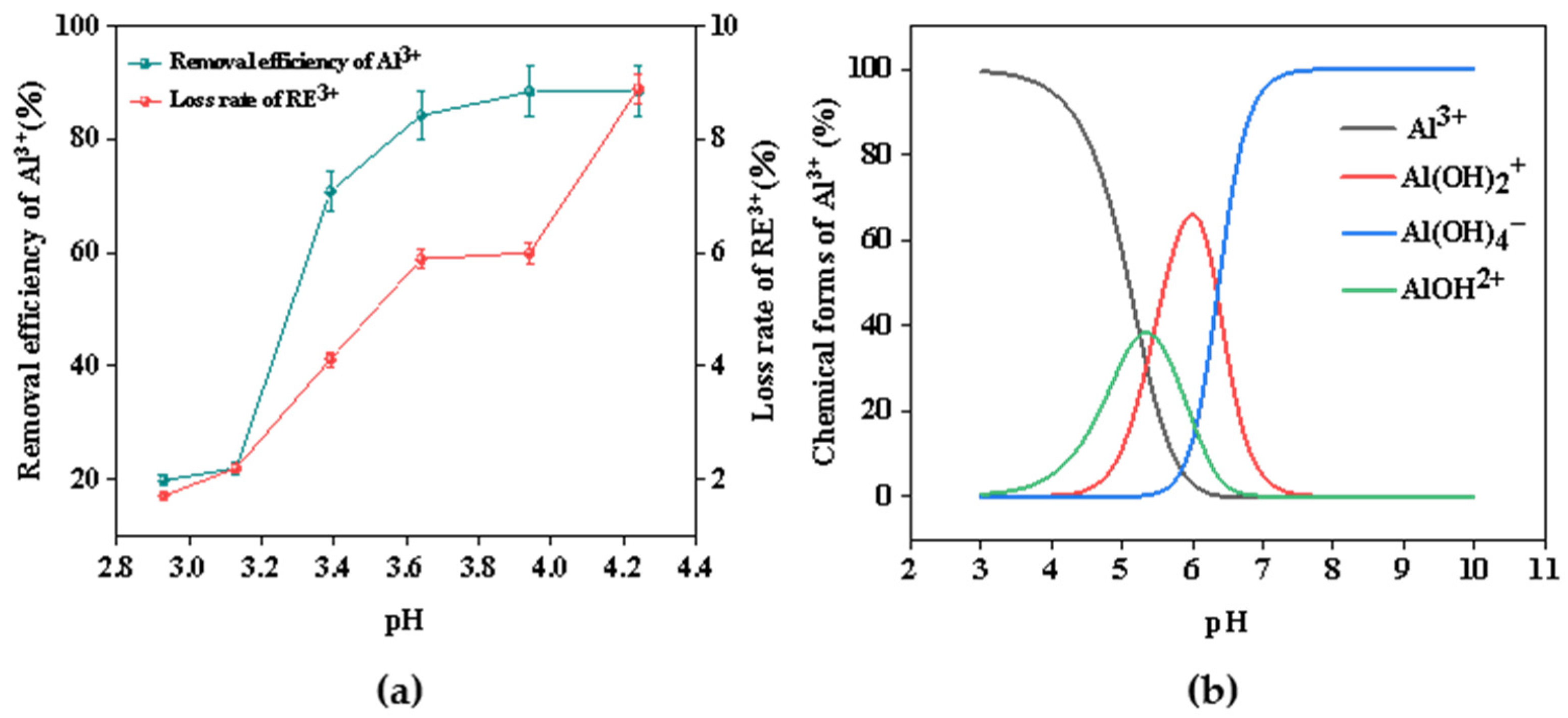
3.1.3. Effect of Final pH
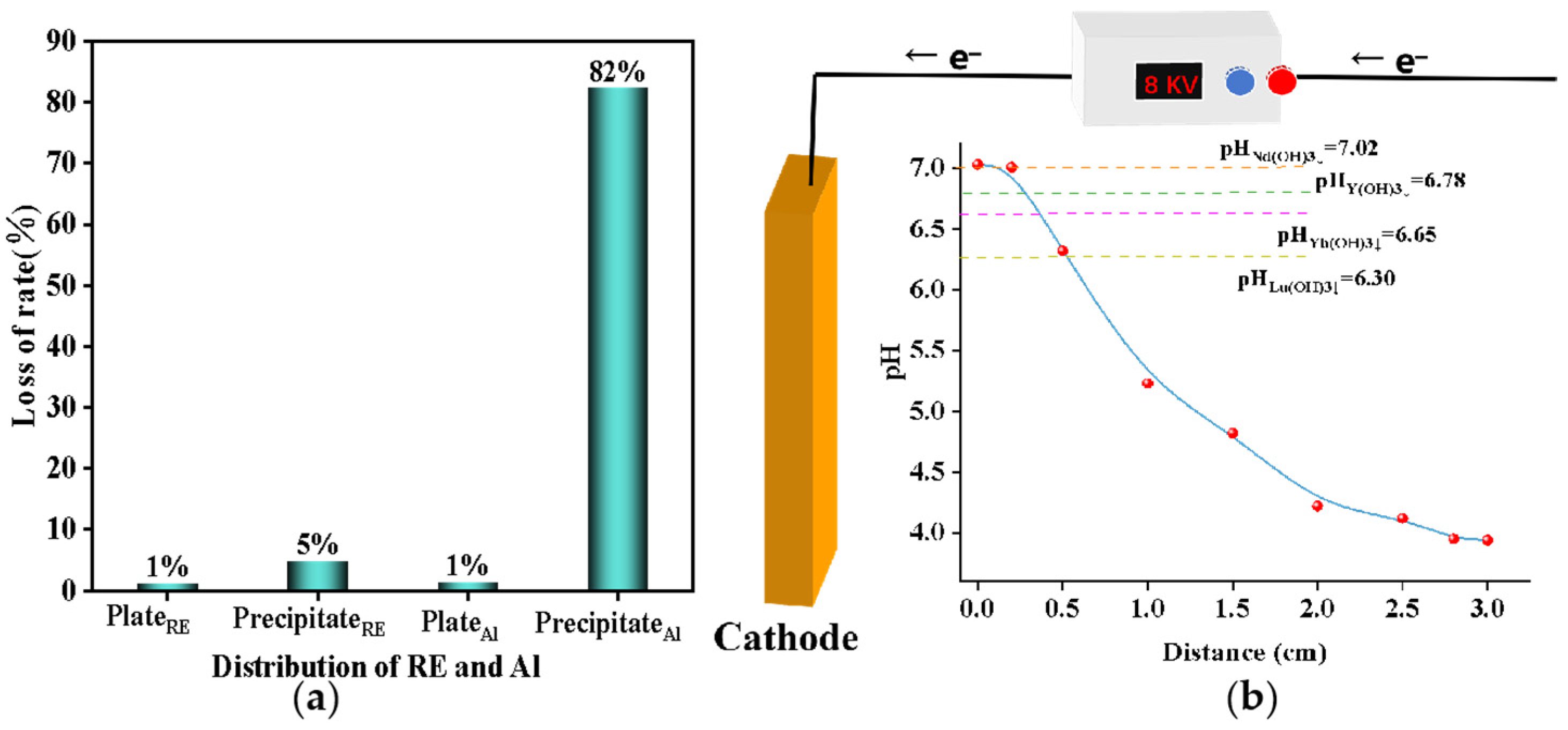
3.1.4. Distribution of RE and Al
3.2. Mechanism
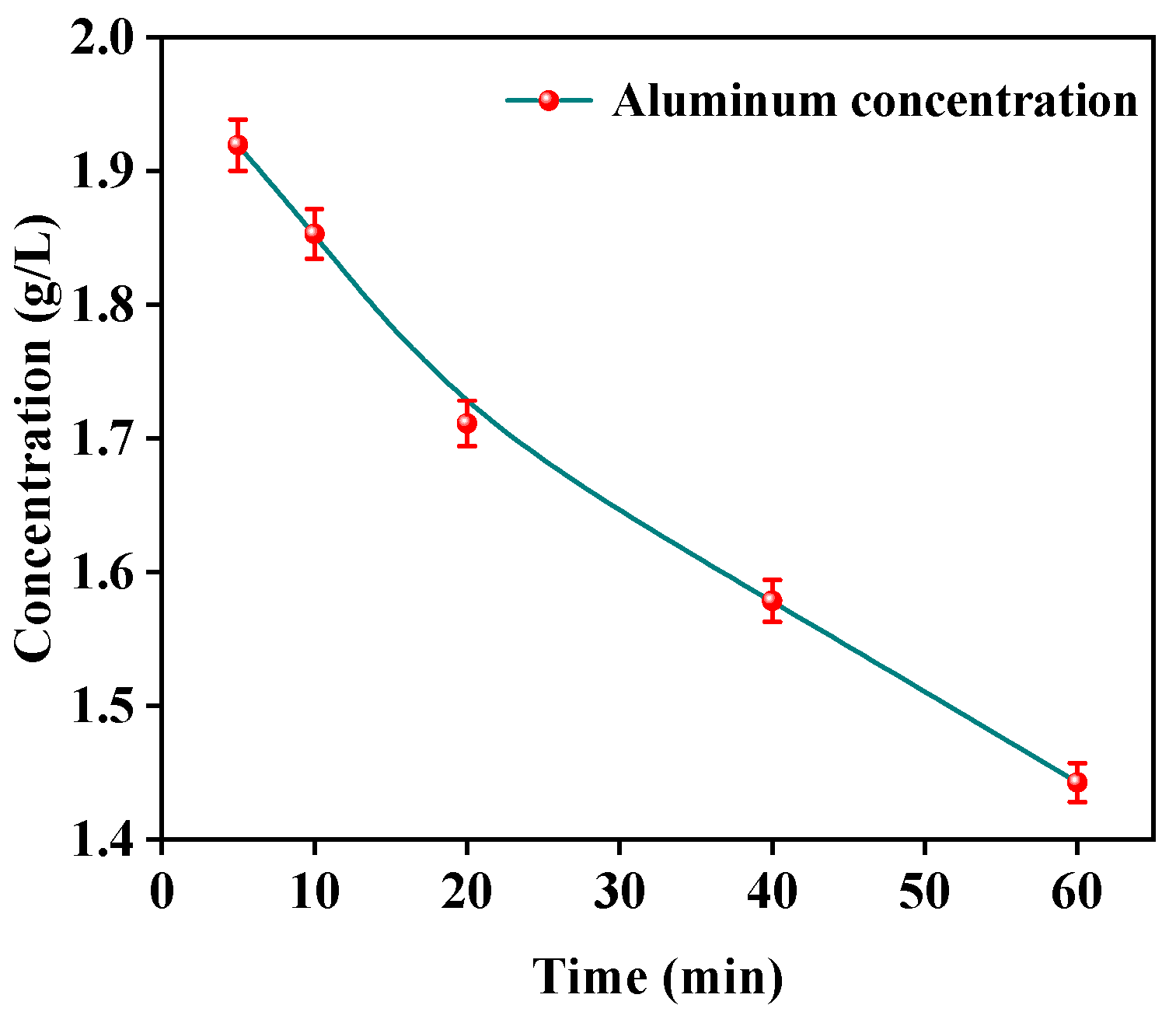
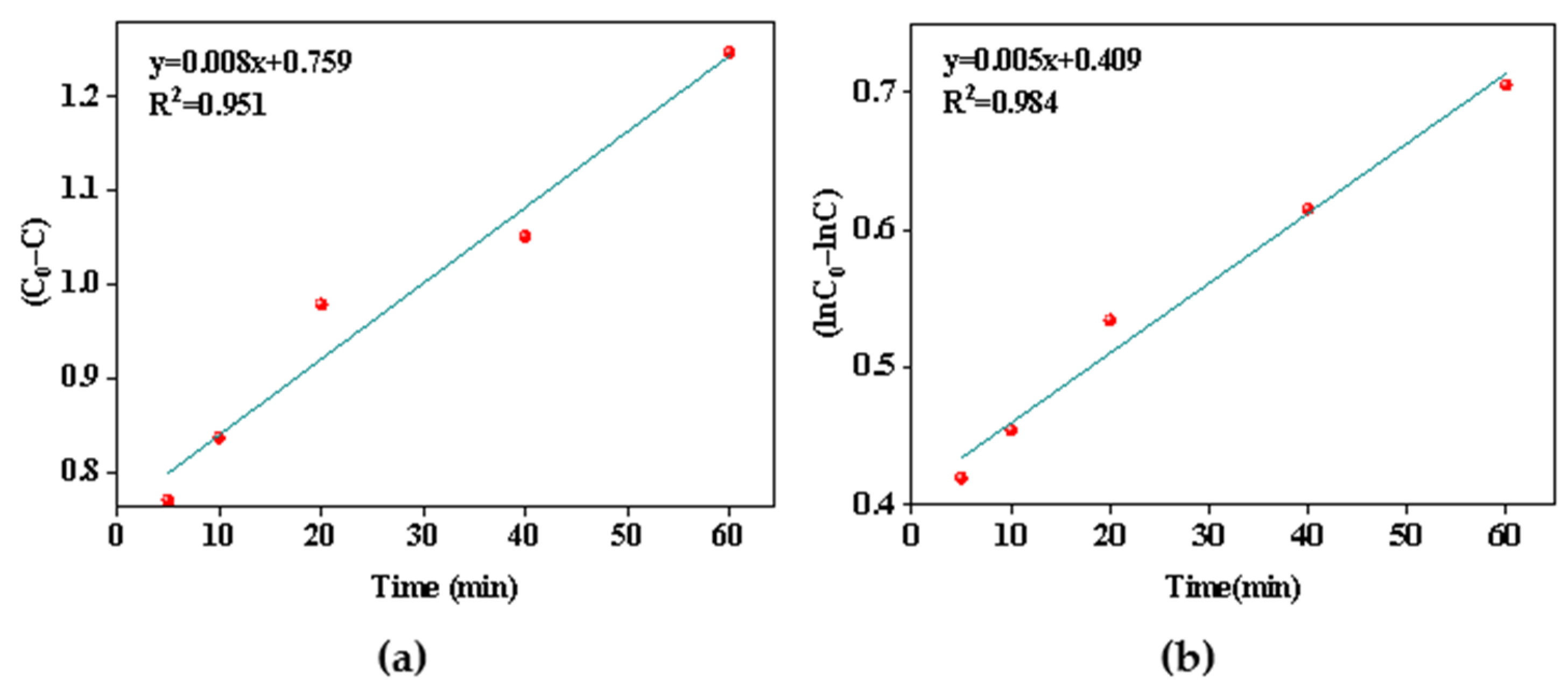
3.2.1. Precipitation Kinetics of Al3+
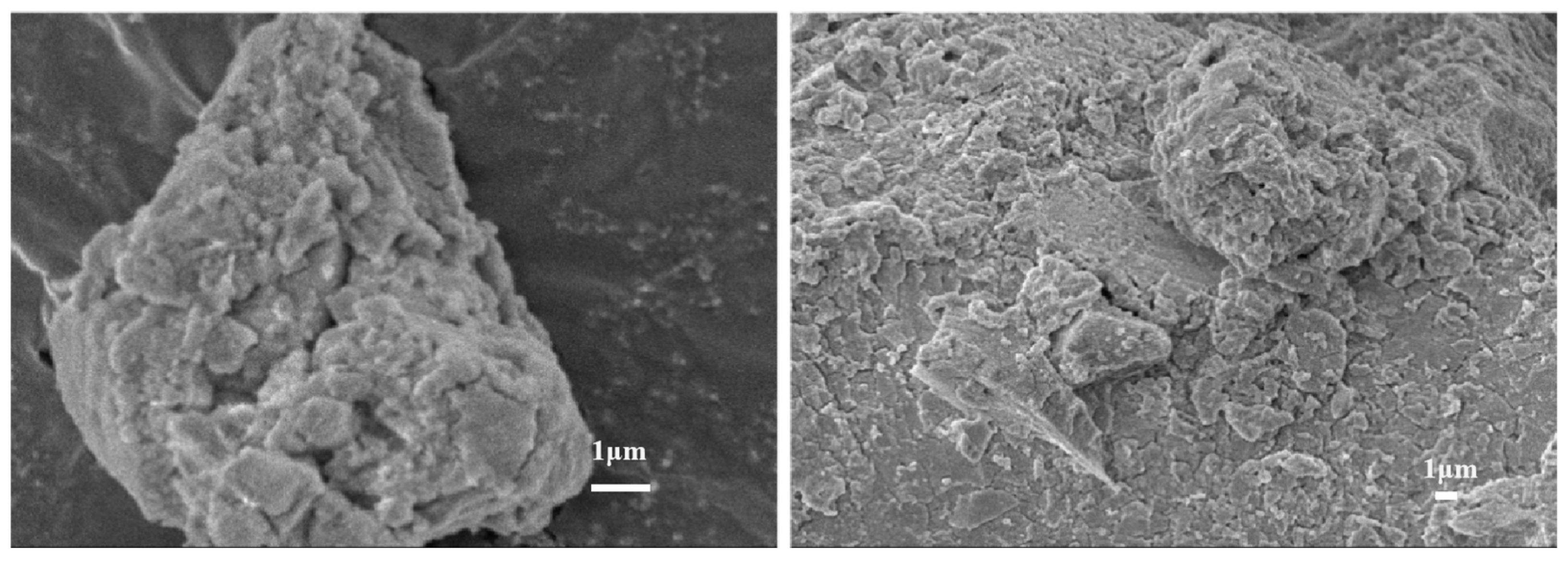
3.2.2. SEM Analysis
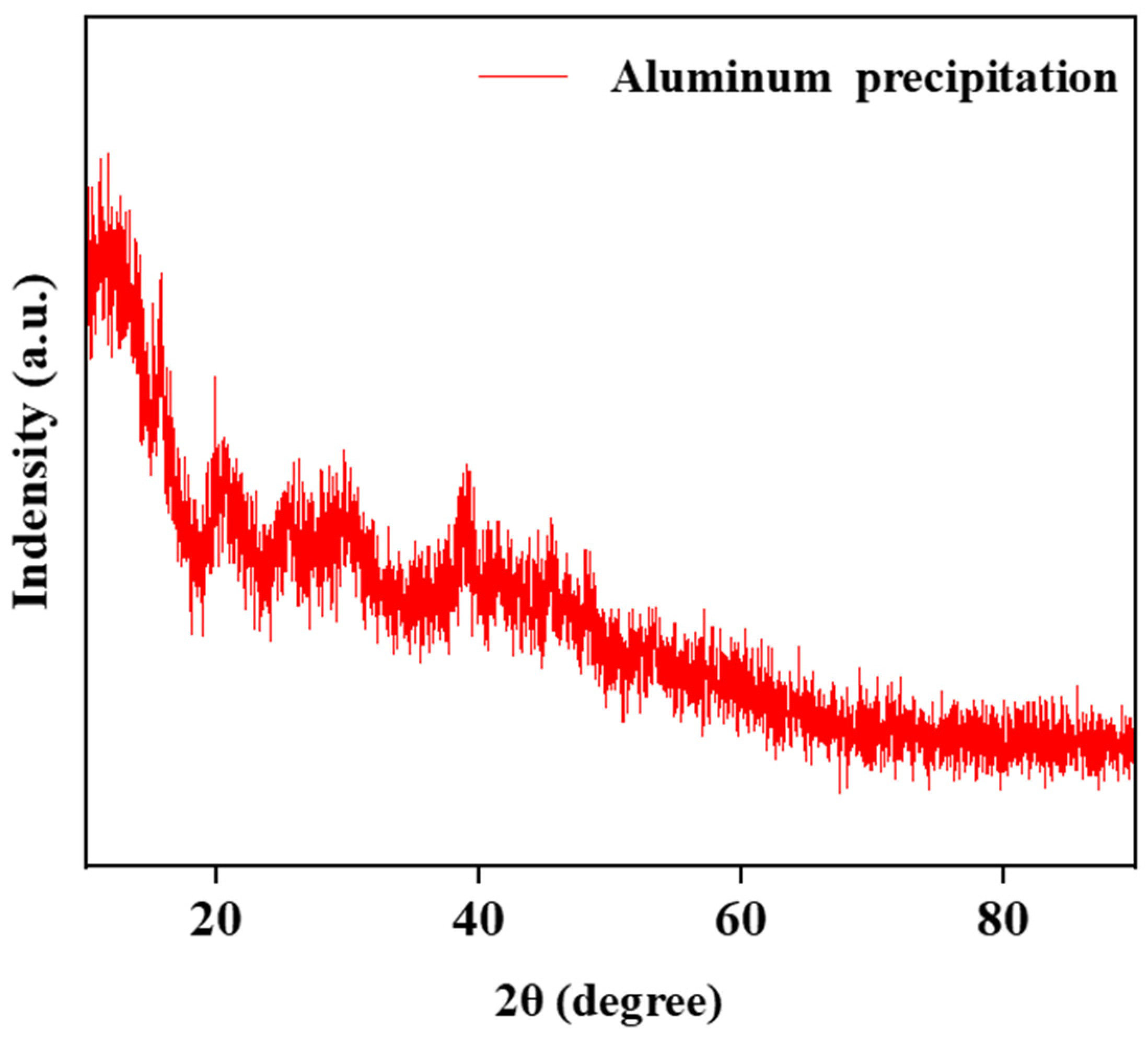
3.2.3. XRD Analysis
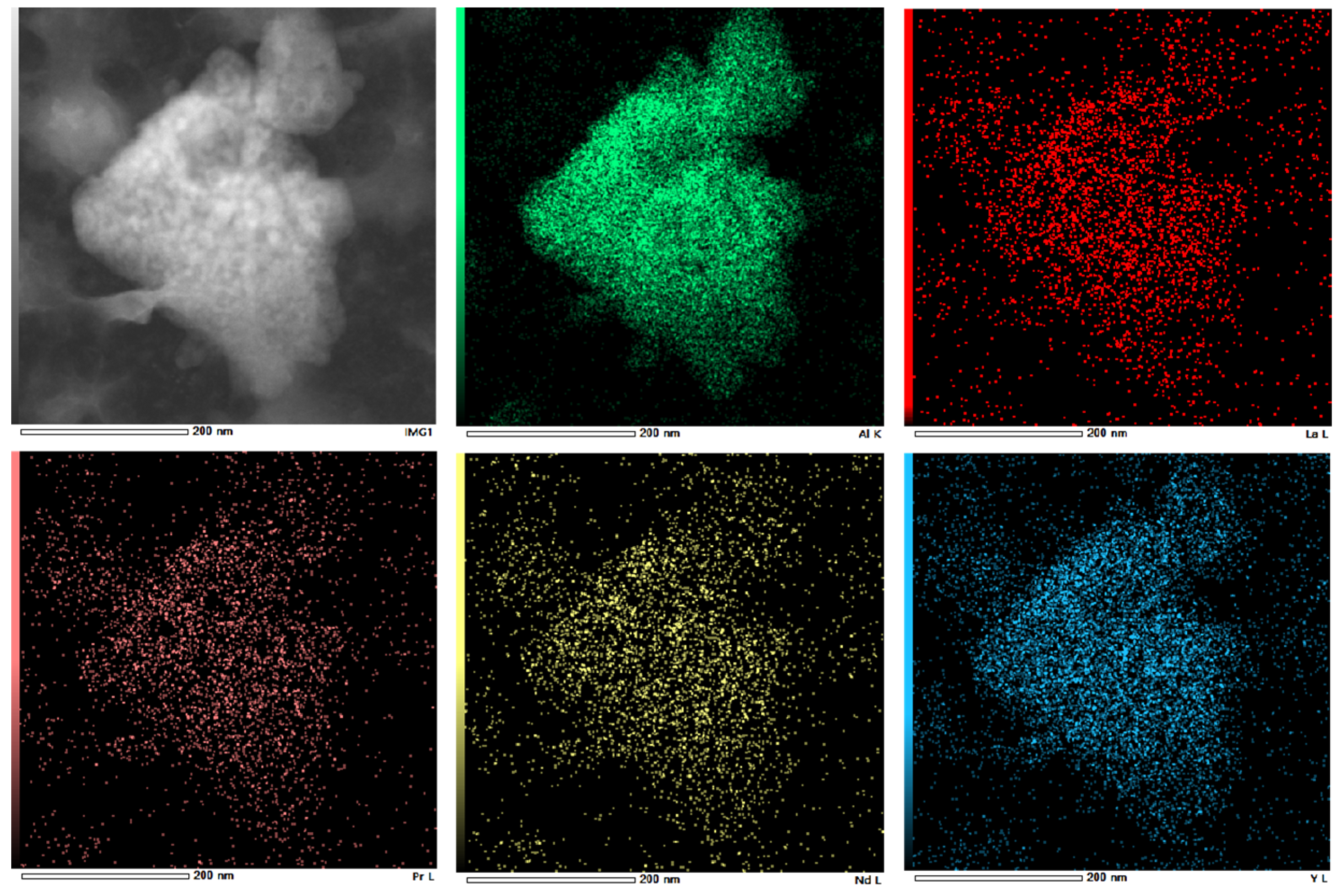
3.2.4. TEM Analysis
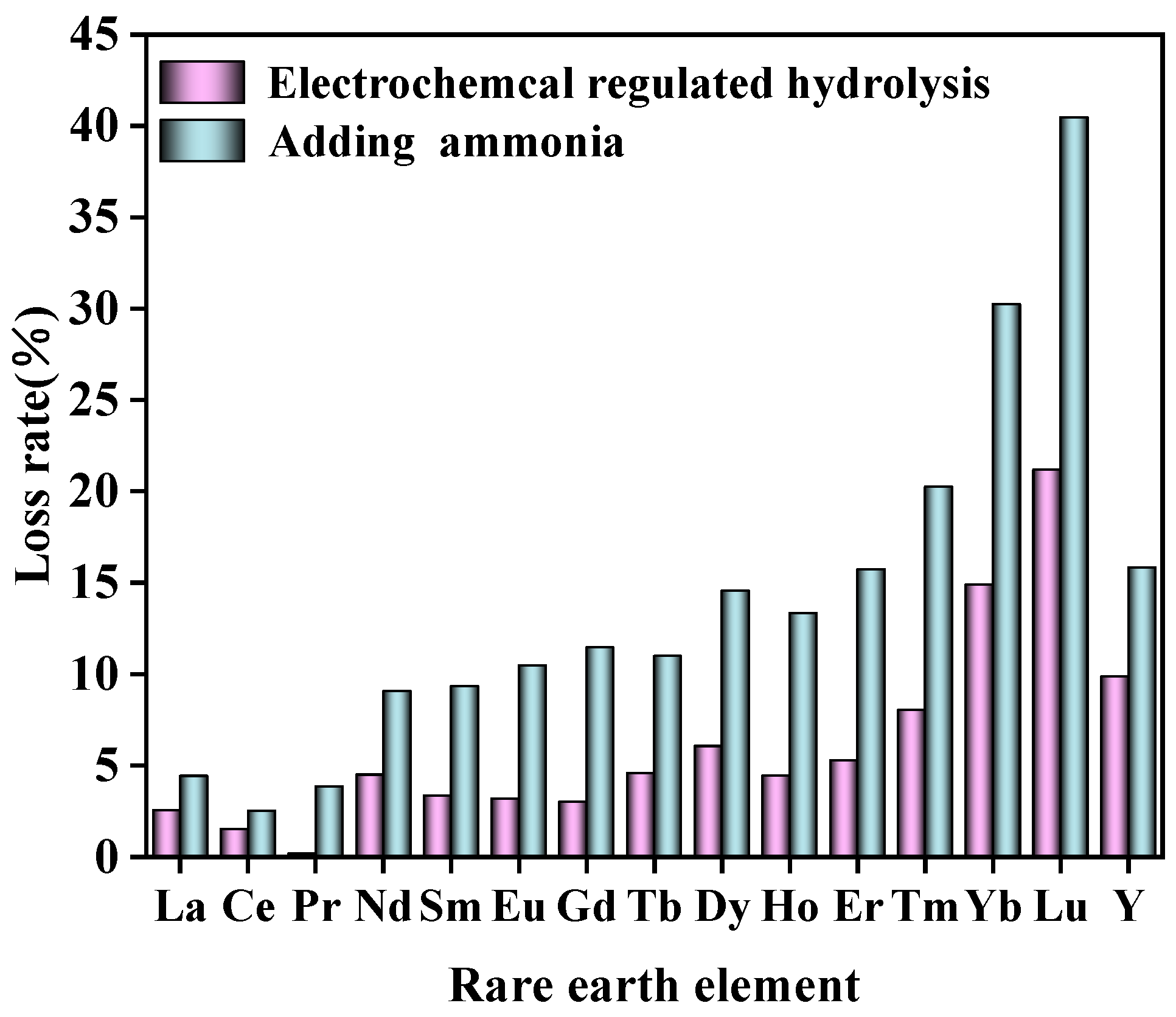
3.3. Comparison and Energy Consumption
3.4. Green Evaluation of the Proposed Methodology
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Traore, M.; Gong, A.; Wang, Y.; Qiu, L.; Bai, Y.; Zhao, W.; Liu, Y.; Chen, Y.; Liu, Y.; Wu, H. Research progress of rare earth separation methods and technologies. J. Rare Earths 2023, 41, 182–189. [Google Scholar] [CrossRef]
- Opare, E.O.; Struhs, E.; Mirkouei, A. A comparative state-of-technology review and future directions for rare earth element separation. Renew. Sustain. Energy Rev. 2021, 143, 110917. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Chen, J.; Kallem, P.; Banat, F.; Qiu, H. Recent advances in selective separation technologies of rare earth elements: A review. J. Environ. Chem. Eng. 2022, 10, 107104. [Google Scholar] [CrossRef]
- Rahman, M.H.; Rahaman, M.Z.; Chowdhury, E.H.; Motalab, M.; Hossain, A.A.; Roknuzzaman, M. Understanding the role of rare-earth metal doping on the electronic structure and optical characteristics of ZnO. Mol. Syst. Des. Eng. 2022, 7, 1516–1528. [Google Scholar] [CrossRef]
- Boskovic, C. Rare earth polyoxometalates. Acc. Chem. Res. 2017, 50, 2205–2214. [Google Scholar] [CrossRef] [PubMed]
- Lv, R.; Raab, M.; Wang, Y.; Tian, J.; Lin, J.; Prasad, P.N. Nanochemistry advancing photon conversion in rare-earth nanostructures for theranostics. Coord. Chem. Rev. 2022, 460, 214486. [Google Scholar] [CrossRef]
- He, Q.; Qiu, J.; Chen, J.; Zan, M.; Xiao, Y. Progress in green and efficient enrichment of rare earth from leaching liquor of ion adsorption type rare earth ores. J. Rare Earths 2022, 40, 353–364. [Google Scholar] [CrossRef]
- Xie, F.; Zhang, T.A.; Dreisinger, D.; Doyle, F. A critical review on solvent extraction of rare earths from aqueous solutions. Miner. Eng. 2014, 56, 10–28. [Google Scholar] [CrossRef]
- Judge, W.D.; Azimi, G. Recent progress in impurity removal during rare earth element processing: A review. Hydrometallurgy 2020, 196, 105435. [Google Scholar] [CrossRef]
- Wu, G.; Liao, W. Removal of aluminum from chloride leach solutions of rare earths using 3-((bis (2-ethylhexyloxy)) phosphoryl)-3-phenylpropanoic acid (PPPA). Hydrometallurgy 2022, 208, 105825. [Google Scholar] [CrossRef]
- Qiu, T.; Wu, H.; Fang, X.; Li, X. The current situation and trends of the technology for impurity removal of weathering crust ion-absorbed type rare earth ores. Xitu Chin. Rare Earths 2012, 33, 81–85. [Google Scholar]
- Zhang, W.; Xie, X.; Tong, X.; Du, Y.; Song, Q.; Feng, D. Study on the effect and mechanism of impurity aluminum on the solvent extraction of rare earth elements (Nd, Pr, La) by P204-P350 in chloride solution. Minerals 2021, 11, 61. [Google Scholar] [CrossRef]
- Wu, W.; Zhang, F.; Bian, X.; Xue, S.; Yin, S.; Zheng, Q. Effect of loaded organic phase containing mixtures of silicon and aluminum, single iron on extraction of lanthanum in saponification P507-HCl system. J. Rare Earths 2013, 31, 722–726. [Google Scholar] [CrossRef]
- Yang, X.; Qiu, T. Influence of aluminum ions distribution on the removal of aluminum from rare earth solutions using saponified naphthenic acid. Sep. Purif. Technol. 2017, 186, 290–296. [Google Scholar] [CrossRef]
- Zeng, Z.; Gao, Y.; Liu, C.; Sun, X. A novel functionalized ionic liquid [DOC4mim][DEHG] for impurity removal of aluminum in rare earth leaching solution. Sep. Purif. Technol. 2022, 296, 121388. [Google Scholar] [CrossRef]
- Yu, G.; Zeng, Z.; Gao, Y.; Ni, S.; Zhang, H.; Sun, X. Separation of aluminum from rare earth by solvent extraction with4-octyloxybenzoic acid. J. Rare Earths 2023, 41, 290–299. [Google Scholar] [CrossRef]
- Chi, R.; Zhou, Z.; Xu, Z.; Hu, Y.; Zhu, G.; Xu, S. Solution-chemistry analysis of ammonium bicarbonate consumption in rare-earth-element precipitation. Metall. Mater. Trans. B 2003, 34, 611–617. [Google Scholar] [CrossRef]
- Wang, J.; Huang, X.; Wang, L.; Wang, Q.; Yan, Y.; Zhao, N.; Cui, D.; Feng, Z. Kinetics study on the leaching of rare earth and aluminum from FCC catalyst waste slag using hydrochloric acid. Hydrometallurgy 2017, 171, 312–319. [Google Scholar] [CrossRef]
- Silva, R.G.; Morais, C.A.; Teixeira, L.V.; de Oliveira, É.D. Selective removal of impurities from rare earth sulphuric liquor using different reagents. Miner. Eng. 2018, 127, 238–246. [Google Scholar] [CrossRef]
- Silva, R.G.; Morais, C.A.; Oliveira, É.D. Selective precipitation of rare earth from non-purified and purified sulfate liquors using sodium sulfate and disodium hydrogen phosphate. Miner. Eng. 2019, 134, 402–416. [Google Scholar] [CrossRef]
- Tunsu, C.; Petranikova, M.; Ekberg, C.; Retegan, T. A hydrometallurgical process for the recovery of rare earth elements from fluorescent lamp waste fractions. Sep. Purif. Technol. 2016, 161, 172–186. [Google Scholar] [CrossRef]
- Wang, Y.; Li, J.; Gao, Y.; Yang, Y.; Gao, Y.; Xu, Z. Removal of aluminum from rare-earth leaching solutions via a complexation-precipitation process. Hydrometallurgy 2020, 191, 105220. [Google Scholar] [CrossRef]
- Falagán, C.; Yusta, I.; Sánchez-España, J.; Johnson, D.B. Biologically-induced precipitation of aluminum in synthetic acid mine water. Miner. Eng. 2017, 106, 79–85. [Google Scholar] [CrossRef]
- Ntuk, U.; Tait, S.; White, E.T.; Steel, K.M. The precipitation and solubility of aluminum hydroxyfluoride hydrate between 30 and 70 °C. Hydrometallurgy 2015, 155, 79–87. [Google Scholar] [CrossRef]
- Allahkarami, E.; Rezai, B. A literature review of cerium recovery from different aqueous solutions. J. Environ. Chem. Eng. 2021, 9, 104956. [Google Scholar] [CrossRef]
- Zeppenfeld, K. Electrochemical removal of calcium and magnesium ions from aqueous solutions. Desalination 2011, 277, 99–105. [Google Scholar] [CrossRef]
- Xie, D.; Li, J.; Zhang, H.; Zhu, Y.; Zhang, X.; Liu, K.; Xie, Y.; Qi, T.; Huang, Z. A novel electrochemical method for the removal of aluminum from ionic rare earth leachate. Sep. Purif. Technol. 2024, 345, 127296. [Google Scholar] [CrossRef]
- Miller, S.E.; Heath, G.R.; Gonzalez, R.D. Effects of temperature on the sorption of lanthanides by montmorillonite. Clays Clay Miner. 1982, 30, 111–122. [Google Scholar] [CrossRef]
- Miller, S.E.; Heath, G.R.; Gonzalez, R.D. Effect of pressure on the sorption of Yb by montmorillonite. Clays Clay Miner. 1983, 31, 17–21. [Google Scholar] [CrossRef]
- Lei, Y.; Zhan, Z.; Saakes, M.; Weijden, R.D.; Buisman, C.J. Electrochemical recovery of phosphorus from acidic cheese wastewater: Feasibility, quality of products, and comparison with chemical precipitation. ACS EST Water 2021, 1, 1002–1013. [Google Scholar] [CrossRef]
- Jin, H.; Yu, Y.; Zhang, L.; Yan, R.; Chen, X. Polarity reversal electrochemical process for water softening. Sep. Purif. Technol. 2019, 210, 943–949. [Google Scholar] [CrossRef]
- Wang, D.; Hu, Y. Solution Chemistry of Flotation; Hunan Science and Technology Press: Changsha, China, 1988; Volume 6, pp. 132–179. [Google Scholar]
- Zhou, H.; Xie, F.; He, K.; Zhang, Y.; Luo, X. Significantly enhance the removal of aluminum from yttrium rich rare earth lixivium by using decyl glucoside as precipitant. Miner. Eng. 2023, 195, 108044. [Google Scholar] [CrossRef]
- Du, X.; Wang, Y.; Su, X.; Li, J. Influences of pH value on the microstructure and phase transformation of aluminum hydroxide. Powder Technol. 2009, 192, 40–46. [Google Scholar] [CrossRef]
- Yang, Y.; Jiang, S.; Li, J.; Long, X. Analysis of the effect of pH on the crystal form of aluminum hydroxide. Inorg. Salt Ind. 2017, 49, 39–41. [Google Scholar]
- Zhang, N.; Li, F.; Hu, K.; Wang, Z.; Xue, H.; Fan, B.; Zhang, X.; Dong, H. Selective separation Al3+/Gd3+ by designed carboxylic acid-ionic liquid with low acid and alkali consumption. Sep. Purif. Technol. 2023, 318, 123853. [Google Scholar] [CrossRef]
- Hu, K.; Xing, L.; Nie, Y.; Li, X.; Dong, H.; Gao, H. Removal of aluminum to obtain high purity gadolinium with pyridinium-based ionic liquids. Hydrometallurgy 2022, 213, 105930. [Google Scholar] [CrossRef]
- Gallart-Mateu, D.; Gallardo, A.; Garrigues, S.; Guardia, M. A green methodology for the determination of cocaine in camouflaged samples. Anal. Methods 2023, 15, 1969–1978. [Google Scholar] [CrossRef] [PubMed]
- Anastas, P.; Eghbali, N. Green chemistry: Principles and practice. Chem. Soc. Rev. 2010, 39, 301–312. [Google Scholar] [CrossRef] [PubMed]
- Płotka-Wasylka, J. A new tool for the evaluation of the analytical procedure: Green Analytical Procedure Index. Talanta 2018, 181, 204–209. [Google Scholar] [CrossRef]
- Wojnowski, W.; Tobiszewski, M.; Pena-Pereira, F.; Psillakis, E. AGREEprep—Analytical greenness metric for sample preparation. TrAC Trends Anal. Chem. 2022, 149, 116553. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Concentrations |
|---|---|
| La | 22.76 |
| Ce | 3.07 |
| Pr | 6.69 |
| Nd | 24.13 |
| Sm | 6.15 |
| Eu | 0.67 |
| Gd | 6.08 |
| Tb | 1.21 |
| Dy | 6.79 |
| Ho | 1.36 |
| Er | 4.10 |
| Tm | 0.63 |
| Yb | 4.24 |
| Lu | 0.52 |
| Y | 32.70 |
| Al | 4.38 |
| Elements | Concentrations |
|---|---|
| La | 46.16 |
| Ce | 4.06 |
| Pr | 11.80 |
| Nd | 44.34 |
| Sm | 9.67 |
| Eu | 1.32 |
| Gd | 8.92 |
| Tb | 1.71 |
| Dy | 9.15 |
| Ho | 1.79 |
| Er | 4.99 |
| Tm | 0.76 |
| Yb | 5.02 |
| Lu | 0.55 |
| Y | 47.74 |
| Al | 5.42 |
| Elements | Wt% |
|---|---|
| O | 29.85 |
| Al | 23.24 |
| Cl | 15.86 |
| La | 3.94 |
| Nd | 3.48 |
| Dy | 0.90 |
| Y | 1.88 |
| Others | 20.85 |
| Method | Removal Efficiency of Al3+ | Loss Rate of RE3+ |
|---|---|---|
| Electrochemical regulated hydrolysis | 88.35% | 5.99% |
| Adding ammonia | 85.04% | 11.15% |
| Literature | Precipitant | Feed Materials | Summary |
|---|---|---|---|
| [27] | NH4HCO3 | The real ionic rare earth leachate obtaining by MgSO4 solution leaching (CAl3+ = 30.6 mg·L−1~161.1 mg·L−1, CRE3+ = 215.7 mg·L−1) | The removal efficiency of Al (III) impurity was 86.3% while 7.0% of rare earth was lost |
| [22] | 8-hydroxyquinoline | A leaching solution of rare-earth concentrate ore by hydrochloric acid was used as the experimental raw material (CAl3+ = 0.6 g·L−1, CRE3+ = 75 g·L−1) | The Al3+ removal reached 94.39%, and the loss ratio of RE3+ was only 8.21% |
| [33] | Decyl glucoside (DG) | The low concentration rare earth lixivium, which was leached by magnesium sulfate leaching process (CAl3+ = 208.2 mg·L−1, CRE3+ = 586.3 mg·L−1) | The aluminum removal rate of lixivium kept over 95% and the rare earth loss rate was around 7% |
| This work | The real ionic rare earth leachate obtaining by HCl solution leaching (CAl3+ = 5.42 g·L−1, CRE3+ = 197.91 g·L−1) | The removal efficiency of Al (III) impurity was 88.35% while 5.99% of rare earth was lost under optimal conditions |
| Literature | Extractant | Feed Materials | Summary |
|---|---|---|---|
| [16] | 4-octoxybenzoic acid | The simulated rare earth solution (CRE3+ = 0.3 mol·L−1, CAl3+ = 0.04 mol·L−1) | The separation factor of Al3+ and RE3+ reached 75.03 at 50 °C |
| [10] | 3-((bis(2-ethylhexyloxy))phosphoryl)-3-phenylpropanoic acid | The simulated RECl3 solution containing Sm3+, Lu3+, Y3+ and Al3+ (CRE3+ = 0.03 mol·L−1, CAl3+ = 0.01 mol·L−1) | The removal rate of Al3+ was up to 98% and the loss of RE was less than 5% |
| [36] | [N1888][C7H11O2] | The industrial GdCl3 feed solution (CGd3+ = 146 g·L−1, CAl3+ = 762 mg·L−1) | The removal rate of Al3+ was up to 98.69% and the recovery rate of Gd3+ achieved at 92.47% |
| [37] | [(CH2)nCOOHpyr][NTf2], n = 3, 5, 7 and [C4mim][NTf2] | The industrial solutions containing GdCl3 (~2639 mg/L) with Al(III) impurity (~434 mg/L) and GdCl3 (~2976 mg/L) with Al(III) impurity (~331 mg/L) | The removal efficiency of Al (III) impurity was 99.3% and at the same time, more than 30% of Gd3+ was co-extracted |
| This work | The real ionic rare earth leachate obtaining by HCl solution leaching (CAl3+ = 5.42 g·L−1, CRE3+ = 197.91 g·L−1) | The removal efficiency of Al (III) impurity was 88.35% while 5.99% of rare earth was lost under optimal conditions |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, Y.; Li, J.; Xie, D.; Zhang, H.; Li, M.; Xu, B.; Zhang, X.; Xie, Y.; Qi, T. Aluminum Removal from Rare Earth Chloride Solution through Regulated Hydrolysis via Electrochemical Method. Separations 2024, 11, 149. https://doi.org/10.3390/separations11050149
Zhu Y, Li J, Xie D, Zhang H, Li M, Xu B, Zhang X, Xie Y, Qi T. Aluminum Removal from Rare Earth Chloride Solution through Regulated Hydrolysis via Electrochemical Method. Separations. 2024; 11(5):149. https://doi.org/10.3390/separations11050149
Chicago/Turabian StyleZhu, Yaoyao, Jian Li, Dongyue Xie, Hui Zhang, Man Li, Binfeng Xu, Xuxia Zhang, Yangyang Xie, and Tao Qi. 2024. "Aluminum Removal from Rare Earth Chloride Solution through Regulated Hydrolysis via Electrochemical Method" Separations 11, no. 5: 149. https://doi.org/10.3390/separations11050149
APA StyleZhu, Y., Li, J., Xie, D., Zhang, H., Li, M., Xu, B., Zhang, X., Xie, Y., & Qi, T. (2024). Aluminum Removal from Rare Earth Chloride Solution through Regulated Hydrolysis via Electrochemical Method. Separations, 11(5), 149. https://doi.org/10.3390/separations11050149