
Feasibility of Processing Hot-Melt Pressure-Sensitive Adhesive (HMPSA) with Solvent in the Lab


1
School of Chemistry and Chemical Engineering, Shandong University of Technology, 266 Xincun Road, Zibo 255000, China
2
School of Mechanical Engineering, Shandong University of Technology, 266 Xincun Road, Zibo 255000, China
3
School of Materials Science and Engineering, Shandong University of Technology, 266 Xincun Road, Zibo 255000, China
*
Authors to whom correspondence should be addressed.
Processes 2021, 9(9), 1608; https://doi.org/10.3390/pr9091608
Submission received: 10 August 2021
/
Revised: 5 September 2021
/
Accepted: 6 September 2021
/
Published: 8 September 2021
(This article belongs to the Special Issue Polymers in Environment Protection Processes)
Abstract
:Hot-melt pressure-sensitive adhesive (HMPSA) is an environmentally benign adhesive which is typically processed without solvent in industries. However, casting solution method is commonly used for experimental purposes in the lab for convenience. Therefore, seven types of solvent with different polarities, including toluene as the most commonly used solvent, were investigated in this work to study the feasibilities. Quick bond strength and holding power were tested with different types of solvents and different adhesive weight percent in the prepared solutions. Through viscosity measurement, thermal analysis, and compositional analysis, the correlation between the chosen solvents and adhesive performance was further explored. It was found that the differences in the obtained bond strength of HMPSA treated with a variety of solvents were due to physical reasons instead of chemical reactions, and a solvent with similar polarity to toluene (e.g., tetrachloride, octane) should be considered as an option because a similar polymer chain relaxation could be maintained as the original HMPSA without solvent treatment. In this study, the mechanism of choosing toluene as common solvent for HMPSA testing was analyzed, and the feasibility of optional solvents was discussed.
1. Introduction
Pressure-sensitive adhesives (PSAs) are widely used in our daily life and a variety of industrial applications, which refer to a class of adhesives requiring a slight pressure to bond to a surface, such as self-adhesive tapes and labels [1]. Hot-melt pressure-sensitive adhesive (HMPSA) is an emerging type of PSAs in replacement of solvent-based PSAs, which has the advantages in environment protection during processing while maintaining similar functions [2].
Solvent-based PSAs are typically prepared with volatile organic compounds (VOCs) as solvent, and they rely on the remaining solid contents to adhere after evaporation of VOCs [3,4]. In this case, a large amount of VOCs have to be dealt with during industrial processing leading to serious environment problems. Fortunately, the researchers have quickly recognized this problem who have been dedicated to developing solvent-free PSAs at the same time [5,6]. The combination of rubber-based polymers as thermoplastic elastomer [7,8] and hydrocarbon resins as tackifier [9] provided a hint for the manufacturing of HMPSAs. The viscoelasticity of HMPSA is strictly temperature controlled. It melts into liquid with low viscosity when temperature raises so that it is easily blended, transferred, and coated. It solidifies and displays high elasticity when temperature is brought back to room temperature so that it functions adhesion. The industrial processing of HMPSA have eliminated the usage of VOCs, so it is regarded as a newer generation of environmentally benign PSAs compared to the solvent-based ones.
As for the lab testing of PSAs, generally, the sample preparations are required to mimic the industrial process that PSAs were designed for. From this perspective, solvent-based PSAs should be prepared in solvent, coated with solvent diluting, and tested after solvent evaporation, while HMPSAs should be processed without any solvent during all procedures. Some researchers did follow the above general protocols. Grunlan et al. [10] prepared a solvent-based PSA using ethyl acetate and methanol as solvent. The prepared adhesive was further diluted with toluene to make the viscosity lower enough to handle, and adhesive solutions were coated onto a rubber template. Tests were conducted after solvent drying. Zhao et al. [11,12] prepared a series of HMPSA by melt-mixing all components at elevated temperature. The prepared adhesive was discharged from the mixer and coated onto a PET substrate at similarly high temperature. Tests were conducted after cooling.
However, there were still an adequate number of researchers who processed HMPSAs following the protocols for solvent-based PSAs that justified the feasibility of this method. Akiyama et al. [13] prepared poly (styrene-b-isoprene-b-styrene) (SIS) and tackifier resins-based adhesive in toluene, and the adhesive solution was coated on a release liner. Adhesive film was obtained after toluene was dried under reduced pressure. Poh et al. [14] prepared a rubber elastomer and coumarone-indene resin-based PSA by dissolving and mixing them in toluene. The adhesive solution was coated onto a PET substrate and subjected to test after solvent evaporation at room temperature. Despite of the fact that environment contamination would be caused by VOCs during large-scale processing of PSAs in industry, solvent is acceptable to be used in a small amount for academic purposes during testing.
Regardless of the design of HMPSA for industrial applications, it has two reasonable approaches to be tested in the lab, melt processing or solvent processing. O’Connor et al. [15] studied the HMPSA performance when different coating processes were adopted. They found that the thermal histories during coating would affect the bond performances of HMPSA because different surface compositions and microstructures were produced. Subsequently, Kim et al. [16] studied the effect of not only coating process but also preparation process of a SIS-based PSA. Three approaches were compared: melt blending and melt coating (M-M), melt blending and solvent coating (M-S), solvent blending and solvent coating (S-S). They concluded that preparation process had more influence on the performance of adhesive than the coating process. Therefore, an optimized process for the testing of HMPSA in the lab might come with a hot-melt preparation and solvent coating. Hot-melt preparation is same as an industrial procedure, which is also a major factor that influence the performance of HMPSA. Solvent casting is an adjustment of industrial procedure in the lab for testing purpose to reflect the true properties of HMPSA before further thermal histories. In addition, PET film is typically chosen as the coating substrate which has a glass transition temperature of around 165 °C, and its surface dynamics is sensitive to chain conformation [17]. Melt coating of HMPSA is typically performed at 150–180 °C, which might initiate an interaction between the adhesive and the PET surface. In contrast, solvent coating could put away this concern by operating at much lower temperature.
When using solvent casting method to test HMPSA, the solvent has been restricted to toluene in many publications [13,14,15,16]. However, none of the related testing standards claimed this restriction. Especially when it is in China, toluene is in the List of Regulated Drug Precursor Chemicals, and a limited use of toluene should be considered. Therefore, an optional solvent for HMPSA testing is of great importance. The objective of this work was to evaluate the effect of solvent type and dosage to the obtained bond strength of a HMPSA tested with solvent-coating method. Through viscosity measurement, thermal analysis, and compositional analysis, the correlation between the chosen solvent and adhesive performance was further investigated.
2. Materials and Methods
2.1. Materials
Adhesive used in the study was composed of thermoplastic elastomer, petroleum resin, ester resin, rubber processing oil, and some oxidants. Thermoplastic elastomer of styrene-isoprene-styrene (SIS-1100) is a gift from Shandong Jusage Tecnology Co., Ltd. (Dongying, China). Aromatic modified aliphatic resin (M90Z) is a gift from Zibo Luhua Hongjin New Material Co., Ltd. (Zibo, China). Glycerol ester resin (FSG 90) and pentaerythritol ester resin (FSP 100A) were purchased from Jiangxi Feishang Forestry Co., Ltd. (Nanchang, China). Naphthenic base rubber processing oil (KN4010) is a gift from PetroChina Company Limited (Karamay, China). Antioxidants of Irganox 1010 and Irgafos 168 (Ciba, Tarrytown, NY, USA) were purchased from Molbase (Shanghai, China). Solvents of carbon tetrachloride (CCl4), toluene (Tol), benzene (PhH), tetrahydrofuran (THF), and acetone were purchased from Yantai Far Eastern Fine Chemical Co., Ltd. (Yantai, China). Solvents of cyclohexane (CH), n-heptane (HEP), octane (Oc), and methanol were purchased from Aladdin (Shanghai, China). All chemicals were used as received without further purifications or modifications. All chemicals were purchased and handled according to the protocols suggested by School of Chemistry and Chemical Engineering at Shandong University of Technology.
2.2. Adhesive Preparation
Adhesive recipe and preparation method were adapted from previous work [16,18]. A 1-L three-neck flask with an impeller set in an electric heating sleeve was used for adhesive preparations. SIS-1100 (25 wt.%) and KN4010 (10 wt.%) were first heated and mixed at 150 °C with nitrogen purged. M90Z (30 wt.%), FSG 90 (15 wt.%), and FSP 100A (15 wt.%) were put into the flask for several times with Irganox 1010 (3 wt.%) and Irgafos 168 (2 wt.%) added in advance with temperature slowly raised to 180 °C. After heating and stirring for about 20 min, a homogeneous blend, the HMPSA, was obtained. The HMPSA was discharged from the flask into a cuboid container covered with folded release paper and quenched in liquid nitrogen to avoid degradation during cooling. After setting, the bulk adhesive was transferred out of the cuboid container and fully covered with folded release paper as protection, which was stored at room temperature before further experiments.
2.3. Bond Strength Test
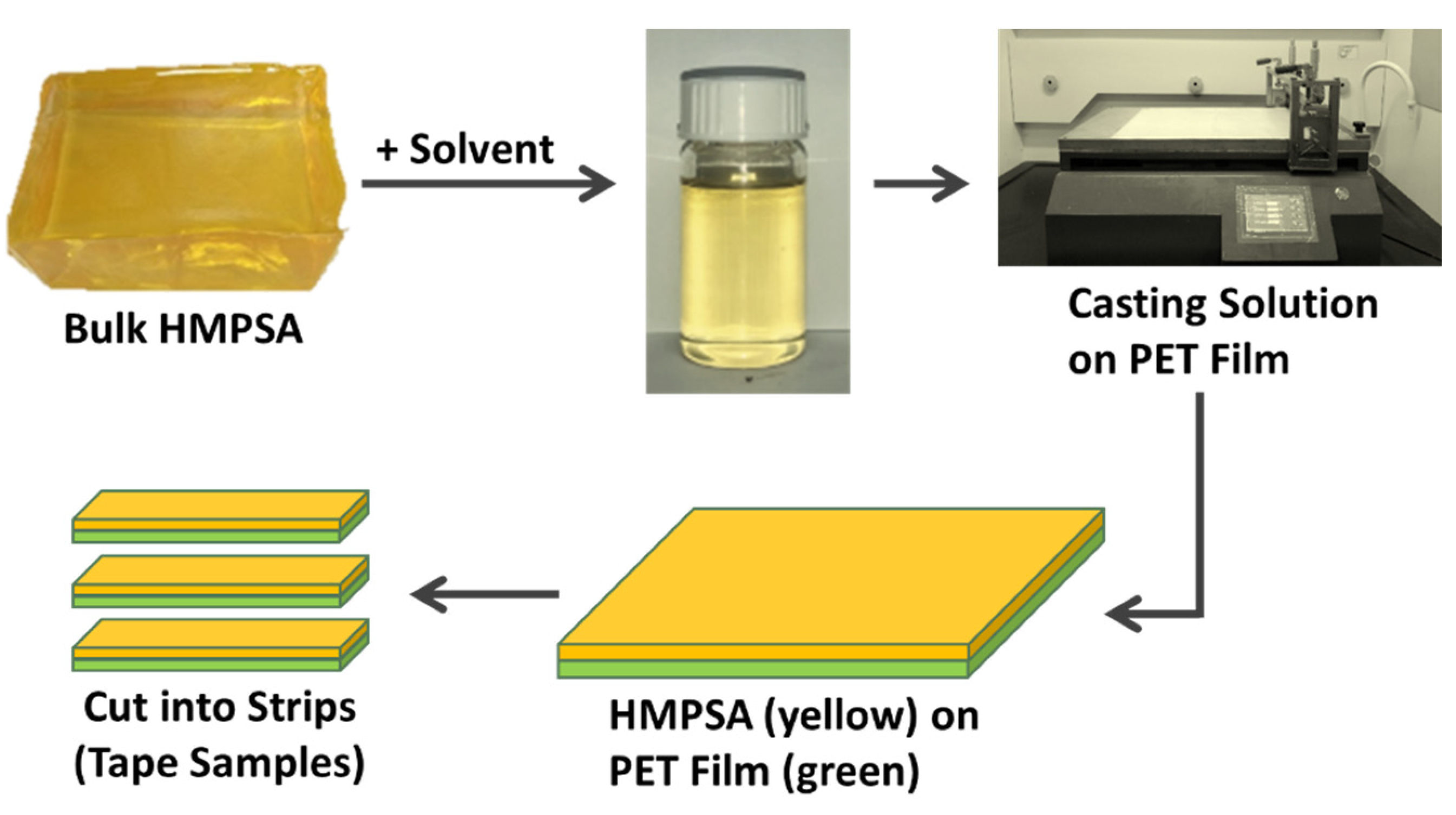
The tape samples for bond strength tests were prepared with casting solution method according to previous work [15,16]. The process for tape sample preparations was illustrated in Figure 1. First, a bulk adhesive was fully dissolved with a chosen solvent at a certain weight percent in a sealed glass vial under stirring at 60 °C. After cooling to temperature, the adhesive solution was then coated onto a PET substrate (0.05 mm in thickness) with a CHTB-03 laboratory coater (Jinan Chuchuang Mechanical & Electrical Equipment Co., Ltd., Jinan, China). The coating thickness was set at 0.3 mm, and the casting blade ran at a speed of 2 mm/s. When the casting blade finished running, the surface of the coater was heated to 50 °C to evaporate the solvent for 5 h. The PET substrate with coated adhesive layer was finally covered with release paper to protect from dusts during storage. The prepared tape samples were cut into required width × length and tested for bond strength within 2 days.
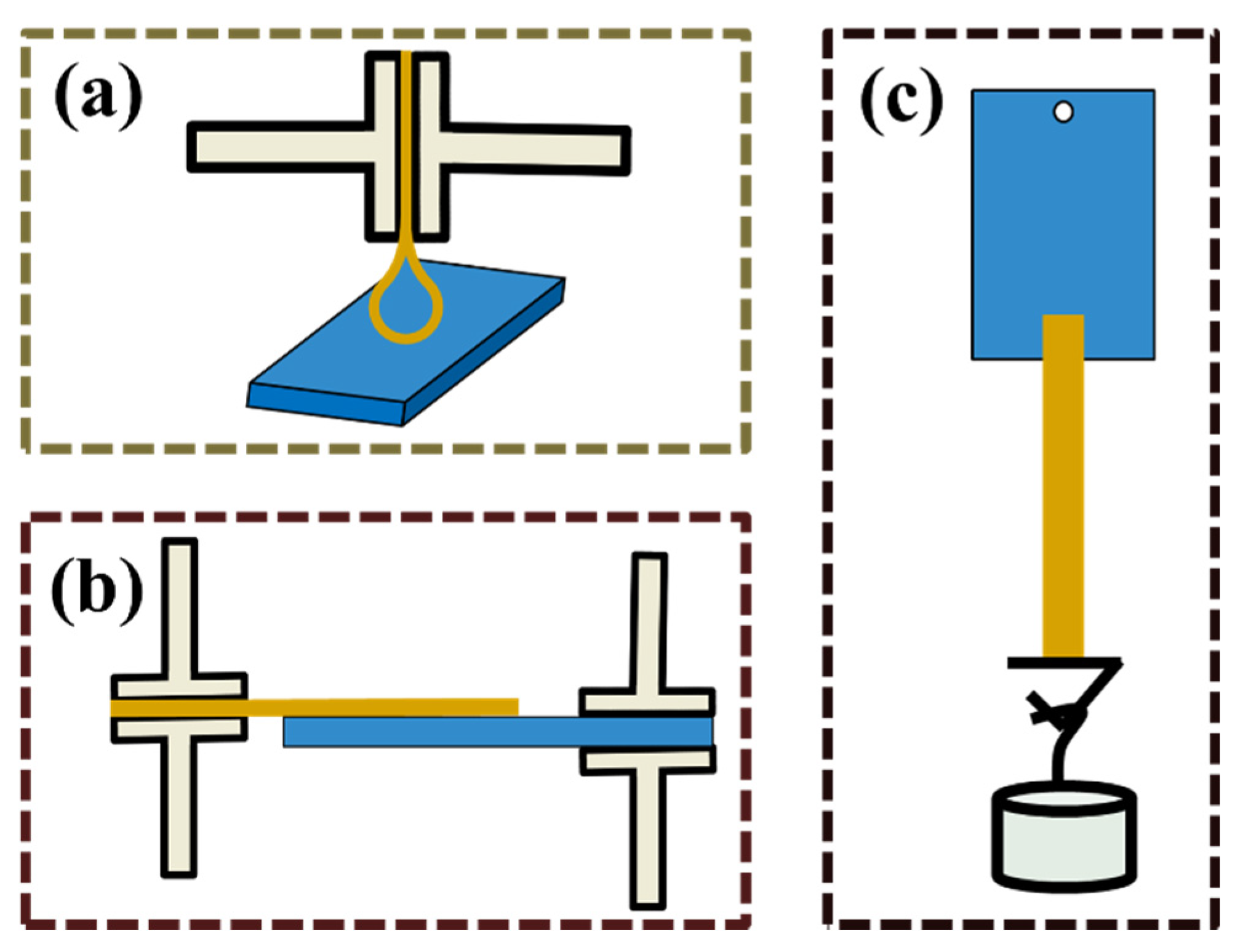
Bond strength of HMPSA was tested with three methods to study different aspects of the adhesion (Figure 2). Loop tack test (Figure 2a) was performed according to ASTM D6195-03(2019) with slight modifications using a WH-5000 universal testing instrument (Zhenhai Weiheng Instrument Co., Ltd., Ningbo, China). Briefly, the adhesion force (N) of a 25 mm × 25 mm adhesion area created between a stainless steel panel (2 mm × 25 mm × 100 mm) with standard roughness and a looped tape sample of 25 mm in width was measured at a down or up speed of 300 ± 10 mm/min. 180° peel test (Figure 2b) was performed according to ASTM D3330/D3330M-04(2018) with slight modifications using a ZQ-980 tensile testing machine (Zhiqu Precision Instruments Co., Ltd., Dongguan, China). Briefly, the adhesion force (N) of a 25 mm × 100 mm adhesion area created between a stainless steel panel (2 mm × 50 mm × 150 mm) with standard roughness and a tape sample (25 mm in width) was measured at a peeling speed of 100 ± 10 mm/min at 180° angle. Holding power test (Figure 2c) was performed according to ASTM D7142-06 (2016) with slight modifications using a CNY-2 holding power tester (Jinan Sumspring Experimental Instrument Co., Ltd., Jinan, China). Briefly, the failure time (min) for a 12 mm × 12 mm adhesion area created between a hanging stainless steel panel (2 mm × 50 mm × 125 mm) with standard roughness and a tape sample (12 mm in width) under a shear load of 1 kg was measured at room temperature. Each measurement was repeated five times with duplicated tape samples.
2.4. Viscosity Measurement
Viscosity of adhesive solutions was measured using a programmable HAAKE Viscotester iQ (Thermo Scientific, Karlsruhe, Germany) in combination with TM-LI-C32 Peltier temperature control unit for concentric cylinder geometry and spindle CC20/Ti/SE. Readings were recorded with shear rate of 50 s−1 at a ramping temperature of 2 °C/min from 5 °C to 50 °C under ambient conditions.
2.5. Thermal Analysis
HMPSA solutions were prepared by dissolving 33 wt.% adhesive into chosen type of solvent in a glass vial, and the glass vial was left open for solvent evaporation over 48 h until no solvent was observed with naked eyes (weight change was smaller than ±0.05 g). HMPSA samples before and after solvent dissolution were subjected to thermal analysis. Thermal stability was tested with a DTG-60H thermogravimetric analyzer (Shimadzu, Tokyo, Japan). Weight loss was measured at a ramping temperature of 20 °C/min from room temperature to 900 °C under nitrogen. Glass transition temperature (Tg) was measured with a DSC Q100 differential scanning calorimetry (TA Instruments, Inc., New Castle, DE, USA) at a scanning rate of 20 °C/min from −75 °C to 150 °C under nitrogen, and Tg was determined from the heating cycle which corresponds to the mid-point of the transition.
2.6. Fourier Transform Infrared (FTIR) Characterization
HMPSA samples before and after solvent dissolution were prepared with the same method of samples for thermal analysis. Components study of HMPSA was performed with a Nicolet 5700 FTIR (Thermo Fisher Scientific, Waltham, MA, USA) with an auxiliary experimental module. Trace HMPSA sample was ground with potassium bromide and pressed into a tablet, which was subjected to a scan in the wavenumber range of 400–4000 cm−1.
2.7. Statistical Analysis
Statistical analysis was conducted using Sigma Plot software (Systat Software, San Jose, CA, USA). Three-way analysis of variance (ANOVA) was conducted to analyze the bond strength of HMPSA with factors of adhesive weight percent and solvent polarity at a confidence interval of 95%. If the calculated p-value is smaller than 0.05, it indicates a significant difference in statistics.
3. Results and Discussion
3.1. Solubility
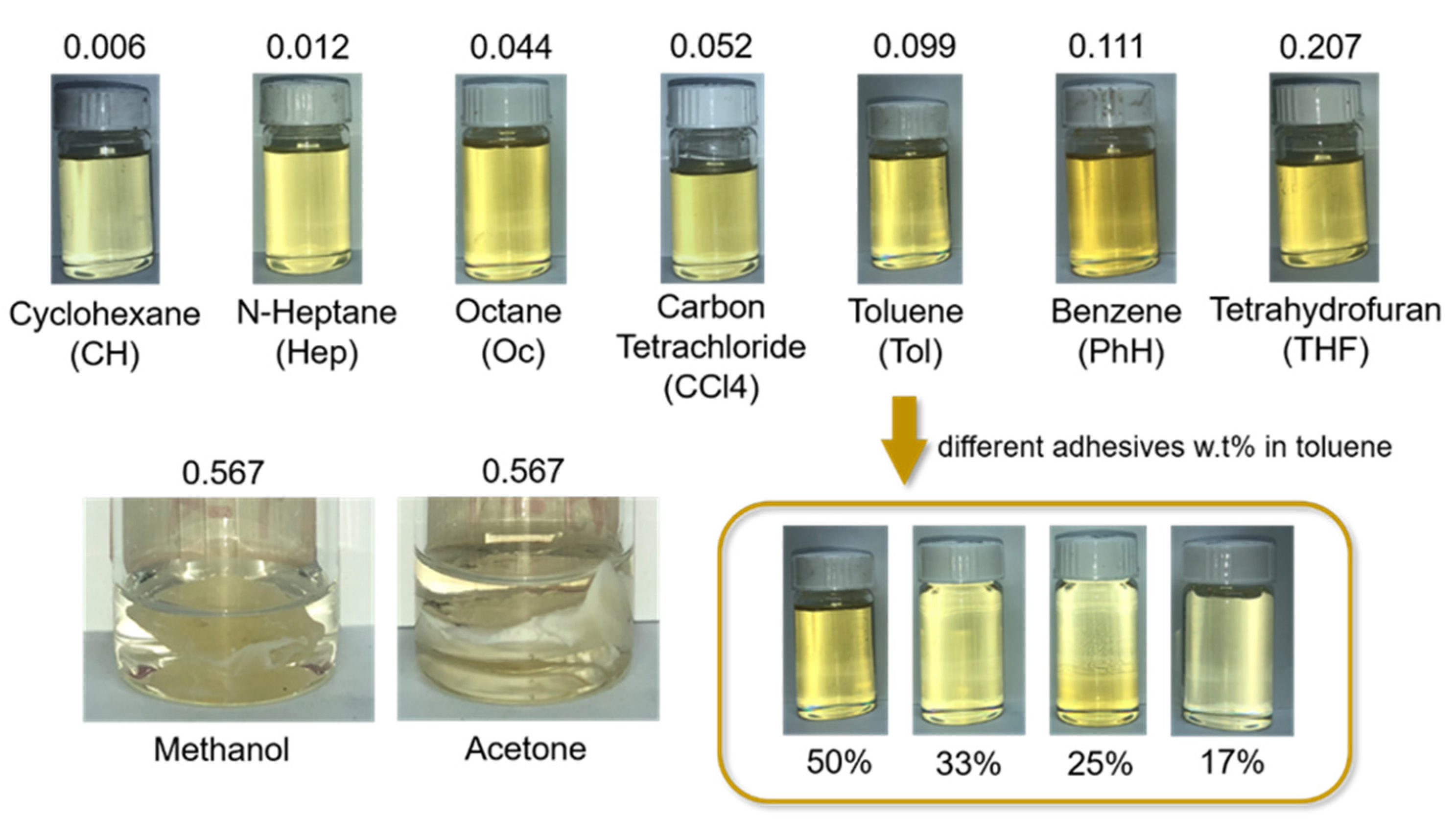
Bulk adhesives with the same recipe were able to be dissolved in a variety of solvents (Figure 3, CH, Hep, Oc, CCl4, Tol, PhH, and THF), and yellowish colored clear solutions were obtained. This recipe tended to dissolve better in a non-polar solvent than a polar solvent, which indicated that a relatively higher percent of non-polar functional groups existed in the recipe based on the polarity rules in chemistry. When the polarity of the solvent is high (e.g., methanol and acetone), the paled undissolved bulk adhesives were observed. It was also noticed that with the increase of solvent polarity, the adhesive solutions showed a darker color despite of the same adhesive weight percent, which suggested a weaker dispersion of the adhesive compositions in the solution. Taking Tol as an example, with the decrease of adhesive weight percent in the solutions, the yellowish color became lighter due to the dilution effect. Similar dilution effect could be observed with CH, Hep, Oc, CCl4, PhH, and THF.
3.2. Bond Strength
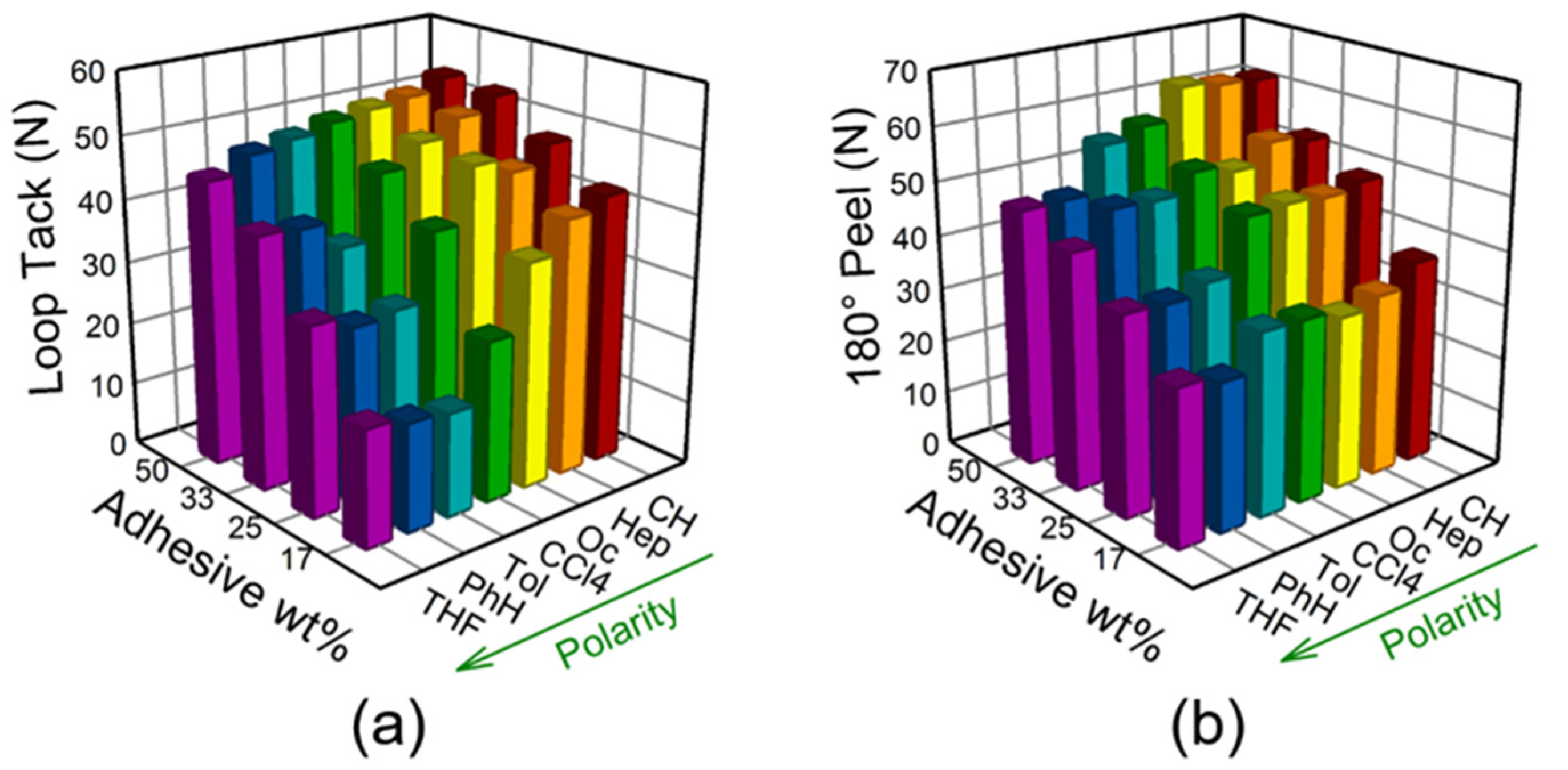
Adhesion forces tested with quick bond method are shown in Figure 4. Lower bond forces were obtained with smaller weight percent of adhesive in the prepared solutions with the same solvent type for either loop tack or 180° peel, where dilution effect played an important role in the obtained adhesion forces. Dilution effect may result in larger distances of adhesive molecules after solvent evaporation, which might also produce thinner adhesive layers. The thickness of residue adhesive layer is strongly correlated to the bonding function of the adhesives [20,21]. When focusing on the same adhesive percent, the adhesion forces showed an overall trend of decrease with the increase of solvent polarity even though there were a few exceptions on average values but without statistically significant differences (p > 0.05). The weaker dispersion of the adhesive compositions in the solvent of higher polarity from the solubility observations might be the reason of negative effect to adhesion forces [22,23]. Overall, the colorant of the prepared adhesive solutions is not directly related to the obtained values of adhesion forces. From the statistical analysis, the factors of adhesive weight percent and solvent type had no significant interactions, and the later had a greater effect on the obtained bond strength.
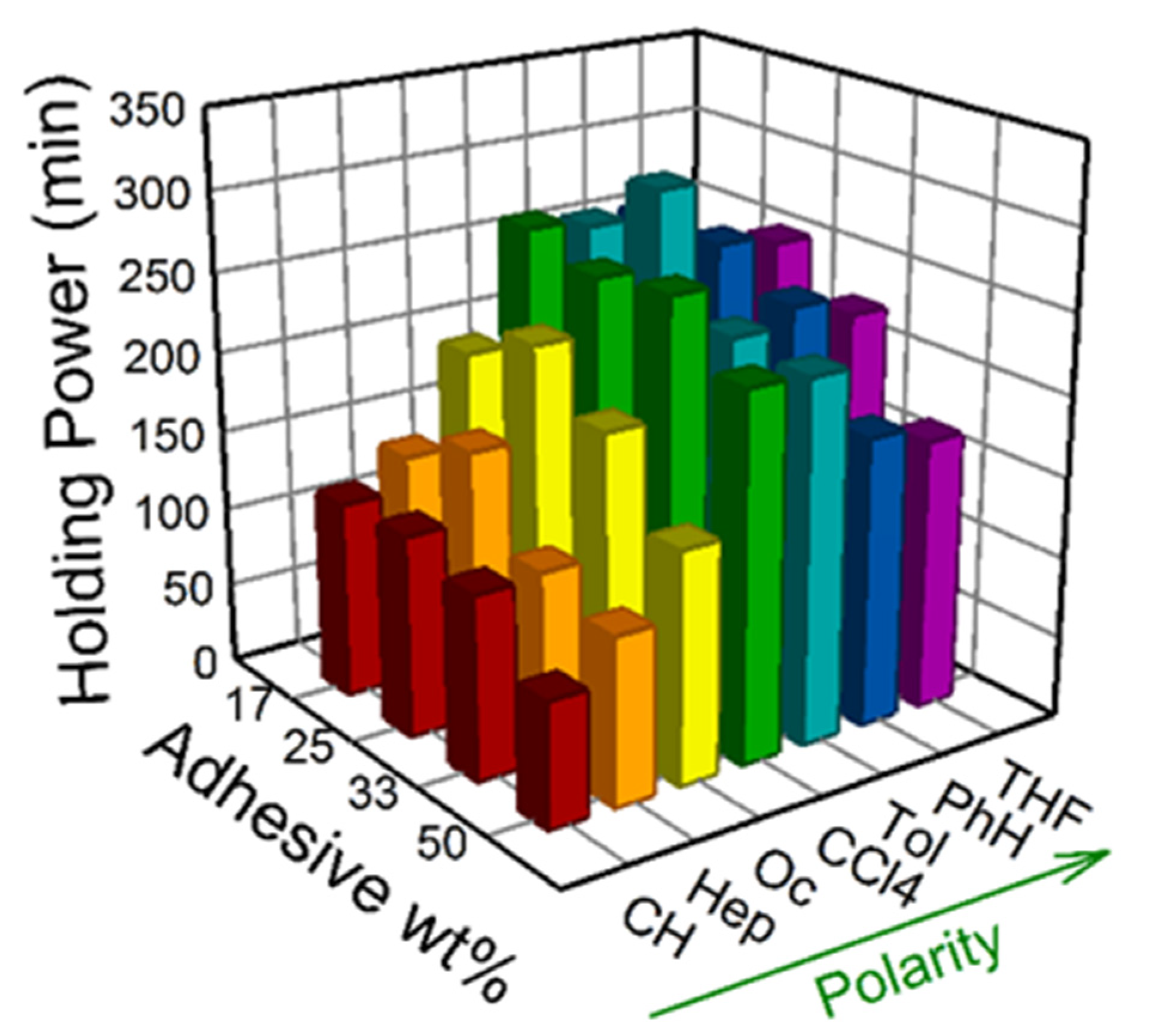
Holding power is an indicator of long-term performance of HMPSA [24,25], and the tested holding power results are shown in Figure 5. With the increase of the adhesive weight percent, the holding power showed an arch trend, and the holding power reached maximum at the adhesive weight percent of 25% for all of the test solvent type. As for the same adhesive weight percent, with the increase of the solvent polarity, the holding power also displayed an arch trend, and the maximum appeared at Tol or CCl4. Holding power reflects cohesive capacity of the adhesive layer which strongly relies on van der Walls forces and hydrogen bond within the materials [26,27]. The thickness of adhesive layer after solvent evaporation is directly related to the adhesive weight percent when preparing the samples, and higher adhesive weight percent correlated to thicker adhesive layer. When the adhesive weight percent was smaller than 25%, the adhesive layer was thin and the “cavity” produced by solvent evaporation cannot recover in time, which decreased the cohesive forces in HMPSA [28]. In contrast, when the adhesive weight percent was larger than 25%, the adhesive layer was thick and the solvent could not be eliminated due to the reduced molecule space leading to the trapping of solvent within crosslinking polymers in thick adhesive layer, which also decreased to the cohesive forces in HMPSA [28]. Briefly, when the adhesive weight percent was smaller or larger than 25% in this study, the cohesive forces decreased leading to lower holding power. Similarly, rational polarity (0.05–0.1) of the chosen type of solvent is beneficial to maintaining the original structures of the adhesive [11], which helps the polar and non-polar molecules in HMPSA reach equilibrium in order to produce a better holding power performance. Therefore, choosing an intermediate level of adhesive weight percent and a solvent with intermediate level of polarity may produce a higher holding power.
3.3. Viscosity
When HMPSA was dissolved in a chosen type of solvent in a certain weight percent, viscosity of the adhesive solution is an important property to evaluate the flowability. The viscosity data of prepared adhesive solutions could be fitted to the logarithmic form of Arrhenius Model [29]:
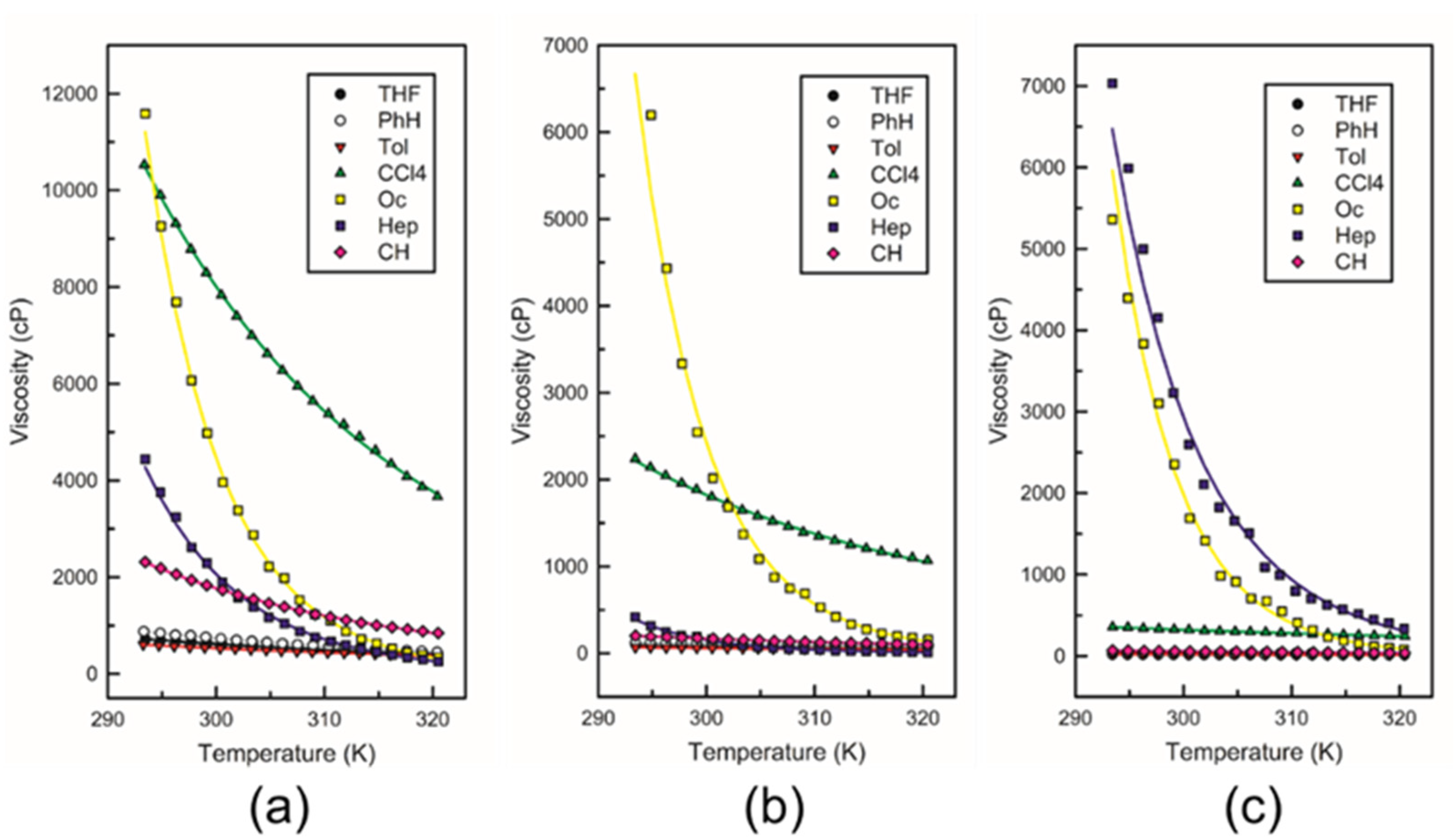
where η is the dynamic viscosity (cP), η0 is a coefficient (cP), Eη is the activation energy for viscous flow (kJ/mol), R is the universal gas constant (kJ/(mol·K)), and T is the temperature in K. The viscosity data and fitting plots are shown in Figure 6, and the fitting parameters of the data and associated r2 are listed in Table 1.
From Figure 6, it was clearly observed that lower temperature and higher adhesive weight percent corresponds to higher viscosity. It was also noticed that adhesive solutions prepared with solvent of lower polarity (e.g., CCl4, Oc, Hep) displayed higher viscosities, while adhesive solutions prepared with other solvents displayed relatively lower viscosities with approximately overlapped viscosity-temperature curves. The goodness of fit between the viscosity data of adhesive solutions and Arrhenius Model was greater than 0.99 (Table 1). At the same adhesive weight percent, the activation energy increased with the increase of solvent polarity, reached on maximum at Oc, and then decreased, which is closely related to the easiness of molecule movement within the adhesive solutions [22,23]. This calculated quantitative activation energy results further proved the observed trend from Figure 6. When we look back to the quick bond performances of HMPSA (Figure 4), we can reasonably link it to the adhesive weight percent and solvent polarity through the thickening effect of solvent by modulating viscosity of adhesive solutions. In another word, the viscosity of adhesive solutions was affected by both adhesive weight percent and solvent polarity (Figure 6), thus affected the quick bond performance of HMPSA (Figure 4).
3.4. Thermal Properties
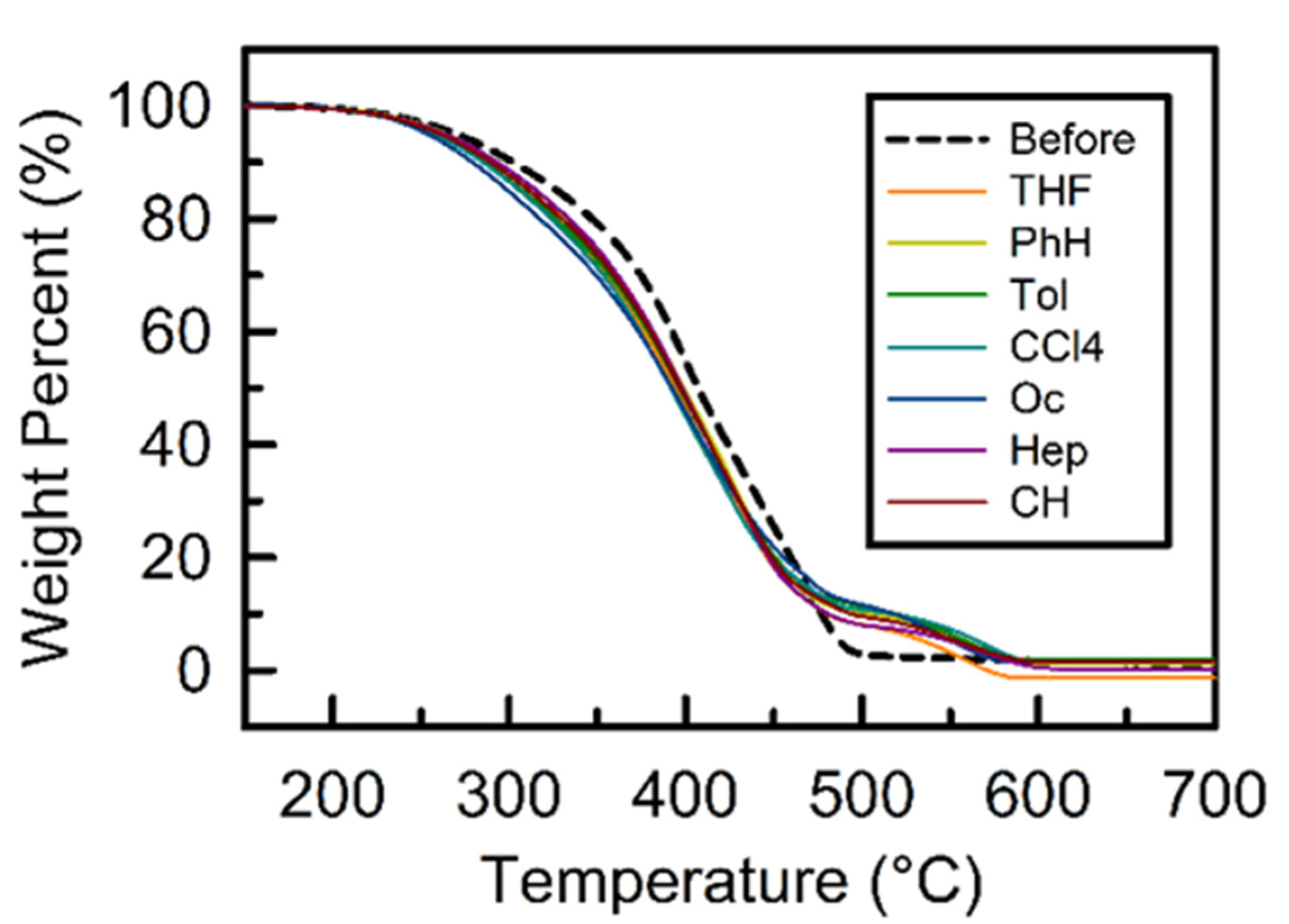
TGA cures of adhesive before and after different solvent dissolution and evaporation are shown in Figure 7. When looking at the 20% weight loss temperature, the adhesive without solvent treatment had a better thermal stability. As for the adhesive samples treated with solvent dissolution and evaporation, their TGA curves exhibited an extra stage at around 500 °C, which might be due to the residue of solvent. HMPSA was prepared by heat mixing a variety of polymers with chain structures, and small molecule compounds like the solvents used in this study would be easily besieged by the tangled polymer chains because of the intermolecular attraction forces leading to solvent residue after solvent evaporation and cooling [30,31]. Solvent residue occurred for all of the tested type of solvent. Different types of solvent treatment did not introduce apparent differences to the TGA curve, which suggested that solvent type is not a main factor to affect the amount of solvent residue (about 10%).
Despite of the fact that solvent residue amount did not differ a lot for all of the tested type of solvent in this study, the effect of solvent residue on the conformation of the polymeric structures of HMPSA has to be considered. DSC curves marked with glass transition temperature (Tg) of HMPSA before and after different solvent dissolution and evaporation are shown in Figure 8, where Tg corresponds to the relaxation of polymer chains [32]. As the polarity of solvent increased, Tg of solvent-treated HMPSA gradually decreased from −15.2 °C to −25.7 °C, suggesting that the polymer chains relaxed with the increase of solvent polarity. When we compare Tg of sample before solvent treatment (original Tg) and Tg of sample treated with Tol, CCl4, and Oc, we can notice that a similar Tg was obtained at around −21 °C. In contrast, Tg of samples treated with other solvents deviated from the original Tg a lot. From this point, choosing a solvent with similar polarity to Tol is essential to maintain the original polymer chain relaxation, thus producing a material testing result reflecting its performance in real applications.
3.5. Changes in Chemical Structure
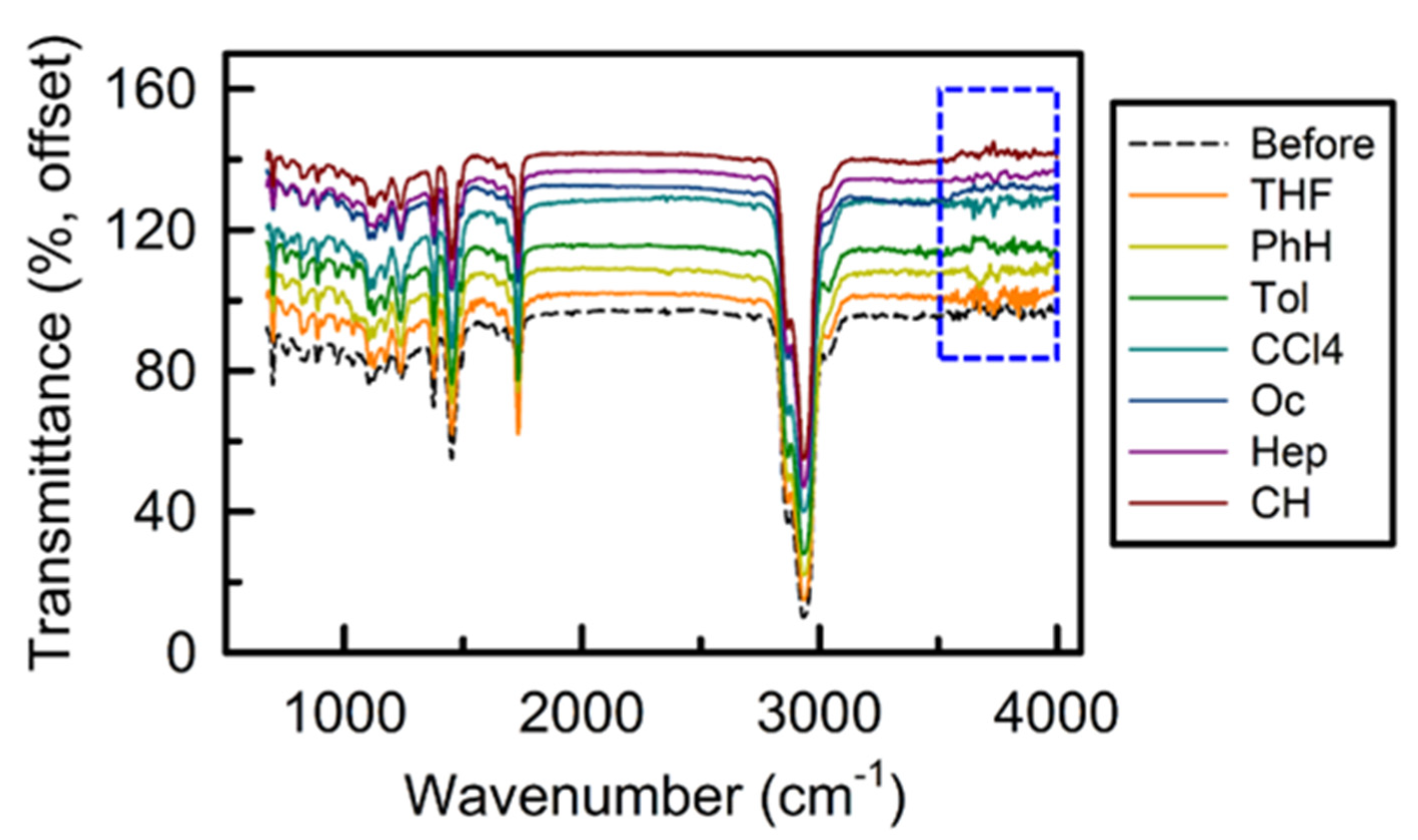
FTIR was used to study the changes in chemical structure of HMPSA before and after solvent treatment, and spectra was shown in Figure 9. Except for slight discrepancies appeared at 3500–4000 cm−1, which might be due to the disturbance introduced by water in the air or solvent residue, no significant differences were observed. No changes in chemical structures of HMPSA were considered important for the solvent treatment. The FTIR results also matched the TGA results, both of them proved that no chemical reactions occurred when using different types and percentages of solvent treatment. From this point, the differences on obtained bond strength of hot-melt pressure-sensitive adhesive tested with casting solution method were because of physical reasons instead of chemical reasons. The physical reasons are considered to correlate to the polarity of both solvent and adhesive, and the rule of “like dissolves like” may govern the solubility and functionality of adhesive in different solvents [33,34], which could be proved by the previous discussions.
4. Conclusions
The effect of seven types of solvent on the obtained bond strength of a HMPSA tested with casting solution method was investigated in this study. Solubility of current HMPSA indicated the existence of a large variety of non-polar function groups in the tested recipe, and the polarity of chosen solvent was important to the testing results. Viscosity measurement indicated that a solvent with similar polarity to Oc was related to higher activation energy, thus affecting the residue adhesive film thickness after solvent evaporation and the quick bond performance. An intermediate level of adhesive weight percent (~25%) and a solvent with similar polarity to CCl4 or Tol may produce a higher holding power. To reflect the true performance of the original HMPSA, a solvent with similar polarity to Tol should be considered in order to maintain the original polymer chain relaxation. The differences in obtained bond strength of HMPSA treated with a variety of solvents were due to physical reasons (like dissolves like) instead of chemical reasons, because no changes in chemical structures were observed based on the FTIR characterization.
Since Tol has been one of the most commonly chosen solvent for HMPSA bond strength testing, a solvent with similar polarity (e.g., CCl4 and Oc) is recommended as the option, and this recommendation is not made to get the highest values of the testing results but to reflect the true state (polymer chain relaxation) and performance in real applications, which refer to melt casting instead of solution casting.
Author Contributions
Conceptualization, J.W. and M.W.; methodology, J.X. and L.Z.; investigation, J.X.; writing—original draft preparation, J.X.; writing—review and editing, J.W., H.H. and Y.Z.; funding acquisition, J.W., H.H. and M.W. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by University—City Fusion Project from Science and Technology Bureau of Zhangdian District (Zibo, China), grant number 9001-118246, and National Science Foundation of China, grant number 22178200.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author. The data are not publicly available due to data that forms part of an on-going study.
Acknowledgments
The authors would like to acknowledge the insightful discussion with Zibo Luhua Hongjin New Material Co., Ltd. (Zibo, China).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Creton, C. Pressure-Sensitive Adhesives: An Introductory Course. MRS Bull. 2003, 28, 434–439. [Google Scholar] [CrossRef] [Green Version]
- Paul, C. Hot-melt adhesives. MRS Bull. 2003, 28, 440–444. [Google Scholar] [CrossRef]
- Czech, Z. Solvent-based pressure-sensitive adhesives for removable products. Int. J. Adhes. Adhes. 2006, 26, 414–418. [Google Scholar] [CrossRef]
- Czech, Z.; Martysz, D. UV-crosslinkable solvent-based pressure-sensitive adhesives with very low shrinkage. Int. J. Adhes. Adhes. 2004, 24, 533–534. [Google Scholar] [CrossRef]
- Czech, Z. Development of solvent-free pressure-sensitive adhesive acrylics. Int. J. Adhes. Adhes. 2004, 24, 119–125. [Google Scholar] [CrossRef]
- Czech, Z.; Butwin, A.; Mozelewska, K. Room temperature coatable solvent-free pressure-sensitive adhesives based on acrylics (SF-LVS). Coat. Int. 2017, 50, 14–18. [Google Scholar]
- Gibert, F.X.; Marin, G.; Derail, C.; Allal, A.; Lechat, J. Rheological properties of hot melt pressure-sensitive adhesives based on styrene-isoprene copolymers. Part 1: A rheological model for [sis-si] formulations. J. Adhes. 2003, 79, 825–852. [Google Scholar] [CrossRef]
- Khan, I.; Poh, B.T. Natural Rubber-Based Pressure-Sensitive Adhesives: A Review. J. Polym. Environ. 2011, 19, 793–811. [Google Scholar] [CrossRef]
- Rutherford, W.L. Developing a new tackifying resin for hot melt adhesives. Adhes. Age 1972, 15, 49–50. [Google Scholar]
- Grunlan, J.C.; Holguin, D.L.; Chuang, H.-K.; Perez, I.; Chavira, A.; Quilatan, R.; Akhave, J.; Mehrabi, A.R. Combinatorial Development of Pressure-Sensitive Adhesives. Macromol. Rapid Commun. 2004, 25, 286–291. [Google Scholar] [CrossRef]
- Zhao, Z.; Wang, Z.; Zhang, C. Preparation and characterization of polarity-modulated SIS-based hot-melt pressure-sensitive adhesives. J. Adhes. Sci. Technol. 2014, 28, 1090–1102. [Google Scholar] [CrossRef]
- Zhao, Z.; Zhang, R.; Zhang, C.; Wang, Q. SISO-based hot-melt pressure-sensitive adhesives for transdermal delivery of hydrophilic drugs. Int. J. Adhes. Adhes. 2017, 74, 86–91. [Google Scholar] [CrossRef]
- Akiyama, S.; Kobori, Y.; Sugisaki, A.; Koyama, T.; Akiba, I. Phase behavior and pressure sensitive adhesive properties in blends of poly(styrene-b-isoprene-b-styrene) with tackifier resin. Polymer 2000, 41, 4021–4027. [Google Scholar] [CrossRef]
- Poh, B.T.; Chee, B.C. Effect of Blend Ratio and Testing Rate on the Adhesion Properties of Epoxidized Natural Rubber (ENR 25)/Styrene–Butadiene Rubber (SBR) Blend Adhesive. J. Adhes. 2014, 91, 950–961. [Google Scholar] [CrossRef]
- O’Connor, A.E.; Macosko, C.W. Melt versus solvent coating: Structure and properties of block-copolymer-based pressure-sensitive adhesives. J. Appl. Polym. Sci. 2002, 86, 3355–3367. [Google Scholar] [CrossRef]
- Kim, D.-J.; Kim, H.-J.; Yoon, G.-H. Effects of blending and coating methods on the performance of SIS (styrene-isoprene-styrene)-based pressure-sensitive adhesives. J. Adhes. Sci. Technol. 2004, 18, 1783–1797. [Google Scholar] [CrossRef]
- Xu, J.; Zhang, H.; Li, J.; Zhang, L.; Zuo, B.; Tsui, O.K.C.; Wang, X. Conformation-Sensitive Surface Dynamics in Thin Poly(ethylene terephthalate) Film. Macromolecules 2019, 52, 2580–2588. [Google Scholar] [CrossRef]
- Donker, C. Holt melt tape formulations with new hydrocarbon tackifying resins. Gummi Fasern Kunstst 2006, 59, 421–425. [Google Scholar]
- Reichardt, C.; Welton, T. Solvents and Solvent Effects in Organic Chemistry; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Doi, T.; Takagi, H.; Shimizu, N.; Igarashi, N.; Sakurai, S. Effects of drying temperature in solution coating process on microphase-separated structures in coated layers of pressure-sensitive adhesive composed of di- and triblock copolymer blends as revealed by small-angle X-ray scatterin. Polym. J. 2019, 170, 211–221. [Google Scholar] [CrossRef]
- Karyu, N.; Noda, M.; Fujii, S.; Nakamura, Y.; Urahama, Y. Effect of adhesive thickness on the wettability and deformability of polyacrylic pressure-sensitive adhesives during probe tack test. J. Appl. Polym. Sci. 2016, 133, 43639. [Google Scholar] [CrossRef]
- Winter, A.; Andorfer, L.; Herzele, S.; Zimmermann, T.; Saake, B.; Edler, M.; Griesser, T.; Konnerth, J.; Gindl-Altmutter, W. Reduced polarity and improved dispersion of microfibrillated cellulose in poly(lactic-acid) provided by residual lignin and hemicellulose. J. Mater. Sci. 2016, 52, 60–72. [Google Scholar] [CrossRef]
- Yoshie, K.; Yada, S.; Ando, S.; Ishihara, K. Effects of inner polarity and viscosity of amphiphilic phospholipid polymer aggregates on the solubility enhancement of poorly water-soluble drugs. Colloids Surf. B Biointerfaces 2020, 195, 111215. [Google Scholar] [CrossRef]
- Eng-Soon, T. Simple equipment to measure holding power of pressure sensitive adhesives. Adhes. Age 1996, 39, 36–38. [Google Scholar]
- Abboud, T.; Wutzler, A.; Radusch, H.-J. Effect of viscoelastic and surface properties on tack, peel adhesion and shear strength of polymer blends applied as hot melt pressure sensitive adhesive models comprising tackifying agents of various chemical nature. Express Polym. Lett. 2020, 14, 731–740. [Google Scholar] [CrossRef]
- Tan, H.; Jiang, L.; Huang, Y.; Liu, B.; Hwang, K. The effect of van der Waals-based interface cohesive law on carbon nanotube-reinforced composite materials. Compos. Sci. Technol. 2007, 67, 2941–2946. [Google Scholar] [CrossRef] [Green Version]
- Sun, S.; Li, M.; Liu, A. A review on mechanical properties of pressure sensitive adhesives. Int. J. Adhes. Adhes. 2013, 41, 98–106. [Google Scholar] [CrossRef]
- Peykova, Y.; Lebedeva, O.V.; Diethert, A.; Müller-Buschbaum, P.; Willenbacher, N. Adhesive properties of acrylate copolymers: Effect of the nature of the substrate and copolymer functionality. Int. J. Adhes. Adhes. 2012, 34, 107–116. [Google Scholar] [CrossRef]
- Durand, A.; Dellacherie, E. Aqueous Solutions of Native and Hydrophobically Modified Polysaccharides: Temperature Effect. Biomacromolecules 2006, 7, 958–964. [Google Scholar] [CrossRef] [PubMed]
- Anders, K.; Lee, G. Effect of residual solvent in polymer adhesive matrix on release and skin permeation of scopolamine. Int. J. Pharm. 2015, 491, 42–48. [Google Scholar] [CrossRef] [PubMed]
- Kwon, D.S.; Yoon, S.H.; Hwang, H.Y. Effects of residual oils on the adhesion characteristics of metal-CFRP adhesive joints. Compos. Struct. 2019, 207, 240–254. [Google Scholar] [CrossRef]
- Frübing, P.; Wang, F.; Wegener, M. Relaxation processes and structural transitions in stretched films of polyvinylidene fluoride and its copolymer with hexafluoropropylene. Appl. Phys. A 2012, 107, 603–611. [Google Scholar] [CrossRef]
- Özdemir, C.; Güner, A. Solubility profiles of poly(ethylene glycol)/solvent systems, I: Qualitative comparison of solubility parameter approaches. Eur. Polym. J. 2007, 43, 3068–3093. [Google Scholar] [CrossRef]
- Zhuang, B.; Ramanauskaite, G.; Koa, Z.Y.; Wang, Z.-G. Like dissolves like: A first-principles theory for predicting liquid miscibility and mixture dielectric constant. Sci. Adv. 2021, 7, eabe7275. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Process for tape sample preparation through casting solution method.

Figure 2.
Schemes of bond strength test: (a) loop tack test; (b) 180° peel test; (c) holding power test (in this figure, the tape samples were colored with yellow, and the stainless steel panels were colored with blue).
Figure 2.
Schemes of bond strength test: (a) loop tack test; (b) 180° peel test; (c) holding power test (in this figure, the tape samples were colored with yellow, and the stainless steel panels were colored with blue).

Figure 3.
Adhesive solutions (adhesive wt.% = 50%) prepared with different types of solvent. The numbers above the pictures refer to relative polarity normalized from measurements of solvent shifts of absorption spectra and were extracted from [19] (polarity of water = 9, relative polarity of water is 1).
Figure 3.
Adhesive solutions (adhesive wt.% = 50%) prepared with different types of solvent. The numbers above the pictures refer to relative polarity normalized from measurements of solvent shifts of absorption spectra and were extracted from [19] (polarity of water = 9, relative polarity of water is 1).
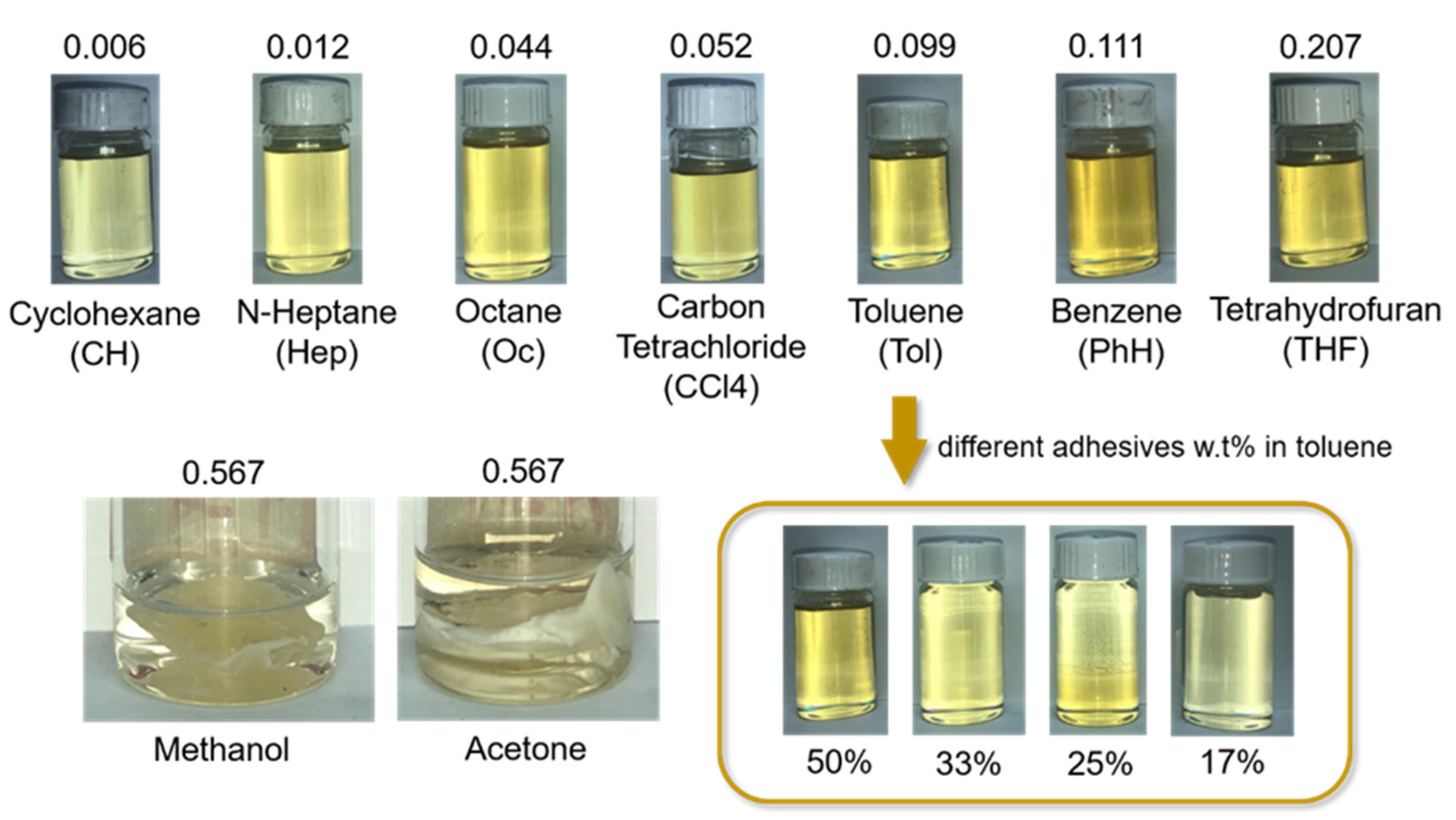
Figure 4.
Quick bond strength (average values) tested with different types of solvents and different adhesive weight percent in the prepared solutions: (a) loop tack; (b) 180° peel adhesion forces.
Figure 4.
Quick bond strength (average values) tested with different types of solvents and different adhesive weight percent in the prepared solutions: (a) loop tack; (b) 180° peel adhesion forces.
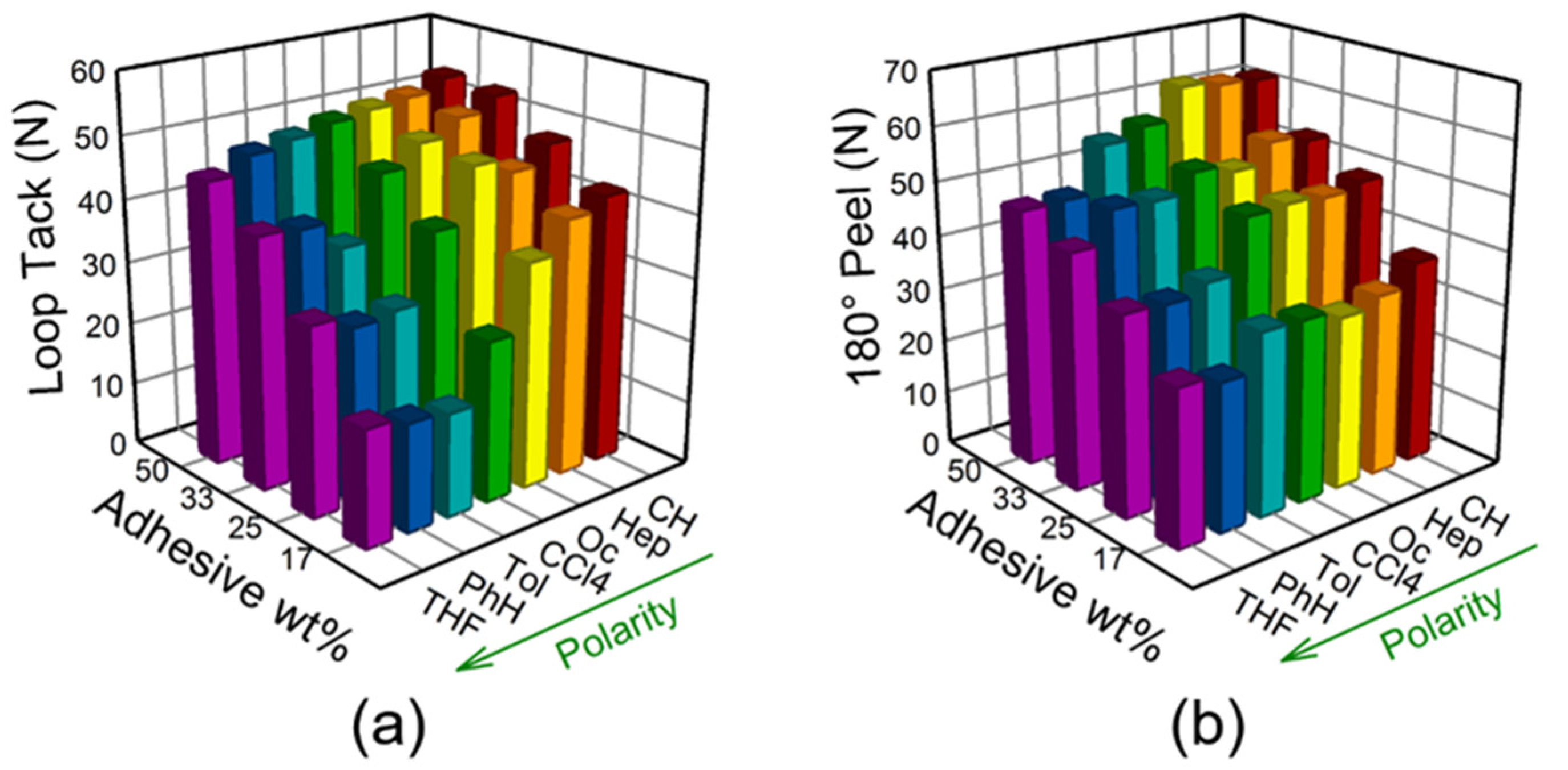
Figure 5.
Holding power (average values) tested with different types of solvents and different adhesive weight percent in the prepared solutions.
Figure 5.
Holding power (average values) tested with different types of solvents and different adhesive weight percent in the prepared solutions.
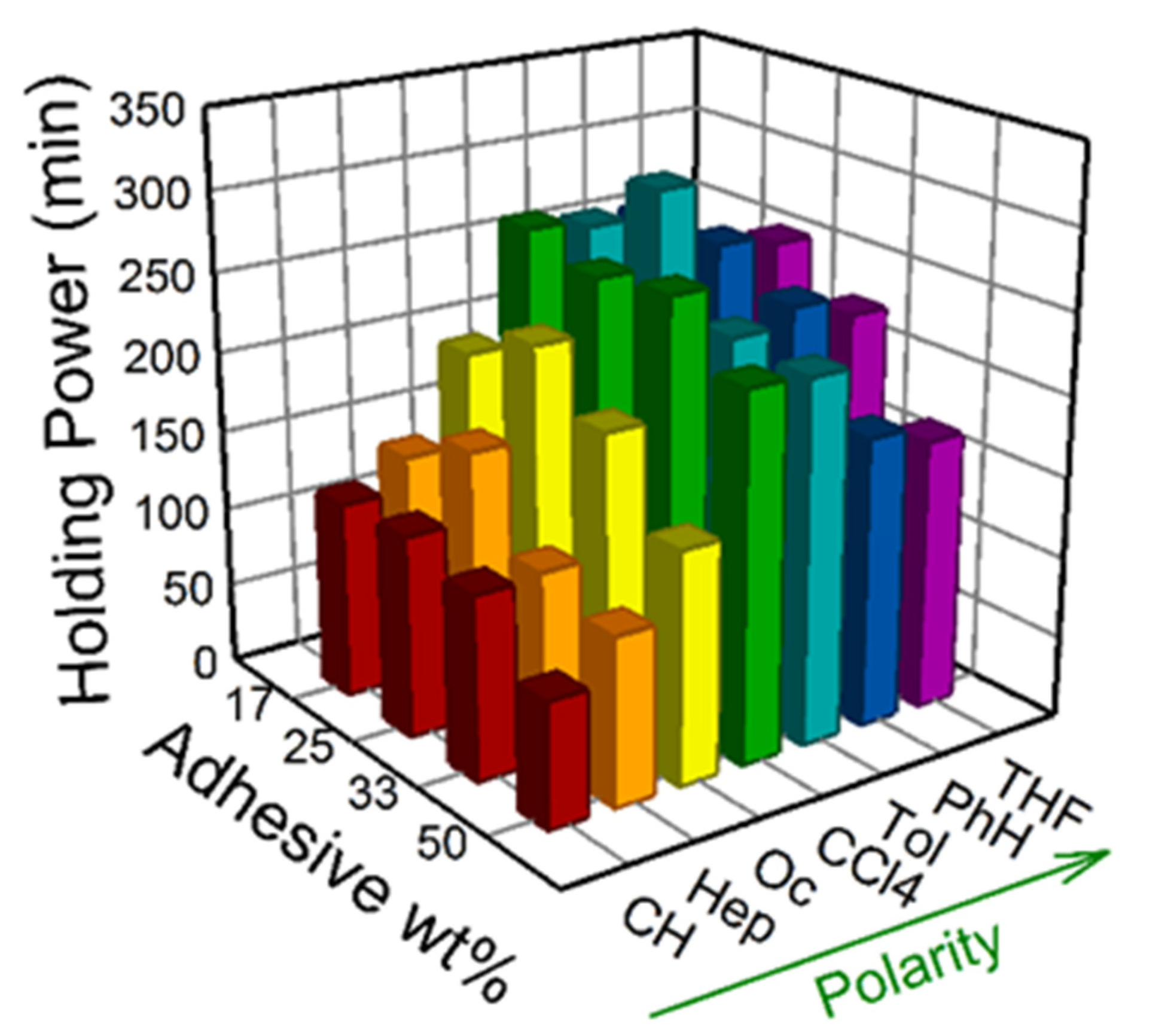
Figure 6.
Viscosity versus temperature plots of adhesive solutions prepared with different adhesive weight percent: (a) 50%; (b) 33%; (c) 25%. The data points are viscosity data obtained from experiment, and solid lines are fittings of the data to Arrhenius Model.
Figure 6.
Viscosity versus temperature plots of adhesive solutions prepared with different adhesive weight percent: (a) 50%; (b) 33%; (c) 25%. The data points are viscosity data obtained from experiment, and solid lines are fittings of the data to Arrhenius Model.

Figure 7.
TGA cures of adhesive before and after different solvent dissolution and evaporation.
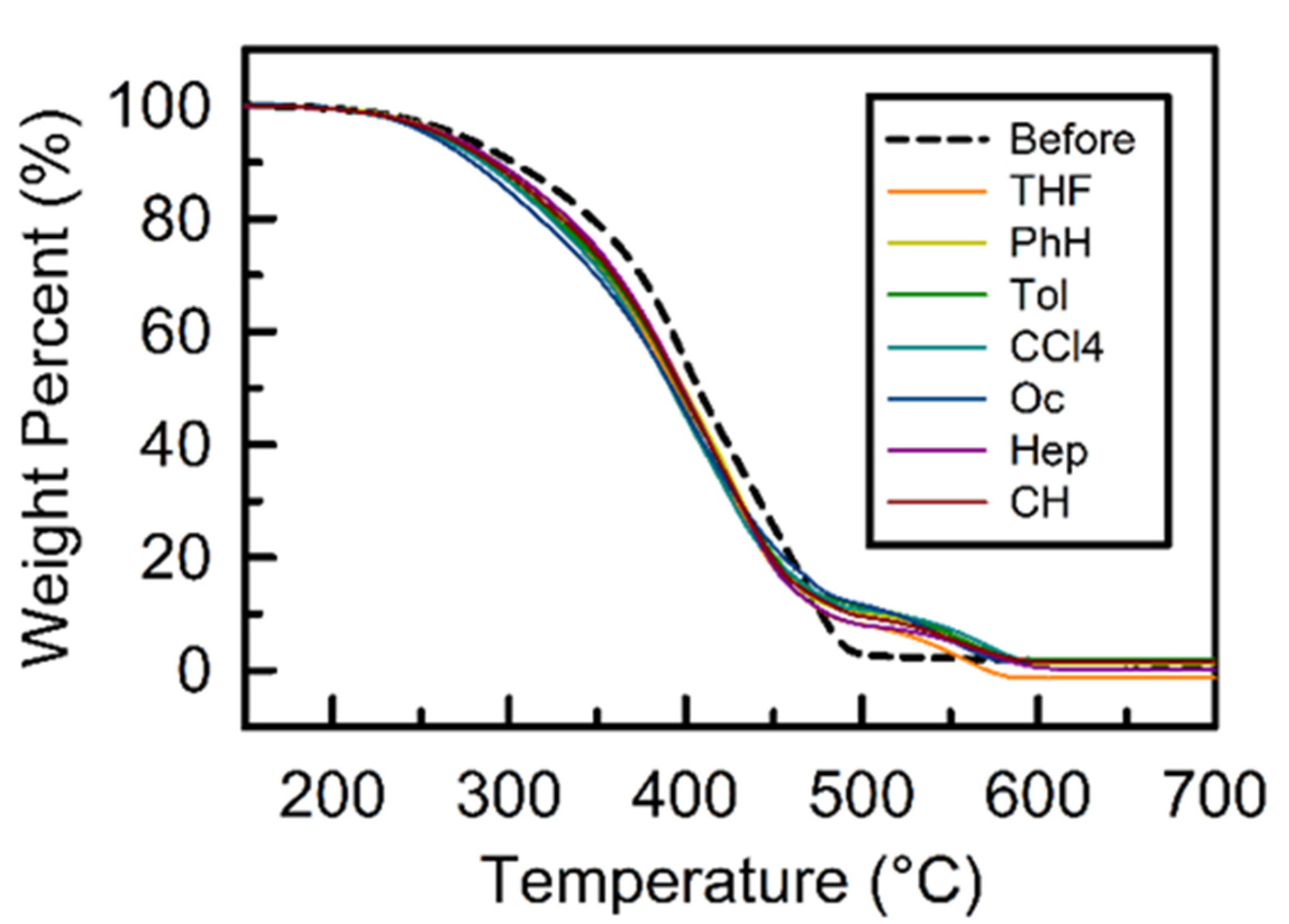
Figure 8.
DSC curves of adhesive before and after different solvent dissolution and evaporation. Glass transition temperature (Tg) was marked with a circle.
Figure 8.
DSC curves of adhesive before and after different solvent dissolution and evaporation. Glass transition temperature (Tg) was marked with a circle.
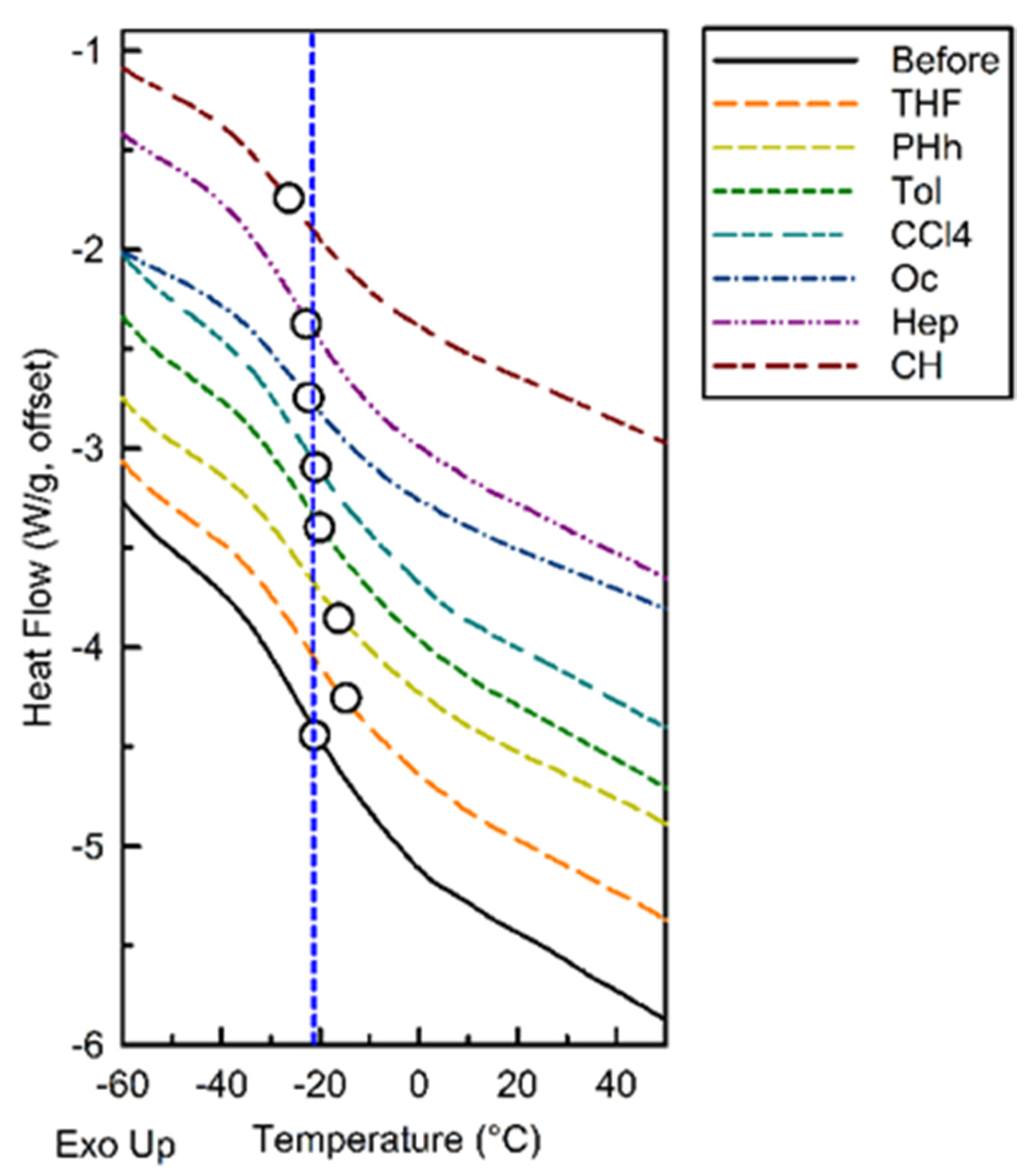
Figure 9.
FTIR spectra of adhesive before and after different solvent dissolution and evaporation.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Fitting parameters of the adhesive solution viscosity data to Arrhenius Model.
| Adhesive wt.% | Solvent | η0, cP | r2 | Eη (298 K), kJ/mol | η (298 K), cP |
|---|---|---|---|---|---|
| 50 | THF | 0.755 | 0.9991 | 16.737 | 648.115 |
| PhH | 0.329 | 0.9991 | 19.236 | 774.067 | |
| Tol | 1.814 | 0.9992 | 14.158 | 550.171 | |
| CCl4 | 0.047 | 0.9994 | 30.031 | 8681.116 | |
| Oc | 4.42 × 10−15 | 0.9990 | 103.399 * | 5875.483 | |
| Hep | 1.21 × 10−11 | 0.9990 | 81.745 | 2563.892 | |
| CH | 0.013 | 0.9994 | 29.557 | 1914.276 | |
| 33 | THF | 2.477 | 0.9935 | 9.015 | 94.257 |
| PhH | 0.734 | 0.9976 | 12.502 | 114.058 | |
| Tol | 0.115 | 0.9966 | 15.564 | 61.363 | |
| CCl4 | 0.299 | 0.9983 | 21.731 | 1931.933 | |
| Oc | 5.72 × 10−17 | 0.9949 | 112.721 * | 3273.596 | |
| Hep | 1.25 × 10−16 | 0.9943 | 103.866 | 201.304 | |
| CH | 0.054 | 0.9977 | 20.078 | 178.239 | |
| 25 | THF | 0.717 | 0.9966 | 9.686 | 35.756 |
| PhH | 0.304 | 0.9972 | 10.064 | 17.661 | |
| Tol | 0.174 | 0.9965 | 11.692 | 19.569 | |
| CCl4 | 3.892 | 0.9970 | 11.011 | 331.501 | |
| Oc | 7.36 × 10−19 | 0.9960 | 123.063 * | 2746.660 | |
| Hep | 1.31 × 10−12 | 0.9923 | 88.153 | 3709.072 | |
| CH | 0.067 | 0.9961 | 16.929 | 61.844 |
* indicates the largest activation energy in the same adhesive wt.% group.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Xue, J.; Wang, J.; Huang, H.; Wang, M.; Zhang, Y.; Zhang, L. Feasibility of Processing Hot-Melt Pressure-Sensitive Adhesive (HMPSA) with Solvent in the Lab. Processes 2021, 9, 1608. https://doi.org/10.3390/pr9091608
AMA Style
Xue J, Wang J, Huang H, Wang M, Zhang Y, Zhang L. Feasibility of Processing Hot-Melt Pressure-Sensitive Adhesive (HMPSA) with Solvent in the Lab. Processes. 2021; 9(9):1608. https://doi.org/10.3390/pr9091608
Chicago/Turabian StyleXue, Jing, Jing Wang, Haofei Huang, Ming Wang, Yali Zhang, and Lijuan Zhang. 2021. "Feasibility of Processing Hot-Melt Pressure-Sensitive Adhesive (HMPSA) with Solvent in the Lab" Processes 9, no. 9: 1608. https://doi.org/10.3390/pr9091608
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.