
Characteristics of the Polishing Effects for the Stainless Tubes in Magnetic Finishing with Gel Abrasive



Abstract
:1. Introduction
2. Materials and Methods
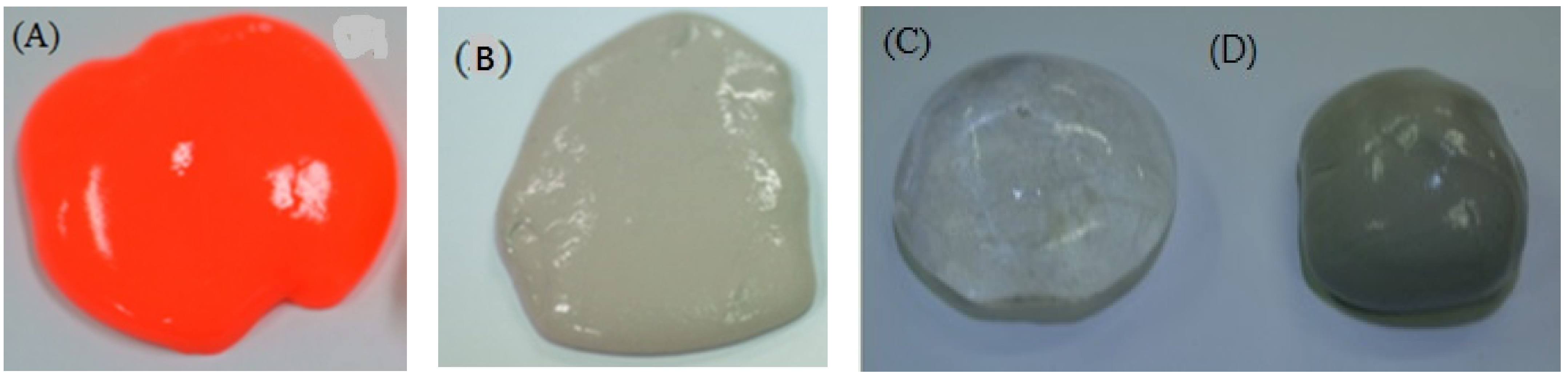
2.1. Gel Materials in MFGA
2.2. The Abrasive and Magnetic Finishing Materials
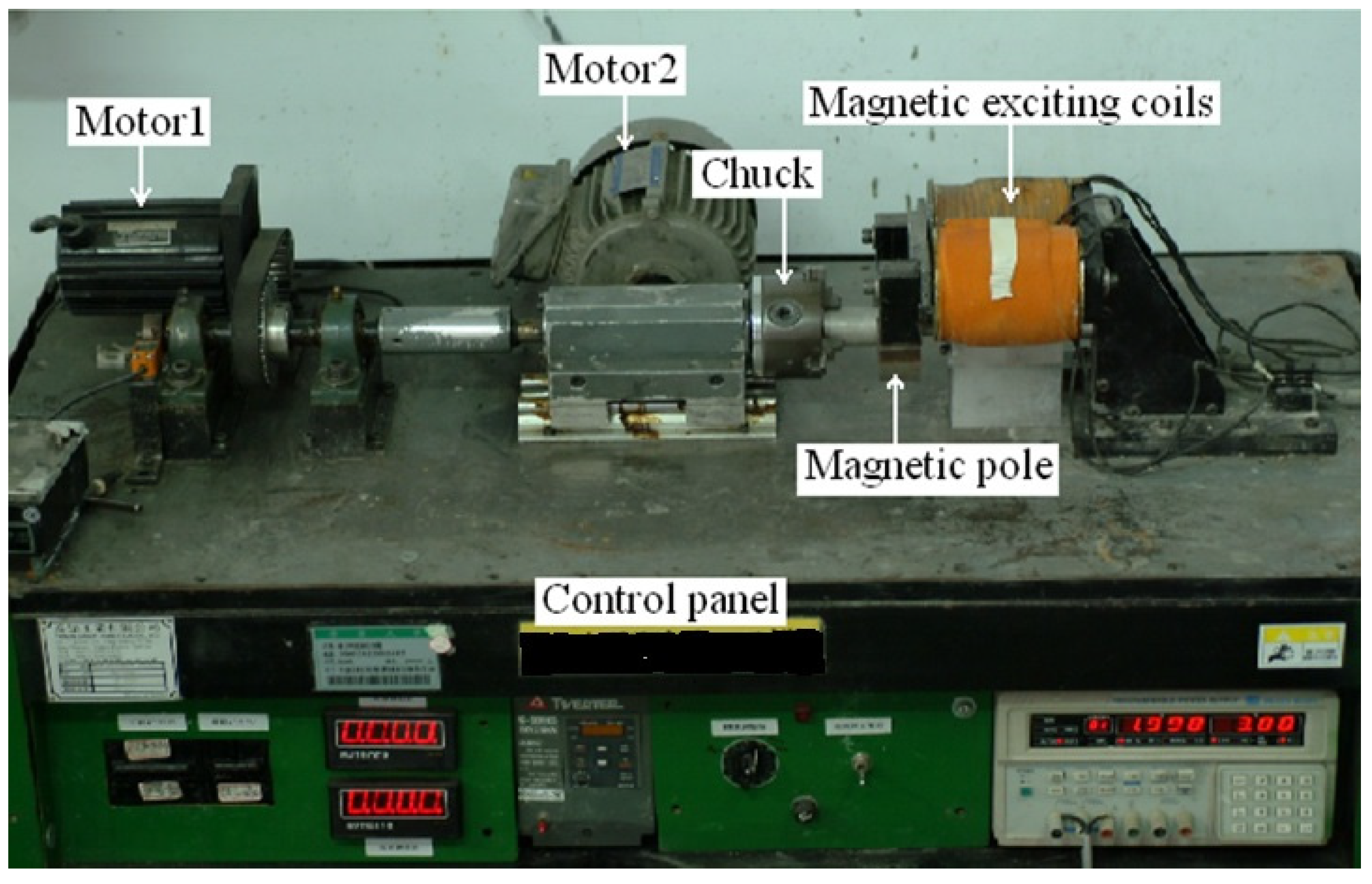
2.3. MFGA Set-Up and Workpiece Material
2.4. Experimental Method
3. Results and Discussion
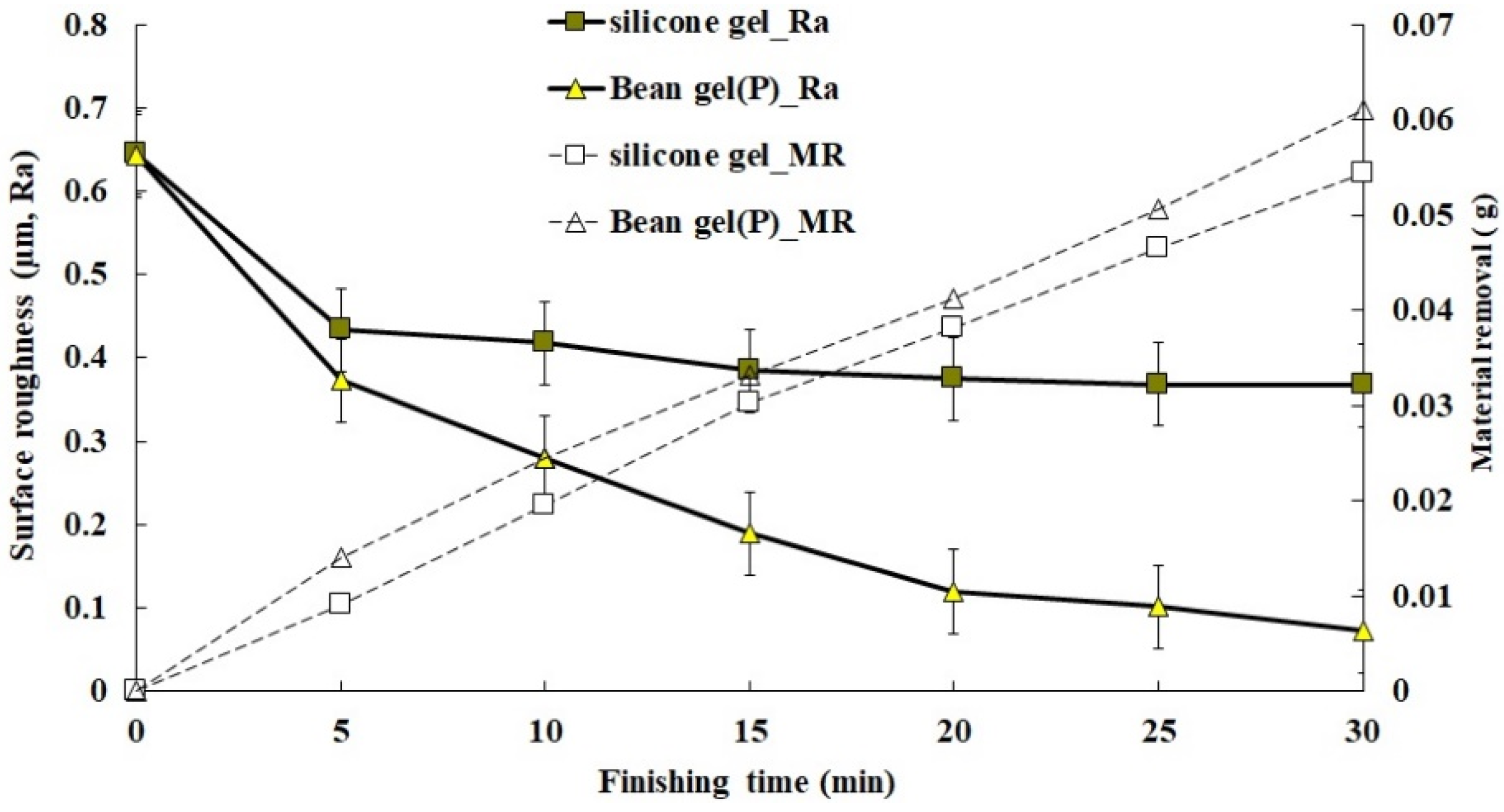
3.1. Effects of Gel Materials on Material Removal and Surface Roughness
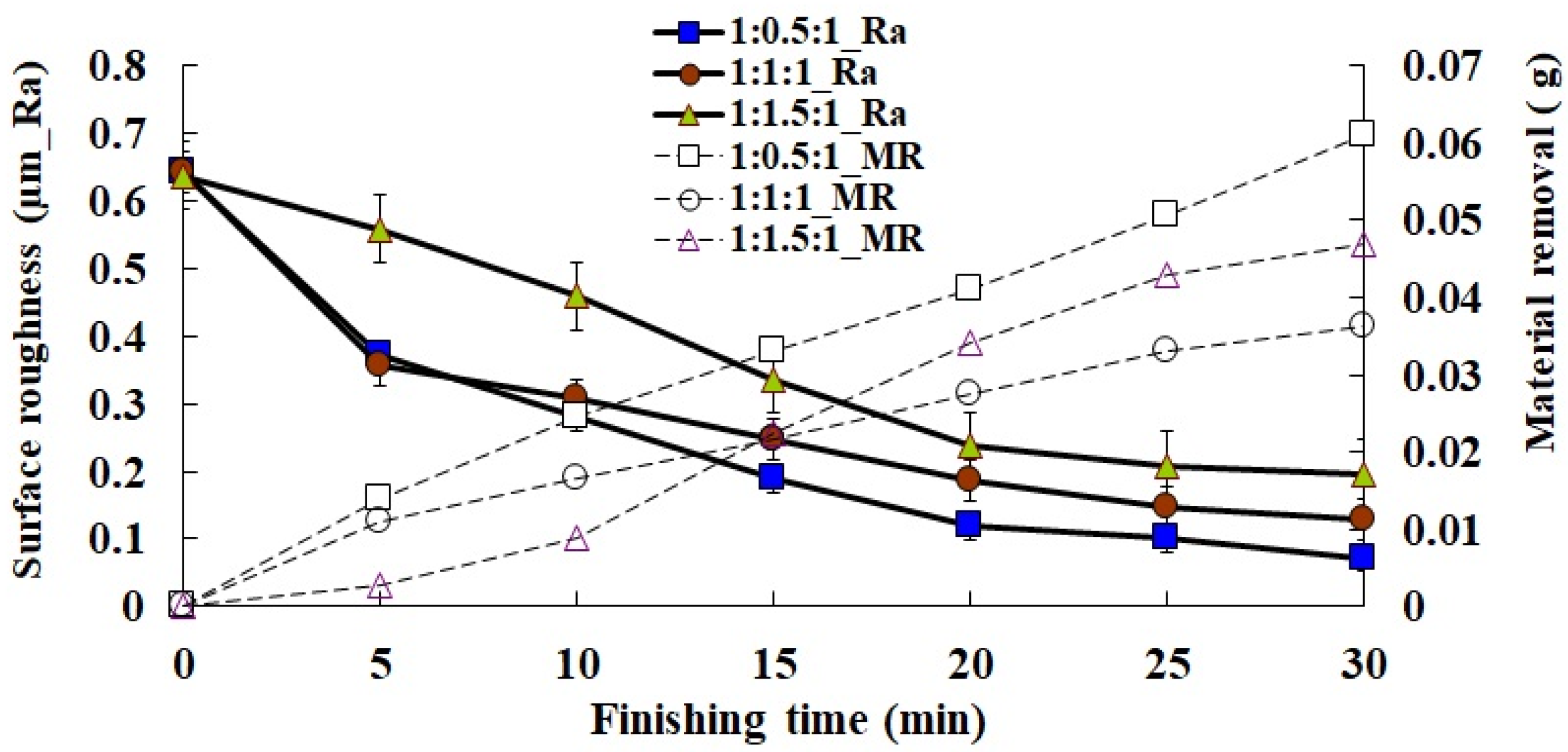
3.2. Effects of SiC Concentration on Material Removal and Surface Roughness
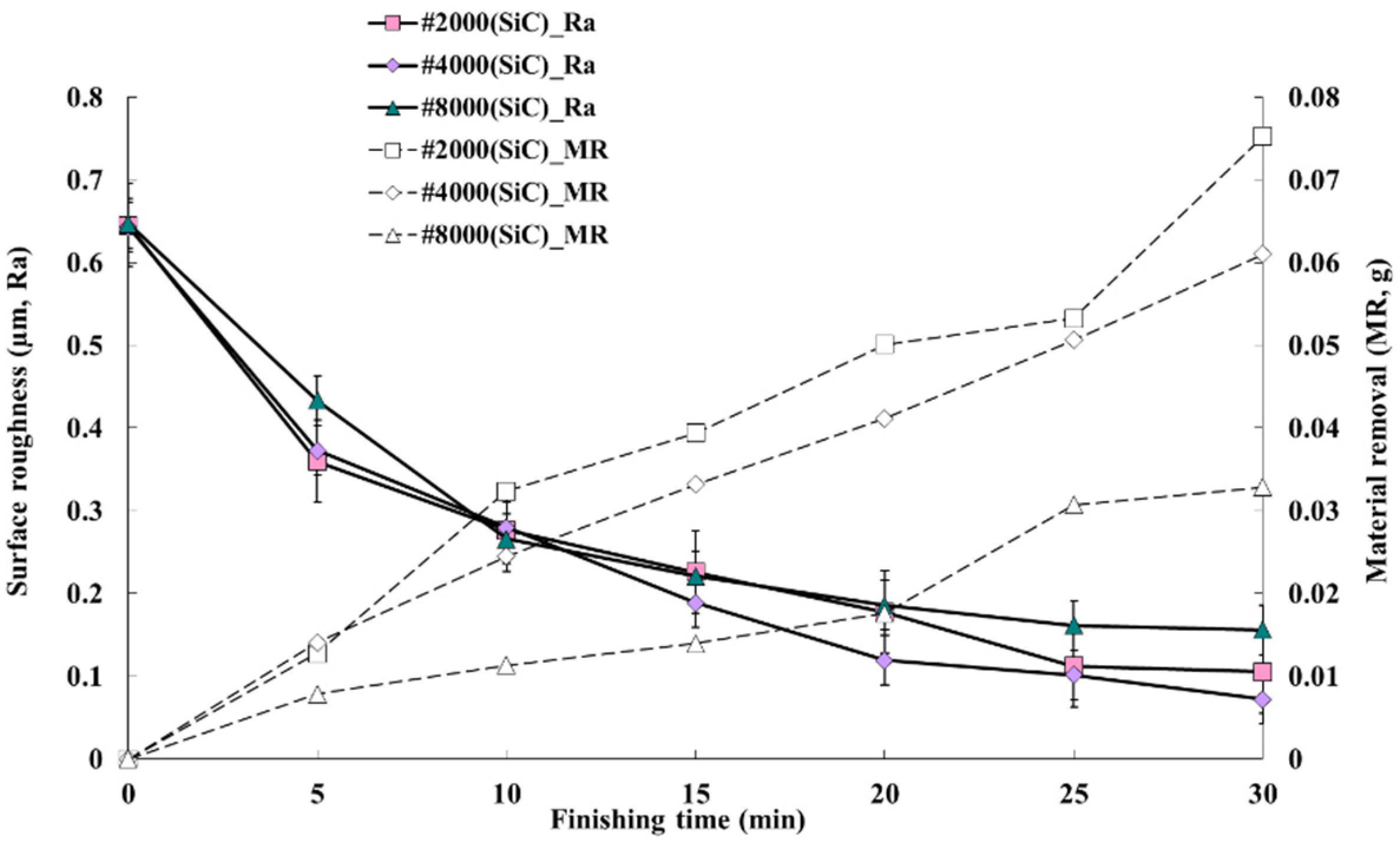
3.3. Effects of SiC Meshes on Material Removal and Surface Roughness
3.4. Effects of Steel Grit Meshes on Material Removal and Surface Roughness
3.5. Effects of Rotation Speeds on Material Removal and Surface Roughness
3.6. Effects of Currents on Material Removal and Surface Roughness
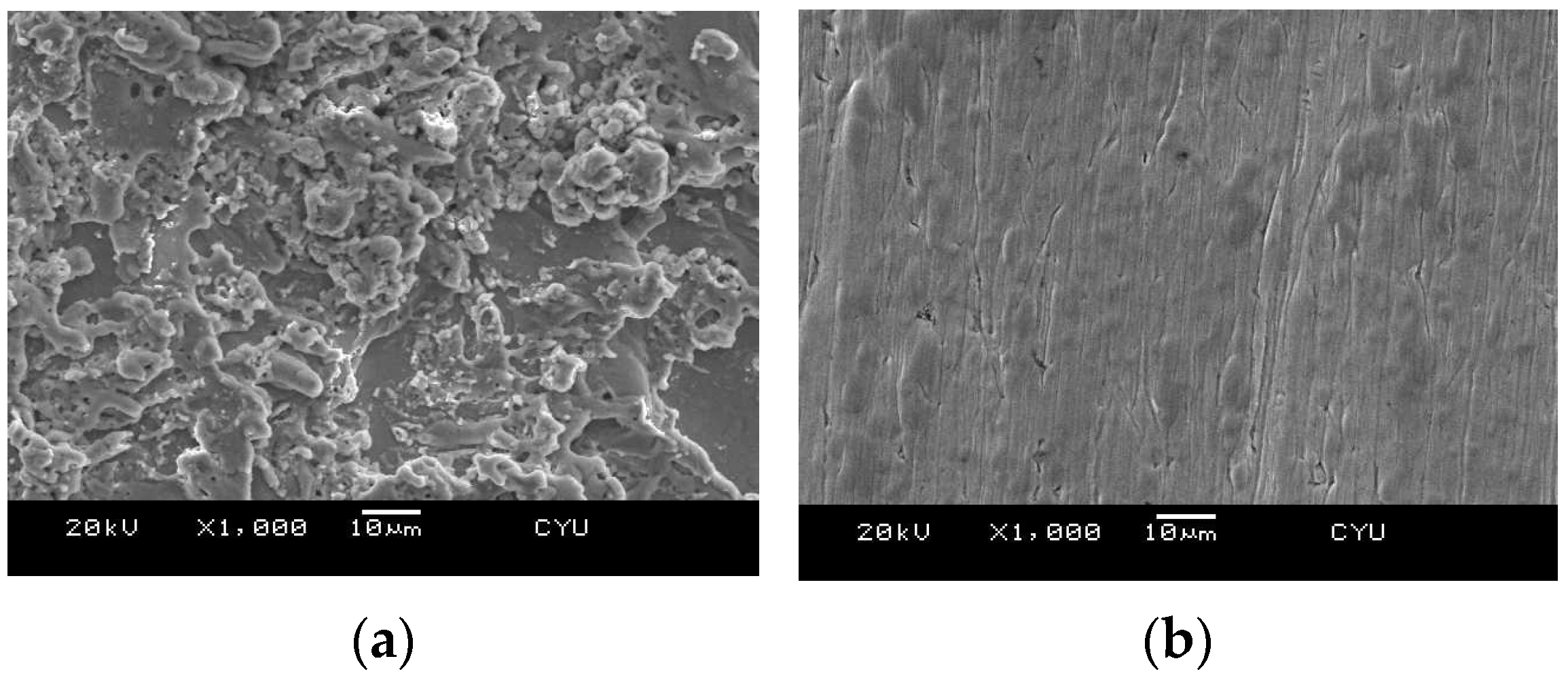
3.7. Polishing Effects on the Surface Characteristics of Stainless Tubes
4. Conclusions
- No matter which of silicone gel or guar gum was applied as the abrasive medium, the steel grit and silicon carbides could be constrained very closely in the gel medium, creating stable polishing results of stainless inner tubes in MFGA.
- In this study, adopting the guar gum as the medium to make the gel abrasive obtained a better polishing result than the silicone gel abrasive did, and the surface roughness of the workpiece could decrease from 0.646 μm Ra to below 0.056 μm Ra at a current of 3A. The RIR could reach to a best value of 91.4%.
- Smaller amounts of SiC (5 g) could be constrained on the working surface efficiently by the magnetic forces, which also induces a good finishing effect on the stainless inner tube in MFGA. Moreover, an appropriate SiC mesh (4000#) indeed played an important role in finishing the inner surface of the stainless tubes.
- A large size of steel grit (45#) could induce the strong magnetic forces to press the SiC on the working surface by the magnetic field; therefore, a good surface roughness 0.056 μm Ra could be obtained with mixing 45# steel grit into the gel abrasive.
- Since high rotation speed could make the abrasive polish the surface more times than the low rotation speed did during the same period. Gel abrasive also had good fluidity in high rotation speed, causing a good self-sharpening effect in the stainless inner tube polishing. Thus, fine machining surface of stainless tubes could be achieved after MFGA.
- The recasting layers on the inner surface of stainless tubes could be removed efficiently by MFGA when using guar gel abrasive to polish this uneven surface. Additionally, a mirror-like surface could also be fabricated using this method.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Yan, B.H.; Chang, G.W.; Cheng, J.T.; Hsu, R.T. Electrolytic magnetic abrasive finishing. Int. J. Mach. Tools Manuf. 2002, 43, 1355–1366. [Google Scholar] [CrossRef]
- Titouche, N.E.; Boukharouba, T.; Amzert, S.A.; Hassan, A.J.; Lechelah, R.; Ramtani, S. Direct drive friction welding effect on mechanical and electrochemical characteristics of titanium stabilized austenitic stainless steel (AISI 321) research reactor thick tube. J. Manuf. Process. 2019, 41, 273–283. [Google Scholar] [CrossRef]
- Guo, J.; Au, K.H.; Sun, C.N.; Goh, M.H.; Kum, C.W.; Liu, K.; Wei, J.; Suzuki, H.; Kang, R. Novel rotating-vibrating magnetic abrasive polishing method for doublelayered internal surface finishing. J. Mater. Process. Technol. 2019, 264, 422–437. [Google Scholar] [CrossRef]
- Hong, K.P.; Cho, Y.K.; Shin, B.C.; Cho, M.W.; Choi, S.B.; Cho, W.S.; Jae, J.J. Magnetorheological (MR) Polishing of Alumina-Reinforced Zirconia Ceramics Using Diamond Abrasives for Dental Application. Mater. Manuf. Process. 2012, 27, 1135–1138. [Google Scholar] [CrossRef]
- Sunil, J.; Jain, V.K. Design and development of the magnetorheological abrasive flow finishing (MRAFF) process. Int. J. Mach. Tools Manuf. 2004, 44, 1019–1029. [Google Scholar] [CrossRef]
- Gheisari, R.; Ghasemi, A.A.; Jafarkarimi, M.; Mohtaram, S. Experimental studies on the ultra-precision finishing of cylindrical surfaces using magneto-rheological finishing process. Prod. Manuf. Res. 2014, 2, 550–557. [Google Scholar] [CrossRef] [Green Version]
- Sharma, V.K. Modeling and Analysis of a Novel Rotational Magnetorheological Abrasive Flow Finishing Process. Int. J. Light. Mater. Manuf. 2021, 4, 290–301. [Google Scholar] [CrossRef]
- Singh, P.; Singh, L.; Singh, S. Manufacturing and performance analysis of mechanically alloyed magnetic abrasives for magneto abrasive flow finishing. J. Manuf. Process. 2020, 50, 161–169. [Google Scholar] [CrossRef]
- Kala, P.; Pandey, P.M.; Verma, G.C.; Sharma, V. Understanding flexible abrasive brush behavior for double disk magnetic abrasive finishing based on force signature. J. Manuf. Process. 2017, 28, 442–448. [Google Scholar] [CrossRef]
- Hung, C.L.; Ku, W.L.; Yang, L.D. Prediction System of Magnetic Abrasive Finishing (MAF) on the Internal Surface of a Cylindrical Tube. Mater. Manuf. Process. 2010, 25, 1404–1412. [Google Scholar] [CrossRef]
- Yamaguchi, H.; Shinmura, T. Internal finishing process for alumina ceramic components by a magnetic field assisted finishing process. Precis. Eng. 2004, 28, 135–142. [Google Scholar] [CrossRef]
- Judal, K.B.; Yadava, V. Electrochemical magnetic abrasive machining of AISI304 stainless steel tubes. Int. J. Precis. Eng. Manuf. 2013, 14, 37–43. [Google Scholar] [CrossRef]
- Wang, Y.; Hu, D. Study on the inner surface finishing of tubing by magnetic abrasive finishing. Int. J. Mach. Tools Manuf. 2005, 45, 43–49. [Google Scholar] [CrossRef]
- Yin, S.; Shinmura, T. Vertical vibration-assisted magnetic abrasive finishing and deburring for magnesium alloy. Int. J. Mach. Tools Manuf. 2004, 44, 1297–1303. [Google Scholar] [CrossRef]
- Singh, S.; Shan, H.S.; Kumar, P. Wear behavior of magnetically assisted abrasive flow machining. J. Mater. Process. Technol. 2002, 128, 155–161. [Google Scholar] [CrossRef]
- Zou, Y.H.; Shinmura, T. A new internal magnetic field assisted machining process using a magnetic machining Jig- machining characteristics of inside finishing of a SUS304 stainless steel tube. Adv. Mater. Res. 2009, 69, 143–147. [Google Scholar] [CrossRef]
- Wang, A.C.; Lee, S.J. Study the characteristics of magnetic finishing with gel abrasive. Int. J. Mach. Tools Manuf. 2009, 49, 1063–1069. [Google Scholar] [CrossRef]
- Li, W.; Li, X.; Yang, S.; Li, W. A newly developed media for magnetic abrasive finishing process: Material removal behavior and finishing performance. J. Mater. Process. Technol. 2018, 260, 20–29. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Viscosity (Pa-s) |
|---|---|
| Silicone gel | 120.0 |
| Guar gel | 1.24 |
| Water | 0.0011 |
| Items | Parameters |
|---|---|
| SiC concentration | 0.5:1, 1:1, 1.5:1 |
| SiC (mesh no. of abrasive) | 2000#, 4000#, 8000# |
| Steel grit (mesh no. of steel grit.) | 45#, 70#, 100# |
| Rotation speed (r.p.m) | 700, 1000, 1300 |
| Current (A) | 1, 2, 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, K.-C.; Chen, K.-Y.; Tsui, H.-P.; Wang, A.-C. Characteristics of the Polishing Effects for the Stainless Tubes in Magnetic Finishing with Gel Abrasive. Processes 2021, 9, 1561. https://doi.org/10.3390/pr9091561
Cheng K-C, Chen K-Y, Tsui H-P, Wang A-C. Characteristics of the Polishing Effects for the Stainless Tubes in Magnetic Finishing with Gel Abrasive. Processes. 2021; 9(9):1561. https://doi.org/10.3390/pr9091561
Chicago/Turabian StyleCheng, Ken-Chuan, Kuan-Yu Chen, Hai-Ping Tsui, and A-Cheng Wang. 2021. "Characteristics of the Polishing Effects for the Stainless Tubes in Magnetic Finishing with Gel Abrasive" Processes 9, no. 9: 1561. https://doi.org/10.3390/pr9091561
APA StyleCheng, K.-C., Chen, K.-Y., Tsui, H.-P., & Wang, A.-C. (2021). Characteristics of the Polishing Effects for the Stainless Tubes in Magnetic Finishing with Gel Abrasive. Processes, 9(9), 1561. https://doi.org/10.3390/pr9091561