
A Method to Reduce Steam Consumption of ECF Bleaching Based on Operation Optimizing

 and
and
Abstract
1. Introduction
2. Methodology
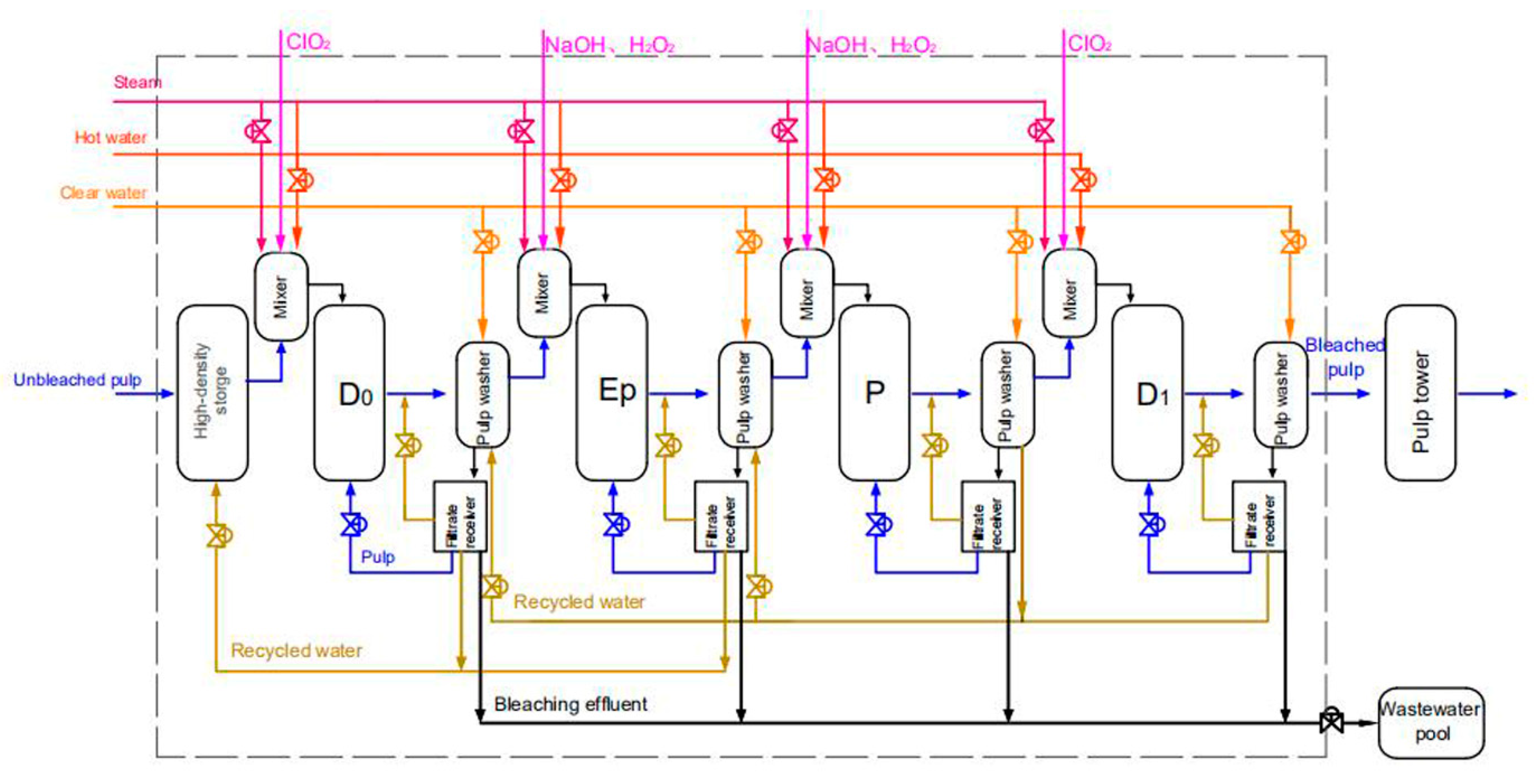
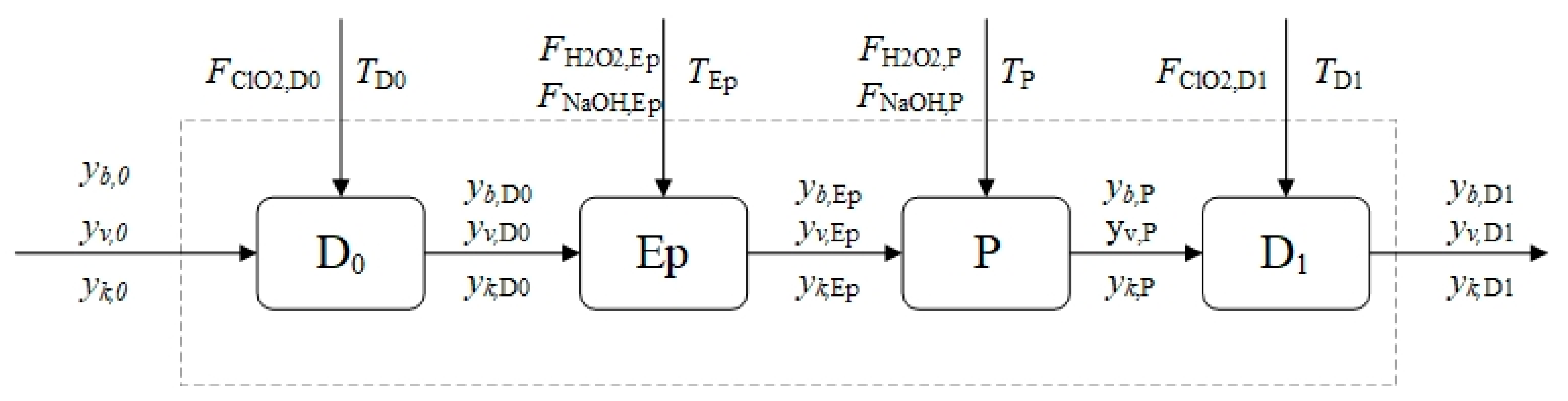
2.1. System Configuration of Typical Bleaching Process
2.2. Experiments
2.3. Optimization Model for the Bleaching System
2.3.1. Objective Function
2.3.2. Constraints
3. Results and Discussion
3.1. Calculating Models of Pulp Quality and Construction of Optimization
3.2. Comparison before and after Optimization
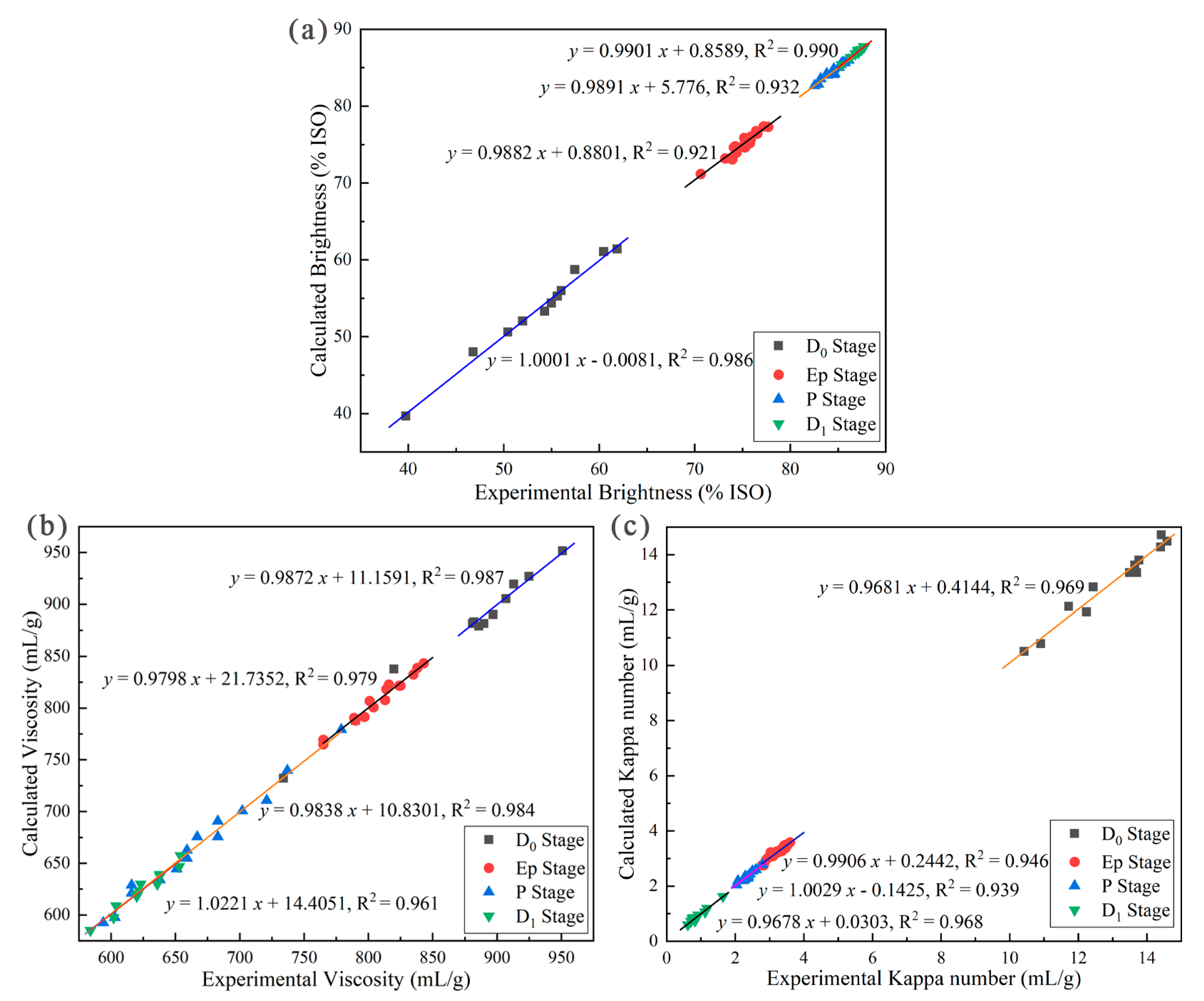
3.3. Verification of Experimental Results
4. Conclusions
- (1)
- An accurate mathematical model for the quality of four-stage ECF bleaching process was developed that enables optimization of the bleach plant to reduce steam by 19.48% at a loss of 0.11% brightness and 5.17% viscosity.
- (2)
- Increasing the amount of chemicals to ensure the quality of the pulp and reducing the bleaching temperature to reduce steam consumption and the cost of bleaching pulp has decreased by 1.62% (3.19 USD/adt) after optimization.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Foresstat, F. Forest Products Production, Import and Export Statistics [EB/OL]. Available online: http://www.fao.org/forestry/statistics/80938/zn/ (accessed on 22 May 2021).
- Kong, L.; Zhao, J.; Li, J.; Lou, R.; Zhang, Y. Evaluating energy efficiency improvement of pulp and paper production: Case study from factory level. J. Clean. Prod. 2020, 277, 124018. [Google Scholar] [CrossRef]
- Fracaro, G.; Vakkilainen, E.; Hamaguchi, M.; De Souza, S.N.M. Energy Efficiency in the Brazilian Pulp and Paper Industry. Energies 2012, 5, 3550–3572. [Google Scholar] [CrossRef]
- Fleiter, T.; Fehrenbach, D.; Worrell, E.; Eichhammer, W. Energy efficiency in the German pulp and paper industry—A model-based assessment of saving potentials. Energy 2012, 40, 84–99. [Google Scholar] [CrossRef]
- Hart, P.W. The chemical versus energy cost tug of war: A pulp mill perspective. Tappi J. 2011, 10, 37–42. [Google Scholar] [CrossRef]
- Gong, Z.-X.; Stanovský, J.; Mujumdar, A.S. Energy Audit of a Fiberboard Drying Production Line Using Simprosys Software. Dry. Technol. 2011, 29, 408–418. [Google Scholar] [CrossRef]
- Afshar, P.; Brown, M.; Austin, P.; Wang, H.; Breikin, T.; Maciejowski, J. Sequential modelling of thermal energy: New potential for energy optimisation in papermaking. Appl. Energy 2012, 89, 97–105. [Google Scholar] [CrossRef]
- Klugman, S.; Karlsson, M.; Moshfegh, B. A Scandinavian chemical wood pulp mill. Part 1. Energy audit aiming at efficiency measures. Appl. Energy 2007, 84, 326–339. [Google Scholar] [CrossRef]
- Kong, L.; Price, L.; Hasanbeigi, A.; Liu, H.; Li, J. Potential for reducing paper mill energy use and carbon dioxide emissions through plant-wide energy audits: A case study in China. Appl. Energy 2013, 102, 1334–1342. [Google Scholar] [CrossRef]
- Costa, A.; Bakhtiari, B.; Schuster, S.; Paris, J. Integration of absorption heat pumps in a Kraft pulp process for enhanced energy efficiency. Energy 2009, 34, 254–260. [Google Scholar] [CrossRef]
- Akterian, S. Improving the energy efficiency of traditional multi-stage steam-jet-ejector vacuum systems for deodorizing edible oils. Procedia Food Sci. 2011, 1, 1785–1791. [Google Scholar] [CrossRef]
- Goortani, B.M.; Mateos-Espejel, E.; Paris, J. Integration of a cogeneration unit into a kraft pulping process. Appl. Therm. Eng. 2010, 30, 2724–2729. [Google Scholar] [CrossRef]
- Inamdar, U.Y.; Pervez, N.; Navik, R.G.; Peng, X.; Cai, Y. Low-temperature bleaching of cotton fabric by activated peroxide system. Emerg. Mater. Res. 2017, 6, 387–395. [Google Scholar] [CrossRef]
- Liu, P.; Yang, G.; Chen, J.; Zhang, K. Improving properties of poplar apmp by modified pulping process. In Proceedings of the 16th International Symposium on Wood, Fibre and Pulping Chemistry, Tianjin, China, 8–10 June 2011; pp. 549–552. [Google Scholar]
- Skals, P.B.; Krabek, A.; Nielsen, P.H.; Wenzel, H. Environmental assessment of enzyme assisted processing in pulp and paper industry. Int. J. Life Cycle Assess. 2007, 13, 124–132. [Google Scholar] [CrossRef]
- Kermani, M.; Périn-Levasseur, Z.; Benali, M.; Savulescu, L.; Maréchal, F. An Improved Linear Programming Approach for Simultaneous Optimization of Water and Energy. Comput. Aided Chem. Eng. 2014, 33, 1561–1566. [Google Scholar]
- Bengwei, C. The Experience of Brazilian Pulp Mills in Reducing Chemical Use and Production Costs. Pap. Biomater. 2009, 12, 10. [Google Scholar]
- Ji, X.; Lundgren, J.; Wang, C.; Dahl, J.; Grip, C. Process Simulation and Energy Optimization for the Pulp and Paper Mill. In Proceedings of the 13th International Conference on Process Integration, Modelling and Optimisation for Energy Saving and Pollution Reduction, Prague, Czech Republic, 28 August–1 September 2010; pp. 283–288. [Google Scholar] [CrossRef]
- Chew, I.M.L.; Foo, D.C.Y.; Bonhivers, J.-C.; Stuart, P.; Alva-Argaez, A.; Savulescu, L.E. A model-based approach for simultaneous water and energy reduction in a pulp and paper mill. Appl. Therm. Eng. 2013, 51, 393–400. [Google Scholar] [CrossRef]
- Ma, Z.; Zhong, P.; Li, J.; Yin, Y. Soft Sensor Model of Adsorbable Organic Halogen Based on Bleached Pulp Quality Indices. Bioresources 2020, 15, 62–77. [Google Scholar] [CrossRef]
- Ma, Z.; Chen, S.; Yin, Y.; Lu, X.; Zhou, Y.; Lin, T. Prediction models of pulp components based on the quality indices in bleaching process. Environ. Dev. Sustain. 2021, 23, 4043–4060. [Google Scholar] [CrossRef]
- De Assis, T.; Perrin, J.; Jameel, H.; Phillips, R.; Lachenal, D.; Kirkman, A.; Gonzalez, R. Techno-economic analysis of ECF bleaching and TCF bleaching for a bleached eucalyptus kraft pulp mill. TAPPI J. 2017, 16, 583–595. [Google Scholar] [CrossRef]
- Anttila, A.-K.; Pirttilä, A.M.; Häggman, H.; Harju, A.; Venäläinen, M.; Haapala, A.; Holmbom, B.; Julkunen-Tiitto, R. Condensed conifer tannins as antifungal agents in liquid culture. Holzforschung 2013, 67, 825–832. [Google Scholar] [CrossRef]
- Shi, L.; Ge, J.; Nie, S.; Qin, C.; Yao, S. Effect of lignin structure on adsorbable organic halogens formation in chlorine dioxide bleaching. R. Soc. Open Sci. 2019, 6, 182024. [Google Scholar] [CrossRef] [PubMed]
- Liu, W.; Zhou, S.; Qi, X.; Pu, J. Preparation of acetate-grade dissolving pulp from eucalyptus by processes including alkaline pretreatment and combined post-treatments with xylanase and alkali. TAPPI J. 2013, 12, 19–24. [Google Scholar] [CrossRef]
- Camargo, S.K.D.C.A.; Ventorim, G.; Camargo, B.S.; de Carvalho, A.C.K.; de Lima, S.L.R.; de Almeida, F.A.P. Ultraviolet Resonance Raman Spectroscopy Analysis of Carbonyl Groups Present after Different Bleaching Stages for Various Bleach Sequences. Bioresources 2019, 14, 1915–1927. [Google Scholar] [CrossRef]
- Senior, D.J.; Hamilton, J.; Froass, P.M.; Ragauskas, A.J.; Sealey, J.E. Interaction of hydrogen peroxide and chlorine dioxide stages in ECF bleaching. TAPPI J. 1998, 81, 170–178. [Google Scholar]
- Yin, Y.; Song, X.; Li, C.; Nie, S. A Method for Integrated Optimization of Chlorine Dioxide Delignification of Bagasse Pulp. Bioresources 2017, 13, 1065–1074. [Google Scholar] [CrossRef]
- Brogdon, B.N. Optimization of elemental chlorine-free bleaching for a softwood kraft pulp part 2: Economic analysis of chemical and steam consumption. TAPPI J. 2010, 9, 47–53. [Google Scholar] [CrossRef]
- Zhan, H. Pulping Principle and Engineering; China Light Industry Press: Beijing, China, 2009. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
| Items of Testing | Procedure |
|---|---|
| Pulp brightness | TAPPI T 525 om-92, Diffuse brightness of paper, paperboard and pulp (d/0)-ultraviolet level C |
| Viscosity | TAPPI T 230 om-94, Viscosity of pulp (capillary viscometer method) |
| Kappa number | TAPPI T 236 cm-85, Kappa number of pulp |
| Parameters or Coefficients | Unit | Value | Ref. |
|---|---|---|---|
| Ctot,set | USD/t | 196.35 | Calculated a |
| yb,set | % ISO | 87 | practice |
| yv,set | mL/g | 560 | practice |
| Fmin,ClO2 | % | 0.5 | practice |
| Fmax,ClO2 | % | 5.5 | practice |
| Fmin,NaOH | % | 2 | practice |
| Fmax,NaOH | % | 5 | practice |
| Fmin,H2O2 | % | 1 | practice |
| Fmax,H2O2 | % | 2.5 | practice |
| Tmin,i | °C | 50 | practice |
| Tmax,i | °C | 95 | practice |
| ClO2 | USD/t | 2289.31 | market price b |
| H2O2 | USD/t | 221.30 | market price c |
| NaOH | USD/t | 351.03 | market price d |
| Steam | USD/t | 30.52 | market price e |
| Indices | Bleaching Stage | Coefficient Terms | Value | Bleaching Stage | Coefficient Terms | Value | Bleaching Stage | Coefficient Terms | Value | Bleaching Stage | Coefficient Terms | Value |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Brightness Equation (1) | D0 | FClO2,D02 | −1.0035 | Ep | FH2O2,Ep2 | 0.1004 | P | FH2O2,P2 | −0.0167 | D1 | FClO2,D13 | 0.6363 |
| FClO2,D0 | 10.7731 | FH2O2,Ep | −0.0556 | FH2O2,P | 0.7260 | FClO2,D12 | −4.0951 | |||||
| TD02 | −9.23 × 10−4 | TEp2 | −0.0017 | TP2 | −2.7 × 10−4 | FClO2,D1 | 8.1039 | |||||
| TD0 | 0.2095 | TEp | −0.3394 | TP | 0.0425 | TD13 | −1.42 × 10−5 | |||||
| Constant | −12.0261 | FNaOH,Ep2 | −0.1992 | FNaOH,P2 | −0.2644 | TD12 | 0.0021 | |||||
| FNaOH,Ep | 1.8507 | FNaOH,P | 2.0625 | TD1 | −0.0298 | |||||||
| Constant | 2.3820 | Constant | 3.9807 | Constant | −5.5561 | |||||||
| Viscosity Equation (2) | D0 | FClO2,D02 | 2.9615 | Ep | FH2O2,Ep2 | 2.9116 | P | FH2O2,P2 | 2.6843 | D1 | FClO2,D12 | 1.4707 |
| FClO2,D0 | 24.9307 | FH2O2,Ep | −7.0139 | FH2O2,P | 4.5250 | FClO2,D1 | 15.8511 | |||||
| TD02 | −0.0317 | TEp2 | −9.15 × 10−4 | TP2 | 0.0310 | TD12 | 6.67 × 10−3 | |||||
| TD0 | 4.3676 | TEp | 1.1752 | TP | −1.7520 | TD1 | 1.7185 | |||||
| Constant | −31.1279 | FNaOH,Ep2 | 8.3159 | FNaOH,P2 | 2.6150 | Constant | −28.3679 | |||||
| FNaOH,Ep | −0.3813 | FNaOH,P | 2.4339 | |||||||||
| Constant | −20.5277 | Constant | 17.1899 | |||||||||
| Kappa number Equation (3) | D0 | FClO2,D03 | 0.0311 | Ep | FH2O2,Ep2 | 0.0137 | P | FH2O2,P3 | 0.0269 | D1 | FClO2,D13 | 0.3853 |
| FClO2,D02 | −0.1024 | FH2O2,Ep | 0.0419 | FH2O2,P2 | −0.2723 | FClO2,D12 | −2.5246 | |||||
| FClO2,D0 | −1.2345 | TEp2 | −1.29 × 10−4 | FH2O2,P | 0.8097 | FClO2,D1 | 5.2546 | |||||
| TD03 | −2.39 × 10−5 | TEp | 0.0234 | TP3 | 9.23 × 10−6 | TD12 | −9.57 × 10−5 | |||||
| TD02 | 5.5 × 10−3 | FNaOH,Ep2 | 0.1156 | TP2 | −2.03 × 10−3 | TD1 | 0.0227 | |||||
| TD0 | −0.4399 | FNaOH,Ep | −0.1168 | TP | 0.1518 | Constant | −2.9081 | |||||
| Constant | 21.2392 | Constant | 1.3073 | FNaOH,P3 | 4.78 × 10−3 | |||||||
| FNaOH,P2 | −0.0831 | |||||||||||
| FNaOH,P | 0.2417 | |||||||||||
| Constant | −3.6030 |
| Bleaching Stage | Parameter | Before Optimization | After Optimization |
|---|---|---|---|
| D0 | Chlorine dioxide dosage (%) | 2.7 | 3.2 |
| Bleaching temperature (°C) | 60 | 55 | |
| Brightness (% ISO) | 55.5 | 56.27 | |
| Viscosity (mL/g) | 885 | 863 | |
| Steam consumption (t/adt) | 0.4768 | 0.4054 | |
| Ep | Hydrogen peroxide dosage (%) | 0.5 | 0.73 |
| Bleaching temperature (°C) | 60 | 55 | |
| Sodium hydroxide dosage (%) | 1.55 | 2.78 | |
| Brightness (% ISO) | 74.4 | 75.89 | |
| Viscosity (mL/g) | 824 | 762 | |
| Steam consumption (t/adt) | 0.4758 | 0.4046 | |
| P | Hydrogen peroxide dosage (%) | 2.5 | 2 |
| Bleaching temperature (°C) | 90 | 81.1 | |
| Sodium hydroxide dosage (%) | 1.5 | 1.84 | |
| Brightness (% ISO) | 84.39 | 85.82 | |
| Viscosity (mL/g) | 714 | 651 | |
| Steam consumption (t/adt) | 0.9267 | 0.7878 | |
| D1 | Chlorine dioxide dosage (%) | 1.2 | 1.09 |
| Bleaching temperature (°C) | 75 | 60 | |
| Brightness (% ISO) | 87.32 | 87.78 | |
| Viscosity (mL/g) | 638 | 581 | |
| Steam consumption (t/adt) | 0.6938 | 0.4739 |
| Bleaching Stage | Parameter | Before Optimization | After Optimization |
|---|---|---|---|
| D0 | Steam consumption (t/adt) | 0.4768 | 0.4054 |
| Chemical cost (USD/adt) | 60.91 | 72.19 | |
| Bleaching cost (USD/adt) | 76.56 | 85.50 | |
| Ep | Steam consumption (t/adt) | 0.4758 | 0.4046 |
| Chemical cost (USD/adt) | 8.28 | 13.68 | |
| Bleaching cost (USD/adt) | 23.61 | 26.88 | |
| P | Steam consumption (t/adt) | 0.9267 | 0.7878 |
| Chemical cost (USD/adt) | 19.80 | 17.96 | |
| Bleaching cost (USD/adt) | 49.12 | 42.90 | |
| D1 | Steam consumption (t/adt) | 0.6938 | 0.4739 |
| Chemical cost (USD/adt) | 25.48 | 23.14 | |
| Bleaching cost (USD/adt) | 47.04 | 37.88 |
| Bleaching Stage | Parameter | Calculated Value | Experimental Value |
|---|---|---|---|
| D0 | Brightness (% ISO) | 56.27 | 57.62 |
| Viscosity (mL/g) | 863 | 868 | |
| Ep | Brightness (% ISO) | 75.89 | 75.45 |
| Viscosity (mL/g) | 762 | 793 | |
| P | Brightness (% ISO) | 85.82 | 84.75 |
| Viscosity (mL/g) | 651 | 701 | |
| D1 | Brightness (% ISO) | 87.78 | 87.22 |
| Viscosity (mL/g) | 581 | 605 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, S.; Ma, Z.; Liu, J.; Yang, J.; Yin, Y.; Zhan, L. A Method to Reduce Steam Consumption of ECF Bleaching Based on Operation Optimizing. Processes 2021, 9, 928. https://doi.org/10.3390/pr9060928
Chen S, Ma Z, Liu J, Yang J, Yin Y, Zhan L. A Method to Reduce Steam Consumption of ECF Bleaching Based on Operation Optimizing. Processes. 2021; 9(6):928. https://doi.org/10.3390/pr9060928
Chicago/Turabian StyleChen, Shaoxu, Zhichao Ma, Jiang Liu, Jingjing Yang, Yongjun Yin, and Lei Zhan. 2021. "A Method to Reduce Steam Consumption of ECF Bleaching Based on Operation Optimizing" Processes 9, no. 6: 928. https://doi.org/10.3390/pr9060928
APA StyleChen, S., Ma, Z., Liu, J., Yang, J., Yin, Y., & Zhan, L. (2021). A Method to Reduce Steam Consumption of ECF Bleaching Based on Operation Optimizing. Processes, 9(6), 928. https://doi.org/10.3390/pr9060928