
Improved Sugar Recovery from Orange Peel by Statistical Optimization of Thermo-Alkaline Pretreatment



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Raw Material and Alkaline Pretreatment
2.3. Design of Experiment by Response Surface Methodology (RSM)
2.4. Optimization of Enzymatic Hydrolysis
2.5. Analytical Methods
3. Results and Discussion
3.1. Characterization of Orange Peel
3.2. Optimization of Thermal–Alkaline Pretreatment by RSM
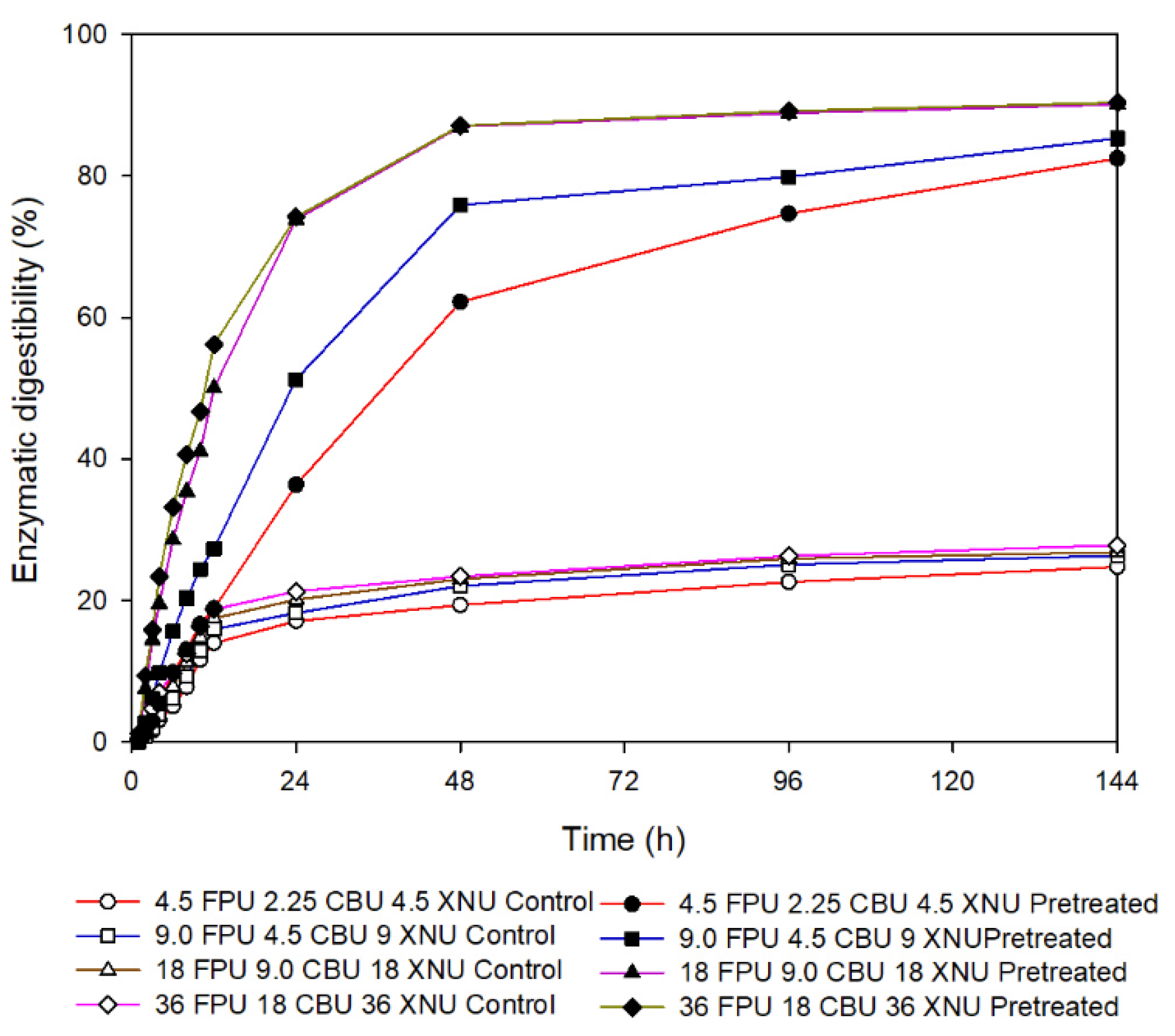
3.3. Selection of Enzyme Concentration
3.4. Summary of Pretreatment of Orange Peel
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Grasso, A.C.; Olthof, M.R.; Boevé, A.J.; van Dooren, C.; Lähteenmäki, L.; Brouwer, I.A. Socio-Demographic Predictors of Food Waste Behavior in Denmark and Spain. Sustainability 2019, 11, 3244. [Google Scholar] [CrossRef]
- Park, S.H.; Kim, J.C. Monoolein Cubosomes for Enhancement of in vitro Anti-oxidative Efficacy of Bambusae Caulis in Taeniam Extract Toward Carcinogenic Fine Dust-stimulated RAW 264.7 cells. Korean J. Chem. Eng. 2019, 36, 1466–1473. [Google Scholar] [CrossRef]
- Seo, H.S.; Park, B.H. Phenolic Compound Extraction from Spent Coffee Grounds for Antioxidant Recovery. Korean J. Chem. Eng. 2020, 36, 186–190. [Google Scholar] [CrossRef]
- Pellera, F.-M.; Pasparakis, E.; Gidarakos, E. Consecutive Anaerobic-Aerobic Treatment of the Organic Fraction of Municipal Solid Waste and Lignocellulosic Materials in Laboratory-Scale Landfill-Bioreactors. Waste Manag. 2016, 56, 181–189. [Google Scholar] [CrossRef] [PubMed]
- Morales-Polo, C.; Cledera-Castro, M.D.M.; Moratilla Soria, B.Y. Reviewing the Anaerobic Digestion of Food Waste: From Waste Generation and Anaerobic Process to Its Perspectives. Appl. Sci. 2018, 8, 1804. [Google Scholar] [CrossRef]
- Ul-Islam, M.; Ullah, M.W.; Khan, S.; Park, J.K. Production of Bacterial Cellulose from Alternative Cheap and Waste Resources: A Step for Cost Reduction with Positive Environmental Aspects. Korean J. Chem. Eng. 2020, 37, 925–937. [Google Scholar] [CrossRef]
- Helalat, S.H.; Bidaj, S.; Samani, S.; Moradi, M. Producing Alcohol and Salt Stress Tolerant Strain of Saccharomyces cerevisiae by Heterologous Expression of pprI Gene. Enzyme Microb. Technol. 2019, 124, 17–22. [Google Scholar] [CrossRef] [PubMed]
- Santika, W.G.; Anisuzzaman, M.; Bahri, P.A.; Shafiullah, G.M.; Rupf, G.V.; Urmee, T. From Goals to Joules: A Quantitative Approach of Interlinkages Between Energy and the Sustainable Development Goals. Energy Res. Soc. Sci. 2019, 50, 201–214. [Google Scholar] [CrossRef]
- Yoo, H.Y.; Lee, J.H.; Kim, D.S.; Lee, J.H.; Lee, S.K.; Lee, S.J.; Park, C.; Kim, S.W. Enhancement of Glucose Yield from Canola Agricultural Residue by Alkali Pretreatment Based on Multi-Regression Models. J. Ind. Eng. Chem. 2017, 51, 303–311. [Google Scholar] [CrossRef]
- Arancon, R.A.D.; Lin, C.S.K.; Chan, K.M.; Kwan, T.H.; Luque, R. Advances on Waste Valorization: New Horizons for a More Sustainable Society. Energy Sci. Eng. 2013, 1, 53–71. [Google Scholar] [CrossRef]
- Jeya, M.; Zhang, Y.-W.; Kim, I.-W.; Lee, J.-K. Enhanced Saccharification of Alkali-Treated Rice Straw by Cellulase from Trametes hirsuta and Statistical Optimization of Hydrolysis Conditions by RSM. Bioresour. Technol. 2009, 100, 5155–5161. [Google Scholar] [CrossRef] [PubMed]
- Sathesh-Prabu, C.; Shin, K.S.; Kwak, G.H.; Jung, S.-K.; Lee, S.K. Microbial Production of Fatty Acid via Metabolic Engineering and Synthetic Biology. Biotechnol. Bioprocess. Eng. 2019, 24, 23–40. [Google Scholar] [CrossRef]
- Banerjee, S.; Mishra, G.; Roy, A. Metabolic engineering of bacteria for renewable bioethanol production from cellulosic biomass. Biotechnol. Bioprocess. Eng. 2019, 24, 713–733. [Google Scholar] [CrossRef]
- Kim, S.Y.; Yang, Y.-H.; Choi, K.-Y. Bioconversion of plant hydrolysate biomass into biofuels using an engineered Bacillus subtilis and Escherichia coli mixed-whole cell biotransformation. Biotechnol. Bioprocess. Eng. 2020, 25, 477–484. [Google Scholar] [CrossRef]
- Rhie, M.N.; Kim, H.T.; Jo, S.Y.; Chu, L.L.; Baritugo, K.; Baylon, M.G.; Lee, J.; Na, J.; Kim, L.H.; Kim, T.W.; et al. Recent advances in the Metabolic Engineering of Klebsiella pneumoniae: A Potential Platform Microorganism for Biorefineries. Biotechnol. Bioprocess. Eng. 2019, 24, 48–64. [Google Scholar] [CrossRef]
- Newsome, T.M.; Van Eeden, L.M. The Effects of Food Waste on Wildlife and Humans. Sustainability 2017, 9, 1269. [Google Scholar] [CrossRef]
- Gupta, N.; Poddar, K.; Sarkar, D.; Kumari, N.; Padhan, B.; Sarkar, A. Fruit Waste Management by Pigment Production and Utilization of Residual as Bioadsorbent. J. Environ. Manag. 2019, 244, 138–143. [Google Scholar] [CrossRef]
- Mahato, N.; Sinha, M.; Sharma, K.; Koteswararao, R.; Cho, M.H. Modern Extraction and Purification Techniques for Obtaining High Purity Food-Grade Bioactive Compounds and Value-Added Co-Products from Citrus Wastes. Foods 2019, 8, 523. [Google Scholar] [CrossRef] [PubMed]
- FAOSTAT Database Results. 2018. Available online: http://www.fao.org/faostat/ (accessed on 18 August 2020).
- Zhou, Y.-M.; Chen, Y.-P.; Guo, J.-S.; Shen, Y.; Yan, P.; Yang, J.-X. Recycling of Orange Waste for Single Cell Protein Production and the Synergistic and Antagonistic Effects on Production Quality. J. Clean Prod. 2019, 213, 384–392. [Google Scholar] [CrossRef]
- Goshadrou, A. Bioethanol Production from Cogongrass by Sequential Recycling of Black Liquor and Wastewater in a Mild-Alkali Pretreatment. Fuel 2019, 258, 116141. [Google Scholar] [CrossRef]
- Abubackar, H.N.; Keskin, T.; Arslan, K.; Vural, C.; Aksu, D.; Yavuzyılmaz, D.K.; Ozdemir, G.; Azbar, N. Effects of Size and Autoclavation of Fruit and Vegetable Wastes on Biohydrogen Production by Dark Dry Anaerobic Fermentation under Mesophilic Condition. Int. J. Hydrog. Energy 2019, 44, 17767–17780. [Google Scholar] [CrossRef]
- Yuan, Z.; Wei, W.; Wen, Y.; Wang, R. Comparison of Alkaline and Acid-Catalyzed Steam Pretreatments for Ethanol Production from Tobacco Stalk. Ind. Crop. Prod. 2019, 142, 111864. [Google Scholar] [CrossRef]
- Parthiba Karthikeyan, O.; Trably, E.; Mehariya, S.; Bernet, N.; Wong, J.W.C.; Carrere, H. Pretreatment of Food Waste for Methane and Hydrogen Recovery: A Review. Bioresour. Technol. 2018, 249, 1025–1039. [Google Scholar] [CrossRef] [PubMed]
- Saha, S.; Kurade, M.B.; El-Dalatony, M.M.; Chatterjee, P.K.; Lee, D.S.; Jeon, B.-H. Improving Bioavailability of Fruit Wastes using Organic Acid: An Exploratory Study of Biomass Pretreatment for Fermentation. Energy Convers. Manag. 2016, 127, 256–264. [Google Scholar] [CrossRef]
- Keskin, T.; Abubackar, H.N.; Arslan, K.; Azbar, N. Chapter 12—Biohydrogen Production from Solid Wastes, Biohydrogen. In Biomass, Biofuels, Biochemicals: Biohydrogen, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 321–346. [Google Scholar]
- Kamalini, A.; Muthusamy, S.; Ramapriya, R.; Muthusamy, B.; Pugazhendhi, A. Optimization of Sugar Recovery Efficiency using Microwave Assisted Alkaline Pretreatment of Cassava Stem using Response Surface Methodology and its Structural Characterization. J. Mol. Liq. 2018, 54, 55–63. [Google Scholar] [CrossRef]
- Tsang, Y.F.; Kumar, V.; Samadar, P.; Yang, Y.; Lee, J.; Ok, Y.S.; Song, H.; Kim, K.H.; Kwon, E.E.; Jeon, Y.J. Production of Bioplastic through Food Waste Valorization. Environ. Int. 2019, 127, 625–644. [Google Scholar] [CrossRef]
- Alamanou, D.G.; Malamis, D.; Mamma, D.; Kekos, D. Bioethanol from Dried Household Food Waste Applying Non-Isothermal Simultaneous Saccharification and Fermentation at High Substrate Concentration. Waste Biomass Valorization 2015, 6, 353–361. [Google Scholar] [CrossRef]
- Kapanji, K.K.; Haigh, K.F.; Görgens, J.F. Techno-Economic Analysis of Chemically Catalysed Lignocellulose Biorefineries at a Typical Sugar Mill: Sorbitol or Glucaric Acid and Electricity Co-Production. Bioresour. Technol. 2019, 289, 121635. [Google Scholar] [CrossRef]
- Bolado-Rodríguez, S.; Toquero, C.; Martín-Juárez, J.; Travaini, R.; García-Encina, P.A. Effect of Thermal, Acid, Alkaline and Alkaline-Peroxide Pretreatments on the Biochemical Methane Potential and Kinetics of the Anaerobic Digestion of Wheat Straw and Sugarcane Bagasse. Bioresour. Technol. 2016, 201, 182–190. [Google Scholar] [CrossRef] [PubMed]
- Jung, D.U.; Yoo, H.Y.; Kim, S.B.; Lee, J.H.; Park, C.; Kim, S.W. Optimization of Medium Composition for Enhanced Cellulase Production by Mutant Penicillium brasilianum KUEB15 using Statistical Method. J. Ind. Eng. Chem. 2015, 25, 145–150. [Google Scholar] [CrossRef]
- Knoef, H.A.M. Handbook Biomass Gasification; Biomass Technology Group (BTG): Meppel, The Netherlands, 2005. [Google Scholar]
- Zerva, I.; Remmas, N.; Ntougias, S. Biocatalyst Potential of Cellulose-Degrading Microorganisms Isolated from Orange Juice Processing Waste. Beverages 2019, 5, 21. [Google Scholar] [CrossRef]
- Zerva, I.; Remmas, N.; Ntougias, S. Diversity and Biotechnological Potential of Xylan-Degrading Microorganisms from Orange Juice Processing Waste. Water 2019, 11, 274. [Google Scholar] [CrossRef]
- Kuo, C.-H.; Huang, C.-Y.; Shieh, C.-J.; Wang, H.-M.D.; Tseng, C.-Y. Hydrolysis of Orange Peel with Cellulase and Pectinase to Produce Bacterial Cellulose using Gluconacetobacter xylinus. Waste Biomass Valorization 2019, 10, 85–93. [Google Scholar] [CrossRef]
- Yoo, H.Y.; Yang, X.; Kim, D.S.; Lotrakul, P.; Prasongsuk, S.; Punnapayak, H.; Kim, S.W. Evaluation of the overall process on bioethanol production from miscanthus hydrolysates obtained by dilute acid pretreatment. Biotechnol. Bioprocess. Eng. 2016, 21, 733–742. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass; Technical Report NREL/TP-510-42618; National Renewable Energy Laboratory: Golden, CO, USA, 2010. [Google Scholar]
- Senit, J.J.; Velasco, D.; Gomez Manrique, A.; Sanchez-Barba, M.; Toledo, J.M.; Santos, V.E.; Garcia-Ochoa, F.; Yustos, P.; Ladero, M. Orange Peel Waste Upstream Integrated Processing to Terpenes, Phenolics, Pectin and Monosaccharides: Optimization Approaches. Ind. Crops Prod. 2019, 134, 370–381. [Google Scholar] [CrossRef]
- Bustamante, D.; Tortajada, M.; Ramón, D.; Rojas, A. Production of D-Lactic Acid by the Fermentation of Orange Peel Waste Hydrolysate by Lactic Acid Bacteria. Fermentation 2020, 6, 1. [Google Scholar] [CrossRef]
- Lange, J.-P. Lignocellulose Conversion: An Introduction to Chemistry, Process and Economics. Biofuels Bioprod. Bioref. 2007, 1, 39–48. [Google Scholar] [CrossRef]
- Hussain, S.A.; Nazir, Y.; Hameed, A.; Yang, W.; Mustafa, K.; Song, Y. Optimization of Diverse Carbon Sources and Cultivation Conditions for Enhanced Growth and Lipid and Medium-Chain Fatty Acid (MCFA) Production by Mucor circinelloides. Fermentation 2019, 5, 35. [Google Scholar] [CrossRef]
- Bensah, E.C.; Kadar, Z.; Mensah, M.Y. Alkali and glycerol pretreatment of west african biomass for production of sugars and ethanol. Bioresour. Technol. Rep. 2019, 6, 123–130. [Google Scholar] [CrossRef]
- Ávila-Lara, A.I.; Camberos-Flores, J.N.; Mendoza-Pérez, J.A.; Messina-Fernández, S.R.; Saldaña-Duran, C.E.; Jimenez-Ruiz, E.I.; Sánchez-Herrera, L.M.; Pérez-Pimienta, J.A. Optimization of Alkaline and Dilute Acid Pretreatment of Agave Bagasse by Response Surface Methodology. Front. Bioeng. Biotechnol. 2015, 3, 146. [Google Scholar] [CrossRef]
- Wang, L.; Lu, W.; Li, J.; Hu, J.; Ding, R.; Lv, M.; Wang, Q. Optimization of Ultrasonic-Assisted Extraction and Purification of Zeaxanthin and Lutein in Corn Gluten Meal. Molecules 2019, 24, 2994. [Google Scholar] [CrossRef] [PubMed]
- Kucharska, K.; Rybarczyk, P.; Hołowacz, I.; Łukajtis, R.; Glinka, M.; Kamiński, M. Pretreatment of Lignocellulosic Materials as Substrates for Fermentation Processes. Molecules 2018, 23, 2937. [Google Scholar] [CrossRef]
- Vaughn, N.; Helseth, T. Design Expert 8 [Software]; Stat-Ease, Inc.: Minneapolis, MN, USA, 2016; Available online: https://www.statease.com/ (accessed on 15 September 2012).
- Osman, H. Model Prediction and Optimization of Waste Lube Oil Treated with Natural Clay. Processes 2019, 7, 729. [Google Scholar] [CrossRef]
- Yahaya Pudza, M.; Zainal Abidin, Z.; Abdul Rashid, S.; Md Yasin, F.; Noor, A.S.M.; Issa, M.A. Sustainable Synthesis Processes for Carbon Dots through Response Surface Methodology and Artificial Neural Network. Processes 2019, 7, 704. [Google Scholar] [CrossRef]
- Zheng, S.; Zhu, Y.; Jiao, C.; Shi, M.; Wei, L.; Zhou, Y.; Jin, Q.; Cai, Y. Extraction and Analysis of Gigantol from Dendrobium officinale with Response Surface Methodology. Molecules 2018, 23, 818. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Liu, D.; Yu, H.; Wang, D.; Li, J. Optimization of Microwave Coupled Hot Air Drying for Chinese Yam Using Response Surface Methodology. Processes 2019, 7, 745. [Google Scholar] [CrossRef]
- Ahmad, A.L.; Derek, C.J.C.; Zulkali, M.M.D. Optimization of Thaumatin Extraction by Aqueous Two-Phase System (ATPS) using Response Surface Methodology (RSM). Sep. Purif. Technol. 2008, 62, 702–708. [Google Scholar] [CrossRef]
- Vepsäläinen, M.; Ghiasvand, M.; Selin, J.; Pienimaa, J.; Repo, E.; Pulliainen, M.; Sillanpää, M. Investigations of the Effects of Temperature and Initial Sample pH on Natural Organic Matter (NOM) Removal with Electrocoagulation using Response Surface Method (RSM). Sep. Purif. Technol. 2009, 69, 255–261. [Google Scholar] [CrossRef]
- Czyrski, A.; Sznura, J. The Application of Box-Behnken-Design in the Optimization of HPLC Separation of Fluoroquinolones. Sci. Rep. 2019, 9, 19458. [Google Scholar] [CrossRef] [PubMed]
- Choi, I.S.; Kim, J.-H.; Wi, S.G.; Kim, K.H.; Bae, H.-J. Bioethanol Production from Mandarin (Citrus unshiu) Peel Waste using Popping Pretreatment. Appl. Energy 2013, 102, 204–210. [Google Scholar] [CrossRef]
- Boluda-Aguilar, M.; López-Gómez, A. Production of Bioethanol by Fermentation of Lemon (Citrus limon L.) Peel Wastes Pretreated with Steam Explosion. Ind. Crops Prod. 2013, 41, 188–197. [Google Scholar] [CrossRef]
- Boluda-Aguilar, M.; García-Vidal, L.; González-Castañeda, F.P.; López-Gómez, A. Mandarin Peel Wastes Pretreatment with Steam Explosion for Bioethanol Production. Bioresour. Technol. 2010, 101, 3506–3513. [Google Scholar] [CrossRef] [PubMed]
- John, I.; Pola, J.; Thanabalan, M.; Appusamy, A. Bioethanol Production from Musambi Peel by Acid Catalyzed Steam Pretreatment and Enzymatic Saccharification: Optimization of Delignification Using Taguchi Design. Waste Biomass Valorization 2020, 11, 2631–2643. [Google Scholar] [CrossRef]
- Cho, E.J.; Lee, Y.G.; Chang, J.; Bae, H.-J. A High-Yield Process for Production of Biosugars and Hesperidin from Mandarin Peel Wastes. Molecules 2020, 25, 4286. [Google Scholar] [CrossRef]
- Santi, G.; Crognale, S.; D’Annibale, A.; Petruccioli, M.; Ruzzi, M.; Valentini, R.; Moresi, M. Orange Peel Pretreatment in a Novel Lab-Scale Direct Steam-Injection Apparatus for Ethanol Production. Biomass Bioenergy 2014, 61, 146–156. [Google Scholar] [CrossRef]
- Kim, D. Physico-Chemical Conversion of Lignocellulose: Inhibitor Effects and Detoxification Strategies: A Mini Review. Molecules 2018, 23, 309. [Google Scholar] [CrossRef] [PubMed]
- Naresh, M.; Rajarathinam, K.; Senniyappan, R.; Moorthy, T.; Kumar, R. Choice of Pretreatment Technology for Sustainable Production of Bioethanol from Lignocellulosic Biomass: Bottle Necks and Recommendations. Waste Biomass Valoriz. 2019, 10, 1693–1709. [Google Scholar] [CrossRef]
- Zhu, Y.; Huang, J.; Sun, S.; Wu, A.; Li, H. Effect of Dilute Acid and Alkali Pretreatments on the Catalytic Performance of Bamboo-Derived Carbonaceous Magnetic Solid Acid. Catalysts 2019, 9, 245. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variables | Unit | Symbol | Levels | ||||
|---|---|---|---|---|---|---|---|
| −2 | −1 | 0 | 1 | 2 | |||
| Time | min | X1 | 0 | 10 | 20 | 30 | 40 |
| KOH concentration | % | X2 | 0 | 1 | 2 | 3 | 4 |
| Solid loading | g/L | X3 | 40 | 60 | 80 | 100 | 120 |
| Compounds | Content %, w/w Dry Solid |
|---|---|
| Cellulose | 25.0 |
| Hemicellulose | 17.0 |
| Xylan | 11.3 |
| Arabinan | 5.7 |
| Std | Coded Value | Glucan Content (%) | Enzymatic Digestibility (%) | ||
|---|---|---|---|---|---|
| X1 | X2 | X3 | |||
| 1 | −1 | −1 | −1 | 28.3 | 40.3 |
| 2 | 1 | −1 | −1 | 32.4 | 48.6 |
| 3 | −1 | 1 | −1 | 27.1 | 91.0 |
| 4 | 1 | 1 | −1 | 32.8 | 87.8 |
| 5 | −1 | −1 | 1 | 29.7 | 29.6 |
| 6 | 1 | −1 | 1 | 29.9 | 35.8 |
| 7 | −1 | 1 | 1 | 25.1 | 86.5 |
| 8 | 1 | 1 | 1 | 28.8 | 80.1 |
| 9 | −2 | 0 | 0 | 25.0 | 36.0 |
| 10 | 2 | 0 | 0 | 29.6 | 73.7 |
| 11 | 0 | −2 | 0 | 33.2 | 31.5 |
| 12 | 0 | 2 | 0 | 28.0 | 95.1 |
| 13 | 0 | 0 | −2 | 33.1 | 65.4 |
| 14 | 0 | 0 | 2 | 29.5 | 46.1 |
| 15 | 0 | 0 | 0 | 28.1 | 75.0 |
| 16 | 0 | 0 | 0 | 27.3 | 78.7 |
| 17 | 0 | 0 | 0 | 28.2 | 64.8 |
| 18 | 0 | 0 | 0 | 24.8 | 72.5 |
| 19 | 0 | 0 | 0 | 25.2 | 79.7 |
| 20 | 0 | 0 | 0 | 25.8 | 85.0 |
| Source | Sum of Squares | Degree of Freedom | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 128.78 | 9 | 14.31 | 10.24 | 0.0006 |
| X1 | 32.45 | 1 | 32.45 | 23.22 | 0.0007 |
| X2 | 18.30 | 1 | 18.30 | 13.09 | 0.0047 |
| X3 | 12.98 | 1 | 12.98 | 9.29 | 0.0123 |
| X1X2 | 3.10 | 1 | 3.10 | 2.22 | 0.1674 |
| X1X3 | 4.31 | 1 | 4.31 | 3.08 | 0.1097 |
| X2X3 | 3.12 | 1 | 3.12 | 2.23 | 0.1661 |
| X12 | 1.23 | 1 | 1.23 | 0.88 | 0.3709 |
| X22 | 27.35 | 1 | 27.35 | 19.57 | 0.0013 |
| X32 | 37.59 | 1 | 37.59 | 26.89 | 0.0004 |
| Residual | 13.98 | 10 | 1.40 | ||
| Lack of fit | 3.04 | 5 | 0.61 | 0.28 | 0.9071 |
| Pure error | 10.94 | 5 | 2.19 | ||
| Total | 142.76 | 19 |
| Source | Sum of Squares | Degree of Freedom | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 7945.40 | 9 | 882.82 | 21.58 | <0.0001 |
| X1 | 235.16 | 1 | 235.16 | 5.80 | 0.0368 |
| X2 | 6131.58 | 1 | 6131.58 | 151.25 | <0.0001 |
| X3 | 299.50 | 1 | 299.50 | 7.39 | 0.0216 |
| X1X2 | 105.44 | 1 | 105.44 | 2.60 | 0.1379 |
| X1X3 | 0.015 | 1 | 0.015 | 3.594E-004 | 0.9852 |
| X2X3 | 4.77 | 1 | 4.77 | 0.12 | 0.7387 |
| X12 | 746.02 | 1 | 746.02 | 18.40 | 0.0016 |
| X22 | 240.08 | 1 | 240.08 | 5.92 | 0.0352 |
| X32 | 619.99 | 1 | 619.99 | 15.29 | 0.0029 |
| Residual | 405.39 | 10 | 40.54 | ||
| Lack of fit | 334.87 | 5 | 66.97 | 4.75 | 0.0562 |
| Pure error | 70.52 | 5 | 14.10 | ||
| Total | 8350.79 | 19 |
| Parameters | Coded Factor Levels | Actual Factor Levels |
|---|---|---|
| time | 1.0 | 30 min |
| KOH concentration | 1.0 | 3% |
| solid loading | –1.0 | 60.1 g/L |
| Response | Predicted | Actual |
| glucan content (%) | 32.3 | 32.8 |
| enzymatic digestibility (%) | 86.0 | 87.8 |
| Feedstock | Pretreatment | Enzymatic Hydrolysis | Glucose Yield | Ref. | ||||
|---|---|---|---|---|---|---|---|---|
| Peel | Type | Temp | Time | S/L | Enzyme Loading | Bef. | Aft. | |
| (°C) | (min) | ratio | (Unit per g-Biomass) | (g per kg-Biomass) | ||||
| Mandarin | Popping | 150 | 10 | - | G (5.2 IU), P (1200 IU), X (13.25 XNU) | 248 | 320 | [55] |
| Lemon | Steam explosion | 160 | 5 | 1:2 | C (0.248 FPU), G (1190 IU), P (5.46 IU) | - | 236.4 | [56] |
| Mandarin | Steam explosion | 160 | 5 | 1:2 | C (0.248 FPU), G (1190 IU), P (5.46 IU) | - | 153.4 | [57] |
| Musambi | Dilute acid (0.25% H2SO4) | 121 | 60 | 1:4.9 | C (80 IU), G (100 IU), P (120 IU) | 258 | 386 | [58] |
| Mandarin | Soxhlet (Diethyl ether) | 45 | 300 | 1:13.3 | C (27.2 mg), P (18.4 mg) | 155 | 175.2 | [59] |
| Orange | Direct steam injection (0.5% H2SO4) | 180 | 2.5 | 1:6.7 | G (1.57 FPU) | - | 34.9 | [60] |
| Orange | Dilute acid (0.5% H2SO4) | 130 | 60 | 1:6.7 | G (1.57 FPU) | - | 94.8 | [60] |
| Orange | Thermal–alkaline | 121 | 30 | 1:16.7 | C (30 FPU), G (15 CBU), X (30 XNU) | 66.4 | 316.7 | This study |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jang, Y.W.; Lee, K.H.; Yoo, H.Y. Improved Sugar Recovery from Orange Peel by Statistical Optimization of Thermo-Alkaline Pretreatment. Processes 2021, 9, 409. https://doi.org/10.3390/pr9030409
Jang YW, Lee KH, Yoo HY. Improved Sugar Recovery from Orange Peel by Statistical Optimization of Thermo-Alkaline Pretreatment. Processes. 2021; 9(3):409. https://doi.org/10.3390/pr9030409
Chicago/Turabian StyleJang, Ye Won, Kang Hyun Lee, and Hah Young Yoo. 2021. "Improved Sugar Recovery from Orange Peel by Statistical Optimization of Thermo-Alkaline Pretreatment" Processes 9, no. 3: 409. https://doi.org/10.3390/pr9030409
APA StyleJang, Y. W., Lee, K. H., & Yoo, H. Y. (2021). Improved Sugar Recovery from Orange Peel by Statistical Optimization of Thermo-Alkaline Pretreatment. Processes, 9(3), 409. https://doi.org/10.3390/pr9030409