Optimalization of Design Parameters of Experimental Installation Concerning Preparation of Liquid Feed Mixtures


Abstract
:1. Introduction
2. Materials and Methods
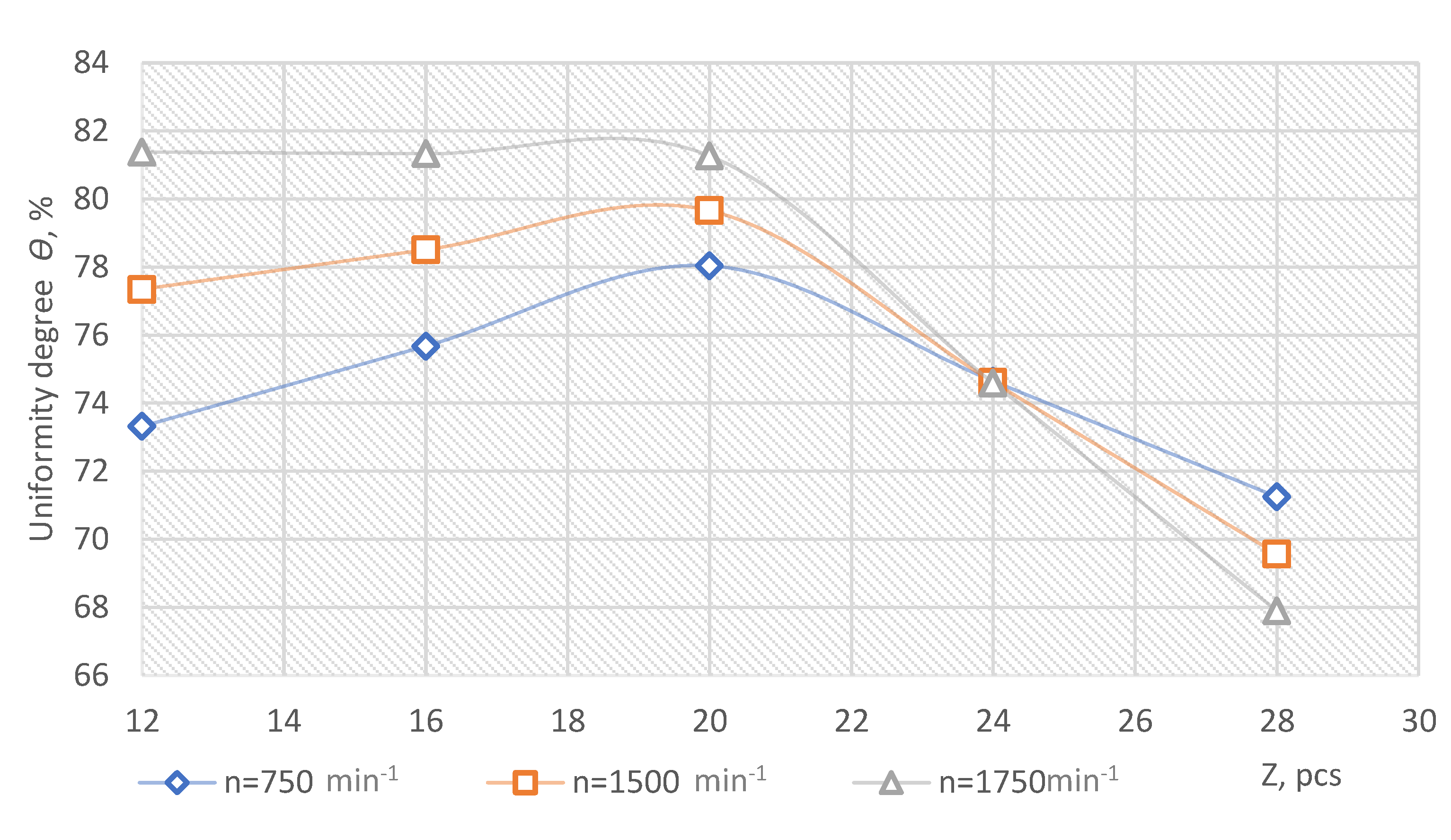
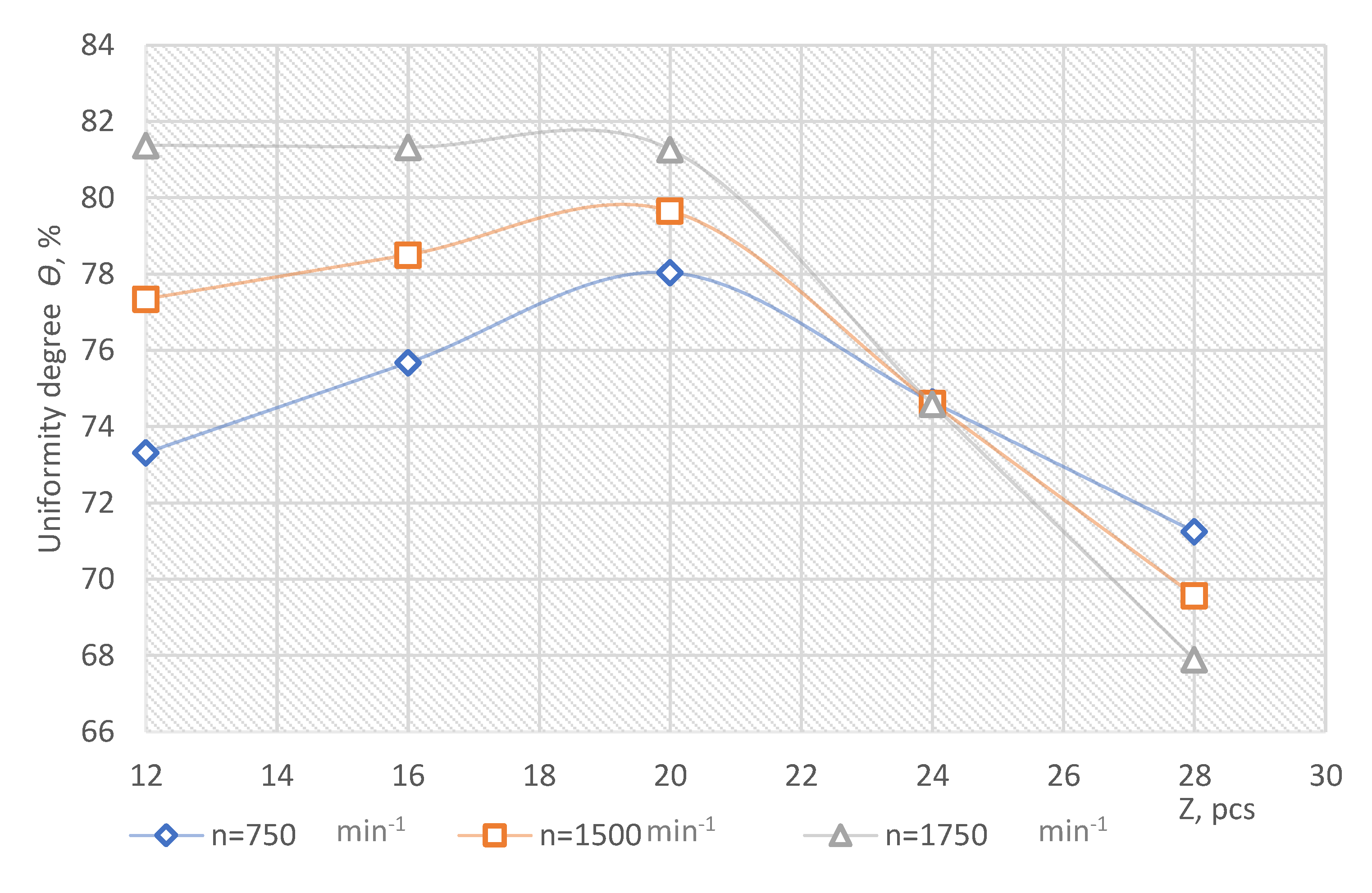
3. Results
4. Discussion
5. Conclusions
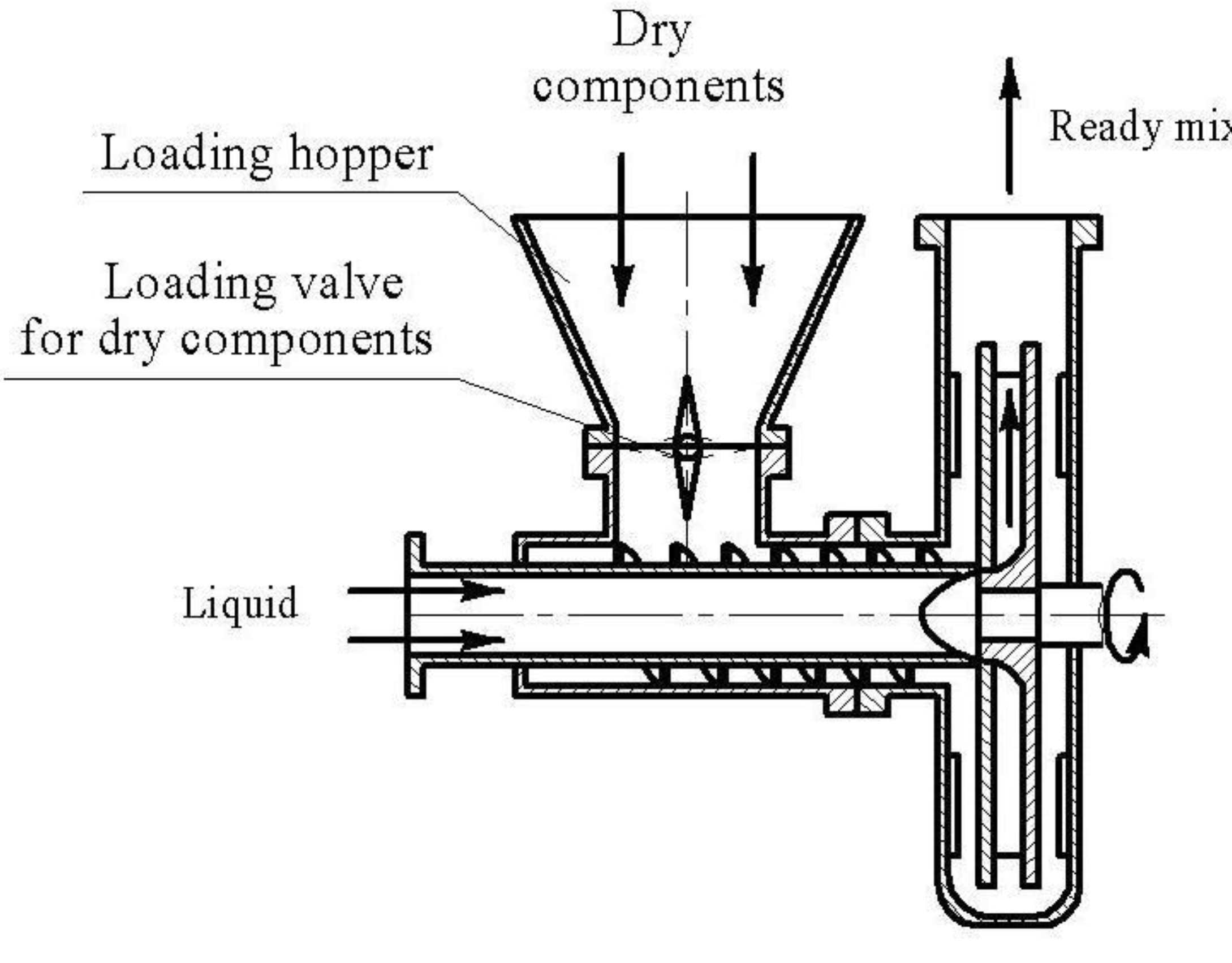
- Modern installations should have versatility in any technological line; for example, the installation, which can not only mix, but further transports the mixture like a conventional pump while providing a dosing device that is necessary to supply dry components.
- Experimental studies were carried out to determine the design parameters of the installation in continuous operation. The degree of homogeneity was Θ = 74%, with β2 = 80 … 100° and βst = 65 … 102°, while the value of the consumption of electrical energy is equal Eel = 0.265 … 0.28 kWh/t. The corners can be arranged radially, that is, under the basic values of 90 degrees.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rieger, F.; Jirout, T.; Rzyski, E. Mixing of suspensions. Selection of the mixer and tank. Inz. Ap. Chem. 2002, 41, 111–112. (In Polish) [Google Scholar]
- Grenville, R.K.; Mak, A.T.C.; Brown, D.A.R. Suspension of solid particles in vessels agitated by axial flow impellers. Chem. Eng. Res. Des. 2015, 100, 282–291. [Google Scholar] [CrossRef]
- Uhl, V.W.; Gray, J.B. Mixing: Theory and Practice; Academic Press: London, UK, 1973; pp. 112–176. [Google Scholar]
- Nagata, S. Mixing: Principles and Applications; John Wiley & Sons: New York, NY, USA, 1975; pp. 62–65. [Google Scholar]
- Zlokarnik, M. Stirring: Theory and Practice; Wiley-VCH: Weinheim, Germany, 2001; pp. 76–96. [Google Scholar]
- Paul, E.L.; Atiemo-Obeng, V.A.; Kresta, S.M. Handbook of Industrial Mixing; John Wiley & Sons: Hoboken, NJ, USA, 2004; pp. 543–584. [Google Scholar]
- Mak, A.T.C. Solid-Liquid Mixing in Mechanically Agitated Vessels. Ph.D. Thesis, University College London, London, UK, 1992. [Google Scholar]
- Fort, I.; Jirout, T. A study on blending characteristics of axial flow impellers. Chem. Proc. Eng. 2011, 32, 311–319. [Google Scholar]
- Джиpyт, T.; Pигep, Φ. Koнcтpyкция кpыльчaтки для пepeмeшивaния cycпeнзий Suspension mixing-impeller design. Chem. Aнгл. Res. Des. 2011, 89, 1144–1151. [Google Scholar]
- Patuk, I.; Hasegawa, H.; Borodin, I.; Whitaker, A.C.; Borowski, P.F. Simulation for Design and Material Selection of a Deep Placement Fertilizer Applicator for Soybean Cultivation. Open Eng. 2020, 10, 733–743. [Google Scholar] [CrossRef]
- Patuk, I.; Borowski, P.F. Computer aided engineering design in the development of agricultural implements: A case study for a DPFA. In Journal of Physics: Conference Series; IOP Publishing: Bristol, UK, 2020; Volume 1679, p. 052005. [Google Scholar]
- Chlebowski, J.; Gaworski, M.; Nowakowski, T.; Szcześniak, A. Effect of liquid feed additive temperature on dosing accuracy in feeding station for dairy cattle. Eng. Rural. Dev. 2020, 19, 1003–1008. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of Factors and Units of Their Measurement | Coded Designation of Factors | Factor Level | Interval of Variation | ||
|---|---|---|---|---|---|
| Low −1 | Average 0 | Upper +1 | |||
| Impeller speed n, min−1 | x1 | 750 | 1250 | 1750 | 750 |
| Number of fixed blades z, pcs | x2 | 12 | 20 | 28 | 8 |
| Variation Levels | Factors | Optimization Criterion | ||
|---|---|---|---|---|
| Impeller Speed n, min−1 | Number of Fixed Blades Z, Pcs | Uniformity Degree Θ, % | Specific Energy Consumption of Electric Energy Eel, kWh/t | |
| x1 | x2 | y1 | y2 | |
| Upper +1 | 1750 | 28 | - | - |
| Basic 0 | 1250 | 20 | ||
| Low −1 | 750 | 12 | ||
| 1 | −1 | −1 | 73, 12 | 0, 25 |
| 2 | 0 | −1 | 72, 89 | 0, 25 |
| 3 | +1 | −1 | 72, 67 | 0, 34 |
| 4 | −1 | 0 | 72, 28 | 0, 24 |
| 5 | 0 | 0 | 72, 28 | 0, 25 |
| 6 | +1 | 0 | 71, 57 | 0, 34 |
| 7 | −1 | +1 | 73, 12 | 0, 26 |
| 8 | 0 | +1 | 73, 63 | 0, 26 |
| 9 | +1 | +1 | 74, 13 | 0, 34 |
| Name of Factors and Units of Their Measurement | Coded Designation of Factors | Factor Levels | Interval of Variation | ||
|---|---|---|---|---|---|
| Low −1 | Average 0 | Upper +1 | |||
| The angle of inclination of the impeller blades β2, degrees | x1 | 30 | 90 | 150 | 60 |
| Angle of inclination of fixed blades βst, degrees | x2 | 30 | 90 | 150 | 60 |
| Variation Levels | Factors | Optimization Criterion | ||
|---|---|---|---|---|
| The Angle of Inclination of the Impeller Blades β2, Degrees | Angle of Inclination of Fixed Blades βst, Degrees | Uniformity Degree Θ, % | Specific Energy Consumption of Electric Energy Eel, kWh/t. | |
| x1 | x2 | y1 | y2 | |
| Upper +1 | 150 | 150 | - | - |
| Average 0 | 90 | 90 | ||
| Low −1 | 30 | 30 | ||
| 1 | −1 | −1 | 69, 57 | 0, 26 |
| 2 | 0 | −1 | 71, 42 | 0, 25 |
| 3 | +1 | −1 | 71, 37 | 0, 33 |
| 4 | −1 | 0 | 71, 73 | 0, 25 |
| 5 | 0 | 0 | 73, 63 | 0, 24 |
| 6 | +1 | 0 | 73, 58 | 0, 32 |
| 7 | −1 | +1 | 68, 14 | 0, 26 |
| 8 | 0 | +1 | 69, 95 | 0, 25 |
| 9 | +1 | +1 | 69, 90 | 0, 34 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Solonscikov, P.; Barwicki, J.; Savinyh, P.; Gaworski, M. Optimalization of Design Parameters of Experimental Installation Concerning Preparation of Liquid Feed Mixtures. Processes 2021, 9, 2104. https://doi.org/10.3390/pr9122104
Solonscikov P, Barwicki J, Savinyh P, Gaworski M. Optimalization of Design Parameters of Experimental Installation Concerning Preparation of Liquid Feed Mixtures. Processes. 2021; 9(12):2104. https://doi.org/10.3390/pr9122104
Chicago/Turabian StyleSolonscikov, Pavel, Jan Barwicki, Peter Savinyh, and Marek Gaworski. 2021. "Optimalization of Design Parameters of Experimental Installation Concerning Preparation of Liquid Feed Mixtures" Processes 9, no. 12: 2104. https://doi.org/10.3390/pr9122104
APA StyleSolonscikov, P., Barwicki, J., Savinyh, P., & Gaworski, M. (2021). Optimalization of Design Parameters of Experimental Installation Concerning Preparation of Liquid Feed Mixtures. Processes, 9(12), 2104. https://doi.org/10.3390/pr9122104