A Review of Stereolithography: Processes and Systems


Abstract
1. Introduction
2. Stereolithography
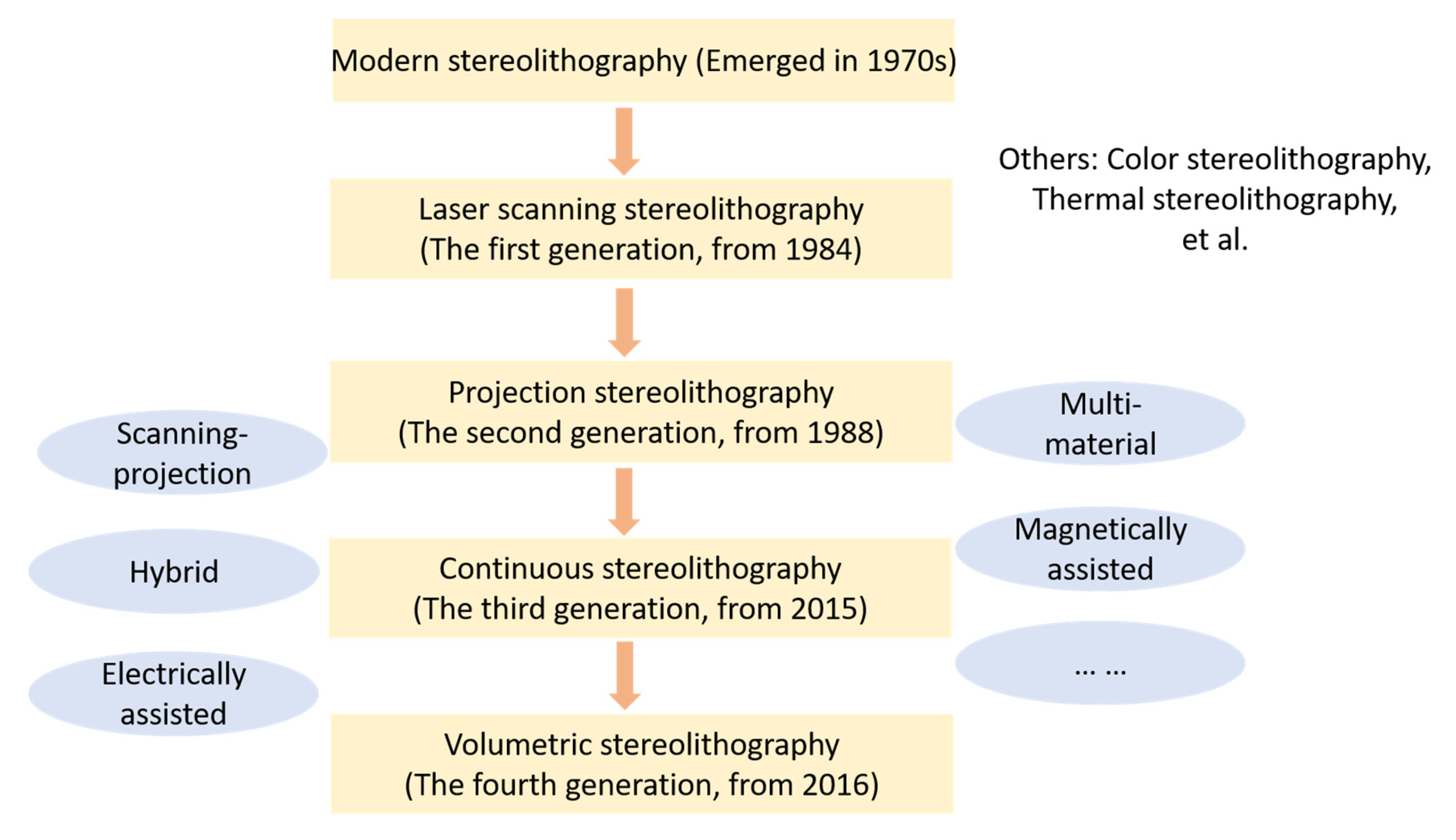
2.1. Development
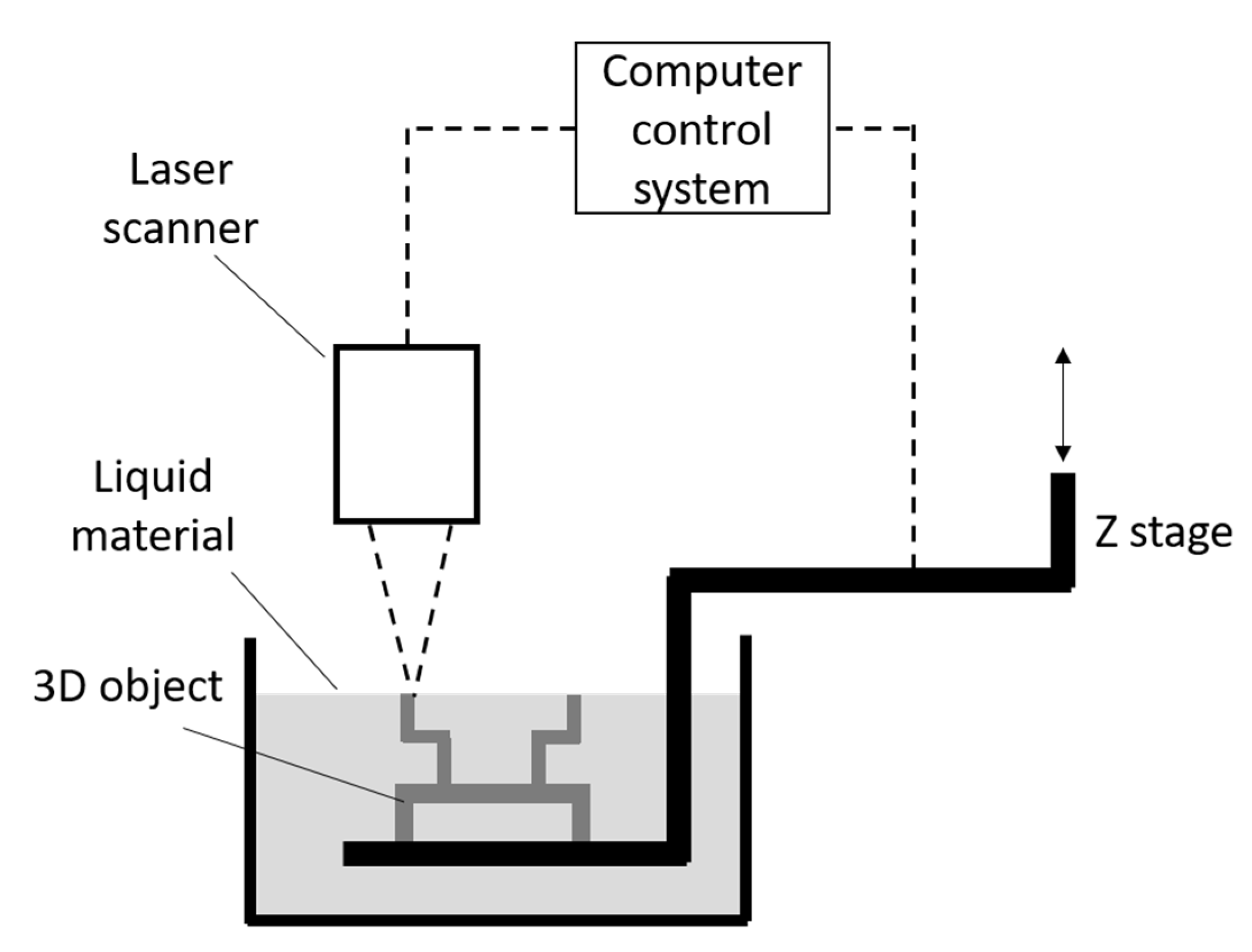
2.2. Process
3. Processes and Systems
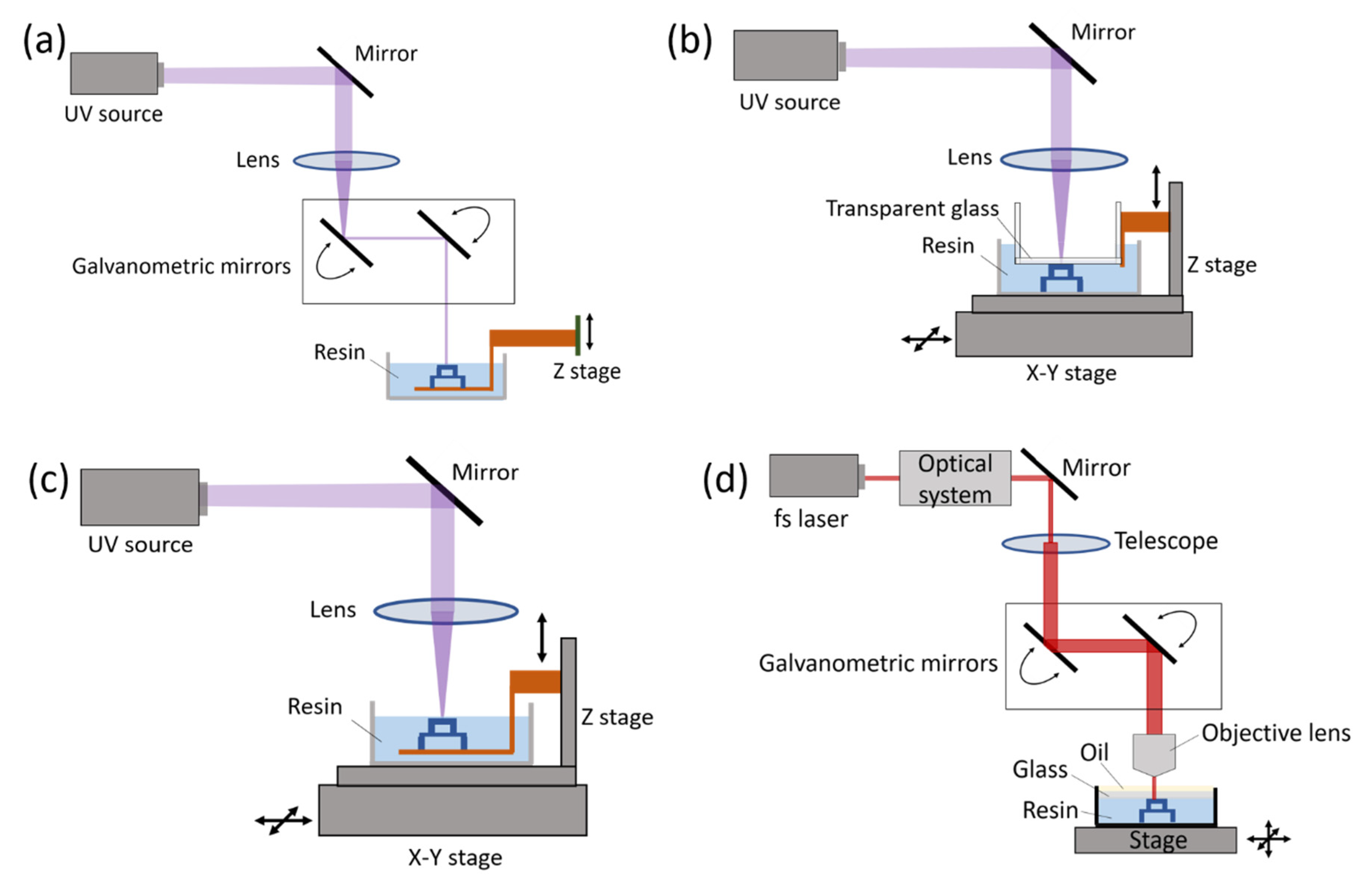
3.1. Laser Scanning Stereolithography
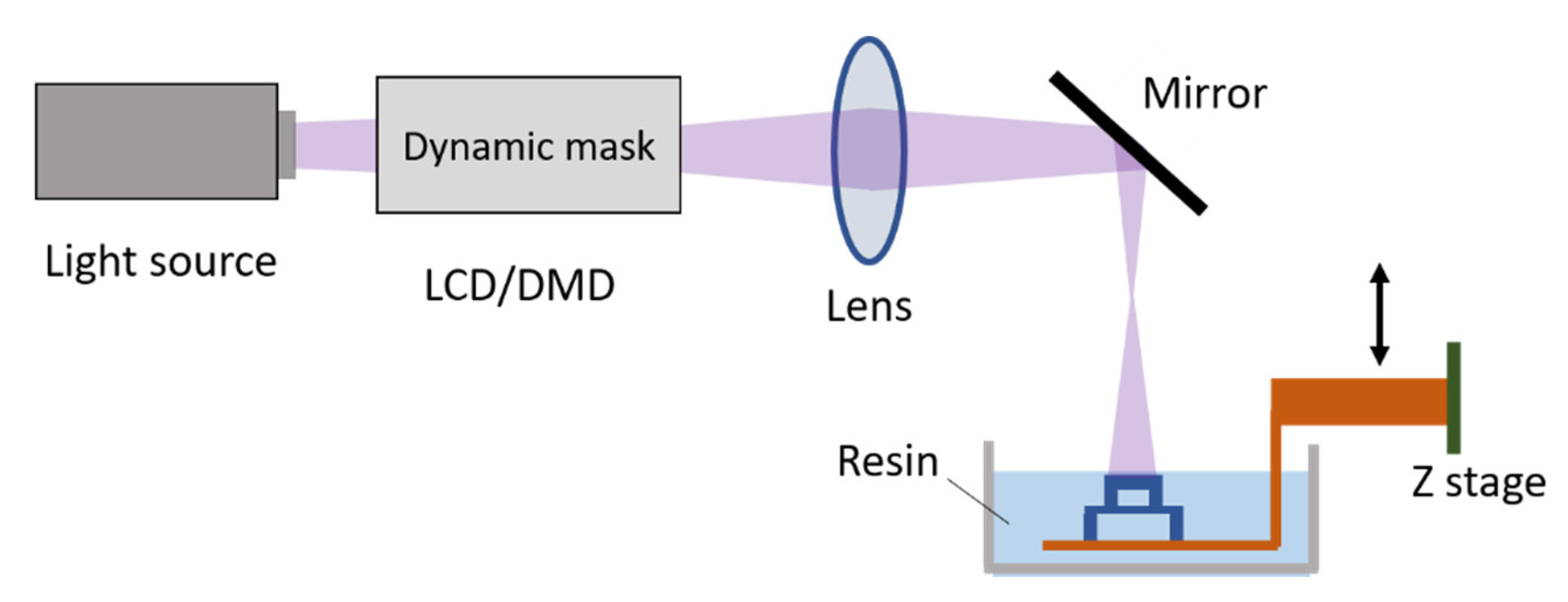
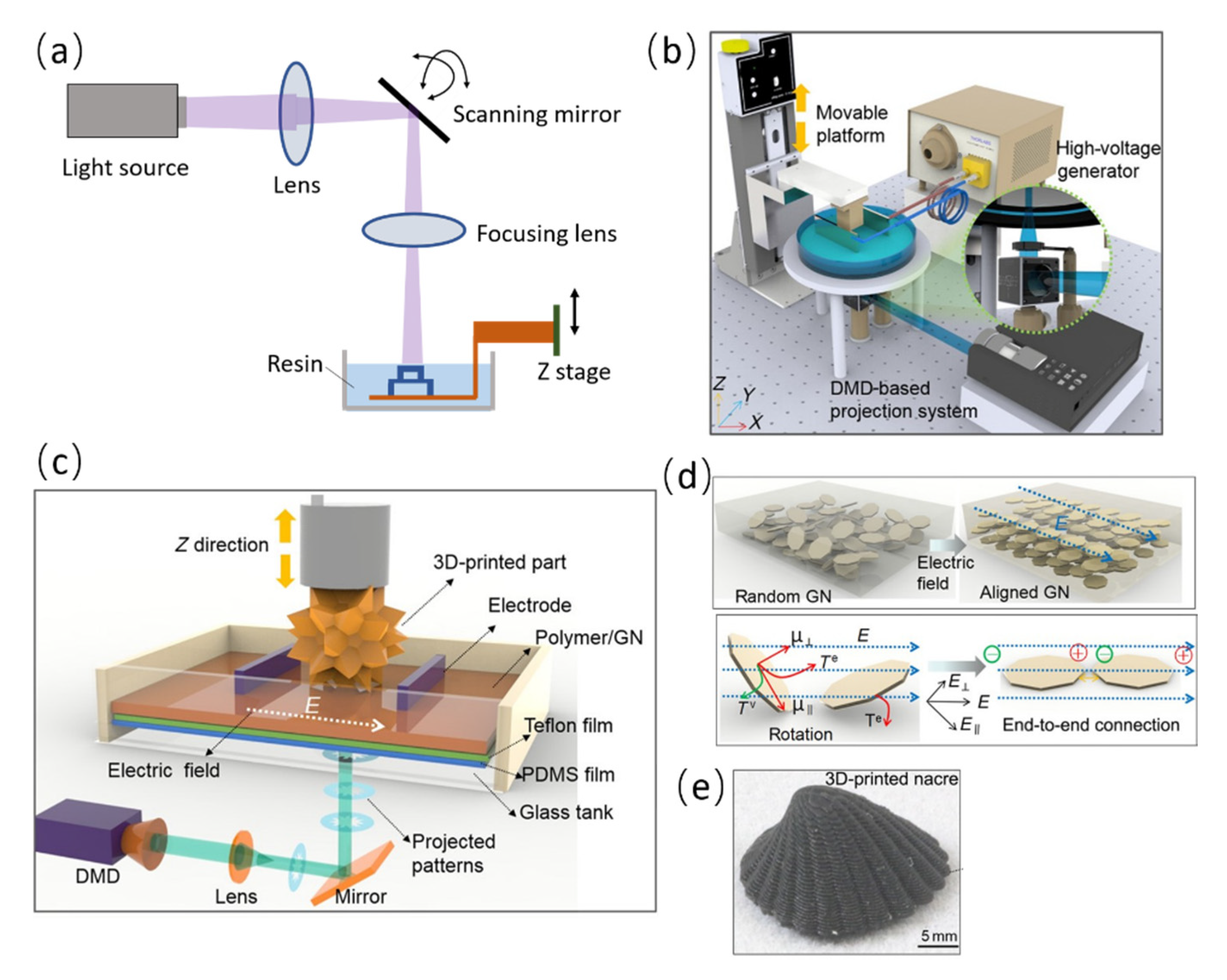
3.2. Projection Stereolithography
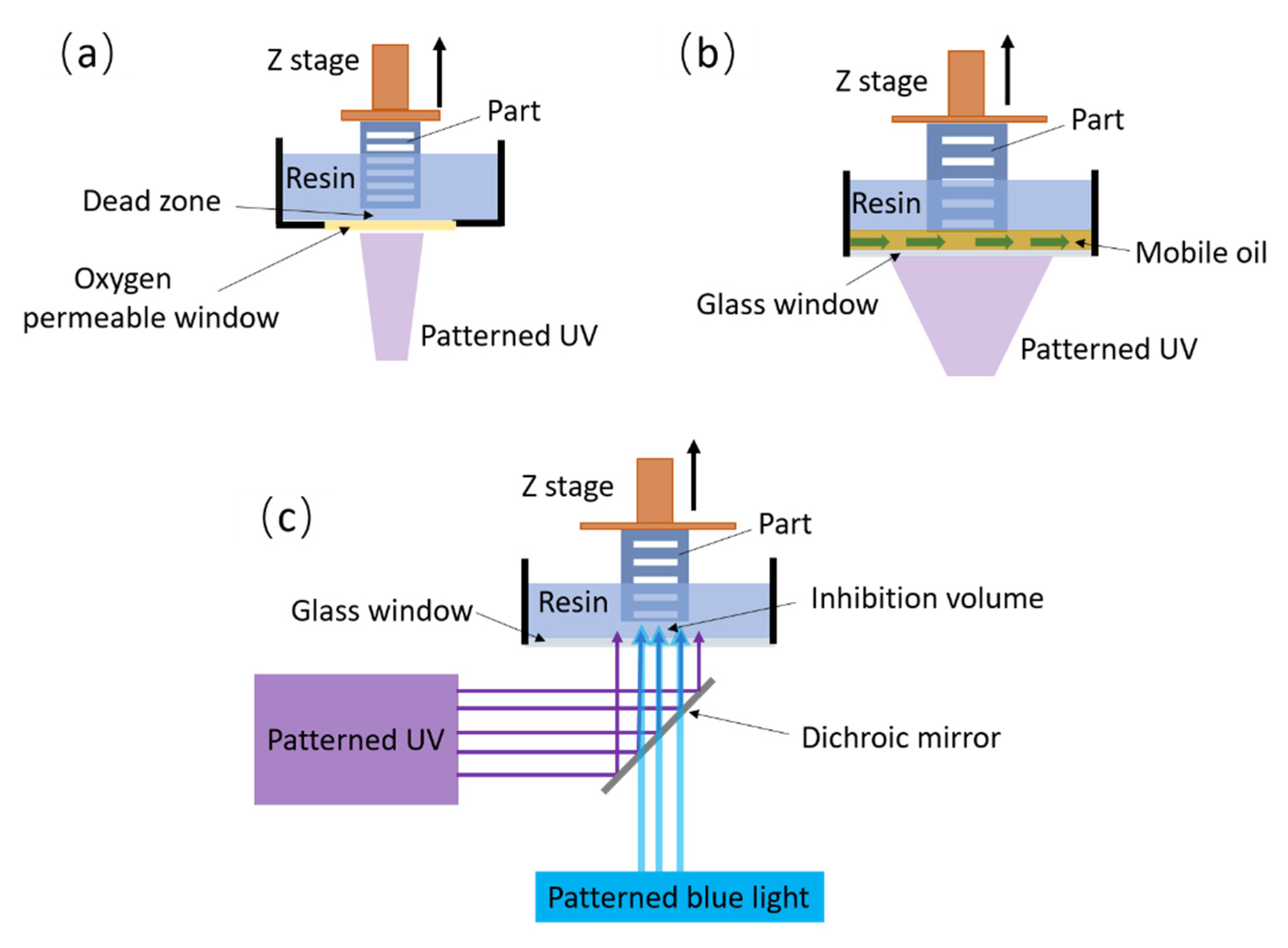
3.3. Continuous Stereolithography
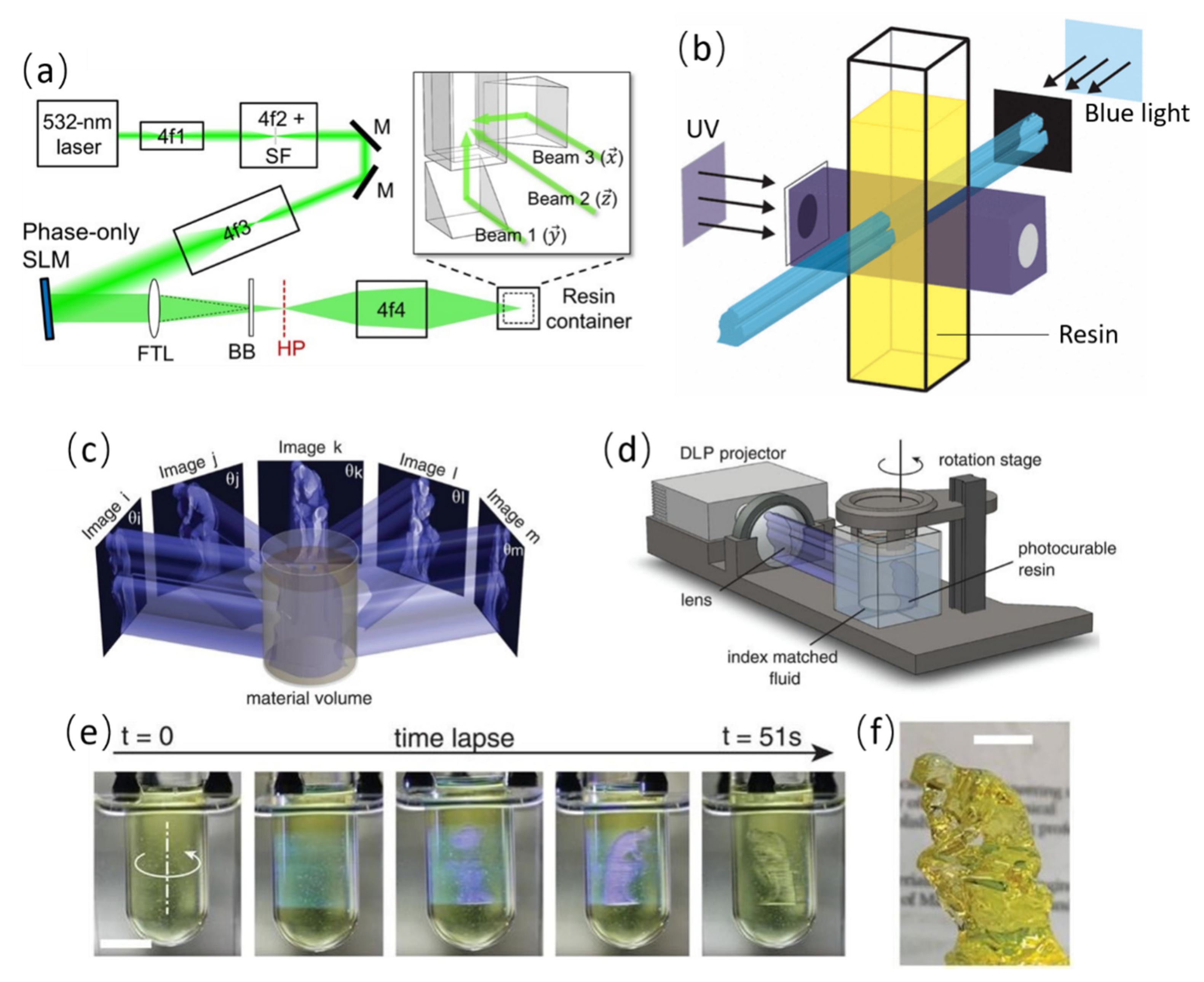
3.4. Volumetrical Stereolithography
3.5. Comparison
4. Extensions
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Wallin, T.J.; Pikul, J.; Shepherd, R.F. 3D printing of soft robotic systems. Nat. Rev. Mater. 2018, 3, 84–100. [Google Scholar] [CrossRef]
- Martin, J.J.; Fiore, B.E.; Erb, R.M. Designing bioinspired composite reinforcement architectures via 3D magnetic printing. Nat. Commun. 2015, 6, 8641. [Google Scholar] [CrossRef] [PubMed]
- Sun, K.; Wei, T.-S.; Ahn, B.Y.; Seo, J.Y.; Dillon, S.J.; Lewis, J.A. 3D Printing of Interdigitated Li-Ion Microbattery Architectures. Adv. Mater. 2013, 25, 4539–4543. [Google Scholar] [CrossRef] [PubMed]
- Zhang, F.; Wei, M.; Viswanathan, V.V.; Swart, B.; Shao, Y.; Wu, G.; Zhou, C. 3D printing technologies for electrochemical energy storage. Nano Energy 2017, 40, 418–431. [Google Scholar] [CrossRef]
- Ge, L.; Dong, L.; Wang, D.; Ge, Q.; Gu, G. A digital light processing 3D printer for fast and high-precision fabrication of soft pneumatic actuators. Sens. Actuators A Phys. 2018, 273, 285–292. [Google Scholar] [CrossRef]
- Schaffner, M.; Faber, J.A.; Pianegonda, L.; Ruhs, P.A.; Coulter, F.; Studart, A.R. 3D printing of robotic soft actuators with programmable bioinspired architectures. Nat. Commun. 2018, 9, 878. [Google Scholar] [CrossRef]
- Xue, D.; Wang, Y.; Zhang, J.; Mei, D.; Wang, Y.; Chen, S. Projection-Based 3D Printing of Cell Patterning Scaffolds with Multiscale Channels. ACS Appl. Mater. Interfaces 2018, 10, 19428–19435. [Google Scholar] [CrossRef]
- Ni, Y.; Ji, R.; Long, K.; Bu, T.; Chen, K.; Zhuang, S. A review of 3D-printed sensors. Appl. Spectrosc. Rev. 2017, 52, 623–652. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Peele, B.N.; Wallin, T.J.; Zhao, H.; Shepherd, R.F. 3D printing antagonistic systems of artificial muscle using projection stereolithography. Bioinspir. Biomim. 2015, 10, 055003. [Google Scholar] [CrossRef]
- Leigh, S.J.; Purssell, C.P.; Bowen, J.; Hutchins, D.A.; Covington, J.A.; Billson, D.R. A miniature flow sensor fabricated by micro-stereolithography employing a magnetite/acrylic nanocomposite resin. Sens. Actuators A Phys. 2011, 168, 66–71. [Google Scholar] [CrossRef]
- Melchels, F.P.; Feijen, J.; Grijpma, D.W. A review on stereolithography and its applications in biomedical engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef] [PubMed]
- He, Y.; Wu, Y.; Fu, J.-Z.; Gao, Q.; Qiu, J.-J. Developments of 3D Printing Microfluidics and Applications in Chemistry and Biology: A Review. Electroanalysis 2016, 28, 1658–1678. [Google Scholar] [CrossRef]
- Tian, X.; Jin, J.; Yuan, S.; Chua, C.K.; Tor, S.B.; Zhou, K. Emerging 3D-Printed Electrochemical Energy Storage Devices: A Critical Review. Adv. Energy Mater. 2017, 7, 1700127. [Google Scholar] [CrossRef]
- Bartolo, P.J.; Gaspar, J. Metal filled resin for stereolithography metal part. CIRP Ann. 2008, 57, 235–238. [Google Scholar] [CrossRef]
- Swainson, W.K. Method, Medium and Apparatus for Producing Three-Dimensional Figure Product. U.S. Patent 4,041,476, 9 August 1977. [Google Scholar]
- Herbert, A.J. Solid object generation. J. Appl. Photogr. Eng. 1982, 8, 185–188. [Google Scholar]
- Hull, C.W. Apparatus for Production of Three-Dimensional Objects by Stereolithography. U.S. Patent Appl. 638,905, 1984. [Google Scholar]
- Tumbleston, J.R.; Shirvanyants, D.; Ermoshkin, N.; Janusziewicz, R.; Johnson, A.R.; Kelly, D.; Chen, K.; Pinschmidt, R.; Rolland, J.P.; Ermoshkin, A.; et al. Continuous liquid interface production of 3D objects. Science 2015, 347, 1349. [Google Scholar] [CrossRef]
- Shusteff, M.; Browar, A.E.M.; Kelly, B.E.; Henriksson, J.; Weisgraber, T.H.; Panas, R.M.; Fang, N.X.; Spadaccini, C.M. One-step volumetric additive manufacturing of complex polymer structures. Sci. Adv. 2017, 3, eaao5496. [Google Scholar] [CrossRef]
- Kelly, B.E.; Bhattacharya, I.; Heidari, H.; Shusteff, M.; Spadaccini, C.M.; Taylor, H.K. Volumetric additivemanufacturing via tomographic reconstruction. Science 2019, 363, 1075–1079. [Google Scholar] [CrossRef]
- Shusteff, M.; Panas, R.M.; Henriksson, J.; Kelly, B.E.; Browar, A.E.M.; Fang, N.X.; Spadaccini, C.M. Additive fabrication of 3D structures by holographic lithography. In Proceedings of the 27th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 13–16 August 2016; pp. 8–10. [Google Scholar]
- Im, Y.G.; Chung, S.I.; Son, J.H.; Jung, Y.D.; Jo, J.G.; Jeong, H.D. Functional prototype development: Inner visible multi-color prototype fabrication process using stereo lithography. J. Mater. Process. Technol. 2002, 130-131, 372–377. [Google Scholar] [CrossRef]
- Almquist, T.A.; Dennis, R.S. Thermal Stereolithography. U.S. Patent 5,672,312, 30 September 1997. [Google Scholar]
- Hull, C. Method and Apparatus for Production. U.S. Patent 5,137,662, 11 August 1992. [Google Scholar]
- Fudim, E.V. Method and Apparatus for Production of Three Dimensional Objects by Photosolidification. U.S. Patent 4,752,498, 21 June 1988. [Google Scholar]
- Fudim, E.V. Method and Apparatus for Production of Three Dimensional Objects by Photosolidification. U.S. Patent 4,801,477, 31 January 1989. [Google Scholar]
- Stratakis, E.; Ranella, A.; Farsari, M.; Fotakis, C. Laser-based micro/nanoengineering for biological applications. Prog. Quantum Electron. 2009, 33, 127–163. [Google Scholar] [CrossRef]
- Yan, Y.-X.; Tao, X.-T.; Sun, Y.-H.; Xu, G.-B.; Wang, C.-K.; Yang, J.-X.; Zhao, X.; Wu, Y.-Z.; Ren, Y.; Jiang, M.-H. Two new asymmetrical two-photon photopolymerization initiators: Synthesis, characterization and nonlinear optical properties. Opt. Mater. 2005, 27, 1787–1792. [Google Scholar] [CrossRef]
- Wong, K.V.; Hernandez, A. A Review of Additive Manufacturing. ISRN Mech. Eng. 2012, 2012, 1–10. [Google Scholar] [CrossRef]
- Hu, J. Study on STL-based slicing process for 3D printing. In Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 7–9 August 2017; pp. 885–895. [Google Scholar]
- Makela, A.D.a.I. Slicing procedures for layered manufacturing techniques. Comput. Aided Des. 1994, 26, 119–126. [Google Scholar]
- Szilvśi-Nagy, M.; Mátyási, G. Analysis of STL files. Math. Comput. Model. 2003, 38, 945–960. [Google Scholar] [CrossRef]
- Bianconi, F. Bridging the gap between CAD and CAE using STL files. Int. J. CAD CAM 2002, 2, 55–67. [Google Scholar]
- Olayan, H.B.; Hami, H.S.; Owen, E.D. Photochemical and Thermal Crosslinking of Polymers. J. Macromol. Sci. Part C Polym. Rev. 1996, 36, 671–719. [Google Scholar] [CrossRef]
- Bartolo, P.J. Stereolithography: Materail, Processes and Application; Springer Science & Business Media: Berlin, Germany, 2011. [Google Scholar]
- Gillham, J.K. Award address formation and properties of network polymeric materials. Polym. Eng. Sci. 1979, 19, 676–682. [Google Scholar] [CrossRef]
- Gillham, J.K. Characterization of thermosetting materials by torsional braid analysis. Polym. Eng. Sci. 1976, 16, 353–356. [Google Scholar] [CrossRef]
- Lange, J.; Altmann, N.; Kelly, C.T.; Halley, P.J. Understanding vitrification during cure of epoxy resins using dynamic scanning calorimetry and rheological techniques. Polymer 2000, 41, 5949–5955. [Google Scholar] [CrossRef]
- Domínguez, J.C.; Alonso, M.V.; Oliet, M.; Rodríguez, F. Chemorheological study of the curing kinetics of a phenolic resol resin gelled. Eur. Polym. J. 2010, 46, 50–57. [Google Scholar] [CrossRef]
- Lunak, S.; Vladyka, J.; Dusek, K. Effect of diffusion control in the glass transition region on critical conversion at the gel point during curing of epoxy resins. Polymer 1978, 19, 931–933. [Google Scholar] [CrossRef]
- Montserrat, S.; Roman, F.; Colomer, P. Vitrification and dielectric relaxation during the isothermal curing of an epoxy–amine resin. Polymer 2003, 44, 101–114. [Google Scholar] [CrossRef]
- Cadenato, A.; Salla, J.M.; Ramis, X.; Morancho, J.M.; Marroyo, L.M.; Martin, J.L. Determination of gel and vitrification times of thermoset curing process by means of TMA, DMTA and DSC techniques. J. Therm. Anal. 1997, 49, 269–279. [Google Scholar] [CrossRef]
- Tung, C.-Y.M.; Dynes, P.J. Relationship between viscoelastic properties and gelation in thermosetting systems. J. Appl. Polym. Sci. 1982, 27, 569–574. [Google Scholar] [CrossRef]
- Zukas, W.X. Torsional braid analysis of the aromatic amine cure of epoxy resins. J. Appl. Polym. Sci. 1994, 53, 429–440. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Zheng, X.; Smith, W.; Jackson, J.; Moran, B.; Cui, H.; Chen, D.; Ye, J.; Fang, N.; Rodriguez, N.; Weisgraber, T.; et al. Multiscale metallic metamaterials. Nat. Mater. 2016, 15, 1100–1106. [Google Scholar] [CrossRef]
- Marc, L.M.; McAllister, A.; CMRT. Application of stereolithography to subperiosteal implant manufacture. J. Oral Implantol. 1998, 24, 89–92. [Google Scholar]
- Gu, B.; Helvajian, H.; Piqué, A.; Dunsky, C.M.; Liu, J.; Luo, X.; Li, J.; Lucas, M. Galvanometer scanning technology for laser additive manufacturing. Int. Soc. Opt. Photonics 2017, 10095, 1009512. [Google Scholar] [CrossRef]
- Wang, W.; Ye, J.; Gong, H.; Pi, X.; Wang, C.; Xia, Y. Computer-stereolithography-based laser rapid prototyping & manufacturing system. IFAC Proc. Vol. 1999, 32, 61–66. [Google Scholar] [CrossRef]
- Li, W.; Mitchell, L. Error Analysis and Improvements for Using Parallel-Shift Method to Test a Galvanometer-Based Laser Scanning System; SPIE: Bellingham, WA, USA, 1994; Volume 2358. [Google Scholar]
- Pelsue, K. Precision, Post-Objective, Two-Axis, Galvanometer Scanning; SPIE: Bellingham, WA, USA, 1982; Volume 390. [Google Scholar]
- Huang, J.; Qin, Q.; Wang, J.; Fang, H. Two Dimensional Laser Galvanometer Scanning Technology for Additive Manufacturing. Int. J. Mater. Mech. Manuf. 2018, 6, 332–336. [Google Scholar] [CrossRef][Green Version]
- Takagi, T.; Nakajima, N. Photoforming applied to fine machining. In Proceedings of the IEEE Micro Electro Mechanical Systems, Fort Lauderdale, FL, USA, 10 February 1993; pp. 173–178. [Google Scholar]
- Ikuta, K.; Hirowatari, K. Real three dimensional micro fabrication using stereo lithography and metal molding. In Proceedings of the IEEE Micro Electro Mechanical Systems, Fort Lauderdale, FL, USA, 10 February 1993; pp. 42–47. [Google Scholar]
- Takagi, T.; Nakajima, N. Architecture combination by micro photoforming process. In Proceedings of the IEEE Micro Electro Mechanical Systems An Investigation of Micro Structures, Sensors, Actuators, Machines and Robotic Systems, Osio, Japan, 25–28 January 1994; pp. 211–216. [Google Scholar]
- Takagi, T.; Nakajima, N. Photoforming Applied to Fine Forming. JSME Int. J. Ser. C Dyn. Control Robot. Des. Manuf. 1995, 38, 811–817. [Google Scholar] [CrossRef]
- Ikuta, K.; Hirowatari, K.; Ogata, T. Three dimensional micro integrated fluid systems (MIFS) fabricated by stereo lithography. In Proceedings of the IEEE Micro Electro Mechanical Systems An Investigation of Micro Structures, Sensors, Actuators, Machines and Robotic Systems, Osio, Japan, 25–28 January 1994; pp. 1–6. [Google Scholar]
- Zissi, S.; Bertsch, A.; Ballandras, S.; Corbel, S.; Jézéquel, J.; Belin, C.; Lougnot, D.; André, J. Limites de la stéréolithographie pour des applications microtechniques. In Proceedings of the 3e Assises Européennes du Prototypage Rapide, Paris, France, 5–6 October 1994; p. 19. [Google Scholar]
- Zhang, X.; Jiang, X.; Sun, C. Micro-stereolithography for MEMS. In Proceedings of the 1998 ASME International Mechanical Engineering Congress and Exposition, Anaheim, CA, USA, 15–20 November 1998; pp. 3–9. [Google Scholar]
- Zhang, X.; Jiang, X.N.; Sun, C. Micro-stereolithography of polymeric and ceramic microstructures. Sens. Actuators A Phys. 1999, 77, 149–156. [Google Scholar] [CrossRef]
- Jiang, X.N.; Sun, C.; Zhang, X.; Xu, B.; Ye, Y.H. Microstereolithography of lead zirconate titanate thick film on silicon substrate. Sens. Actuators A Phys. 2000, 87, 72–77. [Google Scholar] [CrossRef]
- Cooke, M.N.; Fisher, J.P.; Dean, D.; Rimnac, C.; Mikos, A.G. Use of stereolithography to manufacture critical-sized 3D biodegradable scaffolds for bone ingrowth. J. Biomed. Mater. Res. Part B Appl. Biomater. 2002, 64, 65–69. [Google Scholar] [CrossRef]
- Kee-Won Lee, S.W.; Bradley, C.; Fox, E.L.; Ritman, M.J. Yaszemski and Lichun Lu. Poly (propylene fumarate) bone tissue engineering scaffold fabrication using stereolithography: Effects of resin formulations and laser parameters. Biomacromolecules 2007, 8, 1077–1084. [Google Scholar]
- Lee, K.W.; Wang, S.; Fox, B.C.; Ritman, E.L.; Yaszemski, M.J.; Lu, L. 3D scaffold fabrication with PPF/DEF using micro-stereolithography. Microelectron. Eng. 2007, 84, 1702–1705. [Google Scholar] [CrossRef]
- Schafer, K.J.; Hales, J.M.; Balu, M.; Belfield, K.D.; Van Stryland, E.W.; Hagan, D.J. Two-photon absorption cross-sections of common photoinitiators. J. Photochem. Photobiol. A Chem. 2004, 162, 497–502. [Google Scholar] [CrossRef]
- Kawata, S.; Sun, H.-B. Two-photon photopolymerization as a tool for making micro-devices. Appl. Surf. Sci. 2003, 208-209, 153–158. [Google Scholar] [CrossRef]
- Miwa, M.; Juodkazis, S.; Kawakami, T.; Matsuo, S.; Misawa, H. Femtosecond two-photon stereo-lithography. Appl. Phys. A 2001, 73, 561–566. [Google Scholar] [CrossRef]
- Lee, K.-S.; Yang, D.-Y.; Park, S.H.; Kim, R.H. Recent developments in the use of two-photon polymerization in precise 2D and 3D microfabrications. Polym. Adv. Technol. 2006, 17, 72–82. [Google Scholar] [CrossRef]
- Wu, S.; Serbin, J.; Gu, M. Two-photon polymerisation for three-dimensional micro-fabrication. J. Photochem. Photobiol. A Chem. 2006, 181, 1–11. [Google Scholar] [CrossRef]
- Park, S.-H.; Yang, D.-Y.; Lee, K.-S. Two-photon stereolithography for realizing ultraprecise three-dimensional nano/microdevices. Laser Photonics Rev. 2009, 3, 1–11. [Google Scholar] [CrossRef]
- Farsari, M.; Chichkov, B.N. Two-photon fabrication. Nat. Photonics 2009, 3, 450–452. [Google Scholar] [CrossRef]
- Serbin, J.; Ovsianikov, A.; Chichkov, B. Fabrication of woodpile structures by two-photon polymerization and investigation of their optical properties. Opt. Express 2004, 12, 5221–5228. [Google Scholar] [CrossRef]
- Kobayashi, K.; Ikuta, K. Development of free-surface microstereolithography with ultra-high resolution to fabricate hybrid 3-D microdevices. In IEEE International Symposium on Micro-Nano Mechatronics and Human Schience; IEEE: Piscataway, NJ, USA, 2005. [Google Scholar]
- Pomerantz, I.; Gilad, S.; Dollberg, Y.; Benz-Ezra, B.; Sheinman, Y.; Barequet, G.; Katz, M. Three Dimensional Modeling Apparatus. U.S. Patent 5,386,500, 31 January 1990. [Google Scholar]
- Bertsch, A.; Zissi, S.; Jezequel, J.Y.; Corbel, S.; Andre, J.C. Microstereophotolithography using a liquid crystal display as dynamic mask-generator. Microsyst. Technol. 1997, 3, 42–47. [Google Scholar] [CrossRef]
- Nakamoto, T.; Yamaguchi, K. Consideration on the producing of high aspect ratio micro parts using UV sensitive photopolymer. In Proceedings of the MHS’96 Seventh International Symposium on Micro Machine and Human Science, Nagoya, Japan, 2–4 October 1996; pp. 53–58. [Google Scholar]
- Loubère, V.; Monneret, S.; Corbel, S. Microstereolithography using a mask-generator display. In Proceedings of the 4th Japan-France Congress and 2nd Asia-Europe Congress on Mechatronics, Kitakyushu, Japan, 6–8 October 1998; pp. 160–163. [Google Scholar]
- Serge, M.; Virginie, L.; Serge, C. Microstereolithography using a dynamic mask generator and a noncoherent visible light source. In Design, Test, and Microfabrication of MEMS and MOEMS; International Society for Optics and Photonics: Bellingham, WA, USA, 1999. [Google Scholar]
- Chatwin, C.; Farsari, M.; Huang, S.; Heywood, M.; Birch, P.; Young, R.; Richardson, J. UV microstereolithography system that uses spatial light modulator technology. Appl. Opt. 1998, 37, 7514–7522. [Google Scholar] [CrossRef]
- Farsari, M.; Claret-Tournier, F.; Huang, S.; Chatwin, C.R.; Budgett, D.M.; Birch, P.M.; Young, R.C.D.; Richardson, J.D. A novel high-accuracy microstereolithography method employing an adaptive electro-optic mask. J. Mater. Process. Technol. 2000, 107, 167–172. [Google Scholar] [CrossRef]
- Farsari, M.; Huang, S.; Birch, P.; Claret-Tournier, F.; Young, R.; Budgett, D.; Bradfield, C.; Chatwin, C. Microfabrication by use of a spatial light modulator in the ultraviolet:?Experimental results. Opt. Lett. 1999, 24, 549–550. [Google Scholar] [CrossRef]
- Nishino, H.; Miyoshi, T.; Takaya, Y.; Takahashi, S.; Hayashi, T.; Kimura, K.; Kaishi, S.K. Study on nonlaminate micro stereolithography using LCD mask (2nd report)-Thin layer laminating fabrication using LCD live-motion Mask. J. Jpn. Soc. Precis. Eng. 2003, 69, 1417–1422. [Google Scholar] [CrossRef]
- Imahori, H.; Miyoshi, T.; Takaya, Y.; Hayashi, T. Micro-Stereolithography of Dot Shapes for Lightguide Using LCD Grayscale Mask. In The Japan Society of Precision Eng., Autumn Meeting; Invision of Mechanical Engineering, Osaka University: Suita, Japan, 2005. [Google Scholar]
- Jack, M.Y. Projection display systems based on the Digital Micromirror Device (DMD). In Microelectronic Structures and Microelectromechanical Devices for Optical Processing and Multimedia Applications; International Society for Optics and Photonics: Bellingham, WA, USA, 1995. [Google Scholar]
- Hornbeck, L. Digital Light Processing (TM) for High-Brightness High-Resolution Applications Projection Displays III; SPIE: San Jose, CA, USA, 1997. [Google Scholar]
- Nelson, W.E.; Bhuva, R.L. Digital micromirror device imaging bar for hard copy. In Color Hard Copy and Graphic Arts IV; SPIE: San Jose, CA, USA, 1995; pp. 58–65. [Google Scholar]
- Sun, C.; Fang, N.; Wu, D.M.; Zhang, X. Projection micro-stereolithography using digital micro-mirror dynamic mask. Sens. Actuators A Phys. 2005, 121, 113–120. [Google Scholar] [CrossRef]
- Bertsch, A.; Lorenz, H.; Renaud, P. Combining microstereolithography and thick resist UV lithography for 3D microfabrication. In Proceedings of the 11th IEEE Workshop on Micro Electro Mechan ical Systems (MEMS’98), Heidelberg, Germany, 25–29 January 1998; pp. 18–23. [Google Scholar]
- Beluze, L.; Bertsch, A.; Renaud, P. Microstereolithography: A new process to build complex 3D objects. In Proceedings of the SPIE Symposium on Design, Test and microfabrication of MEMs/MOEMs, Pairs, France, 30 March–1 April 1999; pp. 808–817. [Google Scholar]
- Bertsch, A.; Jézéquel, J.Y.; André, J.C. Study of Spatial Resolution of a new 3D Microfabrication Process the Microstereophotolithography Using a Dynamic Mask generator Technique. J. Photochem. Photobiol. A Chem. 1997, 107, 275–281. [Google Scholar] [CrossRef]
- Jacobs, P.F. Rapid Prototyping & Manufacturing: Fundamentals Of Stereolithography; Society of Manufacturing Engineers: Dearborn, MI, USA, 1992. [Google Scholar]
- Mueller, B. Additive Manufacturing Technologies–Rapid Prototyping to Direct Digital Manufacturing. Assem. Autom. 2012, 32. [Google Scholar] [CrossRef]
- Janusziewicz, R.; Tumbleston, J.R.; Quintanilla, A.L.; Mecham, S.J.; DeSimone, J.M. Layerless fabrication with continuous liquid interface production. Proc. Natl. Acad. Sci. USA 2016, 113, 11703–11708. [Google Scholar] [CrossRef]
- Li, X.; Mao, H.; Pan, Y.; Chen, Y. Mask video projection based stereolithography with continuous resin flow to build digital models in minutes. In Proceedings of the ASME 2018 13th International Manufacturing Science and Engineering Conference, College Station, TX, USA, 18 June 2018. [Google Scholar]
- Li, X.; Mao, H.; Pan, Y.; Chen, Y. Engineering. Mask Video Projection-Based Stereolithography With Continuous Resin Flow. J. Manuf. Sci. 2019, 141. [Google Scholar] [CrossRef]
- Shao, G.; Hai, R.; Sun, C. 3D Printing Customized Optical Lens in Minutes. Adv. Opt. Mater. 2020, 8, 1901646. [Google Scholar] [CrossRef]
- Ware, H.O.T.; Sun, C. Method for Attaining Dimensionally Accurate Conditions for High-Resolution Three-Dimensional Printing Ceramic Composite Structures Using MicroCLIP Process. J. Micro Nano Manuf. 2019, 7. [Google Scholar] [CrossRef]
- David, A.; Walker, J.L.H.; Chad, A. Mirkin. Rapid, large-volume, thermally controlled 3D printing using a mobile liquid interface. Science 2019, 366, 360–364. [Google Scholar]
- De Beer, M.P.; Van Der Laan, H.L.; Cole, M.A.; Whelan, R.J.; Burns, M.A.; Scott, T.F. Rapid, continuous AM by volumetric polymerization inhibition patterning. Sci. Adv. 2019, 5, eaau8723. [Google Scholar] [CrossRef]
- Van der Laan, H.L.; Burns, M.A.; Scott, T.F. Volumetric Photopolymerization Confinement through Dual-Wavelength Photoinitiation and Photoinhibition. ACS Macro Lett. 2019, 8, 899–904. [Google Scholar] [CrossRef]
- Loterie, D.; Delrot, P.; Moser, C. High-resolution tomographic volumetric additive manufacturing. Nat. Commun. 2020, 11, 852. [Google Scholar] [CrossRef]
- Kak, A.C.; Slaney, M.; Wang, G. Principles of computerized tomographic imaging. Med. Phys. 2002, 29, 107. [Google Scholar] [CrossRef]
- Kelly, B.; Bhattacharya, I.; Shusteff, M.; Panas, R.M.; Taylor, H.K.; Spadaccini, C.M. Computed Axial Lithography (CAL): Toward Single Step 3D Printing of Arbitrary Geometries. arXiv 2017, arXiv:1705.05893. [Google Scholar]
- Cheung, L.; Wong, M.; Wong, L. The applications of stereolithography in facial reconstructive surgery. In Proceedings of the International Workshop on Medical Imaging and Augmented Reality, Hong Kong, China, 10–12 June 2001; pp. 10–15. [Google Scholar]
- Chen, X.; Liu, W.; Dong, B.; Lee, J.; Ware, H.O.T.; Zhang, H.F.; Sun, C. High-Speed 3D Printing of Millimeter-Size Customized Aspheric Imaging Lenses with Sub 7 nm Surface Roughness. Adv. Mater. 2018, 30, e1705683. [Google Scholar] [CrossRef]
- Yin, M.J.; Yao, M.; Gao, S.; Zhang, A.P.; Tam, H.Y.; Wai, P.K.A.J.A.M. Rapid 3D patterning of poly (acrylic acid) ionic hydrogel for miniature pH sensors. Adv. Mater. 2016, 28, 1394–1399. [Google Scholar] [CrossRef]
- Emami, M.M.; Barazandeh, F.; Yaghmaie, F. Scanning-projection based stereolithography: Method and structure. Sens. Actuators A Phys. 2014, 218, 116–124. [Google Scholar] [CrossRef]
- Lee, M.P.; Cooper, G.J.; Hinkley, T.; Gibson, G.M.; Padgett, M.J.; Cronin, L. Development of a 3D printer using scanning projection stereolithography. Sci. Rep. 2015, 5, 9875. [Google Scholar] [CrossRef]
- Choi, J.-W.; Kim, H.-C.; Wicker, R. Multi-material stereolithography. J. Mater. Process. Technol. 2011, 211, 318–328. [Google Scholar] [CrossRef]
- Han, D.; Yang, C.; Fang, N.X.; Lee, H. Rapid multi-material 3D printing with projection micro-stereolithography using dynamic fluidic control. Addit. Manuf. 2019, 27, 606–615. [Google Scholar] [CrossRef]
- Wicker, R.B.; MacDonald, E.W.J.V. Multi-material, multi-technology stereolithography: This feature article covers a decade of research into tackling one of the major challenges of the stereolithography technique, which is including multiple materials in one construct. Virtual Phys. Prototyp. 2012, 7, 181–194. [Google Scholar] [CrossRef]
- Zhou, C.; Chen, Y.; Yang, Z.; Khoshnevis, B. Development of multi-material mask-image-projection-based stereolithography for the fabrication of digital materials. In Proceedings of the Annual solid freeform fabrication symposium, Austin, TX, USA, 6–8 August 2001; pp. 65–80. [Google Scholar]
- Arcaute, K.; Mann, B.; Wicker, R.J.A.b. Stereolithography of spatially controlled multi-material bioactive poly (ethylene glycol) scaffolds. Acta Biomater. 2010, 6, 1047–1054. [Google Scholar] [CrossRef]
- Lu, L.; Guo, P.; Pan, Y. Magnetic-Field-Assisted Projection Stereolithography for Three-Dimensional Printing of Smart Structures. J. Manuf. Sci. Eng. 2017, 139, 071008–071008–071007. [Google Scholar] [CrossRef]
- Kokkinis, D.; Schaffner, M.; Studart, A.R. Multimaterial magnetically assisted 3D printing of composite materials. Nat. Commun. 2015, 6, 1–10. [Google Scholar] [CrossRef]
- Lu, L.; Baynojir Joyee, E.; Pan, Y. Correlation between microscale magnetic particle distribution and magnetic-field-responsive performance of three-dimensional printed composites. J. Micro Nano Manuf. 2018, 6. [Google Scholar] [CrossRef]
- Yang, Y.; Li, X.; Chu, M.; Sun, H.; Jin, J.; Yu, K.; Wang, Q.; Zhou, Q.; Chen, Y. Electrically assisted 3D printing of nacre-inspired structures with self-sensing capability. Sci. Adv. 2019, 5, eaau9490. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, Z.; Song, X.; Zhang, Z.; Zhang, J.; Shung, K.K.; Zhou, Q.; Chen, Y. Biomimetic anisotropic reinforcement architectures by electrically assisted nanocomposite 3D printing. Adv. Mater. 2017, 29, 1605750. [Google Scholar] [CrossRef]
- Lu, L.; Tang, X.; Hu, S.; Pan, Y. Acoustic Field-Assisted Particle Patterning for Smart Polymer Composite Fabrication in Stereolithography. 3D Print. Addit. Manuf. 2018, 5, 151–159. [Google Scholar] [CrossRef]
- Joe Lopes, A.; MacDonald, E.; Wicker Ryan, B. Integrating stereolithography and direct print technologies for 3D structural electronics fabrication. Rapid Prototyp. J. 2012, 18, 129–143. [Google Scholar] [CrossRef]
- Stevens, A.G.; Oliver, C.R.; Kirchmeyer, M.; Wu, J.; Chin, L.; Polsen, E.S.; Archer, C.; Boyle, C.; Garber, J.; Hart, A.J. Conformal Robotic Stereolithography. 3D Print Addit. Manuf. 2016, 3, 226–235. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| LCD | DMD | |
|---|---|---|
| UV compatibility | No | Yes |
| Modulation efficiency | 12.5% (transmission) | 88% (reflection) |
| Pitch size | 26 µm × 24 µm | 14–17 µm |
| Pixel size | 33 µm × 33 µm | 13–16.2 µm |
| Filling ratio | 57% | 91% |
| Contrast | 100:1 | 350:1 |
| Switching speed | 20 ms | 20 µs |
| Stereolithography | Printing Speed | System Resolution | Printable Size | Light Source |
|---|---|---|---|---|
| Scanning | Scanning speed: hundreds to thousands of millimeters per second | A few microns (~100 nm for 2PP system) | From tens to hundreds of millimeters | UV light (Fs laser source for 2PP) |
| Projection | Tens of millimeters per hour | A few microns (typically greater than 5 microns) | Tens of millimeters | UV/Visible light |
| Continuous | Hundreds of millimeters per hour | A few microns (typically greater than 5 microns) | Tens of millimeters | UV/Visible light |
| Volumetric | Greater than 105 mm3 per hour | 80 ~ 300 microns | Tens of millimeters | UV light |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, J.; Qin, Q.; Wang, J. A Review of Stereolithography: Processes and Systems. Processes 2020, 8, 1138. https://doi.org/10.3390/pr8091138
Huang J, Qin Q, Wang J. A Review of Stereolithography: Processes and Systems. Processes. 2020; 8(9):1138. https://doi.org/10.3390/pr8091138
Chicago/Turabian StyleHuang, Jigang, Qin Qin, and Jie Wang. 2020. "A Review of Stereolithography: Processes and Systems" Processes 8, no. 9: 1138. https://doi.org/10.3390/pr8091138
APA StyleHuang, J., Qin, Q., & Wang, J. (2020). A Review of Stereolithography: Processes and Systems. Processes, 8(9), 1138. https://doi.org/10.3390/pr8091138