1. Introduction
Aluminum is widely used to produce products in many industries, such as the automotive, shipyard, aviation, and electric train industries, due to its high strength, light weight, high toughness, resistance to breakage, good corrosion resistance, and ability to reduce product damage without decreasing product quality [
1]. Producing large sheets of aluminum can be expensive and sometimes impossible using the current machine technology. Welding methods are often used to join small sheets of aluminum into bigger parts to produce the part needed. Welding is a process in which metals are joined using high heat to melt parts together, and the metal is then allowed to cool to normal temperature. Numerous welding methods exist, including gas metal arc welding using metal inert gas or tungsten inert gas, arc welding, gas welding, spot welding [
2,
3], and friction stir welding (FSW).
FSW is one of the most popular welding methods used to join two sheets of aluminum. FSW can be used to weld a variety of aluminum alloys [
4]. FSW can create high-quality welded areas compared to other conventional welding processes, and it can be used to join metal and non-metal materials [
5]. FSW is a solid-state welding (SSW) process invented by the British Welding Institute [
6]. This technique attaches metals together at a temperature lower than the melting temperature of the cast based on the heat from friction where the shoulders touch the sheet and rotate at a specified welding speed along with pressure. FSW is widely used to produce parts [
7] for airplanes, boats, trucks, pipeline work, electrical work, electronics, furniture, vacuum cleaner suction pipes, and rail fines. Usually, the parameters that influence FSW include tensile strength, hardness, wear, and corrosion, rotational speed, welding speed, axial force, tool pin profile, pin diameter, and tool pin material [
8,
9,
10].
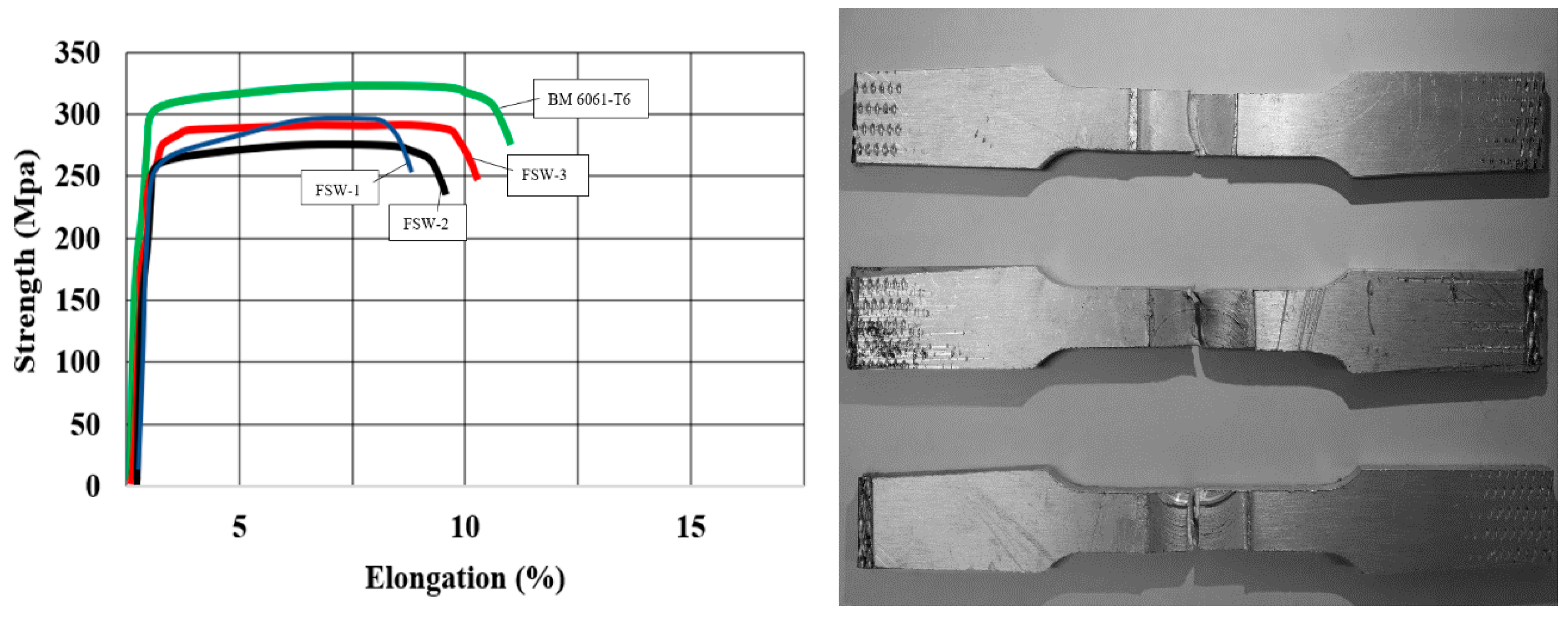
One of the important characteristics of FSW is to obtain welded aluminum that has the highest ultimate tensile strength (UTS). The ultimate tensile strength (UTS) is the maximum stress that a material can tolerate while being pulled before breaking. In brittle materials, the UTS is close to the yield point, whereas, for ductile materials, the UTS can be higher. The UTS is normally investigated by executing a tensile test in a tensile testing machine. In this study, we used the testing machine model CY-6040A1, c.b.n. testing corporation Co. Ltd., Bangkoknoi, Bangkok, Thailand.
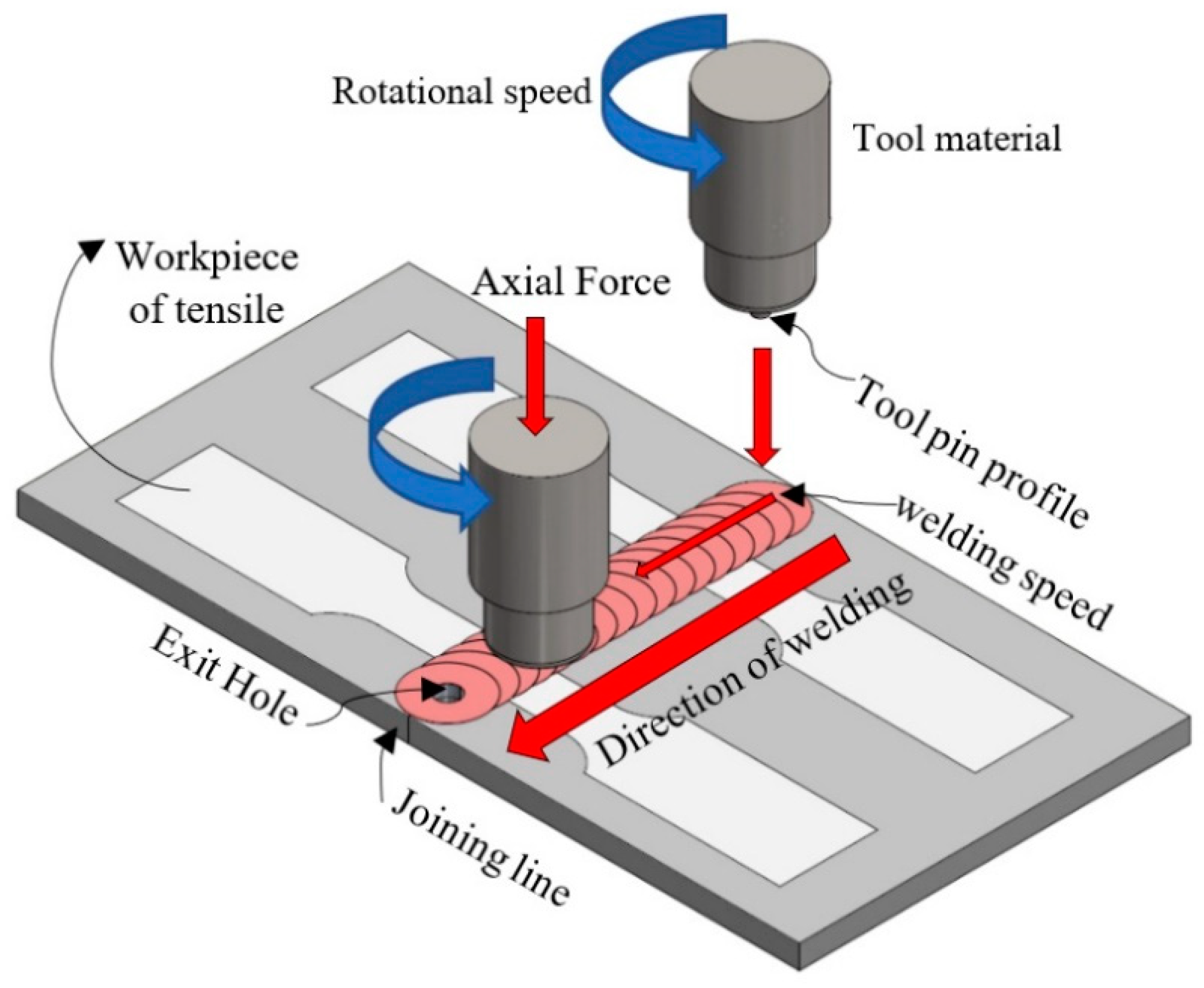
From the literature review, we found that two group of parameters affect the UTS of FSW. The first group includes three parameters: (1) rotation speed, (2) welding speed, and (3) axial force. In this group, the parameter values are real numbers, such as a rotation speed of 800 rpm. The second group is defined as the categorized parameters. In this group, the two types of parameters are (1) tool pin profile and (2) tool pin material. Details of all five parameters are shown in
Figure 1.
The integrity of friction stir welding depends on the proper setting of welding parameters. FSW process parameters affect the heat of perfect welds. Welding heat depends on the setting of parameters such as rotation speed, welding speed, and the axial force of the tool pin profile. When the tool pin profile rotates at a constant speed and is pressed against the workpiece surface, friction causes heat in the welding process due to mechanical force. The heat increases to the extent that the materials soften and, at an appropriate level, the materials can be welded together.
In welding, welding speed is a parameter to control the amount of heat in the area in which the tool pin profile passes. If the welding speed is too high, the heat level in the joint’s weld zone will be too low, resulting in incomplete bonding of the material. Conversely, if the welding speed is too slow, excess heat will accumulate in the material, affecting structural change defects in the weld. Therefore, the amount of heat during welding depends on controlling the process parameters; the generation of too much or too little heat will affect the structural differences in the welding zone and may cause defects [
11]. The relationship between the parameters mentioned for the determination of the weld heat can be calculated from Equation (1) [
12].
where
Qslide is the generated heat while sliding (watts),
μ is the friction coefficient of the material,
p is the axial force (kN),
ϖ is the tool angular rotation speed (rad
−1),
D is the diameter of the shoulder (mm),
d is the diameter of the pin (mm), and
α is the shoulder angle (°).
Table 1 lists the welding parameters and their values gathered from the literature review [
8,
9,
13,
14,
15,
16,
17,
18,
19]. The table shows that three factors affect the tensile efficiency: rotational speed (rpm), welding speed (mm/min), and axial force (kN).
Other factors that affect the UTS of FSW that are not in the literature (
Table 1) are the tool material and tool pin profile. Bringas [
20] and Banik et al. [
21] recommended the use of two types of tool materials (SKD 11 and ST 42), and they included three types of tool pin profiles (cylindrical tapered (CT), square tapered (ST), and hexagon tapered (HT)) with FSW. The chemical compositions of SKD 11 and ST 42 are shown in
Table 2.
ST 42 is made of low-carbon steel and SKD 11 is made of high-carbon steel. Both types of tools use the quenching method to improve the mechanical properties. The target hardness of the tools must be greater than 500 HB (Brinell hardness test). ST 42 and SKD 11 have melting points of 1421–1460 °C, which are greater than the melting point of the base material (AA6061-T6 Nissin part Co. Ltd., Nonthaburi, Thailand) used in this research (AA6061-T6 has a melting point of 652 °C and hardness of 90 HB). The wear rate of the tool is low due to the huge difference in hardness and melting point of the tool pin and base material. Therefore, the selection of an appropriate tool pin and base material can increase the life of the tool. Each tool pin has a shoulder diameter of 18 mm, pin length of 6 mm, and pin angle of 6°. The tool pin profile length should be shorter than the thickness of the pin of the base material (AA6061-T6) in order to properly insert the pin profile into the base material [
22]. During welding, the tool pin profile is inserted into the material to create the heat generated from friction. Simultaneously, the base material becomes soft and deforms. In the state of plastic deformation, the material becomes homogeneous and a weld bond occurs; therefore, the material is unable to penetrate through the lower surface of the workpiece. At the beginning of the welding process, the tool pin profile is firmly pressed and inserted into the material until the shoulder of the tool pin profile contacts the workpiece surface due to axial force. As a result, friction occurs between the shoulder of the tool pin profile and the workpiece. The material rapidly heats up because of the friction between the tool pin profile and the surface of the workpiece. This causes the material to soften and deform around the welding zone. Because of the appropriate heat transfer capability of the AA6061-T6, the heat around the tool pin profile that penetrates the material spreads more easily. The material softens into the mixture, resulting in a welding line. The tool materials for each of the pin profiles are shown in
Figure 2a–c.
In this study, five parameters ((1) rotation speed, (2) welding speed. (3) axial force, (4) tool pin profile, and (5) tool pin material) were analyzed to determine the optimal values or types of all parameters. These five parameters were not previously simultaneously studied for FSW in the literature.
One of the most popular methods used to determine the optimal welding parameters is the response surface method (RSM) [
23,
24]. To find the optimal value of parameters, RSM is firstly used to design the experiment and formulate the second-order mathematical model, sometimes called quadratic programming (QP). Then, the Minitab optimizer or optimization software such as excel solver, Lingo, and Lindo is used to find the optimal value of parameters. In optimization software, exact methods such as the simplex method, dual simplex method, branch and bound method, and generalized reduced gradient (GRG) are used as the optimization method. Even though the exact method can guarantee the optimal solution, when the size of the problem is growing, the exact method is not applicable to solve non-deterministic polynomial-time hardness (NP-hard) problems within a reasonable time [
25,
26,
27].
The mathematical model obtained from the RSM method is a type of quadratic programming (QP) which is proven to be an NP-hard problem [
28]. To avoid the time-consuming process of solving the QP using exact methods, heuristics such as those developed by Achterberg and Berthold [
29], and Glover and Lodi [
30], and metaheuristic methods like simulated annealing [
31], as well as evolutionary and memetic algorithms [
32,
33], are applied to solve QP. Such heuristics are often quite effective, and they can be implemented on very modest computational hardware, even without any theoretical guarantees, to find the optimal solution. However, the heuristic and metaheuristic methods may provide a sufficiently good solution to a complex problem in a reasonable amount of time. This is the first reason why we need to design the heuristic method to optimize the model obtained from Minitab software instead of using optimization software.
Another reason that a heuristic method is needed in our research is that we were interested in discovering the value/type of five parameters. Two of these parameters are categorical parameters (three types of tool pin profile and two types of tool material). These two parameters will force the RSM to generate six regression models, which prevents solving all given models at once using optimization software such as excel solver and Lingo. All six models will be solved one by one. The best model among all six models will be the representative solution of the methods. This makes it inconvenient to use the solver to solve QP. To avoid this inconvenience, we design a heuristic method that can solve all models generated by RSM at the same time.
Currently, there is no research that applied a metaheuristic approach to determine the appropriate value of parameters in FSW. In this paper, the modified differential evolution algorithm (MDE) is used to determine the optimal values of the parameters.
Differential evolution algorithm (DE) is a novel evolutionary technique introduced by Storn and Price [
34]. DE can be effectively applied for both continuous and discrete optimization problems. DE uses a simple operator, with classical operators such as crossover, mutation, and selection, to create new candidate solutions. Due to its effectiveness and simplicity, DE was used for production scheduling [
35,
36,
37], manufacturing [
38,
39], production processes [
40,
41,
42,
43], and transportation [
44,
45,
46] DE sometimes experiences problems in finding a good solution because it can easily get stuck in local optima. This problem can be avoided by restarting the algorithm, introducing a new random vector into the algorithm, and changing the neighborhood strategy to search for a new solution. In this study, we introduced a trial vector reproduction process to improve the capability of DE. This method helps the original DE to escape from the local optimum when needed. We call our new DE method the modified differential evolution (MDE) algorithm.
RSM and MDE (RSM-MDE) were combined in this study to find the optimal parameters of FSW to find the maximum UTS. The proposed method is both experiment-based and simulation-based. The experimental part (RSM) was applied to a real aluminum specimen, while the simulation part (MDE) was performed on a computer. All specimens used in the experiment were AA6061-T651 aluminum (Nissin part Co. Ltd., Nonthaburi, Thailand).
AA6061-T651 aluminum was chosen because it is widely used in the aerospace, aircraft, and automobile industries. It composes of aluminum, silicon, and magnesium (Al–Si–Mg), giving it an excellent strength-to-weight ratio, good ductility, corrosion resistance, and cracking resistance in adverse environments [
47,
48].
The rest of this article is organized as follows:
Section 2 outlines the proposed method used to optimize the welding parameters,
Section 3 describes the experimental framework, and
Section 4 provides the conclusion and recommendations for future work.
4. Conclusions
In this study, we used new techniques to find the optimal values of FSW parameters, including rotational speed, welding speed, axial force, pin diameter, and tool material. The objective function was used to find the values of the parameters that generate the maximum UTS. We proposed a combination of RSM and MDE (RSM-MDE) to solve these problems using four steps: (1) finding the number and levels of parameters that affect the efficiency of FSW, (2) using RSM to formulate the regression model, (3) using the MDE algorithm to find the optimal parameters of the regression model obtained from step (2), and (4) verifying the results obtained from step (3). The original DE algorithm was modified by adding the trial vector reproduction process to the original process to construct a more effective DE algorithm.
On the basis of the computational result, RSM-MDE could improve the quality of the solution by 1.48% from the RSM optimizer using Minitab software and by 1.84% from the real experiment using CCD. MDE gave the same solution quality as Lingo software (optimal solution), but it used 96.319% less computational time. The FSW parameter values that generated the maximum UTS were (1) a rotation speed of 1417.68 rpm, (2) a welding speed of 60.21 mm/min, (3) an axial force of 8.44 kN, (4) a hexagon-tapered pin profile, and (5) the SKD 11 tool material. This set of parameters was used for 12 specimens to test if it was possible to produce the UTS as calculated by RSM-MDE, i.e., 294.84 MPa. The experimental result showed that the average UTS obtained from the experiment was 295 MPa, which was not significantly different from the solution calculated by RSM-MDE (p = 0.904). We inspected the microstructure of the welded aluminum using the revealed set of parameters and found that the quality of the metal in the stir zone was improved from the base metal due to a change in the shape of the eutectic phase. RSM-MDE could be used to find the values of parameters that produced a better UTS and better-quality product than RSM and the real experiment. In the stir zone, the quality of the welded metal was improved from the base metal due to the tensile force, and fatigue was increased due to the changing microstructure of the base metal in the stir zone.
RSM-MDE is a method in which RSM and MDE are combined. This combination is an effective method that can significantly improve the quality of the solution generated by the original RSM optimizer. The proposed method comprises four steps and can be applied to all alloy-based research.
However, even though RSM-MDE is an effective method for finding optimal parameters, it requires a high number of experiments, which results in high cost and time consumption for the experiment. Researchers can also use other tools to design experiments such as full factorial designs, Box–Behnken designs, and three-phase approaches (screening; characterization; modeling and optimization) to get rid of this problem.


 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}