3D Integrated Modeling of Supersonic Coherent Jet Penetration and Decarburization in EAF Refining Process


Abstract
1. Introduction
2. Methodology
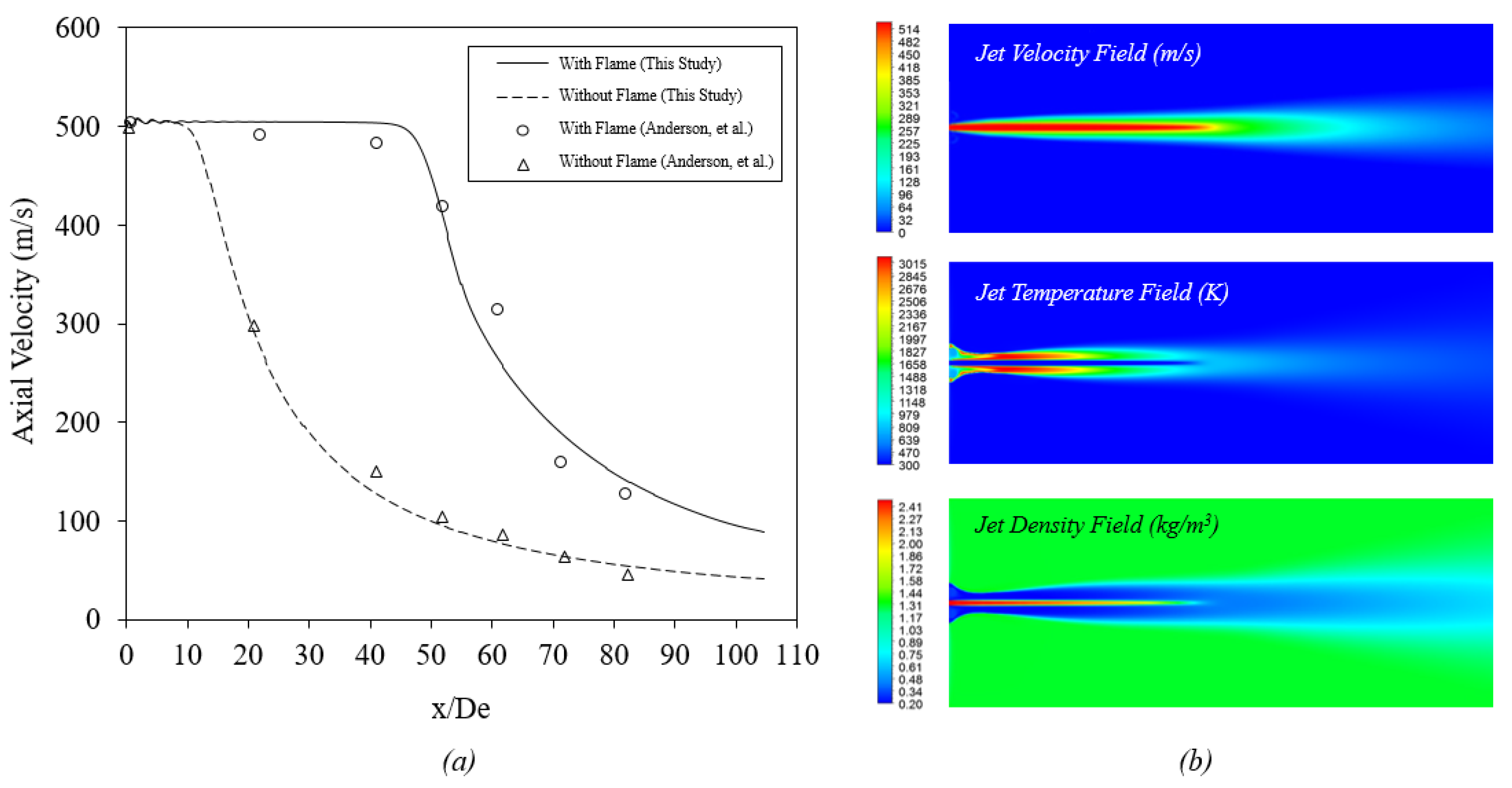
- The supersonic coherent jet with the revised turbulence model will be firstly simulated in an open space under the actual high ambient temperature conditions inside the furnace to obtain the jet characteristics, which will be used for the subsequent estimation and simulation.
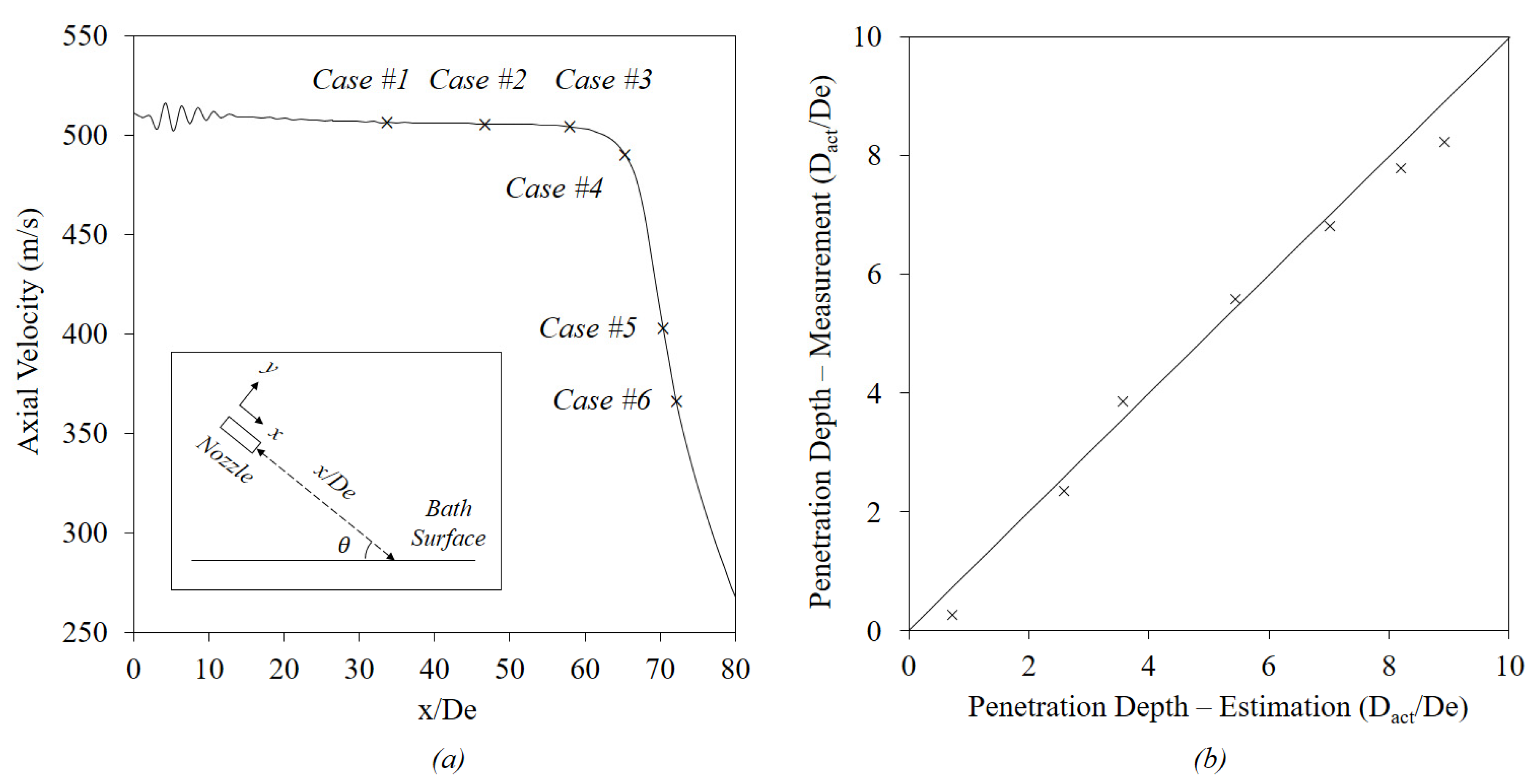
- A theoretical interface will then be calculated to represent the jet penetration cavity inside the liquid steel bath based on the supersonic coherent jet characteristics at the bath surface. This method is based on the energy balance between the injected jet and penetrated bath and enables us to avoid the direct simulation of the supersonic coherent jet interacting with the liquid steel bath.
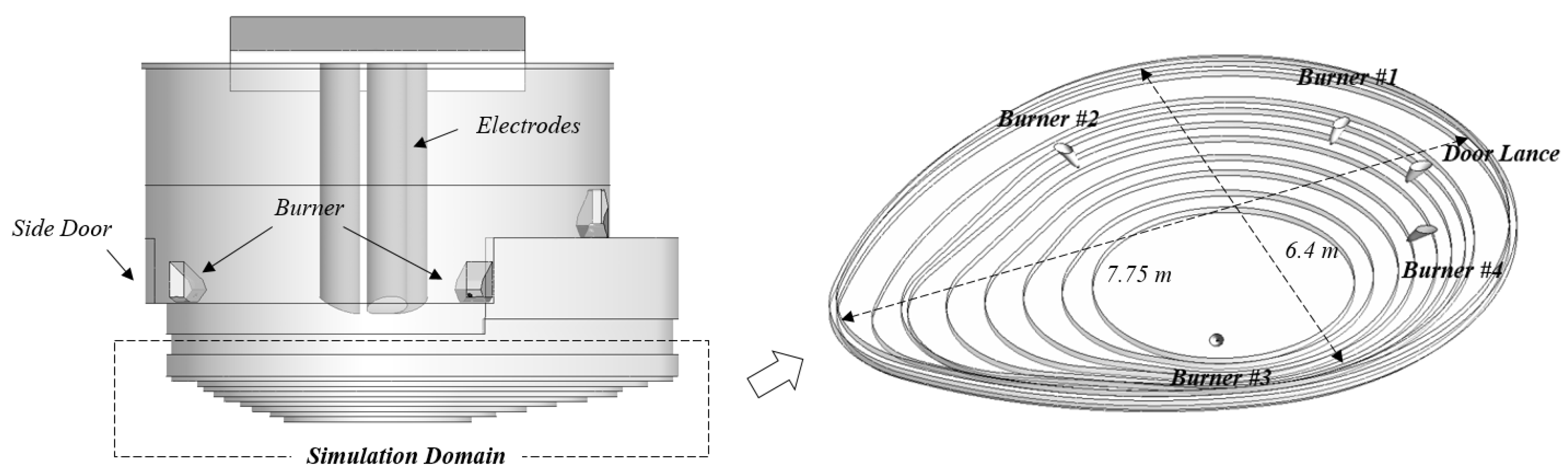
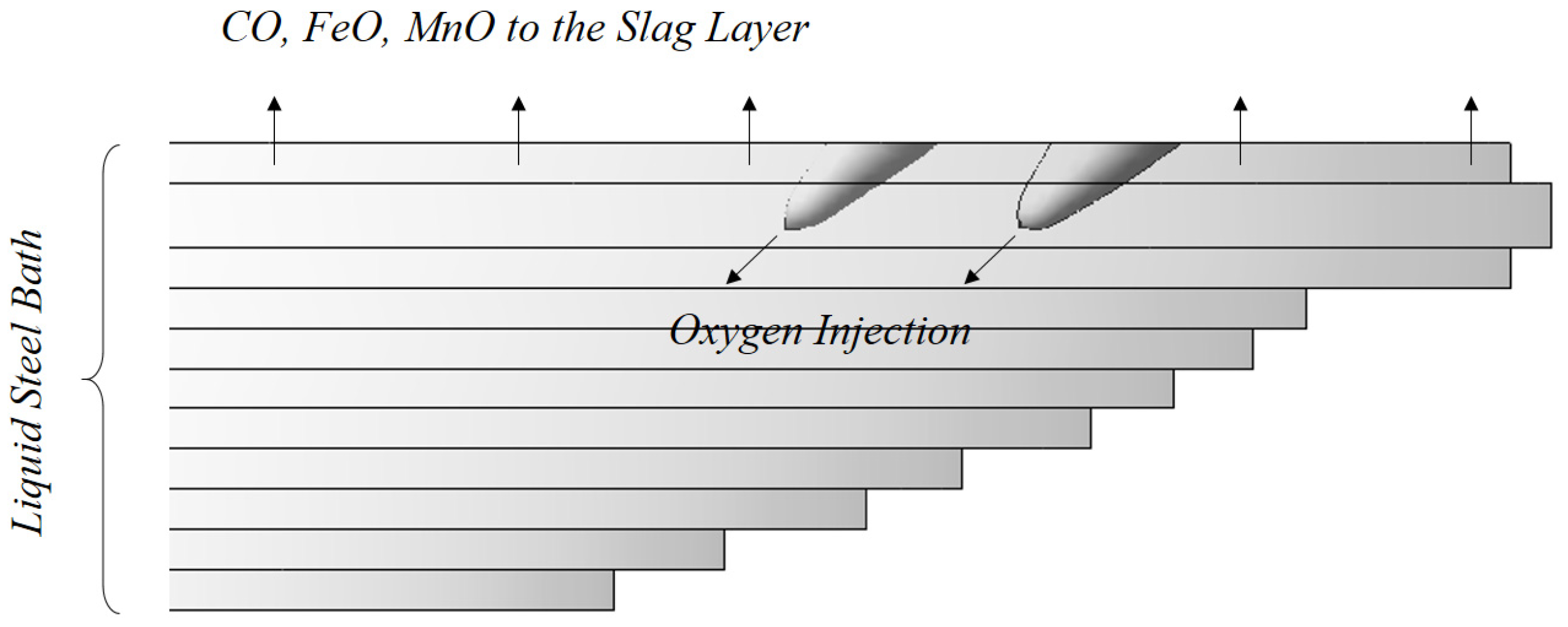
- The geometry of the bottom section of the EAF with the above-estimated jet cavity can be established and reasonable boundary conditions need to be defined on the cavity surface according to the results from part 1, so that the thermodynamic and kinetic coupled multiphase reacting flow simulation can be performed to predict in-bath stirring and decarburization process for the refining stage.
3. Numerical Model
3.1. Supersonic Coherent Jet Modeling
3.2. Jet Penetration Cavity Estimation
3.3. Decarburization Modeling
4. Simulation Results and Discussions
4.1. Model Validaiton
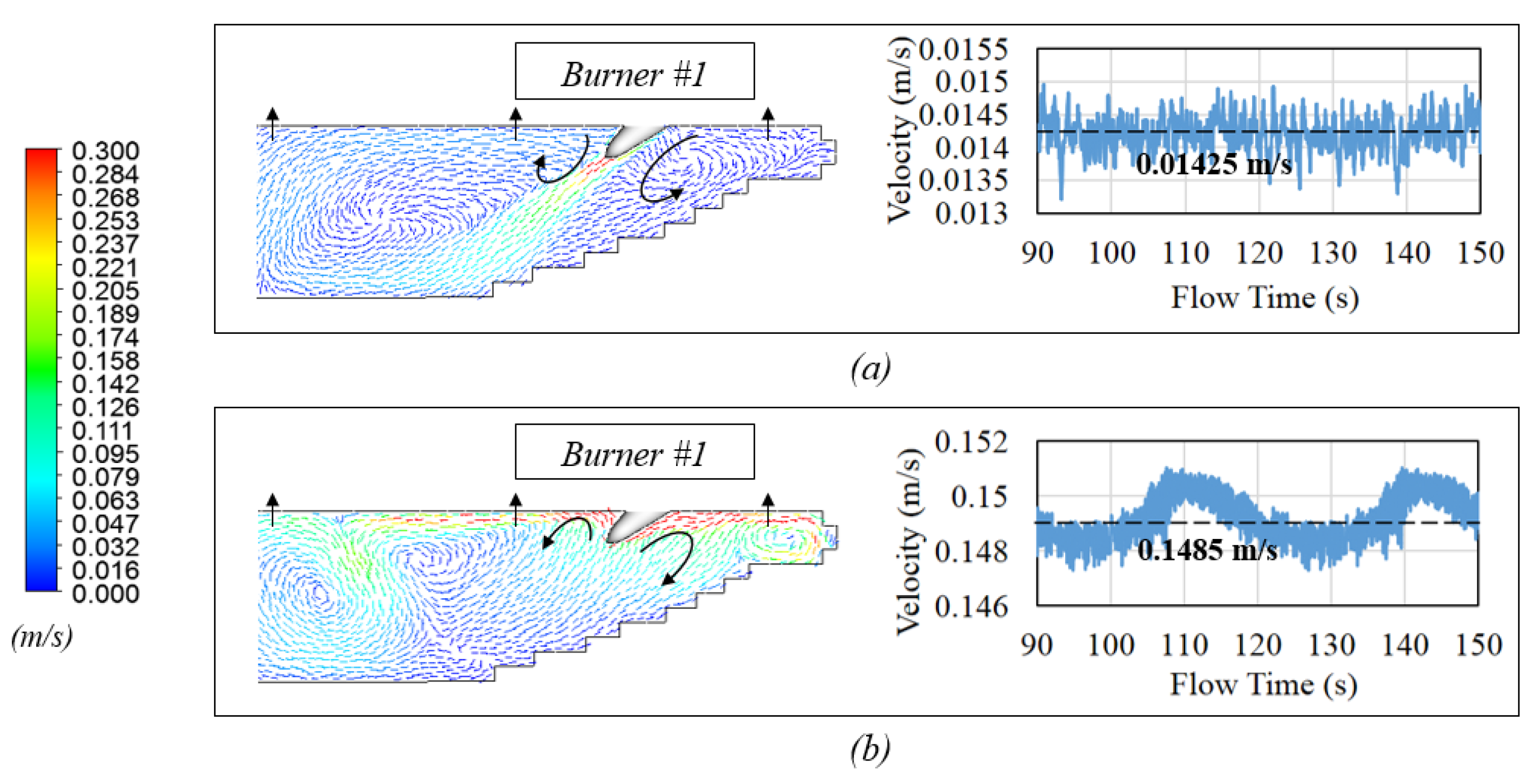
4.2. Stirring Mechanism
4.3. Decarburization Rate and Bath Temperature Rising Rate
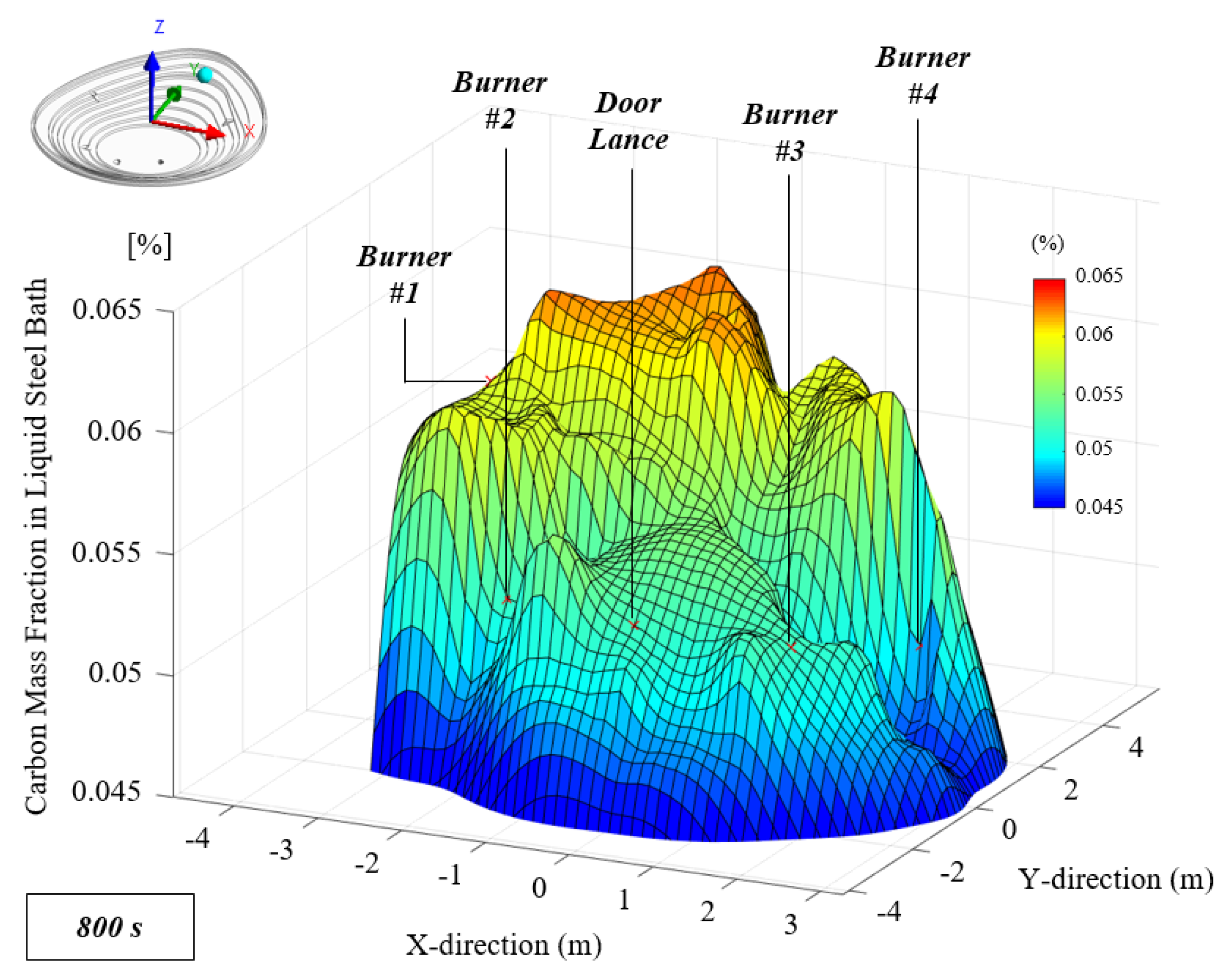
4.4. Carbon Distribution in Liquid Steel Bath
5. Conclusions
- The stirring mechanism was analyzed using the model and the results indicated that the bubble stirring greatly promotes the homogenization of the liquid steel bath and is one of the most important stirring mechanism need to be considered in the EAF refining simulation.
- The decarburization rate and bath temperature distribution were investigated as well. The 3D integrated model indicated that decarburization mainly occurs around the jet penetrating cavity and due to the oxidation reaction, a large amount of chemical energy will be released there to increase the bath temperature. The overall bath decarburization rate and temperature rising rate predicted by the model has good agreement with reference data.
- 3D carbon distribution in the liquid steel bath was also investigated by the model. The results illustrated that the burner arrangement considered in present study results in an uneven bath decarburization rate, which is mainly due to the less oxygen-blowing and weak bath-stirring in front of the furnace. The uneven carbon concentration may lead to the under-prediction of the actual carbon content inside the furnace and further affect the quality of tapped liquid steel.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mathur, P.; Messina, C. Praxair CoJet™ Technology–Principles and Actual Results from Recent Installations. AISE Steel Technol. 2001, 78, 21–25. [Google Scholar]
- Anderson, J.E.; Farrenkopf, D.R. Coherent gas jet. U.S. Patent 5,823,762, 20 October 1998. [Google Scholar]
- Alam, M.; Naser, J.; Brooks, G.; Fontana, A. Computational fluid dynamics modeling of supersonic coherent jets for electric arc furnace steelmaking process. Metall. Mater. Trans. B 2010, 41, 1354–1367. [Google Scholar]
- Liu, F.; Zhu, R.; Dong, K.; Hu, S. Flow field characteristics of coherent jet with preheating oxygen under various ambient temperatures. ISIJ Int. 2016, 56, 1519–1528. [Google Scholar] [CrossRef]
- Li, Z.L.; Zhang, L.L.; Cang, D.Q. Temperature corrected turbulence model for supersonic oxygen jet at high ambient temperature. ISIJ Int. 2017, 57, 602–608. [Google Scholar] [CrossRef]
- Caffery, G.; Warnica, D.; Molloy, N.; Lee, M. Temperature homogenisation in an electric arc furnace steelmaking bath. In Proceedings of the International Conference on CFD in Mineral and Metal Processing and Power Generation; CSIRO: Canberra, Australia, 1997; pp. 87–99. [Google Scholar]
- Li, B. Fluid flow and mixing process in a bottom stirring electrical arc furnace with multi-plug. ISIJ Int. 2000, 40, 863–869. [Google Scholar] [CrossRef]
- Ramírez, M.; Alexis, J.; Trapaga, G.; Jönsson, P.; Mckelliget, J. Modeling of a DC electric arc furnace—Mixing in the bath. ISIJ Int. 2001, 41, 1146–1155. [Google Scholar] [CrossRef]
- Szekely, J.; Asai, S. Decarburization of stainless steel: Part II. A mathematical model and a process optimization for industrial scale systems. Metall. Trans. 1974, 5, 1573–1580. [Google Scholar] [CrossRef]
- Zhu, F.Y.; Chi, H.B.; Jiang, X.Y.; Mao, W.D. Process and Practice of EAF with De-P Hot Metal Charging for Melting Stainless Steel. In Materials Science Forum; Trans Tech Publications Ltd.: Zurich, Switzerland, 2007; Volume 561, pp. 1063–1066. [Google Scholar]
- Memoli, F.; Mapelli, C.; Ravanelli, P.; Corbella, M. Simulation of oxygen penetration and decarburisation in EAF using supersonic injection system. ISIJ Int. 2004, 44, 1342–1349. [Google Scholar] [CrossRef]
- Patankar, S. Numerical Heat Transfer and Fluid Flow; Taylor & Francis: Abingdon, UK, 2018. [Google Scholar]
- ANSYS FLUENT Release 19.1; ANSYS Inc., ANSYS Academic Research: Canonsburg, PA, USA, 2013.
- Wilcox, D.C. Turbulence Modeling for CFD; DCW Industries: La Canada, CA, USA, 1998; Volume 2.
- Wolfshtein, M.; Lin, A.; Naot, D. Mathematical Models of Turbulence; No. BOOK; Academic Press: Cambridge, MA, USA, 1972. [Google Scholar]
- Alam, M.; Naser, J.; Brooks, G. Computational fluid dynamics simulation of supersonic oxygen jet behavior at steelmaking temperature. Metall. Mater. Trans. B 2010, 41, 636–645. [Google Scholar] [CrossRef]
- Abdol-Hamid, K.S.; Pao, S.P.; Massey, S.J.; Elmiligui, A. Temperature corrected turbulence model for high temperature jet flow. J. Fluids Eng. 2004, 126, 844–850. [Google Scholar] [CrossRef]
- Magnussen, B. On the structure of turbulence and a generalized eddy dissipation concept for chemical reaction in turbulent flow. In Proceedings of the 19th Aerospace Sciences Meeting, St. Louis, MO, USA, 12–15 January 1981; p. 42. [Google Scholar]
- Yin, C. Prediction of air-fuel and oxy-fuel combustion through a generic gas radiation property model. Appl. Energy 2017, 189, 449–459. [Google Scholar] [CrossRef]
- Tang, G.; Chen, Y.; Silaen, A.K.; Krotov, Y.; Riley, M.F.; Zhou, C.Q. Effects of fuel input on coherent jet length at various ambient temperatures. Appl. Therm. Eng. 2019, 153, 513–523. [Google Scholar] [CrossRef]
- Banks, R.B.; Chandrasekhara, D.V. Experimental investigation of the penetration of a high-velocity gas jet through a liquid surface. J. Fluid Mech. 1963, 15, 13–34. [Google Scholar] [CrossRef]
- Ishikawa, H.; Mizoguchi, S.; Segawa, K. A model study on jet penetration and slopping in the LD converter. Tetsu-to-Hagané 1972, 58, 76–84. [Google Scholar] [CrossRef][Green Version]
- Sano, M.; Mori, K. Fluid flow and mixing characteristics in a gas-stirred molten metal bath. Trans. Iron Steel Inst. Jpn. 1983, 23, 169–175. [Google Scholar] [CrossRef]
- Wei, J.H.; Zhu, D.P. Mathematical modeling of the argon-oxygen decarburization refining process of stainless steel: Part I. Mathematical model of the process. Metall. Mater. Trans. B 2002, 33, 111–119. [Google Scholar] [CrossRef]
- Shukla, A.K.; Deo, B.; Millman, S.; Snoeijer, B.; Overbosch, A.; Kapilashrami, A. An insight into the mechanism and kinetics of reactions in BOF steelmaking: Theory vs. practice. Steel Res. Int. 2010, 81, 940–948. [Google Scholar] [CrossRef]
- Saint-Raymond, H.; Huin, D.; Stouvenot, F. Mechanisms and modeling of liquid steel decarburization below 10 ppm carbon. Mater. Trans. JIM 2000, 41, 17–21. [Google Scholar] [CrossRef]
- Chen, J.X. Handbook on Common Using Data, Graphs and Tables in Steelmaking; Metallurgical Industry Press: Beijing, China, 1984. [Google Scholar]
- David, F.; Tudorache, T.; Firteanu, V. Numerical evaluation of electromagnetic field effects in electric arc furnaces. In The International Journal for Computation and Mathematics in Electrical and Electronic Engineering; COMPEL: Melbourne, Australia, 2001. [Google Scholar]
- OJP, G.; RamíRez-Argáez, M.A.; AN, C. Effect of arc length on fluid flow and mixing phenomena in AC electric arc furnaces. ISIJ Int. 2010, 50, 1–8. [Google Scholar]
- Widlund, O.; Sand, U.; Hjortstam, O.; Zhang, X. Modelling of electric arc furnaces (EAF) with electromagnetic stirring. In Proceedings of the 4th International Conference on Modelling and Simulation of Metallurgical Processes in Steelmaking (SteelSim), Metec InSteelCon 2011, Stahlinstitut VDEh, Düsseldorf, Germany, 27 June–1 July 2011. [Google Scholar]
- Pretorius, E.; Oltmann, H.; Jones, J. EAF Fundamentals; LWB Refractories: New York, NY, USA, 2010. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reaction (A) | |
| Reaction (B) | |
| Reaction (C) |
| Key Parameters | Values |
|---|---|
| Liquid steel density | 7700 kg/m3 |
| Slag layer density | 4350 kg/m3 |
| Slag layer height | 0.381 m |
| Angle of jet inclination | 40° from horizontal |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Silaen, A.K.; Zhou, C.Q. 3D Integrated Modeling of Supersonic Coherent Jet Penetration and Decarburization in EAF Refining Process. Processes 2020, 8, 700. https://doi.org/10.3390/pr8060700
Chen Y, Silaen AK, Zhou CQ. 3D Integrated Modeling of Supersonic Coherent Jet Penetration and Decarburization in EAF Refining Process. Processes. 2020; 8(6):700. https://doi.org/10.3390/pr8060700
Chicago/Turabian StyleChen, Yuchao, Armin K. Silaen, and Chenn Q. Zhou. 2020. "3D Integrated Modeling of Supersonic Coherent Jet Penetration and Decarburization in EAF Refining Process" Processes 8, no. 6: 700. https://doi.org/10.3390/pr8060700
APA StyleChen, Y., Silaen, A. K., & Zhou, C. Q. (2020). 3D Integrated Modeling of Supersonic Coherent Jet Penetration and Decarburization in EAF Refining Process. Processes, 8(6), 700. https://doi.org/10.3390/pr8060700