A Novel Process of H2/CO2 Membrane Separation of Shifted Syngas Coupled with Gasoil Hydrogenation



Abstract
1. Introduction
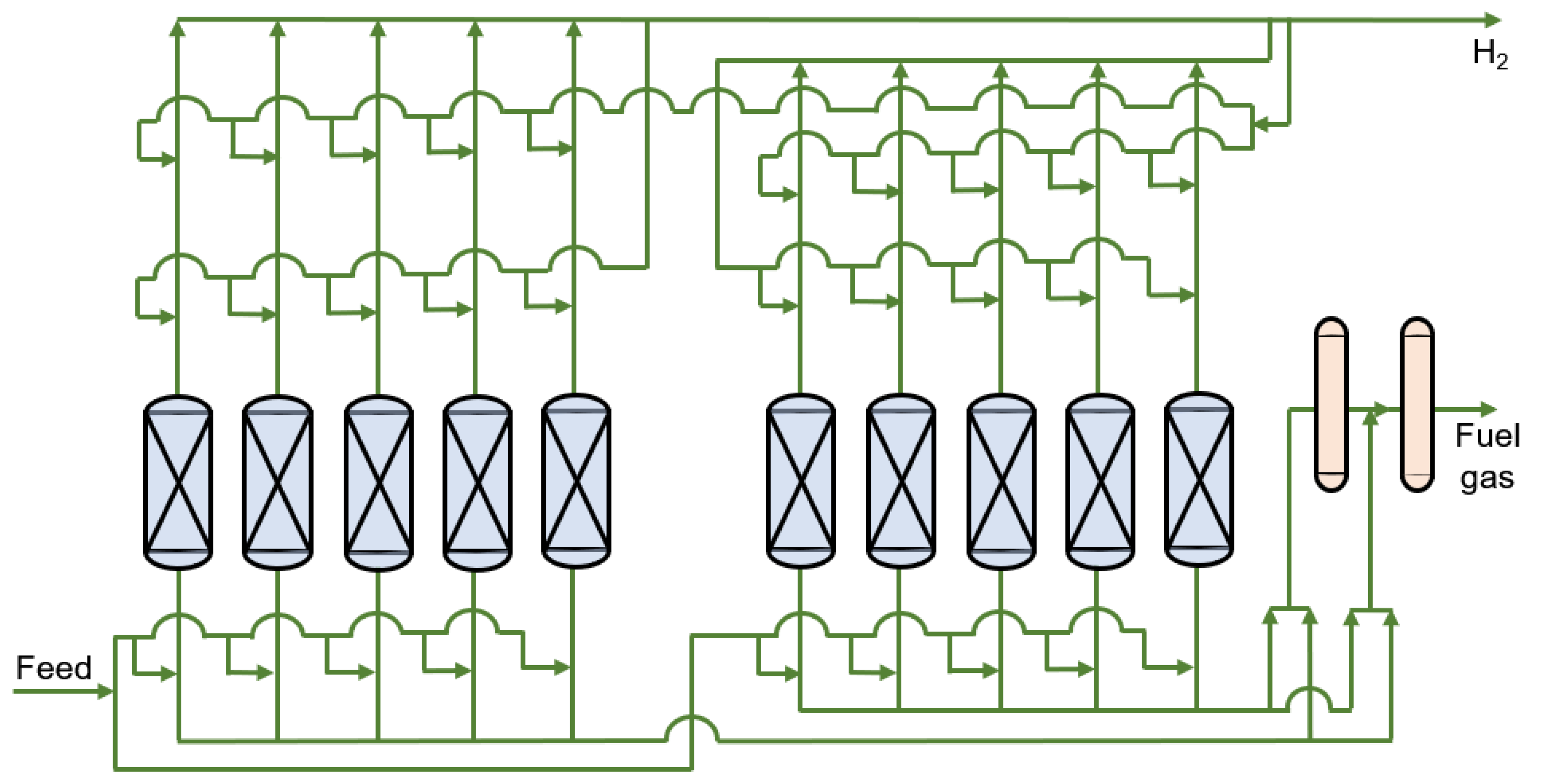
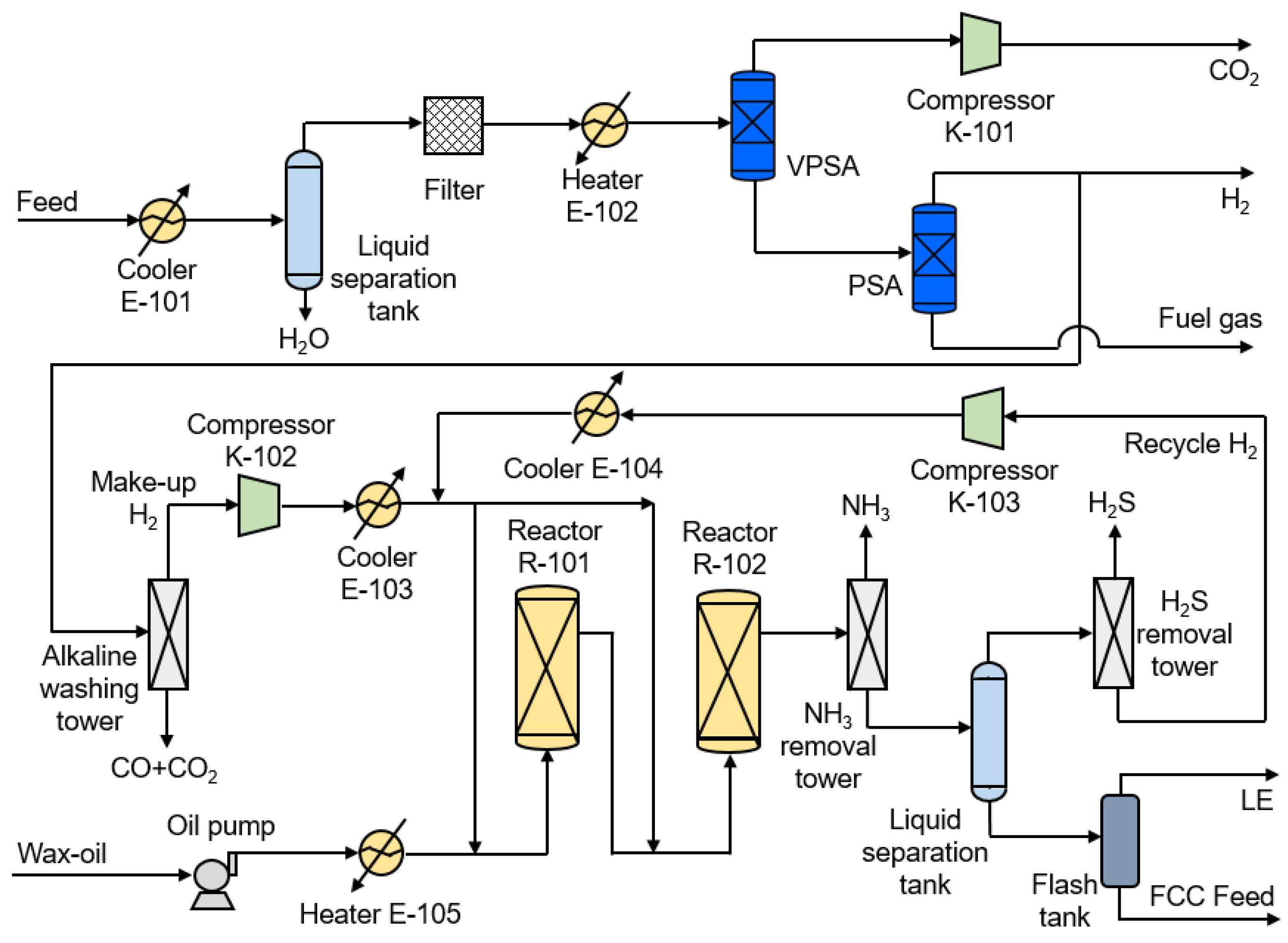
2. Conventional PSA Separation for H2/CO2 of Shifted Syngas and Gasoil Hydrogenation (CPGH) Process
- (1)
- For the separation of the H2/CO2 system by PSA, the operation and control of the devices are complicated and the investment cost is high.
- (2)
- The 90 mol.% make-up H2 results in a low concentration of the mixed H2 entering the reactor, thus requiring higher system pressure.
- (3)
- CO2/CO is easily accumulated in the hydrogenation process, which reduces catalyst activity and increases the temperature of the reactor.
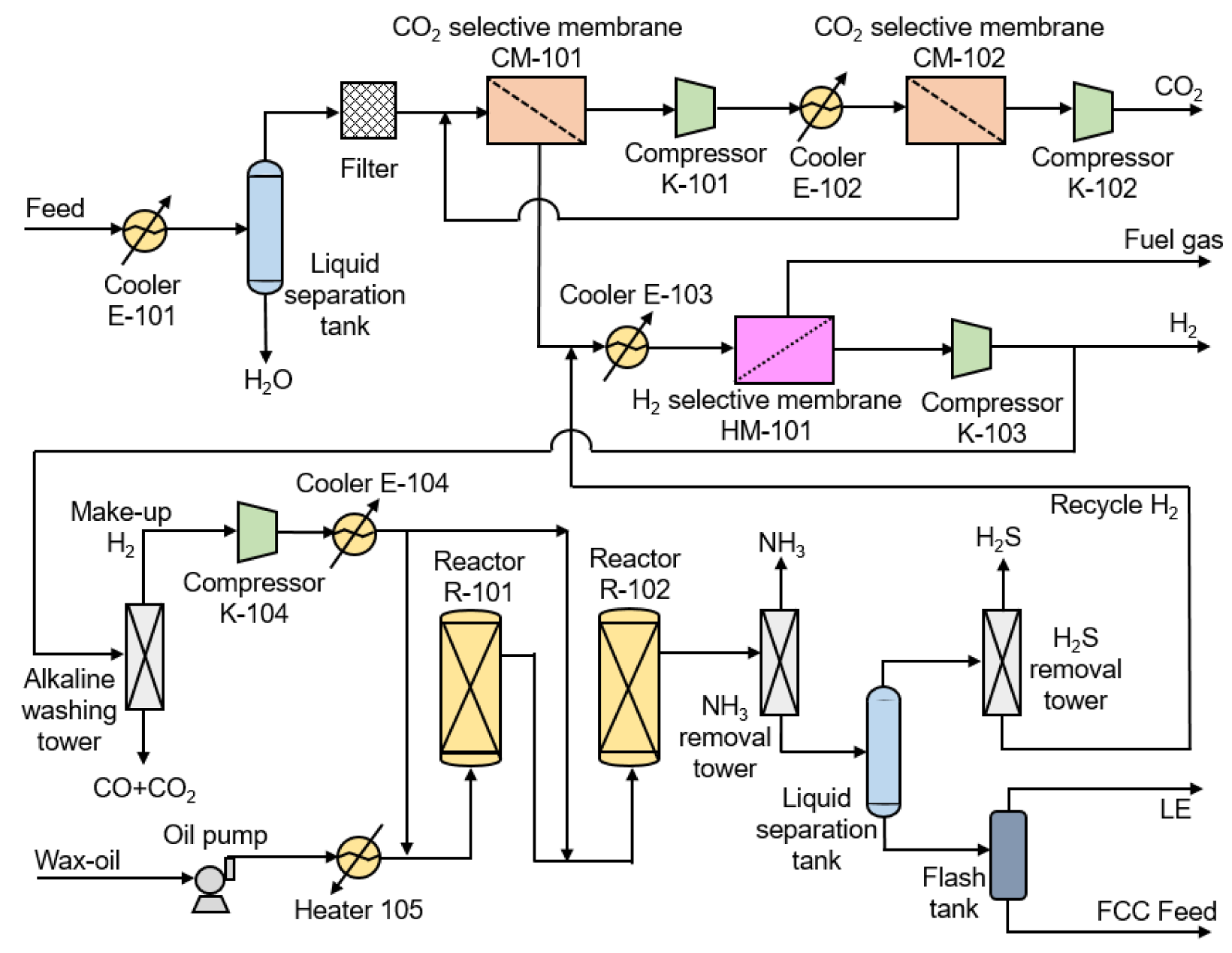
3. Novel Membrane Separation for H2/CO2 of Shifted Syngas Coupled with Gasoil Hydrogenation (NMGH) Process
- (1)
- Using the membrane separation process to substitute the conventional PSA technique for H2/CO2 separation reduces the total investment cost and simplifies the operation.
- (2)
- The NMGH process uses 99.9 mol.% of make-up H2 for hydrogenation, and the recycled H2 enters the membrane separator for further purification instead of going into the reactor directly, which causes the H2 concentration entering the reactor to increase from 74 to 85 mol.%, thereby reducing the total reaction pressure by about 11%.
- (3)
- The NMGH process utilizes H2-selective membrane to further purify and decarbonize the recycle H2, thus reducing carbon accumulation and ensuring the smooth operation of the devices over a long period of time.
4. Basic Parameters of Process Design and Simulation
5. Results and Discussion
5.1. Power of Compressor K-101
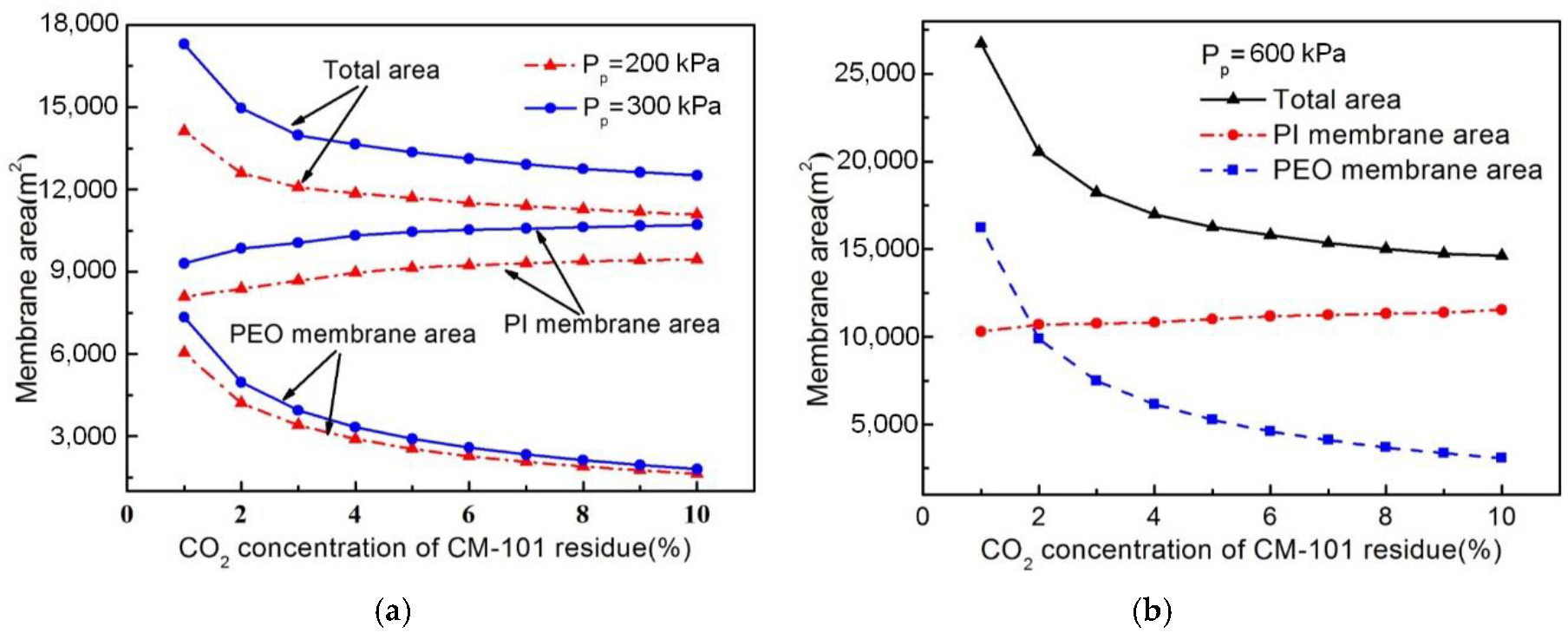
5.2. Membrane Area
5.2.1. Effect of CO2 Concentration of CM-101 Residue on Membrane Area
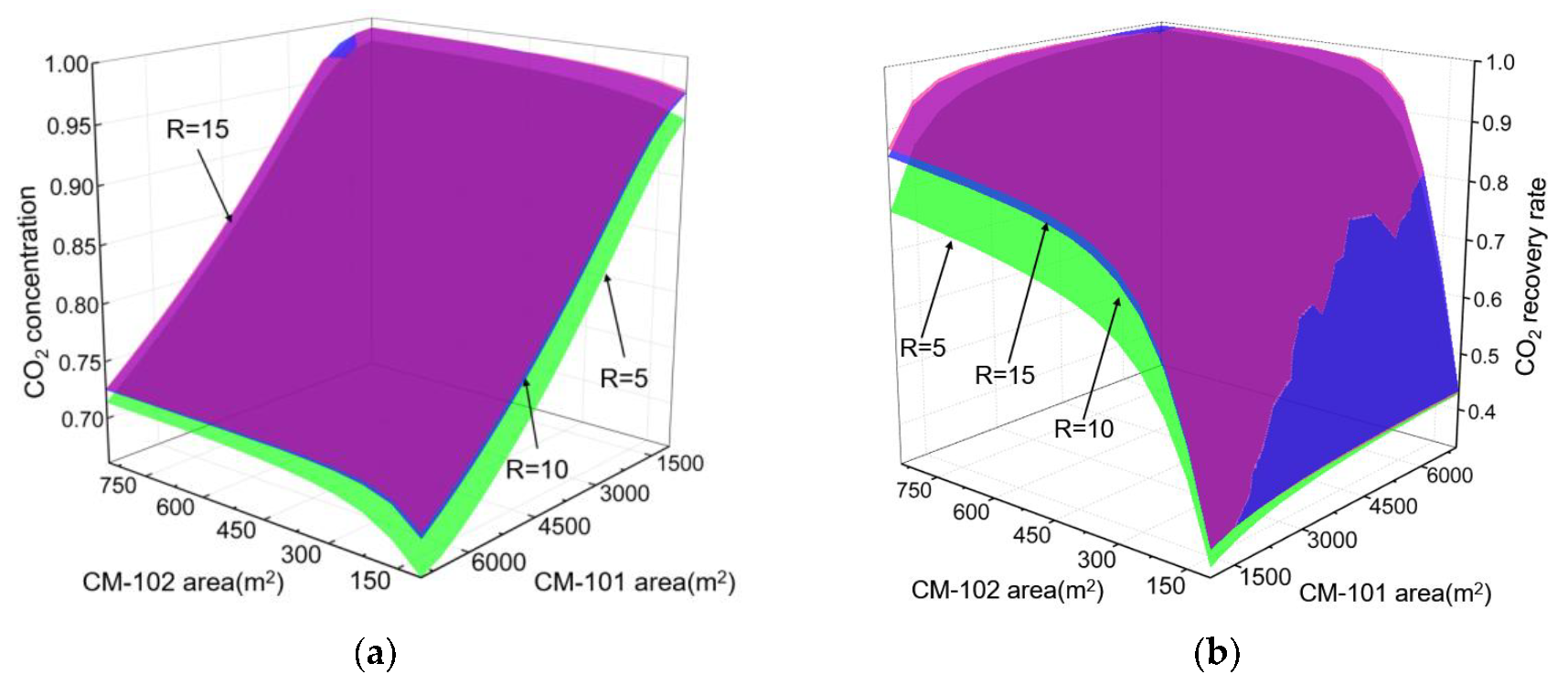
5.2.2. Effect of CM-101 and CM-102 Area on CO2 Product
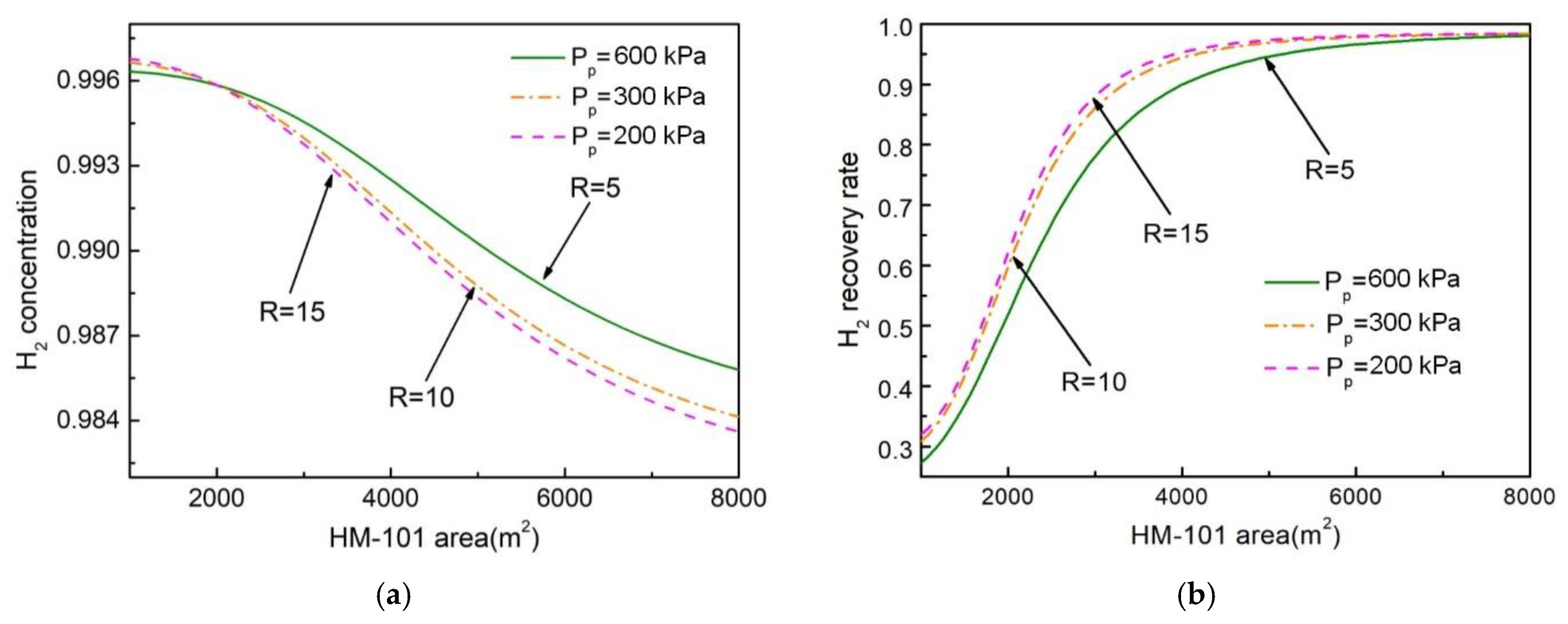
5.2.3. Effect of HM-101 Area on H2 Product
5.3. Economic Analysis
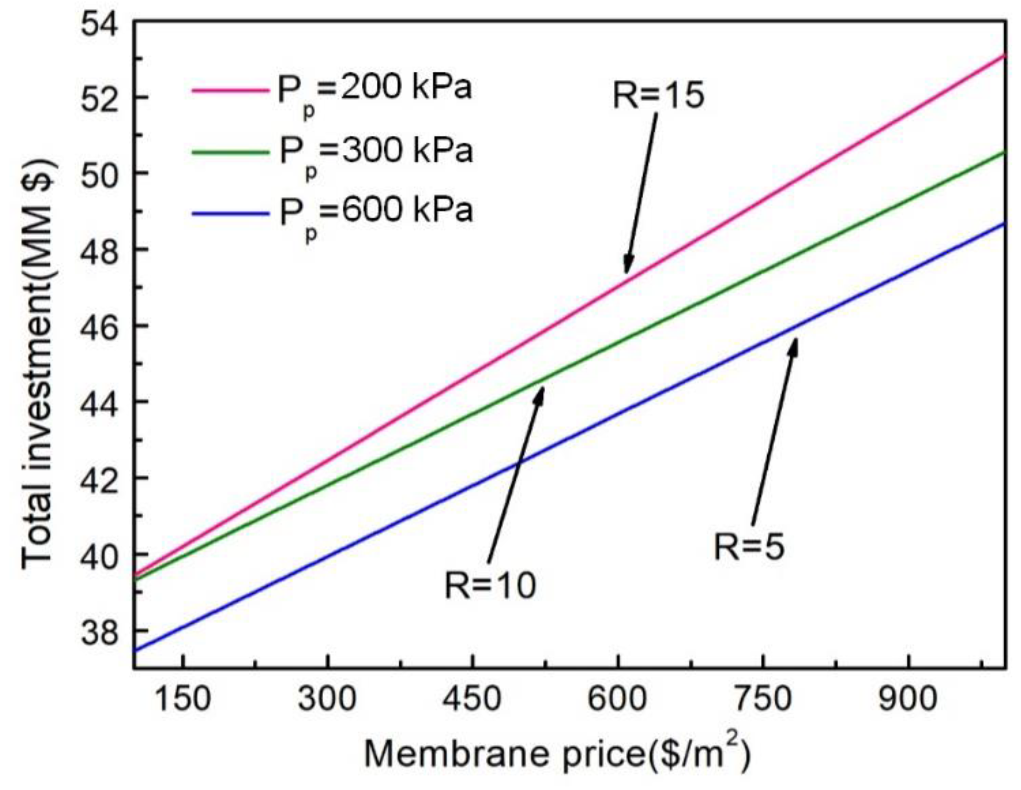
5.3.1. Impact of Membrane Price on Total Investment Cost
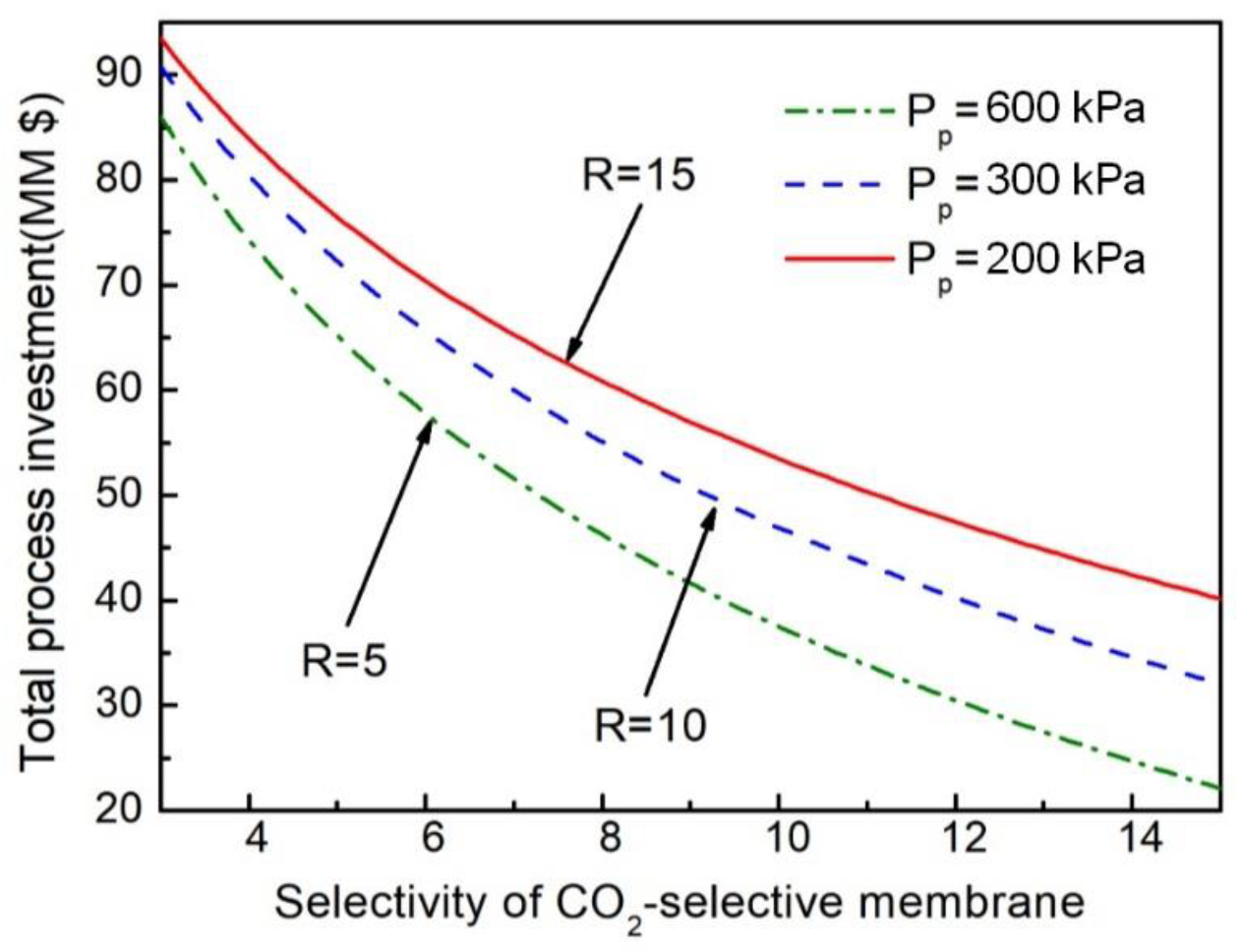
5.3.2. Impact of Membrane Selectivity on Total Investment Cost
5.4. Economic Assessment
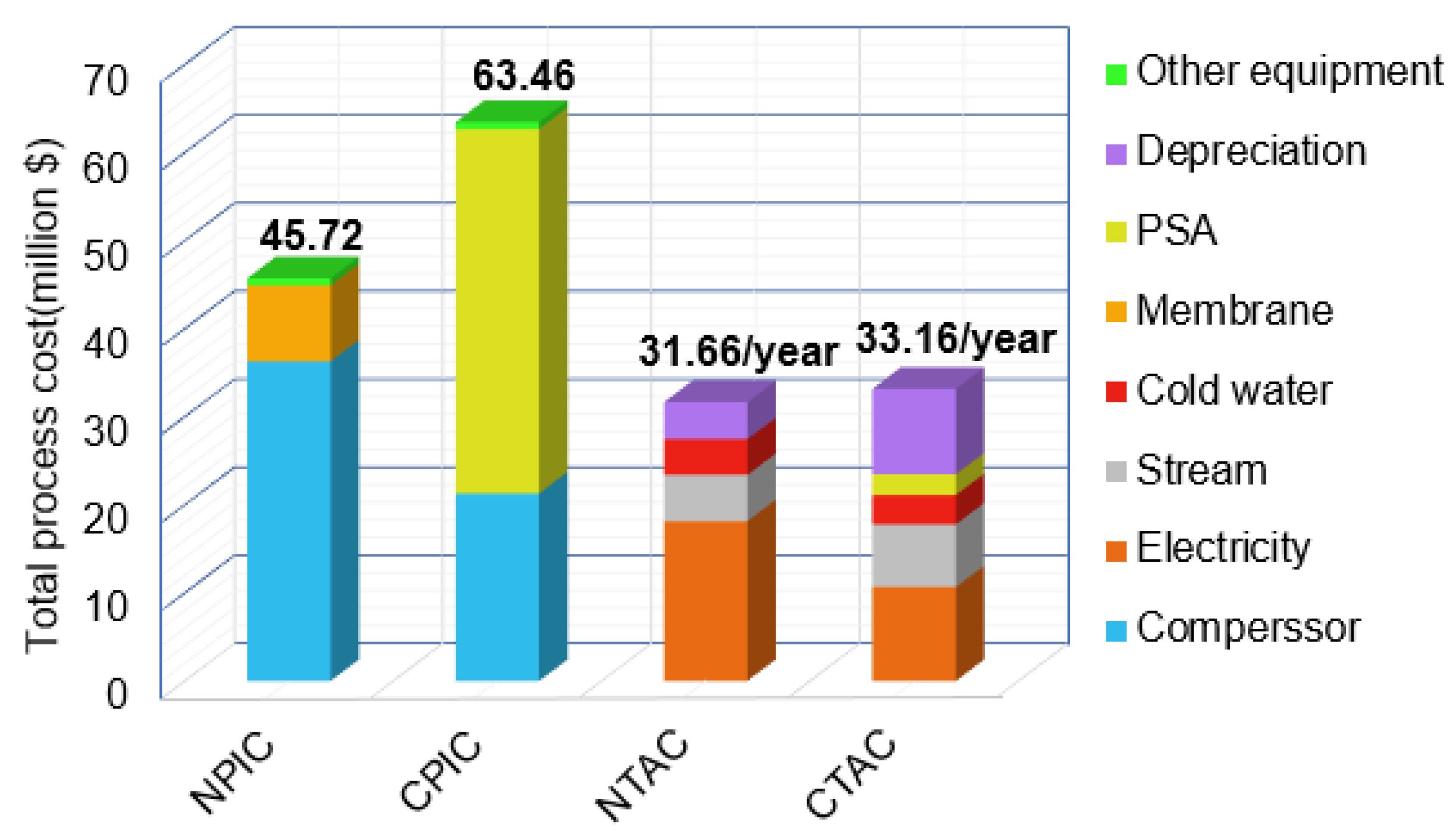
5.5. Economic Comparison
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A
References
- Martínez, J.; Sánchez, J.L.; Ancheyta, J.; Ruiz, R.S. A Review of Process Aspects and Modeling of Ebullated Bed Reactors for Hydrocracking of Heavy Oils. Catal. Rev. 2010, 52, 60–105. [Google Scholar] [CrossRef]
- Jabbari, N.; Akhavan, A.N. Feasibility Study of Upgrading Nowruz Heavy Oil in Iran. Pet. Sci. Technol. 2014, 32, 1957–1966. [Google Scholar] [CrossRef]
- Dincer, I.; Acar, C. Review and evaluation of hydrogen production methods for better sustainability. Int. J. Hydrog. Energy 2015, 40, 11094–11111. [Google Scholar] [CrossRef]
- Cormos, C.-C. Evaluation of energy integration aspects for IGCC-based hydrogen and electricity co-production with CO2 capture and storage. Int. J. Hydrog. Energy 2010, 35, 7485–7497. [Google Scholar] [CrossRef]
- Song, C.; Liu, Q.; Ji, N.; Kansha, Y.; Tsutsumi, A. Optimization of steam methane reforming coupled with pressure swing adsorption hydrogen production process by heat integration. Appl. Energy 2015, 154, 392–401. [Google Scholar] [CrossRef]
- Riboldi, L.; Bolland, O. Evaluating Pressure Swing Adsorption as a CO 2 separation technique in coal-fired power plants. Int. J. Greenh. Gas Control 2015, 39, 1–16. [Google Scholar] [CrossRef]
- Li, B.; He, G.; Jiang, X.; Dai, Y.; Ruan, X. Pressure swing adsorption/membrane hybrid processes for hydrogen purification with a high recovery. Front. Chem. Sci. Eng. 2016, 10, 255–264. [Google Scholar] [CrossRef]
- Lopes, F.V.S.; Grande, C.A.; Rodrigues, A.E. Activated carbon for hydrogen purification by pressure swing adsorption: Multicomponent breakthrough curves and PSA performance. Chem. Eng. Sci. 2011, 66, 303–317. [Google Scholar] [CrossRef]
- Marcoberardino, G.D.; Vitali, D.; Spinelli, F.; Binotti, M.; Manzolini, G. Green Hydrogen Production from Raw Biogas: A Techno-Economic Investigation of Conventional Processes Using Pressure Swing Adsorption Unit. Processes 2018, 6, 19. [Google Scholar] [CrossRef]
- Arias, A.M.; Mores, P.L.; Scenna, N.J.; Caballero, J.A.; Mussati, S.F.; Mussati, M.C. Optimal Design of a Two-Stage Membrane System for Hydrogen Separation in Refining Processes. Processes 2018, 6, 208. [Google Scholar] [CrossRef]
- Merkel, T.C.; Zhou, M.; Baker, R.W. Carbon dioxide capture with membranes at an IGCC power plant. J. Membr. Sci. 2012, 389, 441–450. [Google Scholar] [CrossRef]
- Riboldi, L.; Bolland, O. Flexible Operation of an IGCC Plant Coproducing Power and H2 with CO2 Capture through Novel PSA-based Process Configurations. Energy Procedia 2017, 114, 2156–2165. [Google Scholar] [CrossRef]
- Shoko, E.; McLellan, B.; Dicks, A.L.; da Costa, J.C.D. Hydrogen from coal: Production and utilisation technologies. Int. J. Coal Geol. 2006, 65, 213–222. [Google Scholar] [CrossRef]
- Chen, B.; Ruan, X.; Jiang, X.; Xiao, W.; He, G. Dual-Membrane Module and Its Optimal Flow Pattern for H2/CO2 Separation. Ind. Eng. Chem. Res. 2016, 55, 1064–1075. [Google Scholar] [CrossRef]
- Xiao, W.; Gao, P.; Dai, Y.; Ruan, X.; Jiang, X.; Wu, X.; Fang, Y.; He, G. Efficiency Separation Process of H2/CO2/CH4 Mixtures by a Hollow Fiber Dual Membrane Separator. Processes 2020, 8, 560. [Google Scholar] [CrossRef]
- Bisht, D.; Petri, J. Considerations for Upgrading Light Cycle Oil with Hydroprocessing Technologies. Indian Chem. Eng. 2014, 56, 321–335. [Google Scholar] [CrossRef]
- Magomedov, R.N.; Popova, A.Z.; Maryutina, T.A.; Kadiev, K.M.; Khadzhiev, S.N. Current status and prospects of demetallization of heavy petroleum feedstock (Review). Pet. Chem. 2015, 55, 423–443. [Google Scholar] [CrossRef]
- Ali, M.F.; Ahmed, S.; Qureshi, M.S. Catalytic coprocessing of coal and petroleum residues with waste plastics to produce transportation fuels. Fuel Process. Technol. 2011, 92, 1109–1120. [Google Scholar] [CrossRef]
- Cruellas, A.; Heezius, J.; Spallina, V.; van Sint Annaland, M.; Medrano, J.A.; Gallucci, F. Oxidative Coupling of Methane in Membrane Reactors; A Techno-Economic Assessment. Processes 2020, 8, 274. [Google Scholar] [CrossRef]
- Radcliffe, A.J.; Singh, R.P.; Berchtold, K.A. Modeling and optimization of high-performance polymer membrane reactor systems for water-gas shift reaction applications. Processes 2016, 4, 8. [Google Scholar] [CrossRef]
- Jowkary, H.; Farsi, M.; Rahimpour, M.R. Supporting the propane dehydrogenation reactors by hydrogen permselective membrane modules to produce ultra-pure hydrogen and increasing propane conversion: Process modeling and optimization. Int. J. Hydrog. Energy 2020, 45, 7364–7373. [Google Scholar] [CrossRef]
- Chen, B.; Jiang, X.; Xiao, W.; Dong, Y.; El Hamouti, I.; He, G. Dual-membrane natural gas pretreatment process as CO2 source for enhanced gas recovery with synergy hydrocarbon recovery. J. Nat. Gas Sci. Eng. 2016, 34, 563–574. [Google Scholar] [CrossRef]
- Angeles, M.J.; Leyva, C.; Ancheyta, J.; Ramírez, S. A review of experimental procedures for heavy oil hydrocracking with dispersed catalyst. Catal. Today 2014, 220–222, 274–294. [Google Scholar] [CrossRef]
- Harlacher, T.; Scholz, M.; Melin, T.; Wessling, M. Optimizing Argon Recovery: Membrane Separation of Carbon Monoxide at High Concentrations via the Water Gas Shift. Ind. Eng. Chem. Res. 2012, 51, 12463–12470. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, D.; Zhang, S.; Hu, L.; Jin, J. Interfacial Design of Mixed Matrix Membranes for Improved Gas Separation Performance. Adv. Mater. 2016, 28, 3399–3405. [Google Scholar] [CrossRef]
- Zarshenas, K.; Raisi, A.; Aroujalian, A. Mixed matrix membrane of nano-zeolite NaX/poly (ether-block-amide) for gas separation applications. J. Membr. Sci. 2016, 510, 270–283. [Google Scholar] [CrossRef]
- Dai, Z.; Loining, V.; Deng, J.; Ansaloni, L.; Deng, L. Poly(1-trimethylsilyl-1-propyne)-Based Hybrid Membranes: Effects of Various Nanofillers and Feed Gas Humidity on CO2 Permeation. Membranes 2018, 8. [Google Scholar] [CrossRef]
- Baker, R.W.; Low, B.T. Gas Separation Membrane Materials: A Perspective. Macromolecules 2014, 47, 6999–7013. [Google Scholar] [CrossRef]
- Suleman, M.S.; Lau, K.K.; Yeong, Y.F. Characterization and Performance Evaluation of PDMS/PSF Membrane for CO2/CH4 Separation under the Effect of Swelling. Procedia Eng. 2016, 148, 176–183. [Google Scholar] [CrossRef]
- Genduso, G.; Ghanem, B.S.; Pinnau, I. Experimental Mixed-Gas Permeability, Sorption and Diffusion of CO2-CH4 Mixtures in 6FDA-mPDA Polyimide Membrane: Unveiling the Effect of Competitive Sorption on Permeability Selectivity. Membranes 2019, 9. [Google Scholar] [CrossRef]
- Scholes, C.A.; Stevens, G.W.; Kentish, S.E. The effect of hydrogen sulfide, carbon monoxide and water on the performance of a PDMS membrane in carbon dioxide/nitrogen separation. J. Membr. Sci. 2010, 350, 189–199. [Google Scholar] [CrossRef]
- Harlacher, T.; Melin, T.; Wessling, M. Techno-economic Analysis of Membrane-Based Argon Recovery in a Silicon Carbide Process. Ind. Eng. Chem. Res. 2013, 52, 10460–10466. [Google Scholar] [CrossRef]
- Chen, B.; Ruan, X.; Xiao, W.; Jiang, X.; He, G. Synergy of CO2 removal and light hydrocarbon recovery from oil-field associated gas by dual-membrane process. J. Nat. Gas Sci. Eng. 2015, 26, 1254–1263. [Google Scholar] [CrossRef]
- Lin, H.; He, Z.; Sun, Z.; Kniep, J.; Ng, A.; Baker, R.W.; Merkel, T.C. CO2-selective membranes for hydrogen production and CO2 capture—Part II: Techno-economic analysis. J. Membr. Sci. 2015, 493, 794–806. [Google Scholar] [CrossRef]
- Seider, W.D.; Seader, J.D.; Lewin, D.R. Product and process Design Principles--Synthesis, Analysis, and Evaluation, 3rd ed.; John Wiley and Sons (Asia) Pte Ltd.: Hoboken, NJ, USA, 2010; pp. 204–247. ISBN 978-0-470-41441-5. [Google Scholar]
- Ding, Y.; Yan, Z.; Liu, G.L. Hydrogen system integration optimization and device equipment layout. Chem. Eng. (China) 2018, 45, 73–78. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Membrane Material | Temperature (°C) | Gas Permeance (GPU 1) | ||||||
|---|---|---|---|---|---|---|---|---|
| H2 | CO | CO2 | N2 | H2S | H2O | |||
| Hydrogen membrane | PI | 75 | 720 | 26 | 200 | 60 2 | 300 2 | 1500 2 |
| Carbon membrane | PEO | 25 | 195 | 65 | 1580 | 22 2 | 1500 2 | 3000 2 |
| Name | Value |
|---|---|
| Temperature (°C) | 300 |
| Pressure (kPa) | 3000 |
| Flow (Nm3/h) | 80,000 |
| Composition (mol.%) | |
| H2 | 41.03 |
| CO | 1.01 |
| CO2 | 29.92 |
| N2 | 2.50 |
| H2S | 0.10 |
| H2O | 25.54 |
| Item | Unit | Price | Reference |
|---|---|---|---|
| Membrane | $/m 2 | 600/800 | |
| Compressor | $/kW | 1000 | [34] |
| Other equipment 1 | $/year | 50,000 | |
| Total investment cost | $ | Membrane + Compression + Other equipment 1 | |
| Electricity | $/kWh | 0.07 | [22] |
| Steam | $/t | 14.50 | [22] |
| Cold water | $/t | 0.08 | |
| Depreciation time | year | 5 for PSA 2, 5 for membrane, 15 for others | |
| Total annual cost | $/year | Operation cost + Depreciation | |
| Item | Unit | Value |
|---|---|---|
| Compressor equipment cost | million $ | 36.29 |
| Membrane equipment cost | million $ | 8.63 |
| Other equipment cost | million $ | 0.80 |
| Total investment cost | million $ | 45.72 |
| Depreciation cost | million $/year | 4.20 |
| Electricity operation cost | million $/year | 18.14 |
| Cold water operation cost | million $/year | 4.07 |
| Steam operation cost | million $/year | 5.25 |
| Total annual cost | million $/year | 31.66 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, W.; Jiang, X.; He, G.; Ruan, X.; Chen, B.; Nizamani, A.K.; Li, X.; Wu, X.; Xiao, W. A Novel Process of H2/CO2 Membrane Separation of Shifted Syngas Coupled with Gasoil Hydrogenation. Processes 2020, 8, 590. https://doi.org/10.3390/pr8050590
Huang W, Jiang X, He G, Ruan X, Chen B, Nizamani AK, Li X, Wu X, Xiao W. A Novel Process of H2/CO2 Membrane Separation of Shifted Syngas Coupled with Gasoil Hydrogenation. Processes. 2020; 8(5):590. https://doi.org/10.3390/pr8050590
Chicago/Turabian StyleHuang, Weirong, Xiaobin Jiang, Gaohong He, Xuehua Ruan, Bo Chen, Aazad Khan Nizamani, Xiangcun Li, Xuemei Wu, and Wu Xiao. 2020. "A Novel Process of H2/CO2 Membrane Separation of Shifted Syngas Coupled with Gasoil Hydrogenation" Processes 8, no. 5: 590. https://doi.org/10.3390/pr8050590
APA StyleHuang, W., Jiang, X., He, G., Ruan, X., Chen, B., Nizamani, A. K., Li, X., Wu, X., & Xiao, W. (2020). A Novel Process of H2/CO2 Membrane Separation of Shifted Syngas Coupled with Gasoil Hydrogenation. Processes, 8(5), 590. https://doi.org/10.3390/pr8050590