Multi-Objective Optimization Applications in Chemical Process Engineering: Tutorial and Review




Abstract

1. Introduction
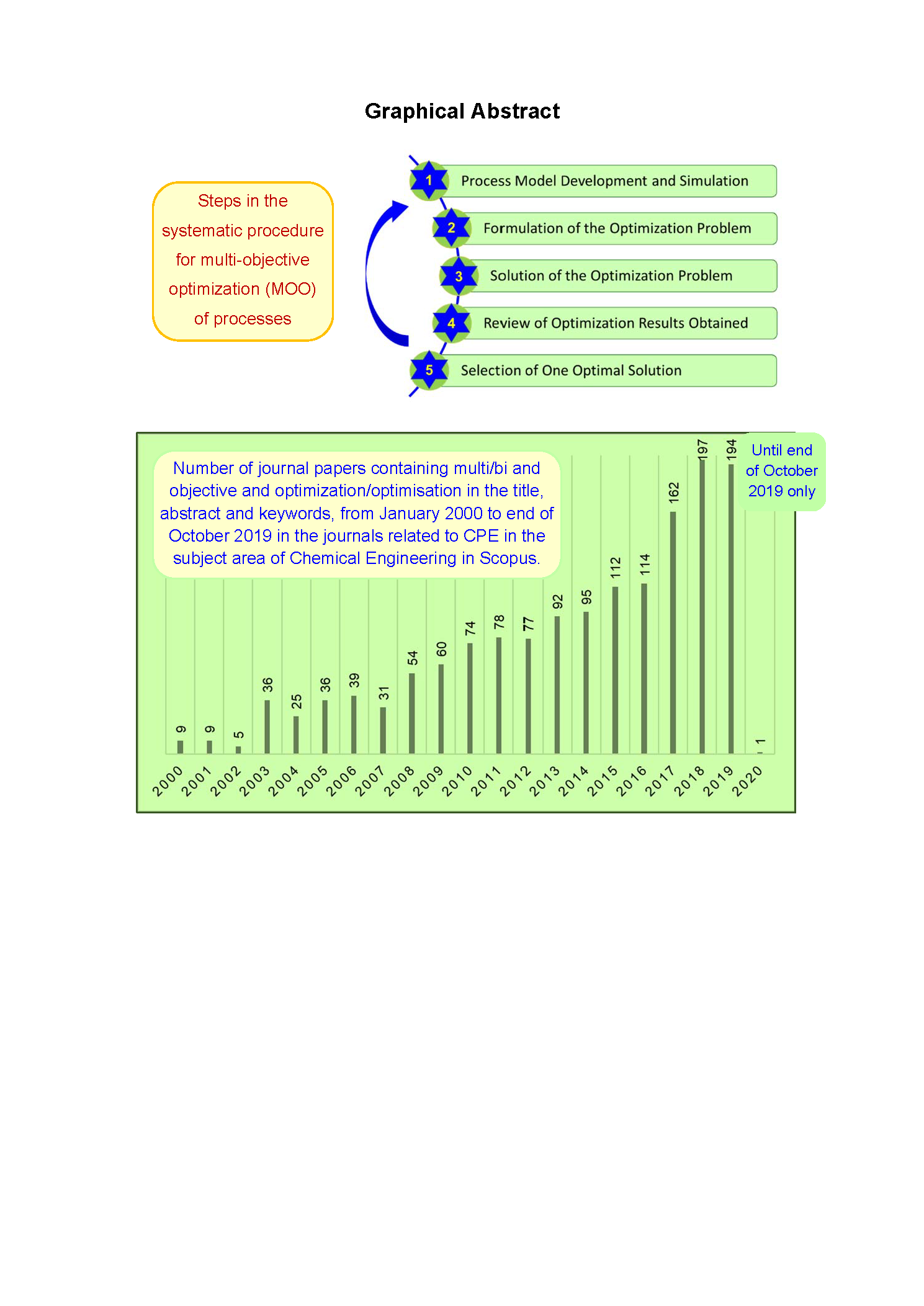
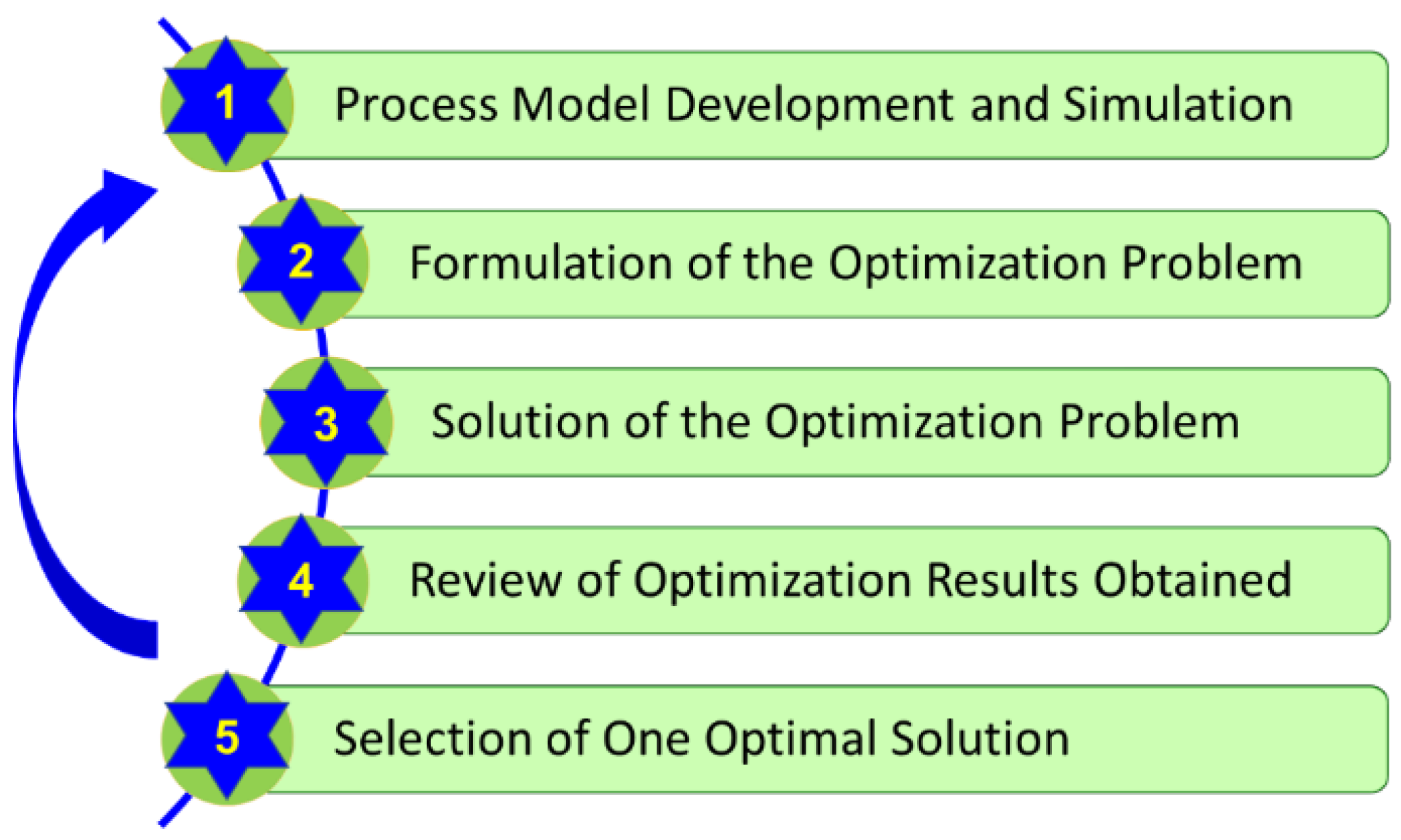
2. Procedure for MOO
- Carefully read and follow the instructions that come with the MOO program.
- Learn how to use and also test the MOO program before using it for any application for the first time. For testing, choose a mathematical optimization problem with a known solution from the literature and/or the example provided with the MOO program and reproduce the known optimal solutions using the MOO program with default values in it for algorithm parameters.
- Be careful in correctly providing/entering the required inputs such as objectives, decision variables, bounds, and constraints of the application problem to the MOO program. Any wrong inputs may lead to failure of the program or incorrect results from the program. First, test the MOO software with a relatively narrow range of decision variables around a known solution. If successful, the range of decision variables can be widened as required.
- (i)
- normalization of values of each objective;
- (ii)
- choosing the weight for each objective;
- (iii)
- use of the MCA method for ranking or scoring of m Pareto optimal solutions;
- (iv)
- sensitivity analysis of Pareto ranking (i.e., ranking of Pareto optimal solutions) to normalization, weights, and/or MCA method used, and
- (v)
- choose the top-ranking solution for implementation.
3. MOO Application in CPE
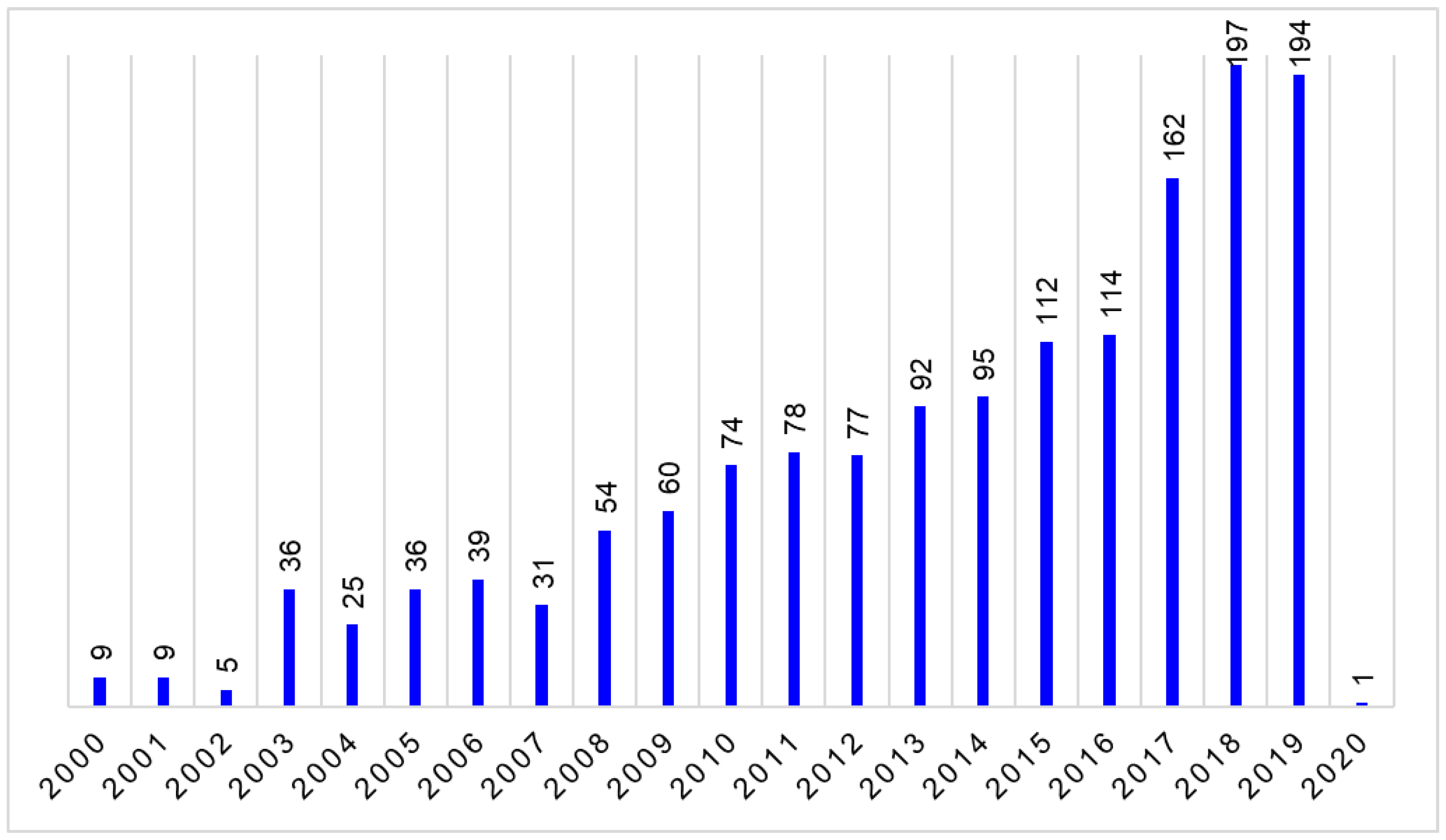
3.1. Detecting an Increasing Role of MOO in ChE
3.2. Selected Applications of MOO in ChE
4. Objectives Used for MOO
5. Computational Aspects
5.1. MOO Techniques
5.1.1. ε-Constraint Technique
5.1.2. Weighted Sum Technique
5.1.3. Metaheuristics/Stochastic Optimization Techniques
5.1.4. Single versus Multi-Objective Approach
5.1.5. Surrogate-Assisted Multi-Objective Optimization
5.2. Selection or Ranking Techniques
5.3. Software
6. Discussion
- Novel applications of MOO in CPE such as for parameter estimation and control
- MOO of CPE applications with many objectives (and not just two or three objectives) and comprehensive analysis of the optimal results obtained
- Surrogate-assisted MOO for computationally intensive applications in CPE
- Efficient and reliable codes including properly parallelized codes for MOO
- Implementation of MOO codes in process simulators
- Effective techniques for constraints, particularly, equality constraints in stochastic optimization techniques (metaheuristics) for MOO
- Application and analysis of techniques for selecting one optimal solution from the Pareto optimal front obtained for CPE applications
Author Contributions
Funding
Conflicts of Interest
References
- Aspers, P. Crossing the boundary of economics and sociology: The case of Vilfredo Pareto. Am. J. Econ. Sociol. 2001, 60, 519–545. [Google Scholar] [CrossRef]
- Sharma, S.; Rangaiah, G.P. Mathematical modeling, simulation and optimization for process design. In Chemical Process. Retrofitting and Revamping: Techniques and Applications; Rangaiah, G.P., Ed.; John Wiley & Sons, Ltd.: Chichester, UK, 2016. [Google Scholar]
- Hangos, K.; Cameron, I. Process Modelling and Model Analysis; Academic Press: London, UK, 2001. [Google Scholar]
- Fontalvo, J. Using user models in MATLAB within the Aspen Plus interface with an Excel link. Ing. E Investig. 2014, 34, 39–43. [Google Scholar] [CrossRef]
- Sharma, S.; Rangaiah, G.P.; Maréchal, F. Multi-objective optimization programs and their application to amine absorption process design for natural gas sweetening. In Multi-Objective Optimization: Techniques and Applications in Chemical Engineering, 2nd ed.; Rangaiah, G.P., Ed.; World Scientific: Singapore, 2017. [Google Scholar]
- Bhaskar, V.; Gupta, S.K.; Ray, A.K. Applications of multi-objective optimization in chemical engineering. Rev. Chem. Eng. 2000, 16, 1–54. [Google Scholar] [CrossRef]
- Masuduzzaman; Rangaiah, G.P. Multi-objective optimization applications in chemical engineering. In Multi-objective Optimization: Techniques and Applications in Chemical Engineering; Rangaiah, G.P., Ed.; World Scientific: Singapore, 2009. [Google Scholar]
- Sharma, S.; Rangaiah, G.P. Multi-objective optimization applications in chemical engineering. In Multi-Objective Optimization in Chemical Engineering: Developments and Applications; Rangaiah, G.P., Bonilla-Petriciolet, A., Eds.; John Wiley: Chichester, UK, 2013. [Google Scholar]
- Rangaiah, G.P.; Sharma, S.; Sreepathi, B.K. Multi-objective optimization for the design and operation of energy efficient chemical processes and power generation. Curr. Opin. Chem. Eng. 2015, 10, 49–62. [Google Scholar] [CrossRef]
- Mukhametzyanov, I.; Pamucar, D. A sensitivity analysis in MCDM problems: A Statistical Approach. Decis. Mak. Appl. Manag. Eng. 2018, 1, 51–80. [Google Scholar] [CrossRef]
- Jahan, A.; Mustapha, F.; Sapuan, S.M.; Ismail, M.Y.; Bahraminasab, M. A framework for weighting of criteria in ranking stage of material selection process. Int. J. Adv. Manuf. Technol. 2012, 58, 411–420. [Google Scholar] [CrossRef]
- Hafezalkotob, A.; Hafezalkotob, A.; Liao, H.; Herrera, F. An overview of MULTIMOORA for multi-criteria decision-making: Theory, developments, applications, and challenges. Inf. Fusion 2019, 51, 145–177. [Google Scholar] [CrossRef]
- Wang, Z.; Rangaiah, G.P. Application and analysis of methods for selecting an optimal solution from the pareto-optimal front obtained by multi-objective optimization. Ind. Eng. Chem. Res. 2017, 56, 560–574. [Google Scholar] [CrossRef]
- Cui, Y.; Geng, Z.; Zhu, Q.; Han, Y. Review: Multi-objective optimization methods and application in energy saving. Energy 2017, 125, 681–704. [Google Scholar] [CrossRef]
- Madoumier, M.; Trystram, G.; Sebastian, P.; Collignan, A. Towards a holistic approach for multi-objective optimization of food processes: A critical review. Trends Food Sci. Technol. 2019, 86, 1–15. [Google Scholar] [CrossRef]
- Da Cunha, S.; Rangaiah, G.P.; Hidajat, K. Design, optimization, and retrofit of the formic acid process I: Base case design and dividing-wall column retrofit. Ind. Eng. Chem. Res. 2018, 57, 9554–9570. [Google Scholar] [CrossRef]
- Da Cunha, S.; Rangaiah, G.P.; Hidajat, K. Design, optimization, and retrofit of the formic acid process II: Reactive distillation and reactive dividing-wall column retrofits. Ind. Eng. Chem. Res. 2018, 57, 14665–14679. [Google Scholar] [CrossRef]
- Cabrera-Ruiz, J.; Santaella, M.A.; Alcantara-Avila, J.R.; Segovia-Hernandez, J.G.; Hernandez, S. Open-Loop based controllability criterion applied to stochastic global optimization for intensified distillation sequences. Chem. Eng. Res. Des. 2017, 123, 165–179. [Google Scholar] [CrossRef]
- Fuentes-Cortes, L.F.; Serna-Gonzalez, M.; Ponce-Ortega, J.M. Analysis of carbon policies in the optimal design of domestic cogeneration systems involving biogas consumption. ACS Sustain. Chem. Eng. 2017, 5, 4429–4442. [Google Scholar] [CrossRef]
- Manesso, E.; Sridharan, S.; Gunawan, R. Multi-objective optimization of experiments using curvature and fisher information matrix. Processes 2017, 5, 63. [Google Scholar] [CrossRef]
- Ooi, J.; Promentilla, M.A.B.; Tan, R.R.; Ng, D.K.S.; Chemmangattuvalappil, N.G. A systematic methodology for multi-objective molecular design via analytic hierarchy process. Process. Saf. Environ. Prot. 2017, 111, 663–677. [Google Scholar] [CrossRef]
- Palys, M.J.; Ivanov, S.Y.; Ray, A.K. Conceptual approach in multi-objective optimization of packed bed membrane reactor for ethylene epoxidation using real-coded non-dominating sorting genetic algorithm NSGA-II. Int. J. Chem. React. Eng. 2017, 15, 69–82. [Google Scholar] [CrossRef]
- Beykal, B.; Boukouvala, F.; Floudas, C.; Pistikopoulos, E.N. Optimal design of energy systems using constrained grey-box multi-objective optimization. Comput. Chem. Eng. 2018, 116, 488–502. [Google Scholar] [CrossRef]
- Gong, J.; You, F. Resilient design and operations of process systems: Nonlinear adaptive robust optimization model and algorithm for resilience analysis and enhancement. Comput. Chem. Eng. 2018, 116, 231–252. [Google Scholar] [CrossRef]
- Kundu, P.K.; Elkamel, A.; Vargas, F.M.; Farooq, M.U. Genetic algorithm for multi-parameter estimation in sorption and phase equilibria problems. Chem. Eng. Commun. 2018, 205, 338–349. [Google Scholar] [CrossRef]
- Sharma, S.; Marechal, F. Robust multi-objective optimization of solid oxide fuel cell-gas turbine hybrid cycle and uncertainty analysis. J. Electrochem. Energy Convers. Storage 2018, 15, 1–9. [Google Scholar] [CrossRef]
- Wheeler, J.; Paez, M.A.; Guillen-Gosalbez, G.; Mele, F.D. Combining multi-attribute decision-making methods with multi-objective optimization in the design of biomass supply chains. Comput. Chem. Eng. 2018, 113, 11–31. [Google Scholar] [CrossRef]
- Mano, T.B.; Guillen-Gosalbez, G.; Jimenez, L. Synthesis of heat exchanger networks with economic and environmental assessment using fuzzy-analytic hierarchy process. Chem. Eng. Sci. 2019, 195, 185–200. [Google Scholar] [CrossRef]
- Nimmegeers, P.; Vallerio, M.; Telen, D.; Impe, J.V.; Logist, F. Interactive multi-objective dynamic optimization of bioreactors under parametric uncertainty. Chem. Ing. Tech. 2019, 91, 349–362. [Google Scholar] [CrossRef]
- Panu, M.; Topolski, K.; Abrash, S.; El-Halwagi, M.E. CO2 footprint reduction via the optimal design of carbon-hydrogen-oxygen symbiosis networks (CHOSYNs). Chem. Eng. Sci. 2019, 203, 1–11. [Google Scholar] [CrossRef]
- Punase, K.D.; Rao, N.; Vijay, P.; Gupta, S.K. Simulation and multi-objective optimization of a fixed bed catalytic reactor to produce hydrogen using ethanol steam reforming. Int. J. Energy Res. 2019, 43, 4580–4591. [Google Scholar] [CrossRef]
- Smith, R. Chemical Process. Design and Integration; John Wiley & Sons, Ltd: Chichester, UK, 2005. [Google Scholar]
- Shahhosseini, H.R.; Farsi, M.; Eini, S. Multi-objective optimization of industrial membrane SMR to produce syngas for Fischer-Tropsch production using NSGA-II and decision makings. J. Nat. Gas. Sci. Eng. 2016, 32, 222–238. [Google Scholar] [CrossRef]
- Soto, R.; Fité, C.; Ramírez, E.; Bringué, R.; Cunill, F. Equilibrium conversion, selectivity and yield optimization of the simultaneous liquid-phase etherification of isobutene and isoamylenes with ethanol over AmberlystTM 35. Fuel Process. Technol. 2016, 142, 201–211. [Google Scholar] [CrossRef]
- Ghahraloud, H.; Farsi, M. Modeling and optimization of methanol oxidation over metal oxide catalyst in an industrial fixed bed reactor. J. Taiwan Inst. Chem. Eng. 2017, 81, 95–103. [Google Scholar] [CrossRef]
- Beck, J.; Friedrich, D.; Brandani, S.; Fraga, E.S. Multi-objective ooptimization using surrogate models for the design of VPSA systems. Comput. Chem. Eng. 2015, 82, 318–329. [Google Scholar] [CrossRef]
- Estupiñan Perez, L.; Sarkar, P.; Rajendran, A. Experimental validation of multi-objective optimization techniques for design of vacuum swing adsorption processes. Sep. Purif. Technol. 2019, 224, 553–563. [Google Scholar] [CrossRef]
- Reddy, P.S.; Rani, K.Y.; Patwardhan, S.C. Multi-objective optimization of a reactive batch distillation process using reduced order model. Comput. Chem. Eng. 2017, 106, 40–56. [Google Scholar] [CrossRef]
- Yasari, E. Improved dynamic performance of a thermally efficient reactor through water removal and defining new objective functions. Fuel Process. Technol. 2019, 193, 82–93. [Google Scholar] [CrossRef]
- You, X.; Gu, J.; Gerbaud, V.; Peng, C.; Liu, H. Optimization of pre-concentration, entrainer recycle and pressure selection for the extractive distillation of acetonitrile-water with ethylene glycol. Chem. Eng. Sci. 2018, 177, 354–368. [Google Scholar] [CrossRef]
- Seider, W.D.; Lewin, D.R.; Seader, J.D.; Widagdo, S.; Gani, R.; Ng, K.M. Product and Process. Design Principles: Synthesis, Analysis, and Evaluation, 4th ed.; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2017. [Google Scholar]
- Douglas, J.M. Conceptual Design of Chemical Processes; McGraw-Hill: New York, NY, USA, 1988. [Google Scholar]
- Turton, R.; Shaeiwitz, J.A.; Bhattacharyya, D.; Whiting, W.B. Analysis, Synthesis, and Design of Chemical Processes, 5th ed.; Prentice Hall: New York, NY, USA, 2012. [Google Scholar]
- Luyben, W.L. Distillation Design and Control Using Aspen Simulation; John Wiley & Sons Inc.: New York, NY, USA, 2013. [Google Scholar]
- Lee, S.Y.; Lee, I.B.; Han, J. Design under uncertainty of carbon capture, utilization and storage infrastructure considering profit, environmental impact, and risk preference. Appl. Energy 2019, 189, 34–44. [Google Scholar] [CrossRef]
- Ma, S.; Shang, X.; Li, L.; Song, Y.; Pan, Q.; Sun, L. Energy-saving thermally coupled ternary extractive distillation process using ionic liquids as entrainer for separating ethyl acetate-ethanol-water ternary mixture. Sep. Purif. Technol. 2019, 226, 337–349. [Google Scholar] [CrossRef]
- Shang, X.; Ma, S.; Pan, Q.; Li, J.; Sun, Y.; Ji, K.; Sun, L. Process analysis of extractive distillation for the separation of ethanol–water using deep eutectic solvent as entrainer. Chem. Eng. Res. Des. 2019, 148, 298–311. [Google Scholar] [CrossRef]
- Vázquez-Castillo, J.A.; Contreras-Zarazúa, G.; Segovia-Hernández, J.G.; Kiss, A.A. Optimally designed reactive distillation processes for eco-efficient production of ethyl levulinate. J. Chem. Technol. Biotechnol. 2019, 94, 2131–2140. [Google Scholar] [CrossRef]
- Patle, D.S.; Sharma, S.; Ahmad, Z.; Rangaiah, G.P. Multi-objective optimization of two alkali catalyzed processes for biodiesel from waste cooking oil. Energy Convers. Manag. 2014, 85, 361–372. [Google Scholar] [CrossRef]
- Singh, A.; Rangaiah, G.P. Development and optimization of a novel process of double-effect distillation with vapor recompression for bioethanol recovery and vapor permeation for bioethanol dehydration. J. Chem. Technol. Biotechnol. 2019, 94, 1041–1056. [Google Scholar] [CrossRef]
- Seader, J.D.; Henley, E.J. Separation Process. Principles; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2006. [Google Scholar]
- Belfiore, F.; Baldi, F.; Maréchal, F. Exergy recovery during liquefied natural gas regasification using methane as working fluid. Chem. Eng. Trans. 2018, 70, 535–540. [Google Scholar] [CrossRef]
- Safari, F.; Dincer, I. Assessment and optimization of an integrated wind power system for hydrogen and methane production. Energy Convers. Manag. 2018, 177, 693–703. [Google Scholar] [CrossRef]
- Tsatsaronis, G. Thermoeconomic analysis and optimization of energy systems. Prog. Energy Combust. Sci. 1993, 19, 227–257. [Google Scholar] [CrossRef]
- Aghbashlo, M.; Hosseinpour, S.; Tabatabaei, M.; Rastegari, H.; Ghaziaskar, H.S. Multi-objective exergoeconomic and exergoenvironmental optimization of continuous synthesis of solketal through glycerol ketalization with acetone in the presence of ethanol as co-solvent. Renew. Energy. 2019, 130, 735–748. [Google Scholar] [CrossRef]
- Goedkoop, M.; Hofstetter, P.; Müller-Wenk, R.; Spriemsma, R. The ECO-indicator 98 explained. Int. J. Life Cycle Assess. 1998, 3, 352–360. [Google Scholar] [CrossRef]
- Sánchez-Ramírez, E.; Ramírez-Márquez, C.; Quiroz-Ramírez, J.J.; Contreras-Zarazúa, G.; Segovia-Hernández, J.G. Reactive distillation column design for tetraethoxysilane (TEOS) production: Economic and environmental aspects. Ind. Eng. Chem. Res. 2018, 57, 5024–5034. [Google Scholar] [CrossRef]
- Xu, D.; Li, W.; Shen, W.; Dong, L. Decision-making for sustainability enhancement of chemical systems under uncertainties: Combining the vector-based multiattribute decision-making method with weighted multiobjective optimization technique. Ind. Eng. Chem. Res. 2019, 58, 12066–12079. [Google Scholar] [CrossRef]
- Ma, S.; Shang, X.; Zhu, M.; Li, J.; Sun, L. Design, optimization and control of extractive distillation for the separation of isopropanol-water using ionic liquids. Sep. Purif. Technol. 2019, 209, 833–850. [Google Scholar] [CrossRef]
- Sharma, S.; Chua, Y.; Rangaiah, G.P. Economic and environmental criteria and trade-offs for recovery processes. Mater. Manuf. Process. 2011, 26, 431–445. [Google Scholar] [CrossRef]
- Ricardez-Sandoval, L.A.; Budman, H.M.; Douglas, P.L. Integration of design and control for chemical processes: A review of the literature and some recent results. Annu. Rev. Control. 2009, 33, 158–171. [Google Scholar] [CrossRef]
- Vázquez-Castillo, J.A.; Segovia-Hernández, J.G.; Ponce-Ortega, J.M. Multiobjective optimization approach for integrating design and control in multicomponent distillation sequences. Ind. Eng. Chem. Res. 2015, 54, 12320–12330. [Google Scholar] [CrossRef]
- Contreras-Zarazúa, G.; Vázquez-Castillo, J.A.; Ramírez-Márquez, C.; Segovia-Hernández, J.G.; Alcántara-Ávila, J.R. Multi-objective optimization involving cost and control properties in reactive distillation processes to produce diphenyl carbonate. Comput. Chem. Eng. 2017, 105, 185–196. [Google Scholar] [CrossRef]
- Schweiger, C.A.; Floudas, C.A. Interaction of design and control: Optimization with dynamic models. In Optimal Control.: Theory, Algorithm and Application; Hager, W.H., Pardalos, P.M., Eds.; Springer: Boston, MA, USA, 1998; pp. 388–435. [Google Scholar] [CrossRef]
- Feng, Z.; Shen, W.; Rangaiah, G.P.; Dong, L. Proportional-integral control and model predictive control of extractive dividing-wall column based on temperature differences. Ind. Eng. Chem. Res. 2018, 57, 10572–10590. [Google Scholar] [CrossRef]
- Heikkilä, A.M. Inherent Safety in Process Plant Design; Technical Research Centre of Finland: Espoo, Finland, 1999. [Google Scholar]
- Hassim, M.H.; Pérez, A.L.; Hurme, M. Estimation of chemical concentration due to fugitive emissions during chemical process design. Process. Saf. Environ. Prot. 2010, 88, 173–184. [Google Scholar] [CrossRef]
- Teh, S.Y.; Chua, K.B.; Hong, B.H.; Ling, A.J.W.; Andiappan, V.; Foo, D.C.Y.; Hassim, M.H.; Ng, D.K.S. A hybrid multi-objective optimization framework for preliminary process design based on health, safety and environmental impact. Processes 2019, 7, 200. [Google Scholar] [CrossRef]
- Eini, S.; Shahhosseini, H.R.; Javidi, M.; Sharifzadeh, M.; Rashtchian, D. Inherently safe and economically optimal design using multi-objective optimization: The case of a refrigeration cycle. Process. Saf. Environ. Prot. 2016, 104, 254–267. [Google Scholar] [CrossRef]
- Punnapala, S.; Vargas, F.M.; Elkamel, A. Parameter estimation in phase equilibrium calculations using multi-objective evolutionary algorithms. In Multi-Objective Optimization in Chemical Engineering: Developments and Applications; Rangaiah, G.P., Bonilla-Petriciolet, A., Eds.; John Wiley: Chichester, UK, 2013. [Google Scholar]
- Bonilla-Petriciolet, A.; Sharma, S.; Rangaiah, G.P. Phase equilibrium data reconciliation using multi-objective differential evolution with tabu-list. In Multi-Objective Optimization in Chemical Engineering: Developments and Applications; Rangaiah, G.P., Bonilla-Petriciolet, A., Eds.; John Wiley: Chichester, UK, 2013; pp. 267–292. [Google Scholar]
- Soares, A.M.; Henderson, N.; Mota, B.T.; Pires, A.P.; Ramos, V.D. A new pot still distillation model approach with parameter estimation by multi-objective optimization. Comput. Chem. Eng. 2019, 130. [Google Scholar] [CrossRef]
- Gass, S.; Saaty, T. The computational algorithm for the parametric objective function. Nav. Res. Logist. Q. 1955, 2, 39–45. [Google Scholar] [CrossRef]
- Geoffrion, A.M. Solving bicriterion mathematical programs. Oper. Res. 1967, 15, 39–54. [Google Scholar] [CrossRef]
- Haimes, Y.Y.; Ladson, L.S.; Wismer, D.A. On bicriterion formulation of the integrated systems identification and system optimization. IEEE Trans. Sys. Man Cybern. 1971, SMC-1, 296–297. [Google Scholar]
- Deb, K. Multi-Objective Optimization Using Evolutionary Algorithms; Wiley: Chichester, UK, 2001. [Google Scholar]
- Jahn, J. Scalarization in multi-objective optimization. In Mathematics of Multi Objective Optimization; Serafini, P., Ed.; International Centre for Mechanical Sciences (Courses and Lectures); Springer: Vienna, Austria, 1985; Volume 289. [Google Scholar]
- Miettinen, K. Nonlinear Multiobjective Optimization; Springer Science+Business Media: Berlin, Germany, 1999. [Google Scholar]
- Saaty, T.L. How to make a decision: The analytic hierarchy process. Eur. J. Oper. Res. 1990, 48, 9–26. [Google Scholar] [CrossRef]
- Holland, J.H. Adaptation in Natural and Artificial Systems; University of Michigan Press: Ann Arbor, ML, USA, 1975. [Google Scholar]
- Storn, R.; Price, K. Differential evolution—A simple and efficient adaptive scheme for global optimization over continuous spaces. Technical Report TR-95–012, ICSI. March 1995. Available online: http://www1.icsi.berkeley.edu/~storn/TR-95–012.pdf (accessed on 15 April 2020).
- Kennedy, J.; Eberhart, R.C. Particle swarm optimization. In Proceedings of the ICNN’95—International Conference on Neural Networks, Perth, WA, Australia, 27 November–1 December 1995; pp. 1942–1948. [Google Scholar]
- Dorigo, M.; Gambardella, L.M. Ant colony system: A cooperative learning approach to the traveling salesman problem. IEEE Trans. Evol. Comput. 1997, 1, 53–66. [Google Scholar] [CrossRef]
- Kirkpatrick, S.; Gelatt, C.D.; Vecchi, M.P. Optimization by simulated annealing. Science 1983, 220, 671–680. [Google Scholar] [CrossRef] [PubMed]
- Ramteke, M.; Gupta, S.K. Multi-objective genetic algorithm and simulated annealing with the jumping gene adaptations. In Multi-Objective Optimization: Techniques and Applications in Chemical Engineering, 2nd ed.; Rangaiah, G.P., Ed.; World Scientific: Singapore, 2017. [Google Scholar]
- Rangaiah, G.P.; Sharma, S.; Lin, H.W. Evaluation of two termination criteria in evolutionary algorithms for multi-objective optimization of complex chemical processes. Chem. Eng. Res. Des. 2017, 14, 58–65. [Google Scholar] [CrossRef]
- Miettinen, K.; Hakanen, J. Why use interactive multi-objective optimization in chemical process design. In Multi-Objective Optimization: Techniques and Applications in Chemical Engineering, 2nd ed.; Rangaiah, G.P., Ed.; World Scientific: Singapore, 2017. [Google Scholar]
- Sharma, S.; Rangaiah, G.P. Improved constraint handling technique for multi-objective optimization with application to two fermentation processes. In Multi-Objective Optimization in Chemical Engineering: Developments and Applications; Rangaiah, G.P., Bonilla-Petriciolet, A., Eds.; John Wiley: Chichester, UK, 2013. [Google Scholar]
- Lambert, T.H.; Hoadley, A.F.; Hooper, B. Flexible operation and economic incentives to reduce the cost of CO2 capture. Int. J. Greenh. Gas Control 2016, 48, 321–326. [Google Scholar] [CrossRef]
- Ray, T.; Isaacs, A.; Smith, W. Surrogate assisted evolutionary algorithm for multi-objective optimization. In Multi-Objective Optimization: Techniques and Applications in Chemical Engineering; Rangaiah, G.P., Ed.; World Scientific: Singapore, 2019. [Google Scholar]
- Habib, A.; Singh, H.K.; Chugh, T.; Ray, T.; Miettinen, K. A multiple surrogate assisted decomposition-based evolutionary algorithm for expensive multi/many-objective optimization. IEEE Trans. Evol. Comput. 2019, 23, 1000–1014. [Google Scholar] [CrossRef]
- Díaz-Manríquez, A.; Toscano, G.; Barron-Zambrano, J.H.; Tello-Leal, E. A review of surrogate assisted multiobjective evolutionary algorithms. Comput. Intel. Neurosci. 2016, 2016. [Google Scholar] [CrossRef]
- MOO Software. Available online: http://delta.cs.cinvestav.mx/~ccoello/EMOO/EMOOsoftware.html (accessed on 14 December 2019).
- Decison free for optimization software. Available online: http://plato.asu.edu/sub/multiobj.html (accessed on 14 December 2019).
- Durillo, J.J.; Nebro, A.J. JMetal: A Java framework for multi-objective optimization. Adv. Eng. Softw. 2011, 42, 760–771. [Google Scholar] [CrossRef]
- MOEA framework. Available online: http://moeaframework.org/ (accessed on 17 July 2019).
- Liefooghe, A.; Basseur, M.; Jourdan, L.; Talbi, E.G. ParadisEO-MOEO: A framework for evolutionary multi-objective optimization. In Lecture Notes in Computer Science (Including Subseries Lecture Notes in Artificial Intelligence and Lecture Notes in Bioinformatics); Springer: Berlin, Germany, 2007; pp. 386–400. [Google Scholar] [CrossRef]
- Sharma, S.; Rangaiah, G.P.; Cheah, K.S. Multi-objective optimization using MS Excel with an application to design of a falling-film evaporator system. Food Bioprod. Process. 2012, 90, 123–134. [Google Scholar] [CrossRef]
- MOSQP Solver. Available online: http://www.norg.uminho.pt/aivaz/MOSQP/ (accessed on 17 July 2019).
- Shen, R.; Zheng, J.; Li, M. A hybrid development platform for evolutionary multi-objective optimization. In Proceedings of the IEEE Congress on Evolutionary Computation (CEC) 2015, Sendai, Japan, 25–28 May 2015; pp. 1885–1892. [Google Scholar] [CrossRef]
- PyGMO. Available online: https://esa.github.io/pygmo/ (accessed on 17 July 2019).
- Tian, Y.; Cheng, R.; Zhang, X.; Jin, Y. PlatEMO: A MATLAB platform for evolutionary multi-objective optimization. IEEE Comput. Intel. Mag. 2017, 12, 73–87. [Google Scholar] [CrossRef]
- TSEMO: Thompson sampling efficient multiobjective optimization (TSEMO) algorithm. Available online: https://www.mathworks.com/matlabcentral/fileexchange/66588-multi-objective-optimization-algorithm-for-expensive-to-evaluate-function (accessed on 14 August 2019).
- MOGOA: Multi-Objective Grasshopper Optimization Algorithm. Available online: https://www.mathworks.com/matlabcentral/fileexchange/63786-mogoa-multi-objective-grasshopper-optimization-algorithm (accessed on 14 August 2019).
- NSGA-III: Non-dominated Sorting Genetic Algorithm. Available online: https://yarpiz.com/456/ypea126-nsga3 (accessed on 1 December 2019).
- ETH-SOP-PISA. Available online: https://sop.tik.ee.ethz.ch/pisa/?page=selvar.php (accessed on 1 December 2019).
- Dakota. Available online: https://dakota.sandia.gov/content/about (accessed on 1 December 2019).
- Lin, S. NGPM—A NSGA-II program in Matlab v1.4. Matlab Central File Exchange. Available online: https://www.mathworks.com/matlabcentral/fileexchange/31166-ngpm-a-nsga-ii-program-in-matlab-v1-4 (accessed on 1 December 2019).
- SHERPA. Available online: https://www.redcedartech.com/solutions/heeds-software/efficient-search/9-solutions/214-sherpa (accessed on 1 December 2019).
- MathWorks: Global Optimization Toolbox. Available online: https://www.mathworks.com/products/global-optimization.html (accessed on 15 December 2019).
- Wong, J.Y.O.; Sharma, S.; Rangaiah, G.P. Design of shell-and-tube heat exchangers for multiple objectives using elitist non-dominated sorting genetic algorithm with termination criteria. Appl. Eng. 2016, 93, 888–899. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Trade-Off in CPE Problems | Aspect 1 | Aspect 2 |
|---|---|---|
| Efficiency in use of capital | Operating costs | Capital costs |
| Raw material efficiency | Revenue from sales | Capital costs |
| Environmental benefits | Harmful emissions | Capital costs |
| Process safety | Risk profile | Capital costs |
| Reliability | Plant downtime | Capital costs |
| Title of Journals | Number of Papers |
|---|---|
| Computers and Chemical Engineering | 247 |
| Computer Aided Chemical Engineering | 90 |
| Industrial and Engineering Chemistry Research | 85 |
| Applied Sciences (Switzerland) | 80 |
| International Journal of Heat and Mass Transfer | 68 |
| Chemical Engineering Science | 64 |
| Chemical Engineering Research and Design | 63 |
| Chemical Engineering Transactions | 52 |
| Desalination | 47 |
| AIChE Journal | 41 |
| Title of Journals | Number of Papers |
|---|---|
| Applied Energy | 366 |
| Energy Conversion and Management | 339 |
| Journal of Cleaner Production | 310 |
| Energies | 279 |
| Applied Thermal Engineering | 236 |
| Renewable Energy | 143 |
| Sustainability (Switzerland) | 123 |
| Energy | 96 |
| International Journal of Hydrogen Energy | 76 |
| Renewable and Sustainable Energy Reviews | 65 |
| Solar Energy | 58 |
| Journal of Renewable and Sustainable Energy | 49 |
| Name | Brief Description | Reference |
|---|---|---|
| ParadisEO-MOEO | A C++-based open source objective-oriented framework, providing visualization facilities and on-line definition of parameters. | [97] |
| jMetal | An object-oriented java-based MOO library framework. | [95] |
| EMOO | MS Excel based NSGA-II program for non-linear constrained MOO. | [98] |
| MOSQP | Sequential Quadratic Programming (SQP) method in Matlab for differentiable constrained MOO. | [99] |
| OTL | A C++ library for solving MOO problems, and it is then extended to Python modules in PyOTL software. | [100] |
| PyGMO | Parallel global multi-objective optimizer coded in Python for non-linear constrained MOO problems. | [101] |
| IMODE | Integrated Multi-Objective Differential Evolution program in MS Excel for non-linear constrained MOO. | [5] |
| MOEA Framework | A Java library for developing and experimenting with single and MOO algorithms. | [96] |
| PlatEMO | A powerful Matlab-based software for solving MOO problems, and it includes more than 50 multi-objective evolutionary algorithms. | [102] |
| TSEMO | Thompson sampling efficient MOO algorithm coded in Matlab for constrained non-linear MOO problems. | [103] |
| MOGOA | Multi-Objective Grasshopper Optimization program in Matlab for constrained non-linear MOO problems. | [104] |
| NAGA-III | Implementation of NSGA-III algorithm in Matlab. | [105] |
| PISA | For solving constrained MOO problems in Matlab, C, and java. | [106] |
| DAKOTA | A C++-based toolkit for solving MOO and single-objective optimization problems. | [107] |
| NGPM | Reference-point based NSGA-II Program in Matlab for solving MOO problems. | [108] |
| MO-HERPA | A commercial software for solving large engineering problems. | [109] |
| Feature | Similarity |
|---|---|
| Decision Variables | Continuous and/or integer variables with or without bounds on them. |
| Constraints | The problem may or may not have equality and/or inequality constraints. |
| Type of Equations | Objective(s) and/or constraints can be linear, non-linear, differential, and/or integral equations. |
| Solution Techniques | Both deterministic and stochastic (metaheuristics) optimization techniques can be used. |
| Optimal Solutions | An SOO problem can have unique or multiple optimal solutions (such as local and global optima). Similarly, an MOO problem can have local and global Pareto optimal fronts (with each front having multiple optimal solutions). |
| Feature | SOO | MOO |
|---|---|---|
| Number of Objectives | Only one objective to minimize or maximize. | Two or more objectives, which can be the minimization and/or maximization type. |
| Number of optimal solutions | Usually only one optimal solution. | Many optimal solutions, which are known as Pareto optimal or non-dominated solutions. One single optimal solution only when all objectives are not conflicting. |
| Multi-dimensional Spaces | Only one multi-dimensional space for decision variables. | Two multi-dimensional spaces: one for objectives and another for decision variables. |
| Development of Techniques | Optimization techniques were originally developed for SOO problems with or without constraints. | There are two approaches for solving an MOO problem. One approach is to convert an MOO problem into an SOO problem for solution by an SOO technique. Another approach is to modify stochastic optimization techniques (metaheuristics) to handle multiple objectives for solving an MOO problem. |
| Computational Time for Finding Optimal Solutions | Deterministic techniques are faster compared to stochastic techniques, but the latter are more likely to find the global solution. | Deterministic techniques are faster if only a few Pareto optimal solutions are required. Stochastic techniques may be faster for finding many Pareto optimal solutions. In general, computational time is expected to increase with the number of objectives. |
| Knowledge on Optimal Solutions | Usually, limited to one optimal solution, either local or global optimum. | Quantitative variation and trade-off of objectives from the many optimal solutions in the Pareto optimal front, which can be a local or global optimal front. |
| Selection of a Solution for Implementation | It is straightforward, since only one or a few optimal solutions are found. Global optimum is often preferred. | Additional preferences and techniques are required for selecting one of the non-dominated (optimal) solutions, which are equally good from the perspective of objectives in the MOO problem. Owing to many choices for normalization, weighting, and ranking, the selection of one of the non-dominated solutions is itself another optimization problem. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rangaiah, G.P.; Feng, Z.; Hoadley, A.F. Multi-Objective Optimization Applications in Chemical Process Engineering: Tutorial and Review. Processes 2020, 8, 508. https://doi.org/10.3390/pr8050508
Rangaiah GP, Feng Z, Hoadley AF. Multi-Objective Optimization Applications in Chemical Process Engineering: Tutorial and Review. Processes. 2020; 8(5):508. https://doi.org/10.3390/pr8050508
Chicago/Turabian StyleRangaiah, Gade Pandu, Zemin Feng, and Andrew F. Hoadley. 2020. "Multi-Objective Optimization Applications in Chemical Process Engineering: Tutorial and Review" Processes 8, no. 5: 508. https://doi.org/10.3390/pr8050508
APA StyleRangaiah, G. P., Feng, Z., & Hoadley, A. F. (2020). Multi-Objective Optimization Applications in Chemical Process Engineering: Tutorial and Review. Processes, 8(5), 508. https://doi.org/10.3390/pr8050508