Data-Driven Estimation of Significant Kinetic Parameters Applied to the Synthesis of Polyolefins



Abstract
1. Introduction
2. Process Modelling
3. Experimental Equipment and Setup
3.1. Materials
3.2. Process Description
4. Data-Driven Estimation of Significant Kinetic Parameters
4.1. Parameter Selection: Global Sensitivity Analysis
- (1)
- Define an objective function, and the dimension () for a sample of input parameters. For each parameter, define an uncertainty index. In this case, we adopted 4% of change with respect to the mean value.
- (2)
- Build three random matrices , and —Equations (33a)–(33c), respectively—of dimension based on the defined uncertainty: is the sampling matrix, is the resampling matrix, and is the backup matrix.
- (3)
- Evaluate the row vectors of matrices and . If the output is unfeasible, meaning that the combination of inputs in a vector caused the simulation to break or other related problems, use the next available feasible row of the matrix , and update the matrices to and , which denote the improved sampling and resampling matrices, respectively. Then, calculate the total average () of both evaluations as described in Equation (34).where represents the output vector of and is the output vector of .
- (4)
- Generate a matrix formed by all columns of matrix , except the column of the parameter, which is pulled from , as explained in Equation (35a). Subsequently, generate another matrix formed with all columns of and with the column of the parameter, pulled from as denoted in Equation (35b).
- (5)
- Evaluate the row vectors of matrices and . If an evaluated function is unfeasible, the output is replaced by . The outputs are obtained in column vectors.where is the output vector of matrix , and is the output vector of matrix .
- (6)
- A sample generates the following estimates, which are calculated based on scalar products of the vectors from above.where is the squared mean value of the outputs for each parameter .The selection of sensitive parameters relies on the first and total sensitivity indices.Equation (40) introduces the objective function, defined in this case as:where is the measurement at each time interval , is the calculated measurement, and is the variance of the experimental fluctuations.
4.2. Data-Driven Parameter Estimation
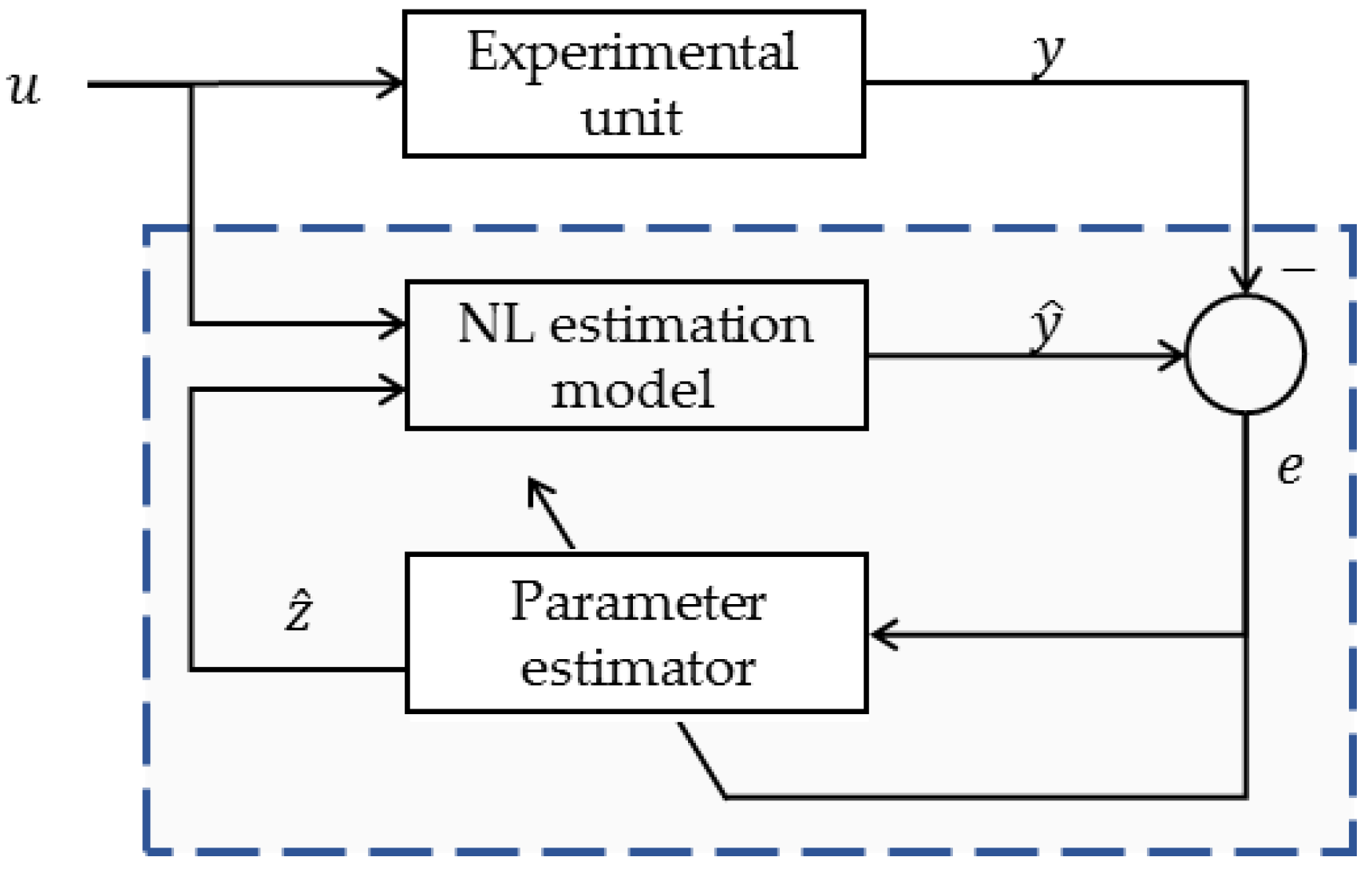
4.2.1. Estimation Problem
4.2.2. Retrospective Cost Model Refinement (RCMR) Algorithm
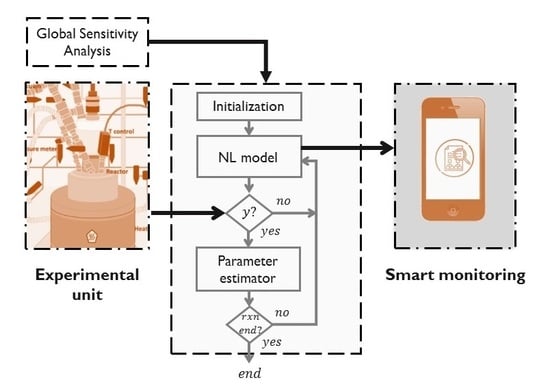
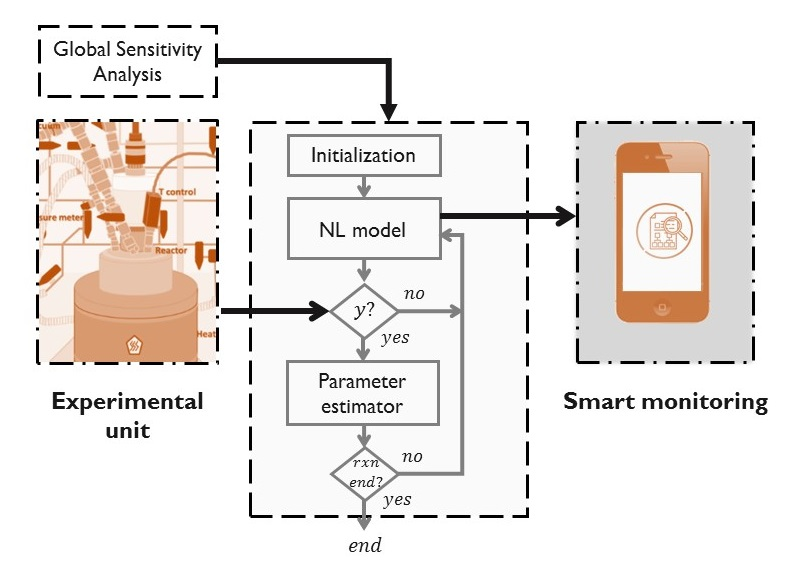
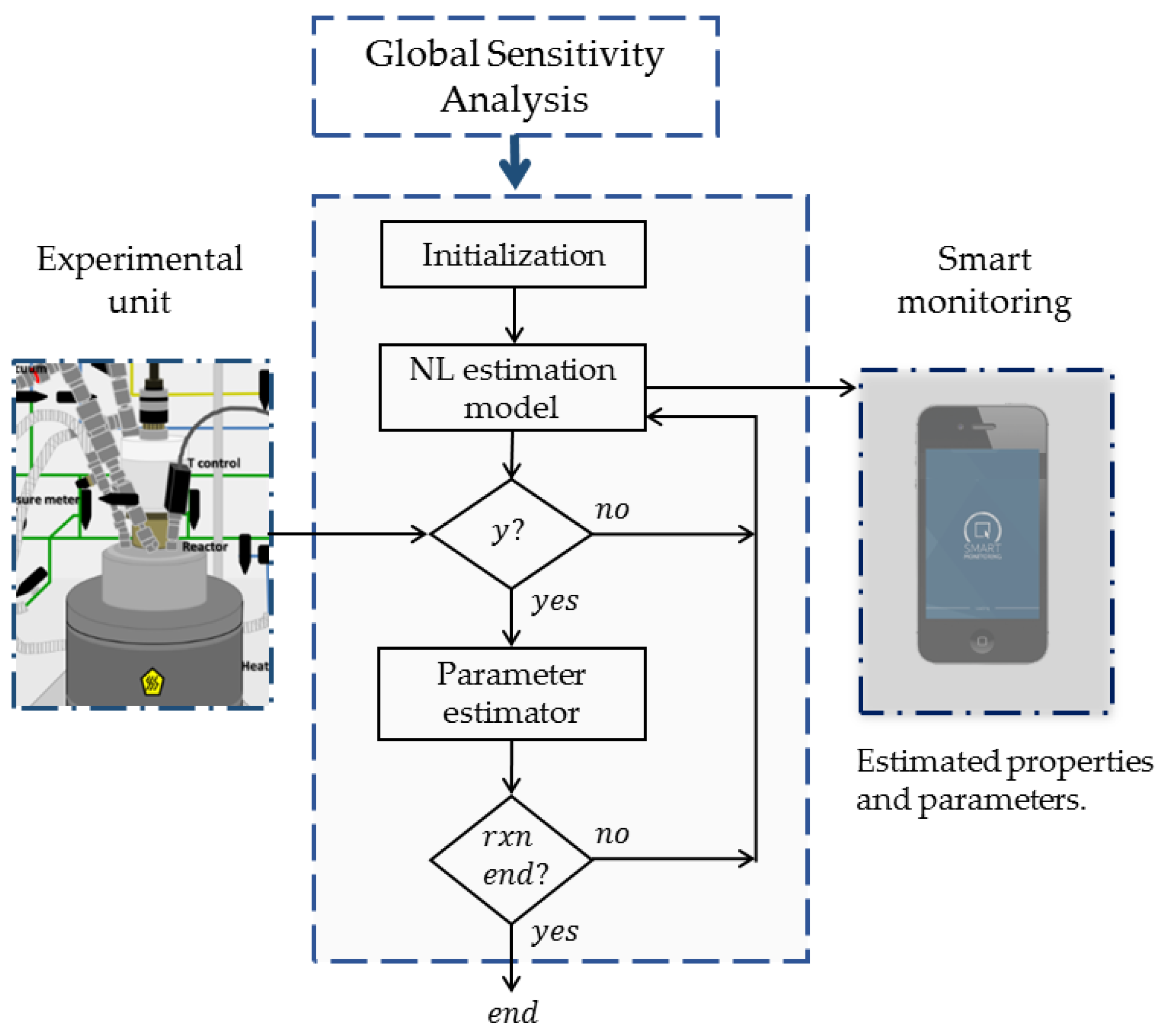
4.3. Framework Implementation
5. Results
5.1. Global Sensitivity Analysis
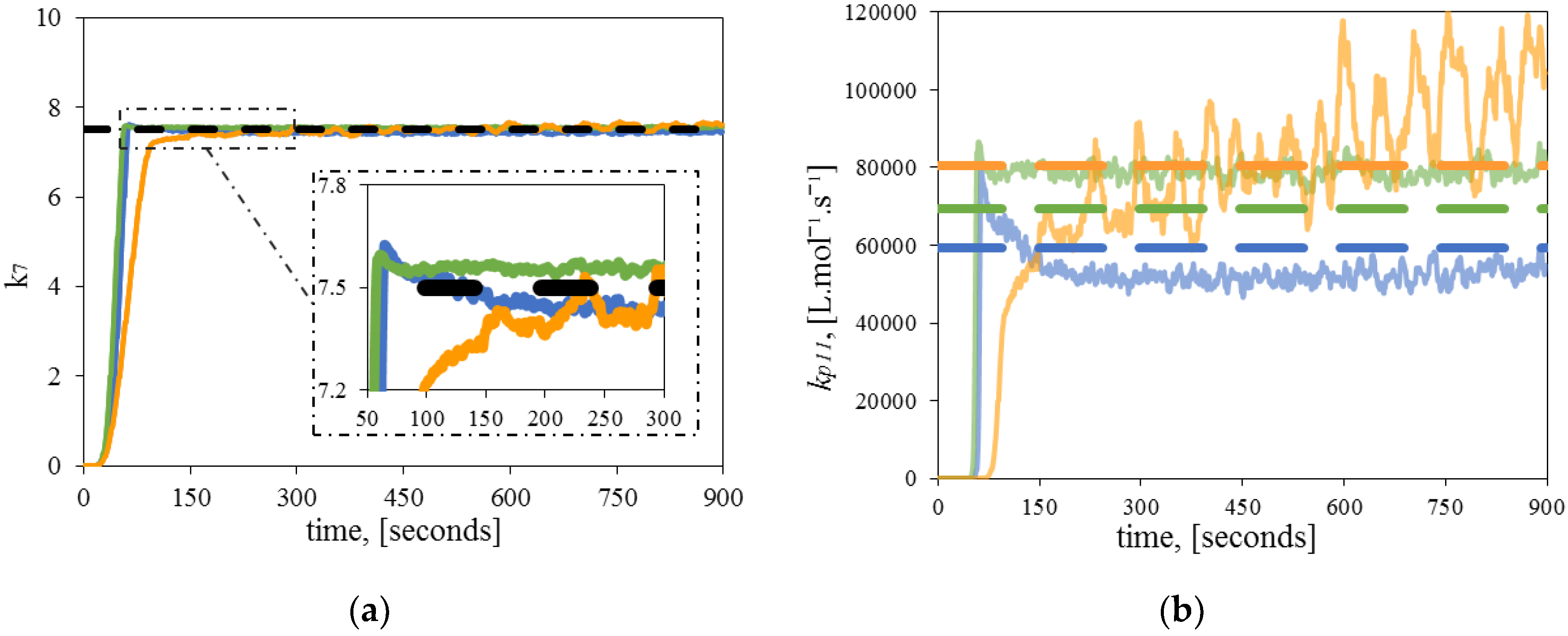
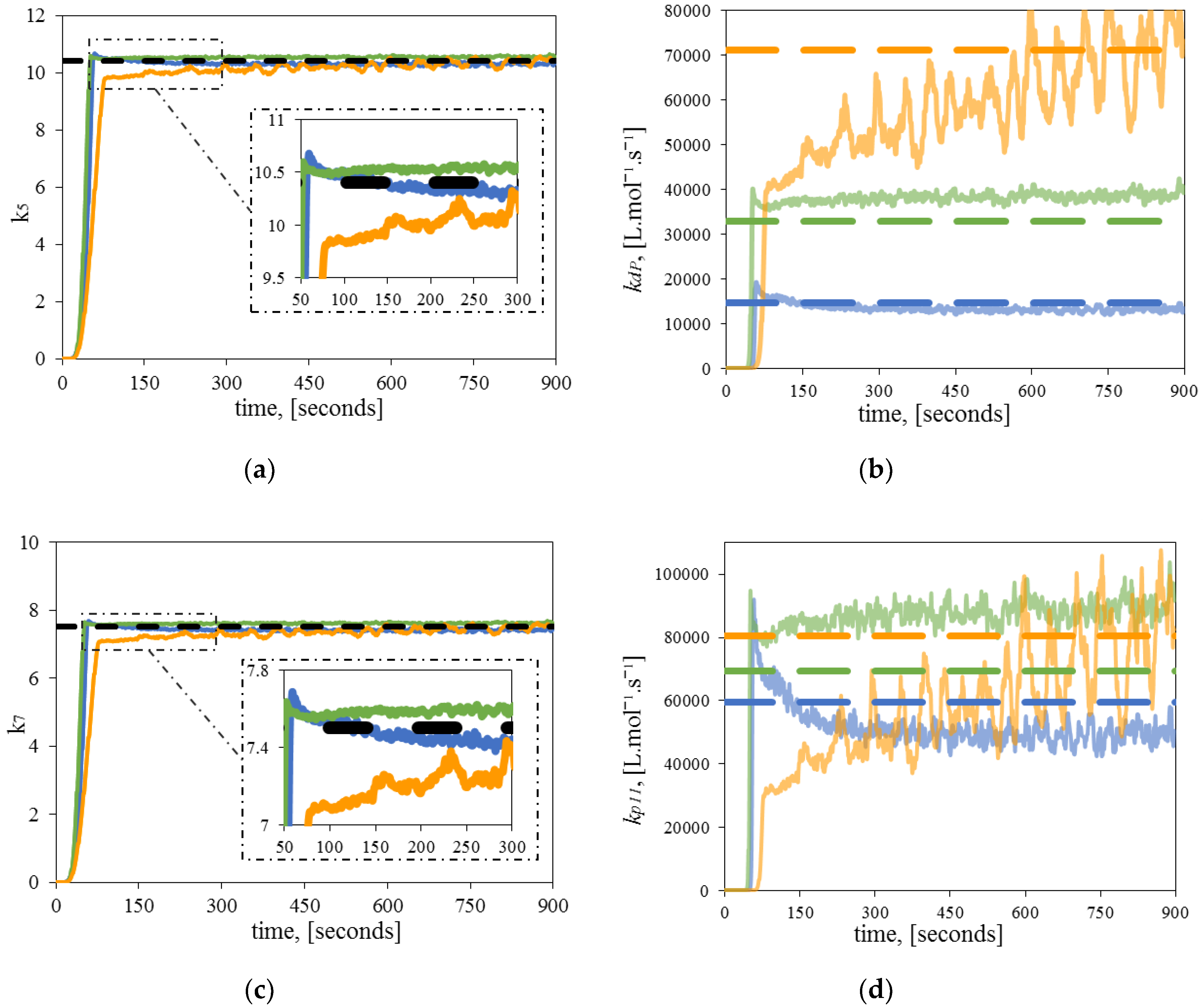
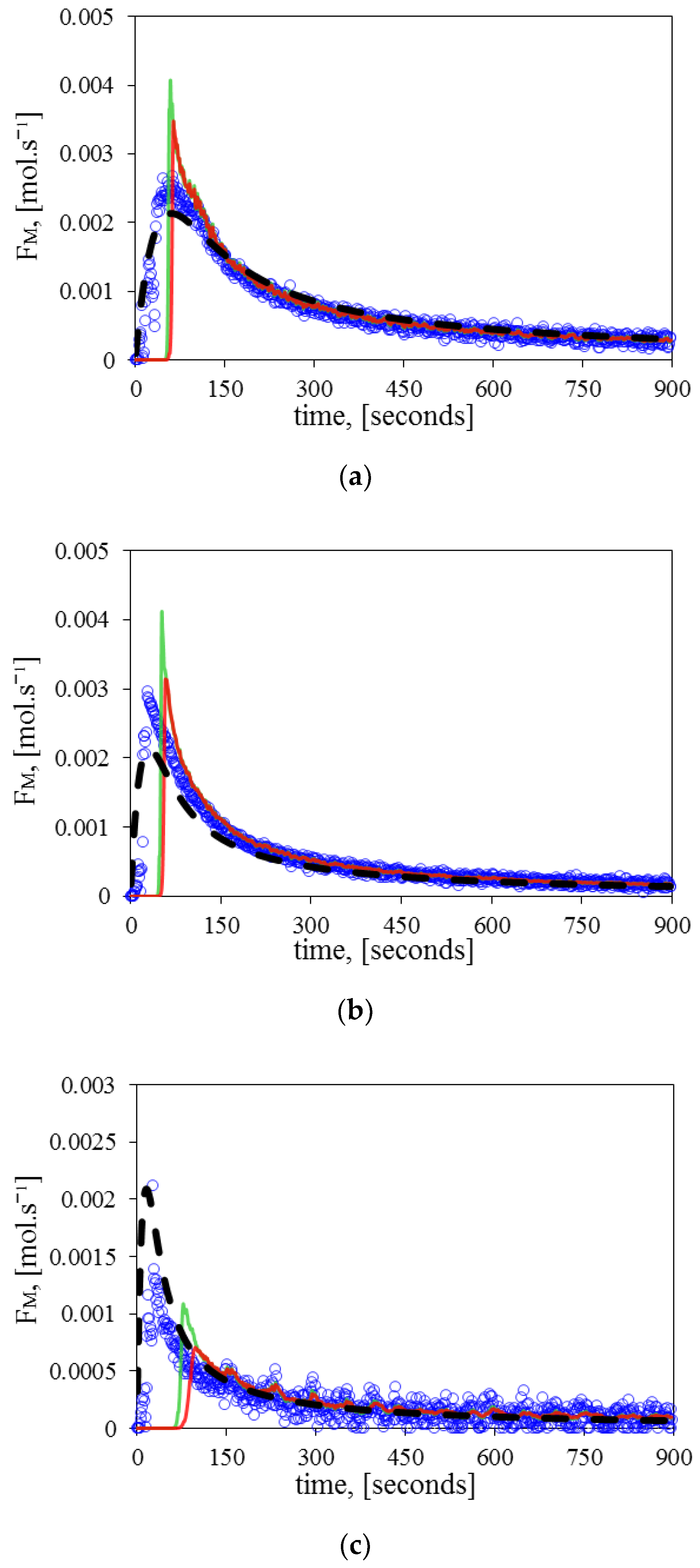
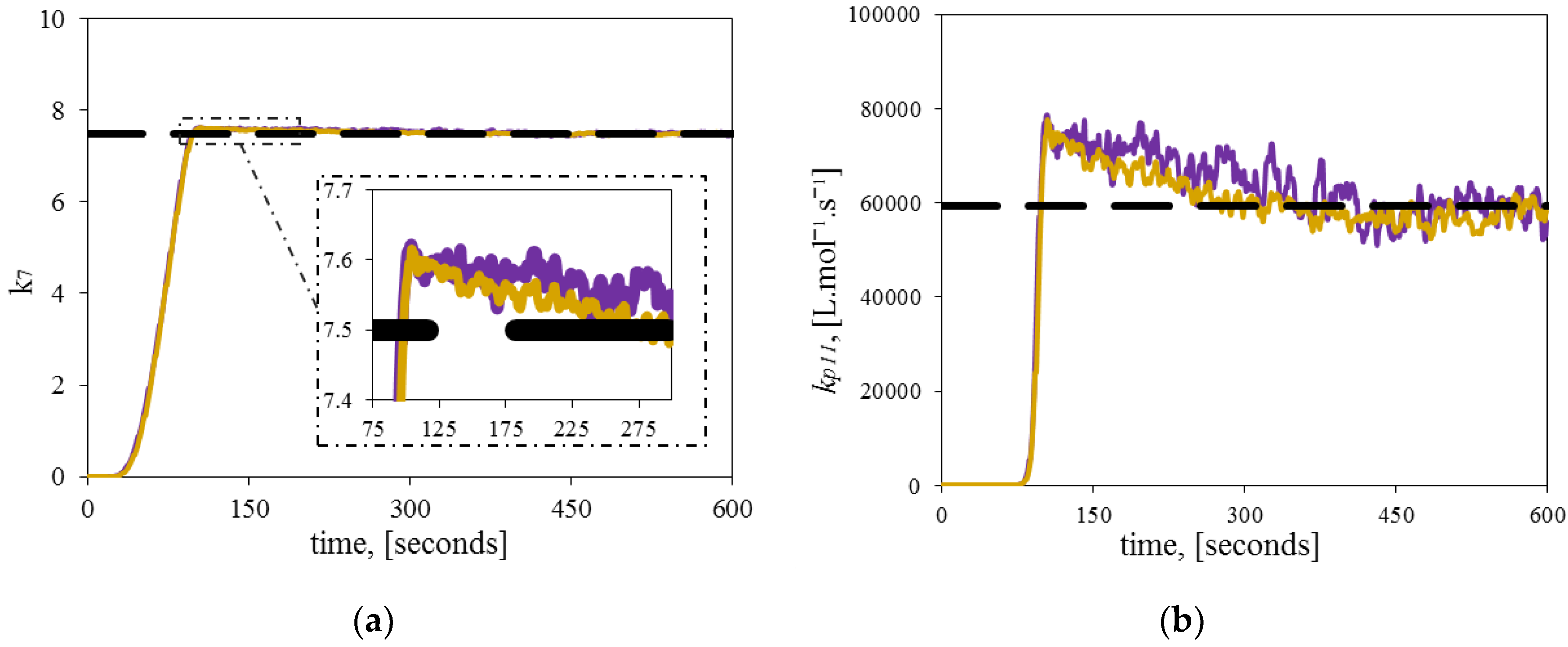
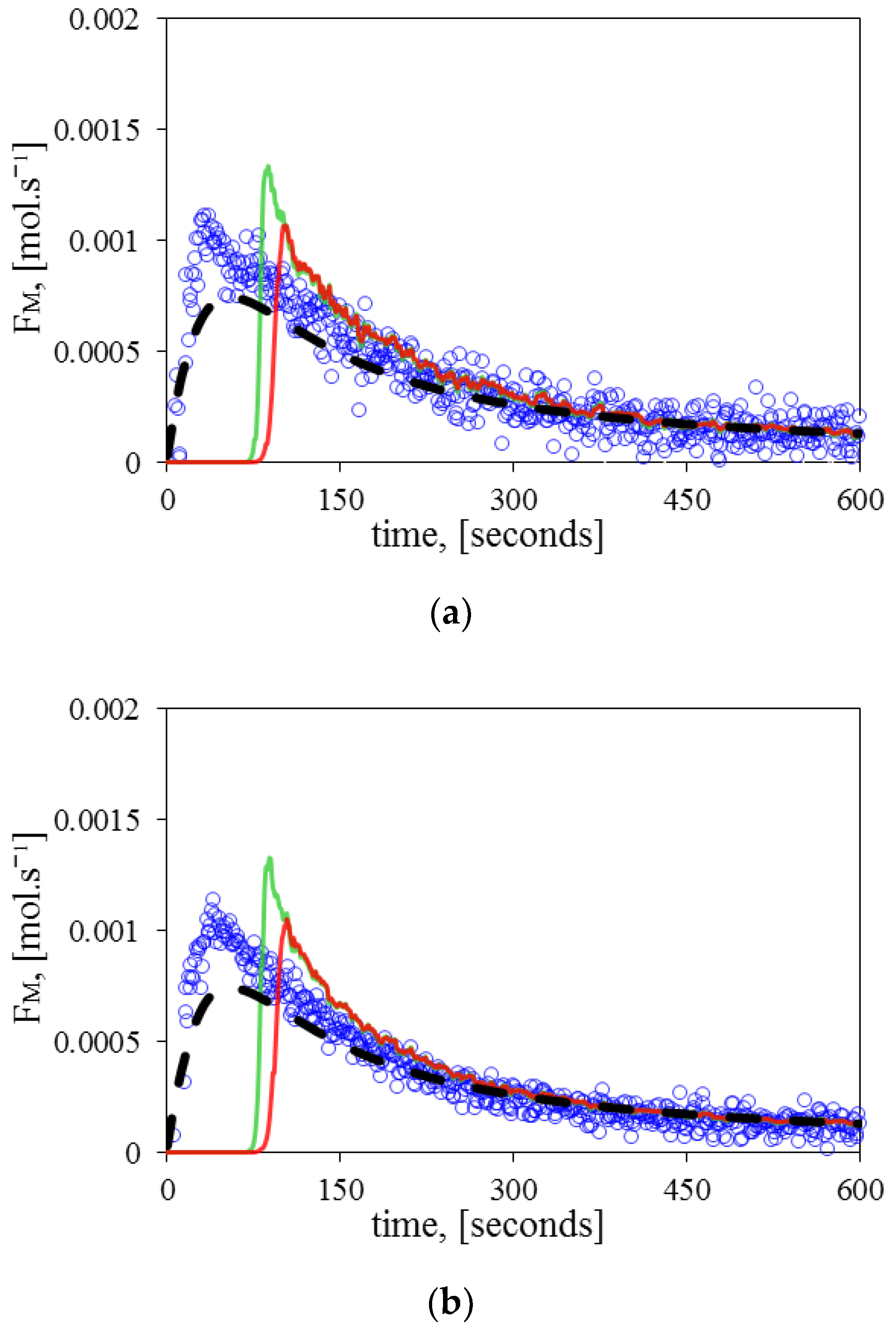
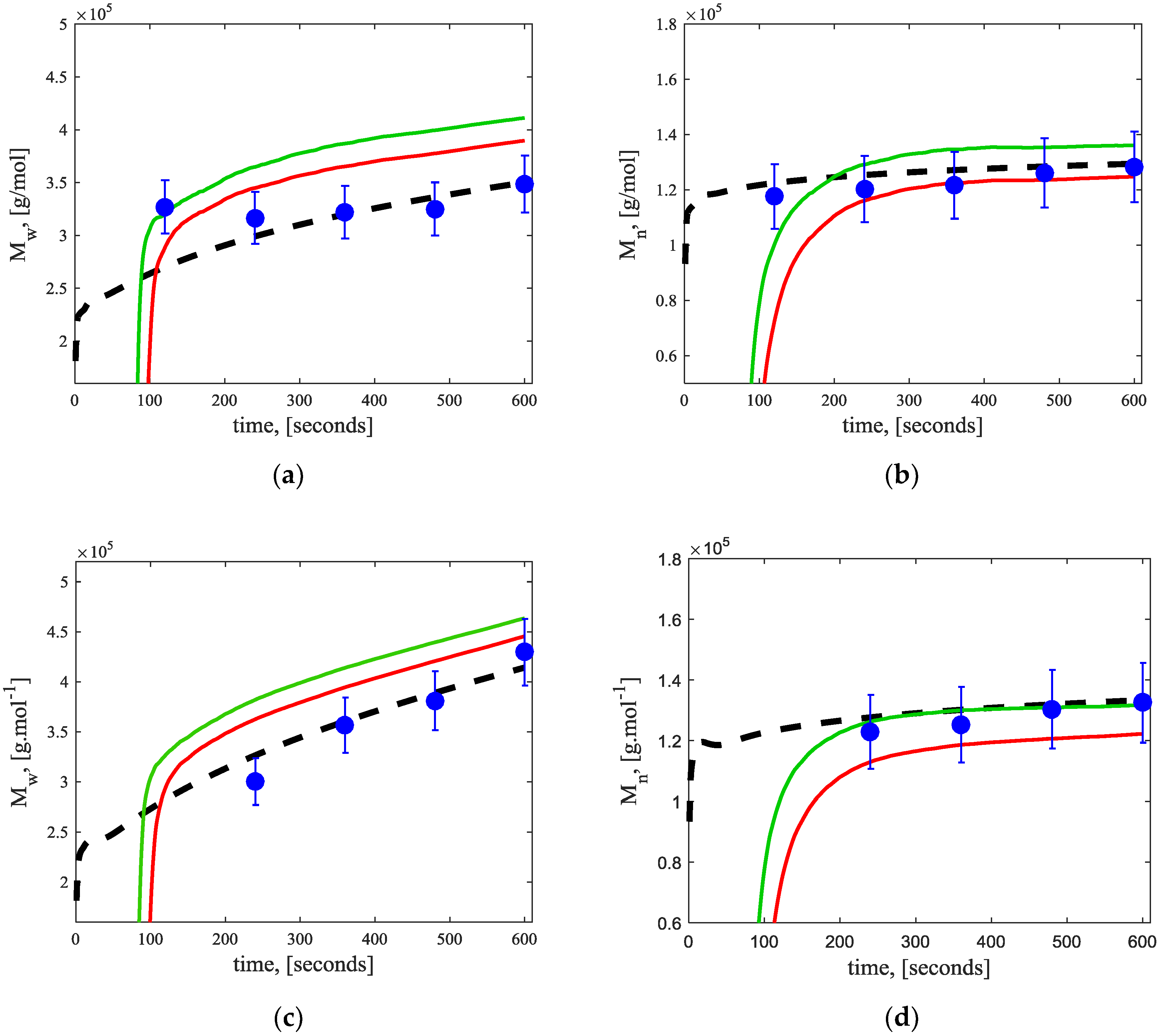
5.2. Homopolymerization
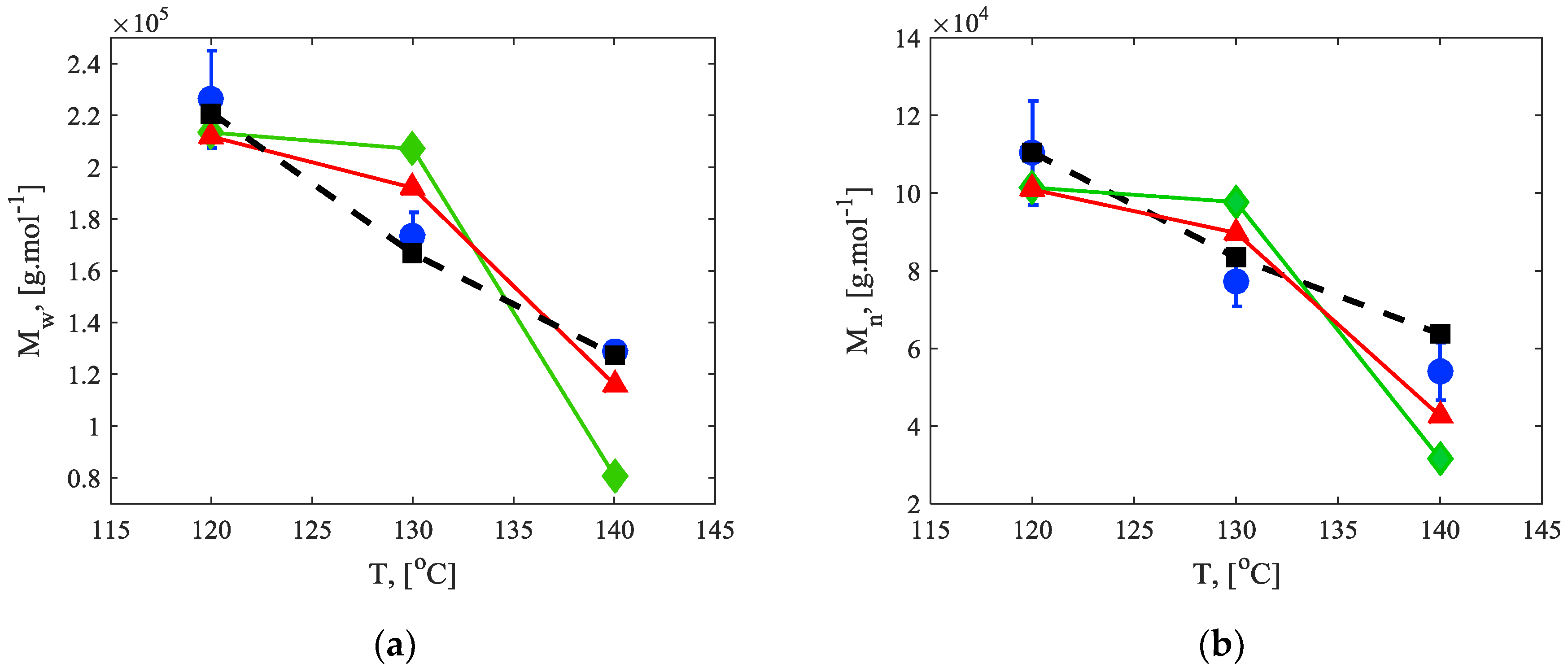
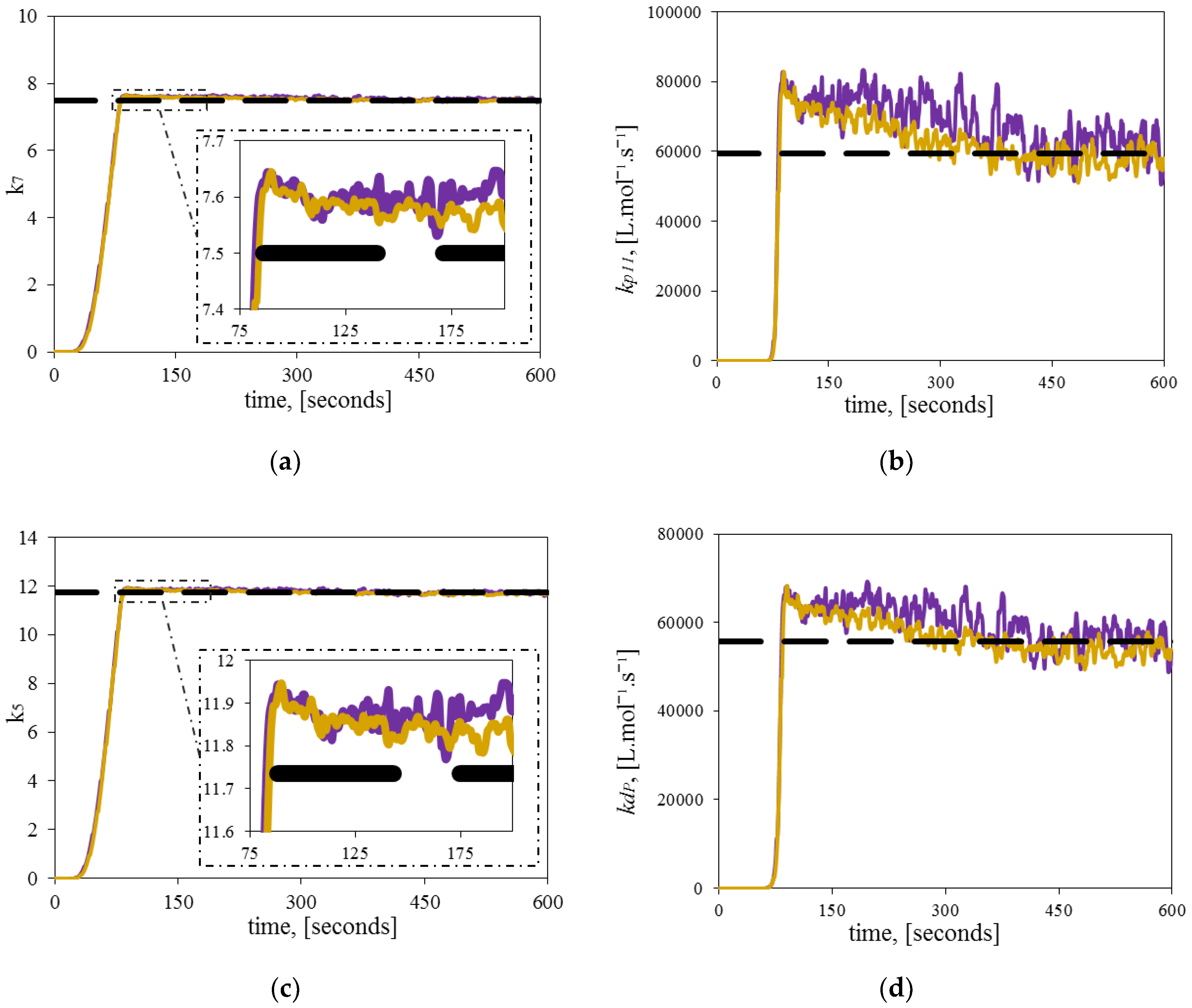
5.3. Copolymerization
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| Notation | |
| catalyst precursor, [mol] | |
| active catalyst site, [mol] | |
| 1,9-decadiene, [mol] | |
| dead catalyst site, [mol] | |
| total amount of 1,9-decadiene inserted into the growing polymer chains | |
| activation energy for ethylene propagation reaction rate, [J·mol−1] | |
| ethylene feed flow rate, [mol·s−1] | |
| total number of pendant unsaturation’s present in the dead chains | |
| catalyst activation constant, [s−1] | |
| macromonomer reincorporation rate constant, [L·mol−1·s−1] | |
| living chain deactivation rate constant, [L·mol−1·s−1] | |
| propagation rate constant for ethylene, [L·mol−1·s−1] | |
| propagation rate constant for 1,9-decadiene, [L·mol−1·s−1] | |
| termination rate constant, [s−1] | |
| pre-exponential factor for ethylene propagation reaction rate, [L·mol−1·s−1] | |
| long chain branching | |
| dead polymer chain that contains a terminal unsaturation and has chain size i, [mol] | |
| dead polymer chain with chain size i and without a terminal unsaturation, [mol] | |
| ethylene, [mol] | |
| total amount of ethylene inserted into the growing polymer chains | |
| average molar mass of the repeating unit, [g·mol−1] | |
| molar mass of 1,9-decadiene, [g·mol−1] | |
| molar mass of ethylene, [g·mol−1] | |
| number average molecular weight, [g·mol−1] | |
| weight average molecular weight, [g·mol−1] | |
| polydispersity index | |
| living polymer chain with chain size i, [mol] | |
| ideal gas constant, [J·mol−1·K−1] | |
| reaction temperature, [K or °C] | |
| reference temperature, [K or °C] | |
| reaction mixture volume, [L] | |
| Greek letters | |
| kth moment for the dead chain | |
| kth moment for the living chain | |
| Polyethylene density, [g·L−1] | |
| Average frequency of pendant double bonds in the polymer chains | |
References
- Liu, P.; Liu, W.; Wang, W.J.; Li, B.G.; Zhu, S. A Comprehensive Review on Controlled Synthesis of Long-Chain Branched Polyolefins: Part 1, Single Catalyst Systems. Macromol. React. Eng. 2016, 10, 156–179. [Google Scholar] [CrossRef]
- Stadler, F.J.; Piel, C.; Klimke, K.; Kaschta, J.; Parkinson, M.; Wilhelm, M.; Münstedt, H. Influence of type and content of various comonomers on long-chain branching of ethene/α-olefin copolymers. Macromolecules 2006, 39, 1474–1482. [Google Scholar] [CrossRef]
- Soares, J.B.; Hamielec, A.E. Bivariate chain length and long chain branching distribution for copolymerization of olefins and polyolefin chains containing terminal double-bonds. Macromol. Theory Simul. 1996, 5, 547–572. [Google Scholar] [CrossRef]
- Wang, W.J.; Yan, D.; Zhu, S.; Hamielec, A.E. Kinetics of long chain branching in continuous solution polymerization of ethylene using constrained geometry metallocene. Macromolecules 1998, 31, 8677–8683. [Google Scholar] [CrossRef]
- Chum, P.S.; Kruper, W.J.; Guest, M.J. Materials properties derived from INSITE metallocene catalysts. Adv. Mater. 2000, 12, 1759–1767. [Google Scholar] [CrossRef]
- Choo, T.N.; Waymouth, R.M. Cyclocopolymerization: A mechanistic probe for dual-site alternating copolymerization of ethylene and α-olefins. J. Am. Chem. Soc. 2002, 124, 4188–4189. [Google Scholar] [CrossRef]
- Naga, N.; Toyota, A. Unique Insertion Mode of 1,7-Octadiene in Copolymerization with Ethylene by a Constrained-Geometry Catalyst. Macromol. Rapid Commun. 2004, 25, 1623–1627. [Google Scholar] [CrossRef]
- Mehdiabadi, S.; Soares, J.B. Production of Ethylene/α-Olefin/1, 9-Decadiene Copolymers with Complex Microstructures Using a Two-Stage Polymerization Process. Macromolecules 2011, 44, 7926–7939. [Google Scholar] [CrossRef]
- Soares, J.B. Mathematical Modeling of the Long-Chain Branch Structure of Polyolefins Made with Two Metallocene Catalysts: An Algebraic Solution. Macromol. Theory Simul. 2002, 11, 184–198. [Google Scholar] [CrossRef]
- Ferreira, L.C., Jr.; Nele, M.; Costa, M.A.; Pinto, J.C. Mathematical Modeling of MWD and CBD in Polymerizations with Macromonomer Reincorporation and Chain Running. Macromol. Theory Simul. 2010, 19, 496–513. [Google Scholar] [CrossRef]
- Mogilicharla, A.; Mitra, K.; Majumdar, S. Modeling of propylene polymerization with long chain branching. Chem. Eng. J. 2014, 246, 175–183. [Google Scholar] [CrossRef]
- Albeladi, A.; Mehdiabadi, S.; Soares, J.B. Modeling Possible Long Chain Branching Reactions for Polyethylene in a Semi-Batch Reactor. 2018. Available online: http://dc.engconfintl.org/prex/49 (accessed on 26 February 2019).
- Brandão, A.L.; Alberton, A.L.; Pinto, J.C.; Soares, J.B. Copolymerization of Ethylene with 1, 9-Decadiene: Part I–Prediction of Average Molecular Weights and Long-Chain Branching Frequencies. Macromol. Theory Simul. 2017, 26, 1600059. [Google Scholar] [CrossRef]
- Brandão, A.L.; Alberton, A.L.; Pinto, J.C.; Soares, J.B. Copolymerization of Ethylene with 1, 9-Decadiene: Part II—Prediction of Molecular Weight Distributions. Macromol. Theory Simul. 2017, 26, 1700040. [Google Scholar] [CrossRef]
- Soares, J.B.; McKenna, T.F. Polyolefin Reaction Engineering; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Qin, S.J. Process data analytics in the era of big data. AIChE J. 2014, 60, 3092–3100. [Google Scholar] [CrossRef]
- Salas, S.D.; Ghadipasha, N.; Zhu, W.; Mcafee, T.; Zekoski, T.; Reed, W.F.; Romagnoli, J.A. Framework Design for Weight-Average Molecular Weight Control in Semi-Batch Polymerization. Control Eng. Pract. 2018, 78, 12–23. [Google Scholar] [CrossRef]
- Kozub, D.J.; MacGregor, J.F. State estimation for semi-batch polymerization reactors. Chem. Eng. Sci. 1992, 47, 1047–1062. [Google Scholar] [CrossRef]
- Tatiraju, S.; Soroush, M. Nonlinear state estimation in a polymerization reactor. Ind. Eng. Chem. Res. 1997, 36, 2679–2690. [Google Scholar] [CrossRef]
- Lopez, T.; Alvarez, J. On the effect of the estimation structure in the functioning of a nonlinear copolymer reactor estimator. J. Process Control 2004, 14, 99–109. [Google Scholar] [CrossRef]
- Galdeano, R.; Asteasuain, M.; Sánchez, M.C. Unscented transformation-based filters: Performance comparison analysis for the state estimation in polymerization processes with delayed measurements. Macromol. React. Eng. 2011, 5, 278–293. [Google Scholar] [CrossRef]
- Hashemi, R.; Kohlmann, D.; Engell, S. Optimizing control and state estimation of a continuous polymerization process in a tubular reactor with multiple side-streams. Macromol. React. Eng. 2016, 10, 415–434. [Google Scholar] [CrossRef]
- Zoellner, K.; Reichert, K.H. Gas phase polymerization of butadiene—Kinetics, particle size distribution, modeling. Chem. Eng. Sci. 2001, 56, 4099–4106. [Google Scholar] [CrossRef]
- Ghadipasha, N.; Geraili, A.; Romagnoli, J.A.; Castor, C.A.; Drenski, M.F.; Reed, W.F. Combining on-line characterization tools with modern software environments for optimal operation of polymerization processes. Processes 2016, 4, 5. [Google Scholar] [CrossRef]
- Schwaab, M.; Biscaia, E.C., Jr.; Monteiro, J.L.; Pinto, J.C. Nonlinear parameter estimation through particle swarm optimization. Chem. Eng. Sci. 2008, 63, 1542–1552. [Google Scholar] [CrossRef]
- Salas, S.D.; Romagnoli, J.A.; Tronci, S.; Baratti, R. A geometric observer design for a semi-batch free-radical polymerization system. Comput. Chem. Eng. 2019, 126, 391–402. [Google Scholar] [CrossRef]
- Sirohi, A.; Choi, K.Y. On-line parameter estimation in a continuous polymerization process. Ind. Eng. Chem. Res. 1996, 35, 1332–1343. [Google Scholar] [CrossRef]
- Li, R.; Corripio, A.B.; Henson, M.A.; Kurtz, M.J. On-line state and parameter estimation of EPDM polymerization reactors using a hierarchical extended Kalman filter. J. Process Control 2004, 14, 837–852. [Google Scholar] [CrossRef]
- Chen, T.; Morris, J.; Martin, E. Particle filters for state and parameter estimation in batch processes. J. Process Control 2005, 15, 665–673. [Google Scholar] [CrossRef]
- Sheibat-Othman, N.; Peycelon, D.; Othman, S.; Suau, J.M.; Fevotte, G. Nonlinear observers for parameter estimation in a solution polymerization process using infrared spectroscopy. Chem. Eng. J. 2008, 140, 529–538. [Google Scholar] [CrossRef]
- Salas Ortiz, S.D. A Model-Based Framework for the Smart Manufacturing of Polymers. Ph.D. Thesis, Louisiana State University and Agricultural and Mechanical College, Baton Rouge, LA, USA, 2019; p. 4897. [Google Scholar]
- Wu, Q.L.; Cournede, P.H.; Mathieu, A. An efficient computational method for global sensitivity analysis and its application to tree growth modelling. Reliab. Eng. Syst. Saf. 2012, 107, 35–43. [Google Scholar] [CrossRef]
- Goel, A.; Duraisamy, K.; Bernstein, D.S. Parameter estimation in the burgers equation using retrospective-cost model refinement. In Proceedings of the American Control Conference (ACC), Boston, MA, USA, 6–8 July 2016; pp. 6983–6988. [Google Scholar]
- Goel, A.; Bernstein, D.S. Parameter estimation for nonlinearly parameterized gray-box models. In Proceedings of the Annual American Control Conference (ACC), Milwaukee, WI, USA, 27–29 June 2018; pp. 5280–5285. [Google Scholar]
- Goel, A.; Bernstein, D.S. Data-Driven Parameter Estimation for Models with Nonlinear Parameter Dependence. In Proceedings of the 2018 IEEE Conference on Decision and Control (CDC), Miami Beach, FL, USA, 17–19 December 2018; pp. 1470–1475. [Google Scholar]
- Hulburt, H.M.; Katz, S. Some problems in particle technology: A statistical mechanical formulation. Chem. Eng. Sci. 1964, 19, 555–574. [Google Scholar] [CrossRef]
- Eberhart, R.; Kennedy, J. Particle Swarm Optimization. In Proceedings of the IEEE International Conference on Neural Networks, Perth, Australia, 27 November–1 December 1995; pp. 1942–1948. [Google Scholar]
- Sobol, I.M. Sensitivity estimates for nonlinear mathematical models. Math. Model. Comput. Exp. 1993, 1, 407–414. [Google Scholar]
- Cosenza, A.; Mannina, G.; Vanrolleghem, P.A.; Neumann, M.B. Variance-based sensitivity analysis for wastewater treatment plant modelling. Sci. Total Environ. 2014, 470, 1068–1077. [Google Scholar] [CrossRef]
- Saltelli, A. Making best use of model evaluations to compute sensitivity indices. Comput. Phys. Commun. 2002, 145, 280–297. [Google Scholar] [CrossRef]
- Saltelli, A.; Ratto, M.; Andres, T.; Campolongo, F.; Cariboni, J.; Gatelli, D.; Tarantola, S. Global Sensitivity Analysis: The Primer; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar]
- Salas, S.D.; Geraili, A.; Romagnoli, J.A. Optimization of Renewable Energy Businesses under Operational Level Uncertainties through Extensive Sensitivity Analysis and Stochastic Global Optimization. Ind. Eng. Chem. Res. 2017, 56, 3360–3372. [Google Scholar] [CrossRef]
- Shampine, L.F.; Reichelt, M.W. The matlab ode suite. SIAM J. Sci. Comput. 1997, 18, 1–22. [Google Scholar] [CrossRef]
- Porru, M.; Ożkan, L. Monitoring of Batch Industrial Crystallization with Growth, Nucleation, and Agglomeration. Part 2: Structure Design for State Estimation with Secondary Measurements. Ind. Eng. Chem. Res. 2017, 56, 9578–9592. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rate Constant | Arrhenius Equation |
|---|---|
| Catalyst activation | |
| Propagation | |
| Monomer transfer & β-hydride elimination | |
| Living chain deactivation |
| T, [C°] | [C2H4], [mol L−1] | , [mol] |
|---|---|---|
| 120 | 0.49472 | 0.07420 |
| 130 | 0.43732 | 0.06560 |
| 140 | 0.38141 | 0.05721 |
| Parameter | Value | Units | Original Rate Constants 1 |
|---|---|---|---|
| −2.92 | - | ||
| 25.00 | - | ||
| 2.58 ± 0.08 | - | ||
| 17.2 | - | ||
| 10.91 ± 0.95 | - | ||
| 30.12 ± 2.10 | - | ||
| 7.56 ± 0.07 | - | ||
| 2039.8 ± 54.7 | L mol−1s−1 | - | |
| 908.7 ± 69.0 | L mol−1s−1 | - | |
| 20520.0 | J mol−1 | - | |
| 28.05 | g mol−1 | - | |
| 138.254 | g mol−1 | - | |
| 940 | g L−1 | - | |
| 8.31451 | J mol−1 K−1 | - |
| Variable | Homopolymerization | Copolymerization | Units | |
|---|---|---|---|---|
| A | B | |||
| 0 | 0 | 0 | ||
| 0 | 0 | 0 | ||
| 0 | ||||
| 0 | 0 | 0 | ||
| 0 | 0 | 0 | ||
| 0 | 0 | 0 | ||
| 0 | 0 | 0 | ||
| 0 | 0 | 0 | ||
| 0 | 0 | 0 | ||
| 0.15 | 0.15 | 0.15 | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salas, S.D.; Brandão, A.L.T.; Soares, J.B.P.; Romagnoli, J.A. Data-Driven Estimation of Significant Kinetic Parameters Applied to the Synthesis of Polyolefins. Processes 2019, 7, 309. https://doi.org/10.3390/pr7050309
Salas SD, Brandão ALT, Soares JBP, Romagnoli JA. Data-Driven Estimation of Significant Kinetic Parameters Applied to the Synthesis of Polyolefins. Processes. 2019; 7(5):309. https://doi.org/10.3390/pr7050309
Chicago/Turabian StyleSalas, Santiago D., Amanda L. T. Brandão, João B. P. Soares, and José A. Romagnoli. 2019. "Data-Driven Estimation of Significant Kinetic Parameters Applied to the Synthesis of Polyolefins" Processes 7, no. 5: 309. https://doi.org/10.3390/pr7050309
APA StyleSalas, S. D., Brandão, A. L. T., Soares, J. B. P., & Romagnoli, J. A. (2019). Data-Driven Estimation of Significant Kinetic Parameters Applied to the Synthesis of Polyolefins. Processes, 7(5), 309. https://doi.org/10.3390/pr7050309