3. Design of MAD Control Charts for Non-Normal Distributions
In this section, we study the MAD control chart for process capability
, given in Equation (3) for non-normal distributions like Weibull, gamma, and log-normal distributions, which is sorted as low, moderate, and high asymmetric level skewness; for more details, see Kashif et al. [
39].
Let
represent a random variable taken from Weibull distribution with shape parameter
and scale parameter
. Then, the probability density function (p.d.f) is written as:
If
follows a log-normal distribution with mean
and scale parameter
, then p.d.f is written as:
If
follows a gamma distribution with scale
and shape parameter
, then p.d.f is given by:
The proposed MAD control chart plots the values of for each subgroup of size n, and the process is said to be out of control if the plotted statistic is outside the upper control limit (UCL) and lower control limit (LCL). The proposed MAD control chart when the process characteristic follows Weibull, log-normal, and gamma distributions can be obtained with the following steps:
Step 1: Select a random sample of size n from the production process and measure the quality variable X.
Step 2: Compute the sample median M and the MAD from Equation (2). Here, b = 1/Q(0.75), where Q(0.75) is the 0.75 quantile of the underlying distribution.
Step 3: Compute the
using the following formula:
where M is the sample median of the sample data.
Step 3: State the process capability index as out of control if .
Let
and
be the mean and standard deviation, respectively, for
, which should be obtained from subgroup data when a process is in control. The LCL for the proposed chart is in the following form:
where
k is a control chart coefficient to be obtained.
The performance of the proposed control chart can be studied using average run length (ARL). There are two types of ARLs available in the literature to study the performance of control charts, that is, in-control ARL (ARL0) and out-of-control ARL (ARL1). ARL0 is the average number of samples that triggers a control chart signals, when the process is in control. ARL0 should be as large as possible, since the process is in control. ARL1 is the average number of samples until a control chart signals when the process is out of control. The performance of the control chart is assessed by ARL1, with smaller values of ARL1 indicating the supremacy of the chart.
The ARL for the in-control process (denoted by ARL
0) is obtained by:
When the process is in control at
,
can be computed as follows:
Assume that there is a change in the scale parameter (
) of the Weibull, log-normal, and gamma distributions when the shape parameter remains unchanged. The scale parameter (
) of the Weibull, log-normal, and gamma distributions is assumed to be shifted to
, where c is shift-constant. When the process is shifted from
, the probability of the proposed process stated as in control is given as follows:
.
The ARL for the out-of-control process is denoted by ARL
1 and given by:
The performance of the proposed control chart is studied using Monte Carlo simulation. The simulation is applied to obtain the values of ARL0, ARL1, and control chart coefficient k. Suppose that represents the specified in-control ARL0. The summary of an algorithm is as follows:
Step 1: Generate each subgroup random sample of size n from Weibull or log-normal or gamma distribution with the specified in-control process. Generate such N subgroups.
Step2: Compute for each subgroup and then compute mean and standard deviation from N subgroups.
Step 3: Fix the in-control ARL, say, .
Step 4: Determine the value of control chart coefficient k such that .
Step 5: Obtain the out-of-control ARLs for various shifts values c.
Table 1,
Table 2,
Table 3,
Table 4,
Table 5,
Table 6,
Table 7,
Table 8,
Table 9,
Table 10,
Table 11,
Table 12,
Table 13,
Table 14,
Table 15,
Table 16,
Table 17 and
Table 18 present specified
= 370, 300, 250, and 200;
n = 25, 50 for three non-normal distributions. The following are observations noticed from the tables for the proposed control chart.
1. The ARL value decreases as n increases when other parameters are fixed.
2. The ARL value increases as the shape parameter increases for three distributions when other parameters are fixed.
3. The ARL value decreases as c increases when other parameters are fixed.
4. Between the nature of the distributions, the ARL values increase from low to high asymmetry estimators. The same trend is observed for the three non-normal distributions considered in this study.
4. Example
In this section, we give the presentation of the proposed control chart using simulated data. The following procedure is used for generating data and constructing the control charts:
Step 1: Choose a random sample of size n.
Step 2: Generate Weibull/gamma/log-normal random variables X of size n with different parametric combinations.
Step 3: Obtain the chart statistic .
Step 4: Repeat steps 1 to 3 until the desired number of sample groups (m) is attained.
Step 5: Construct the control limits described in
Section 3.
Step 6: Plot all statistics against their sample groups.
Simulation Results for Weibull Distribution
For this design, the first 30 samples of subgroup size 25 were generated from the Weibull distribution with in-control shape parameters = 1.8 and scale parameter = 2.0, and the second set of the 30 samples of subgroup size 25 is from the Weibull distribution with shape = 1.8 and scale = 1.7 (i.e., out-of-control situation having a shift of c = 0.30). In
Table 3, when ARL
0 at 370 and the specific in-control shape = 1.8 and scale = 2.0, we found the control chart lower limit LCL = 0.69859 for the proposed chart at
. The lists of the
values for these 60 simulations are given below. The graphical display of the proposed control chart is presented in
Figure 1.
From
Figure 1, we can see that the proposed chart quickly detects the shift in the process at the 33rd sample, which is the 3rd subgroup after the true shift. Thus, we conclude that there is a downward shift in the process, indicating that the process is in an out-of-control state.
Weibull simulated data: 1.7886, 1.1817, 0.8427, 1.5540, 1.4526, 1.2016, 1.7546, 1.8425, 0.9932, 1.4401, 1.8570, 1.6092, 1.4756, 0.9869, 1.5183, 1.1506, 0.9684, 0.8683, 0.9448, 0.8343,1.6586, 0.9018, 1.0434, 1.6131, 1.2689, 0.8746, 1.1569, 1.6030, 0.9482, 1.0952, 1.0030, 1.1647, 0.9655, 1.1297, 0.7988, 1.1692, 1.1478, 0.8632, 0.9196, 0.9275, 1.1781, 0.9890, 0.6099, 0.7721, 0.3010, 0.4950, 0.3593, 0.7296, 0.4734, 0.8798, 0.9212, 0.1809, 0.8667, 0.4174, 1.0061, 0.3918, 1.0317, 0.8172, 0.7130, 0.7036.
Simulation Results for Gamma Distribution
In this design, the first 31 samples of subgroup size 25 were generated from the gamma distribution with in-control shape parameters = 3 and scale parameter = 0.75, and the second set of the 31 samples of subgroup size 25 is from the gamma distribution with shape = 3 and scale = 0.65 (i.e., out-of-control situation having a shift of c = 0.10). In
Table 9, when ARL
0 at 370 and the specific in-control shape = 3 and scale = 0.75, we found LCL = 0.86988 for the proposed chart at
. The lists of the
values for these 62 simulations are given below. The graphical display of the proposed control chart is presented in
Figure 2.
From
Figure 2, we can see that the proposed chart quickly detects the shift in the process at the 39th sample, which is the 7th subgroup after the true shift. Thus, we conclude that the process is in an out-of-control state.
Gamma simulated data: 1.4367, 2.1233, 1.4984, 0.9290, 1.4843, 1.9834, 1.9983, 2.1801, 2.1520, 2.2172, 1.5942, 1.5054, 1.7511, 2.3804, 2.0640, 2.0678,0.8804, 1.5343, 1.3319, 1.1727, 2.3253, 1.8682, 1.7044, 1.2893, 1.4973, 2.0875, 1.5482, 1.1785,1.8909, 0.9298, 0.9656, 1.6618, 1.2472, 1.3836, 0.9271, 0.9638, 1.1434, 1.0847, 0.4415, 1.0789, 0.9573, 0.4464, 0.6148, 1.3356, 1.5011, 0.9733, 1.0705, 0.8874, 1.0127, 0.7991, 0.5731, 1.0733, 1.1819, 0.3897, 0.7396, 1.1123, 1.4479, 0.9587, 0.6478, 0.8251, 0.5678, 0.7008.
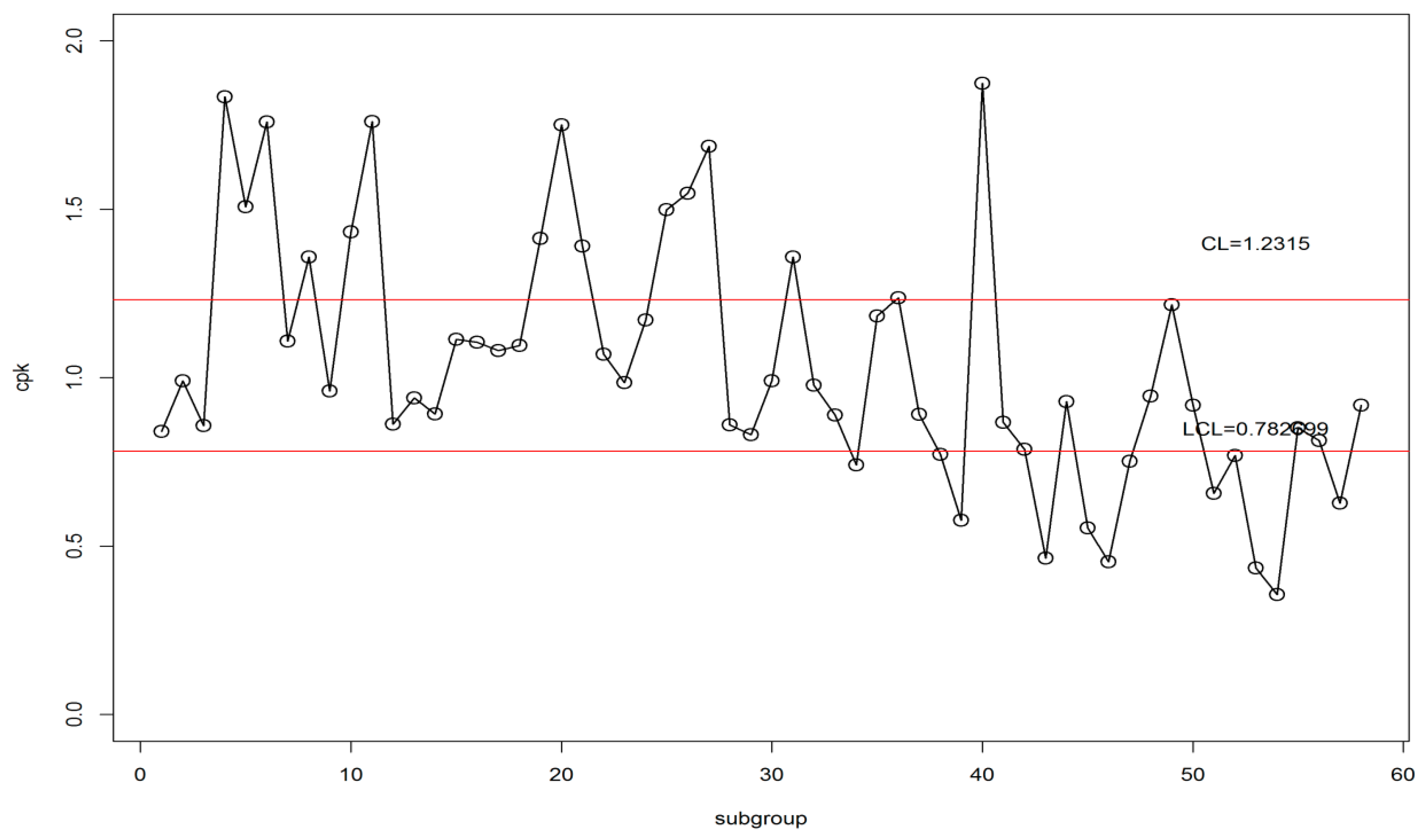
Simulation Results for Log-Normal Distribution
In this design, the first 29 samples of subgroup size 25 were generated from the log-normal distribution with in-control mean = 0.5 and standard deviation = 1.00, and the second set of the 29 samples of subgroup size 25 is from the log-normal distribution with mean = 0.4 and standard deviation = 1.00 (i.e., out-of-control situation having a shift of c = 0.10). In
Table 15, when ARL
0 at 370 and the specific in-control mean = 0.5 and standard deviation = 1.00, we found LCL = 0.782699 for the proposed chart at
. The lists of the
values for these 58 simulations are given below. The graphical display of the proposed control chart is presented in
Figure 3.
From
Figure 3, we can see that the proposed chart quickly detects the shift in the process at the 34th sample, which is the 6th subgroup after the true shift. Thus, we conclude that there is a downward shift in the process, indicating that the process is in an out-of-control state.
Log-normal simulated data: 0.8408, 0.9910, 0.8576, 1.8336, 1.5079, 1.7591, 1.1089, 1.3588, 0.9609, 1.4330, 1.7608, 0.8624, 0.9404, 0.8923, 1.1141, 1.1059, 1.0810, 1.0956, 1.4138, 1.7512, 1.3910, 1.0702, 0.9856, 1.1715, 1.4992, 1.5478, 1.6865, 0.8602, 0.8312, 0.9903, 1.3583, 0.9777, 0.8892, 0.7416, 1.1836, 1.2369, 0.8918, 0.7719, 0.5765, 1.8737, 0.8675, 0.7878, 0.4639, 0.9297, 0.5545, 0.4538, 0.7519, 0.9452, 1.2168, 0.9186, 0.6568, 0.7695, 0.4347, 0.3557, 0.8512, 0.8131, 0.6281, 0.9185.
Moreover, when we compared the performance between three distributions, it was noticed that gamma distribution performed well with respect to ARLs. For different samples, sizes, and shift constants considered in this study, ARL values were smaller than for the other two distributions, whereas log-normal distribution showed a very close performance to gamma distribution. Furthermore, we noticed from
Figure 1,
Figure 2, and
Figure 3 that gamma distribution performed well as compared to Weibull and log-normal distribution.

 ,
, 



{kind=link}
{kind=link}
{kind=link}