Comparison of Temperature Control and Temperature Difference Control for a Kaibel Dividing Wall Column




Abstract
:1. Introduction
2. Steady-State Design
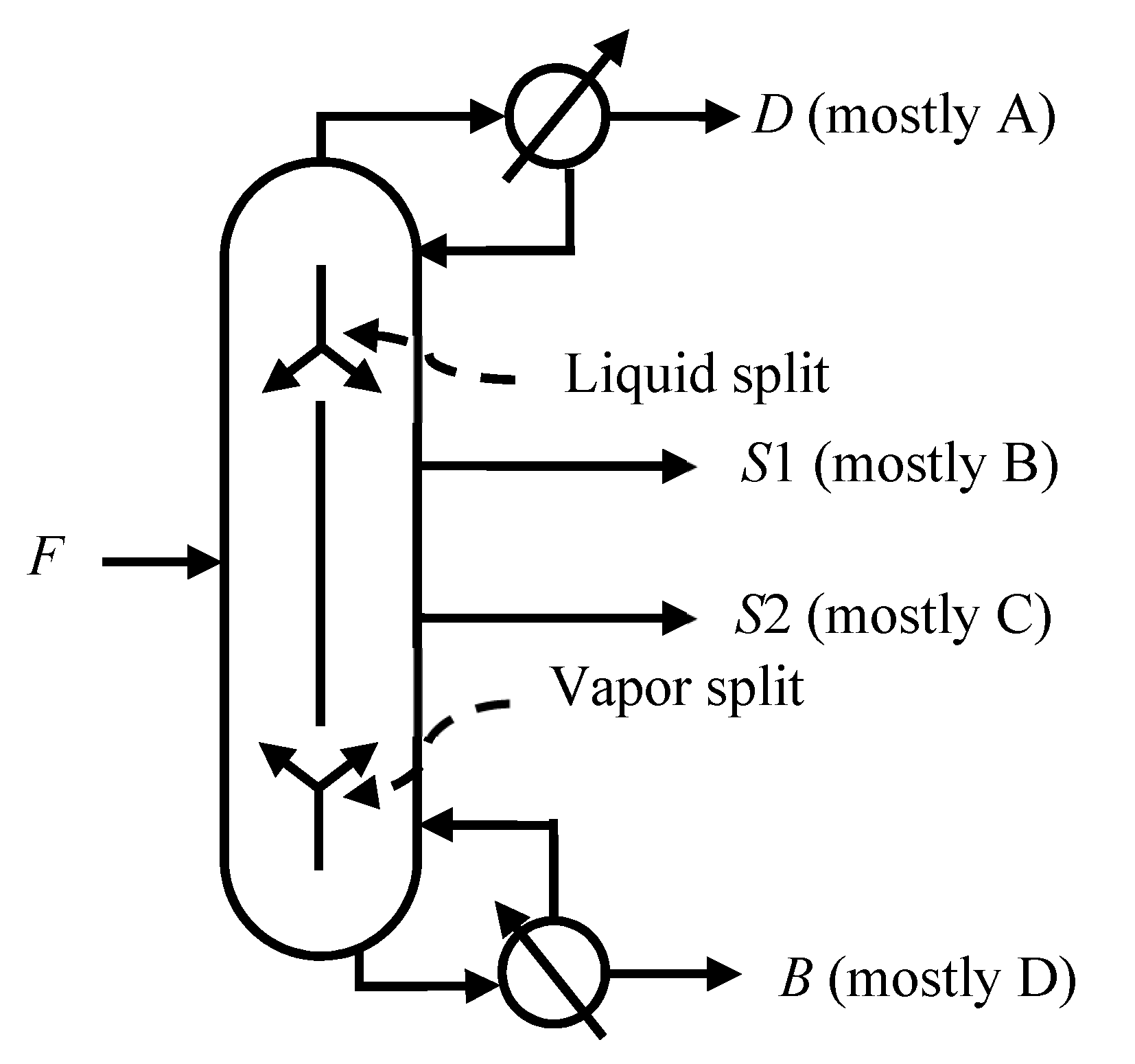
3. Control Structures
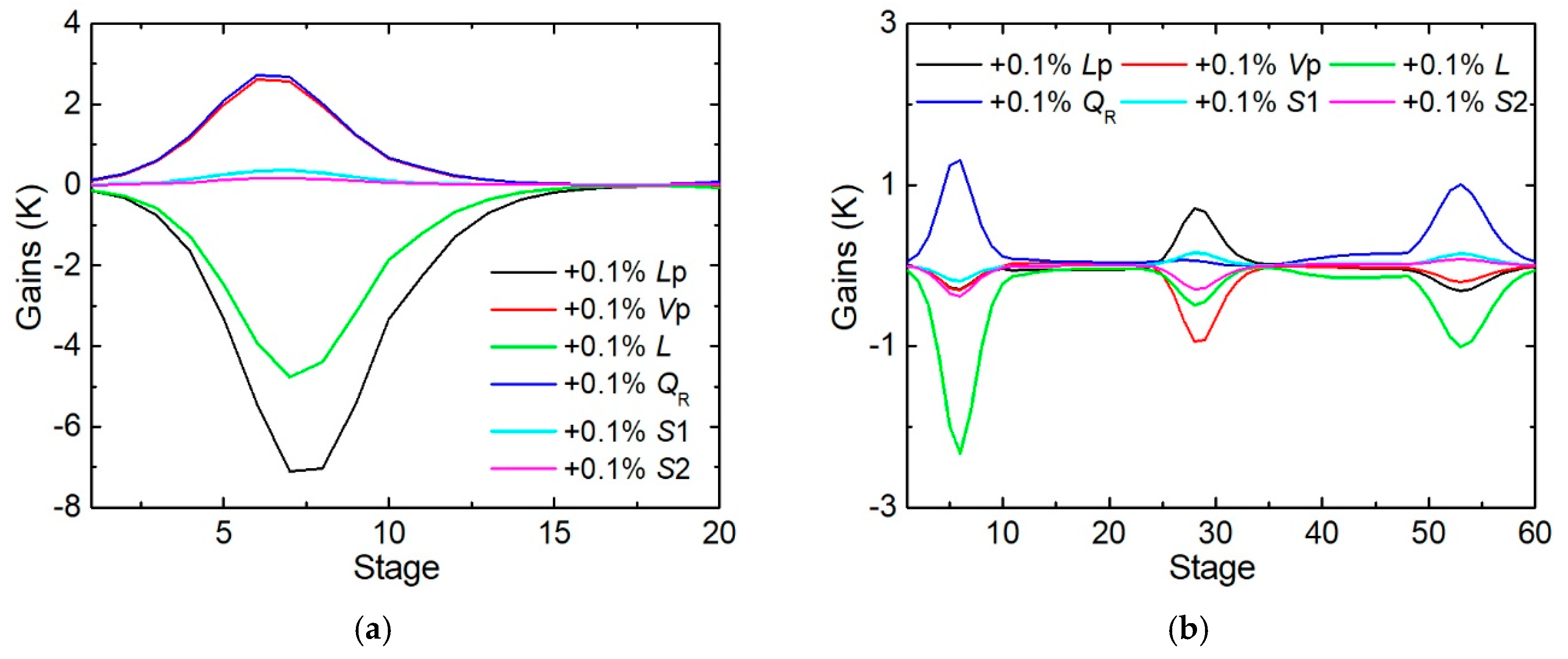
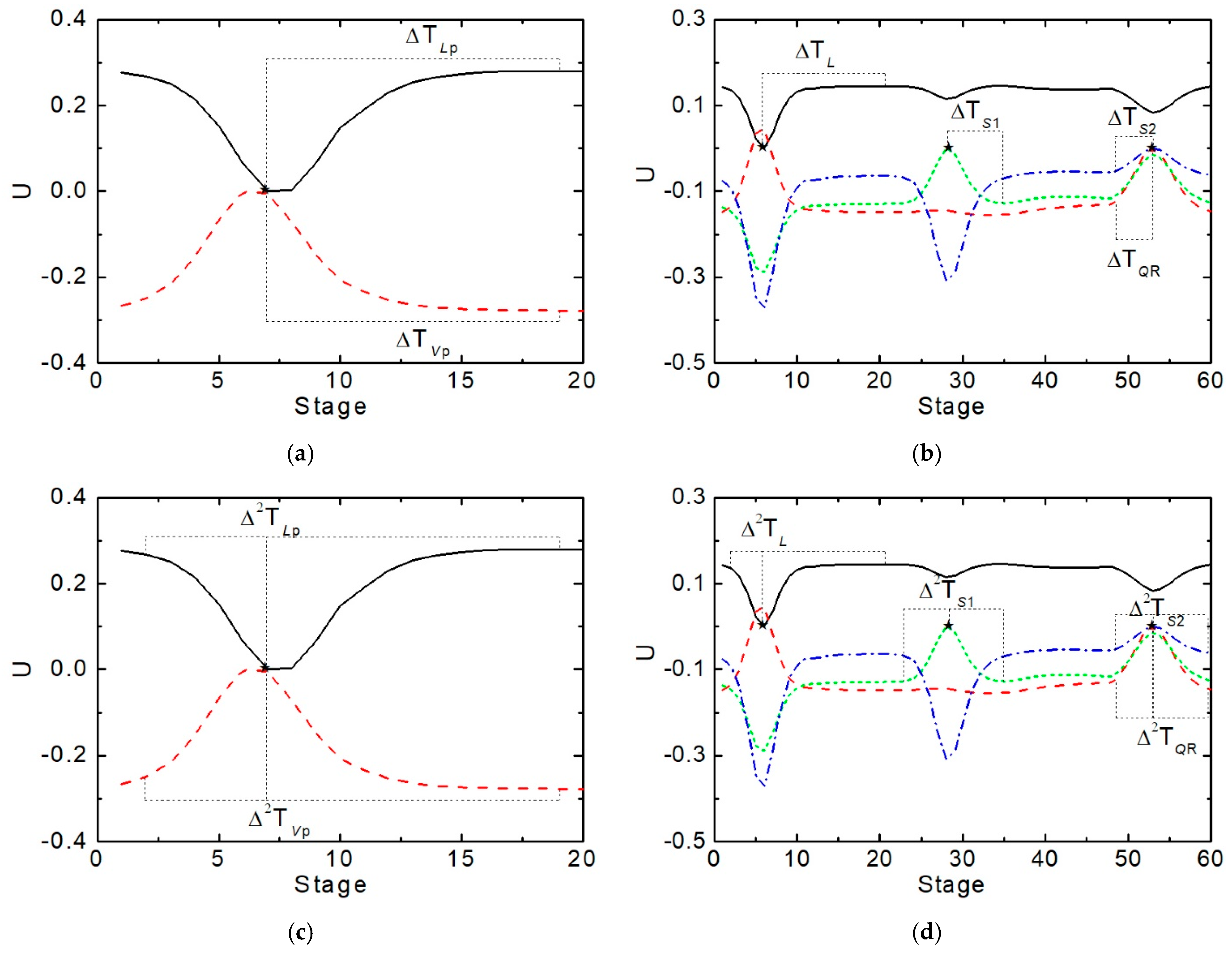
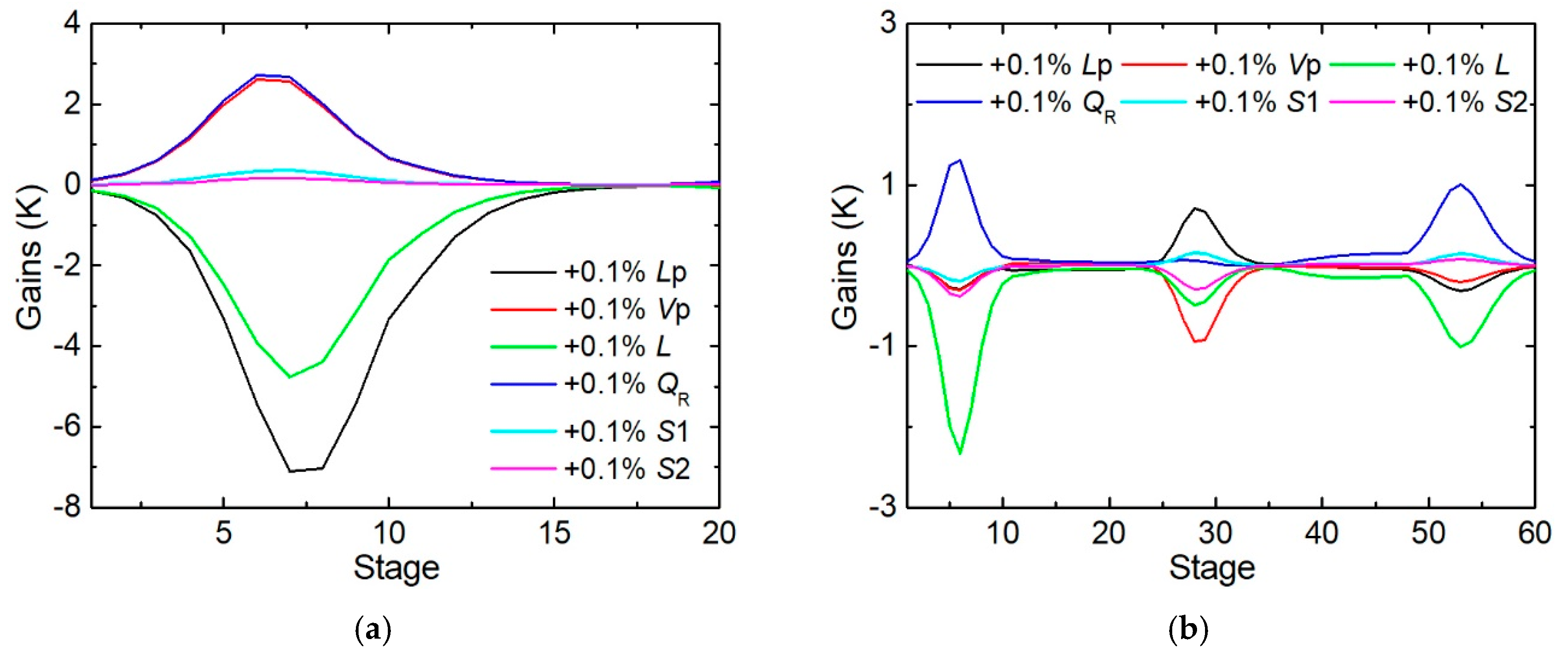
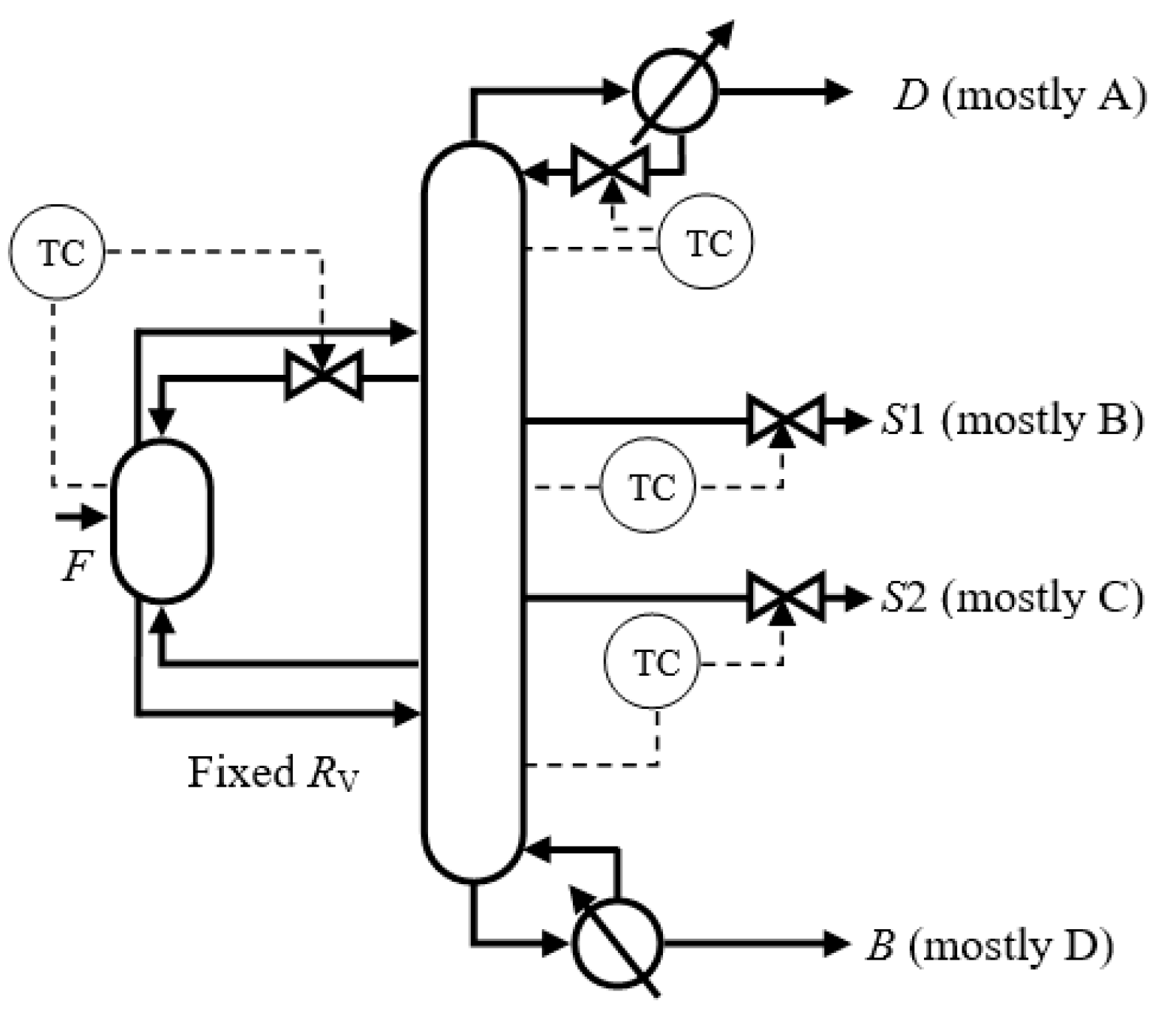
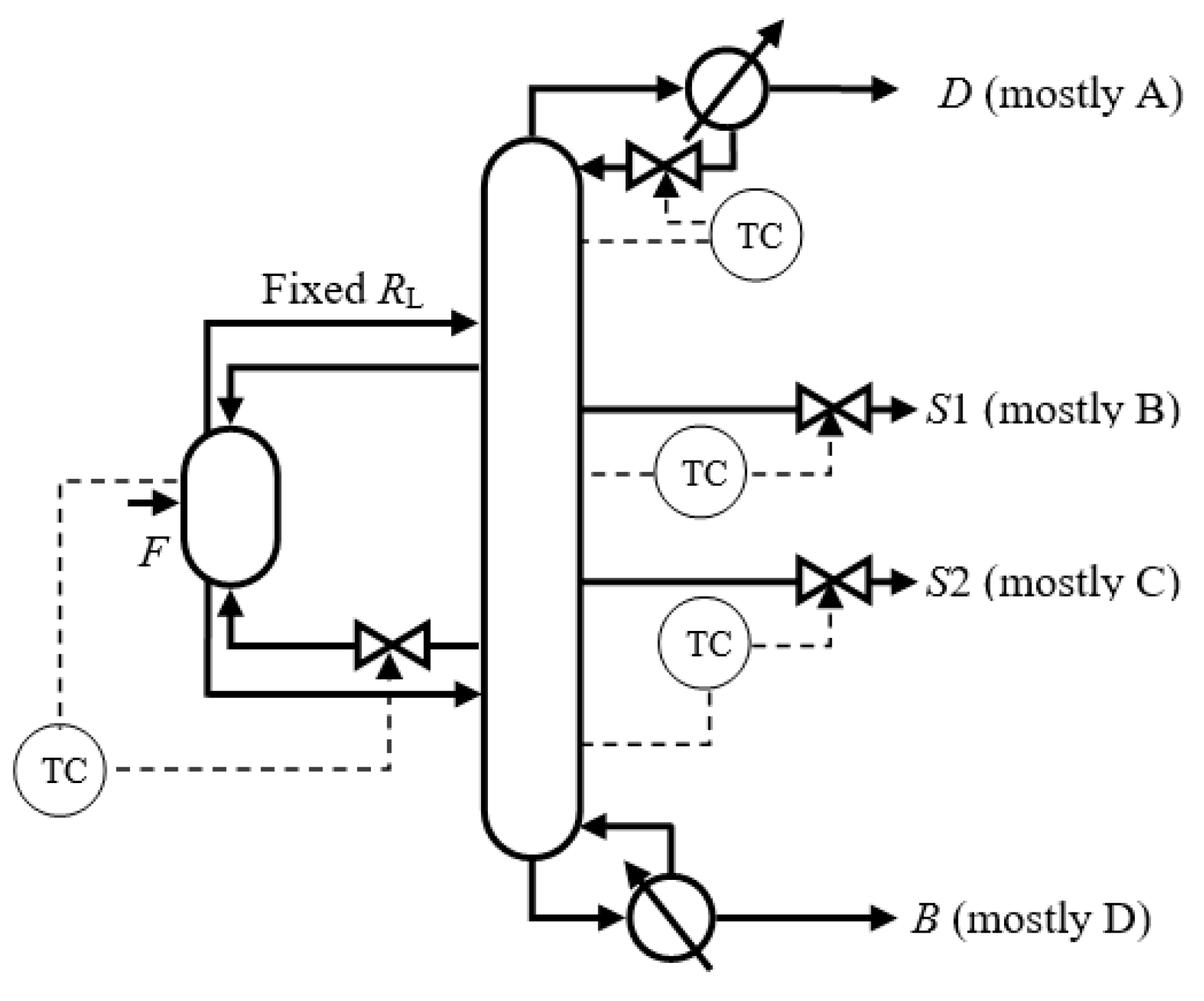
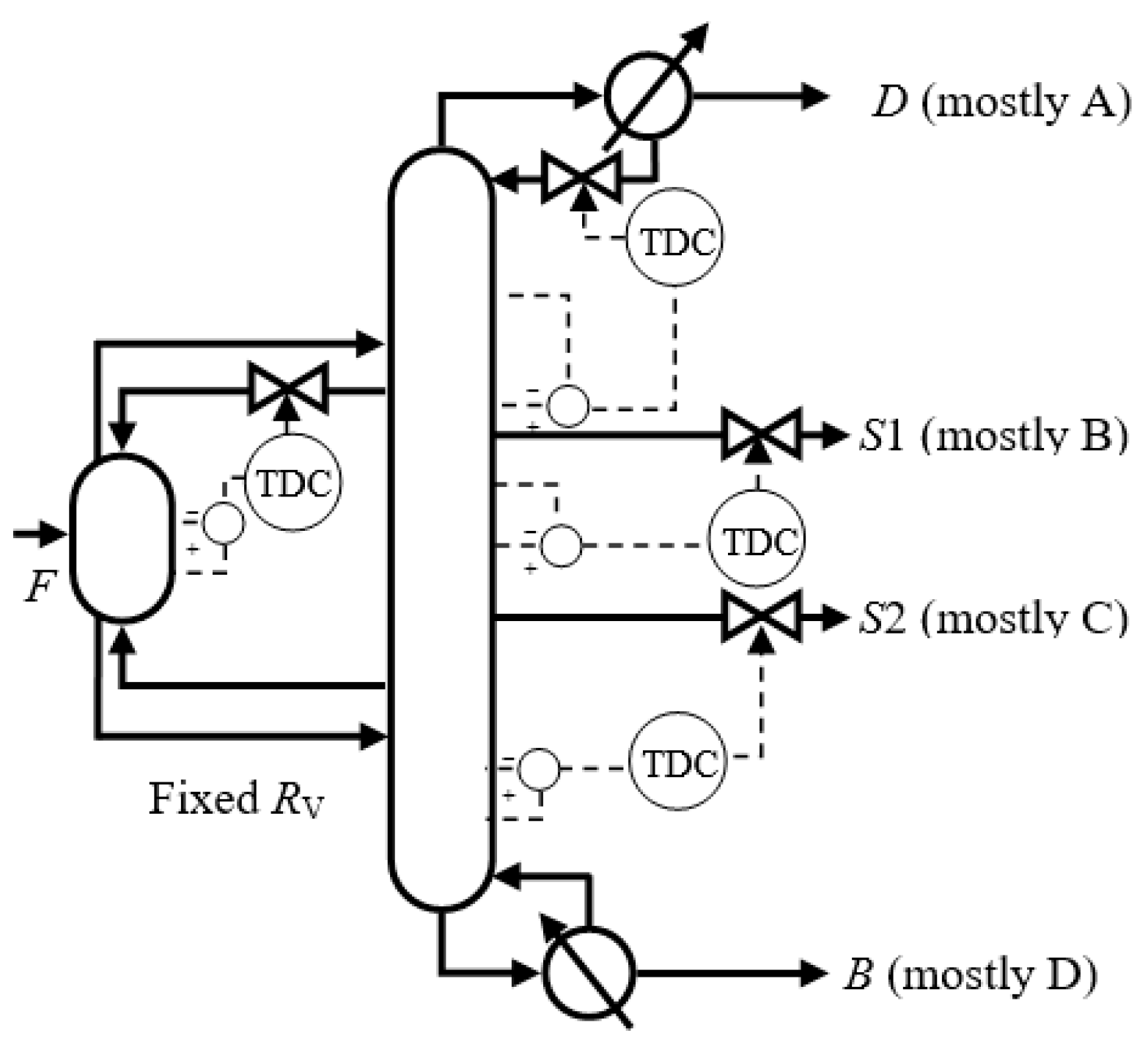
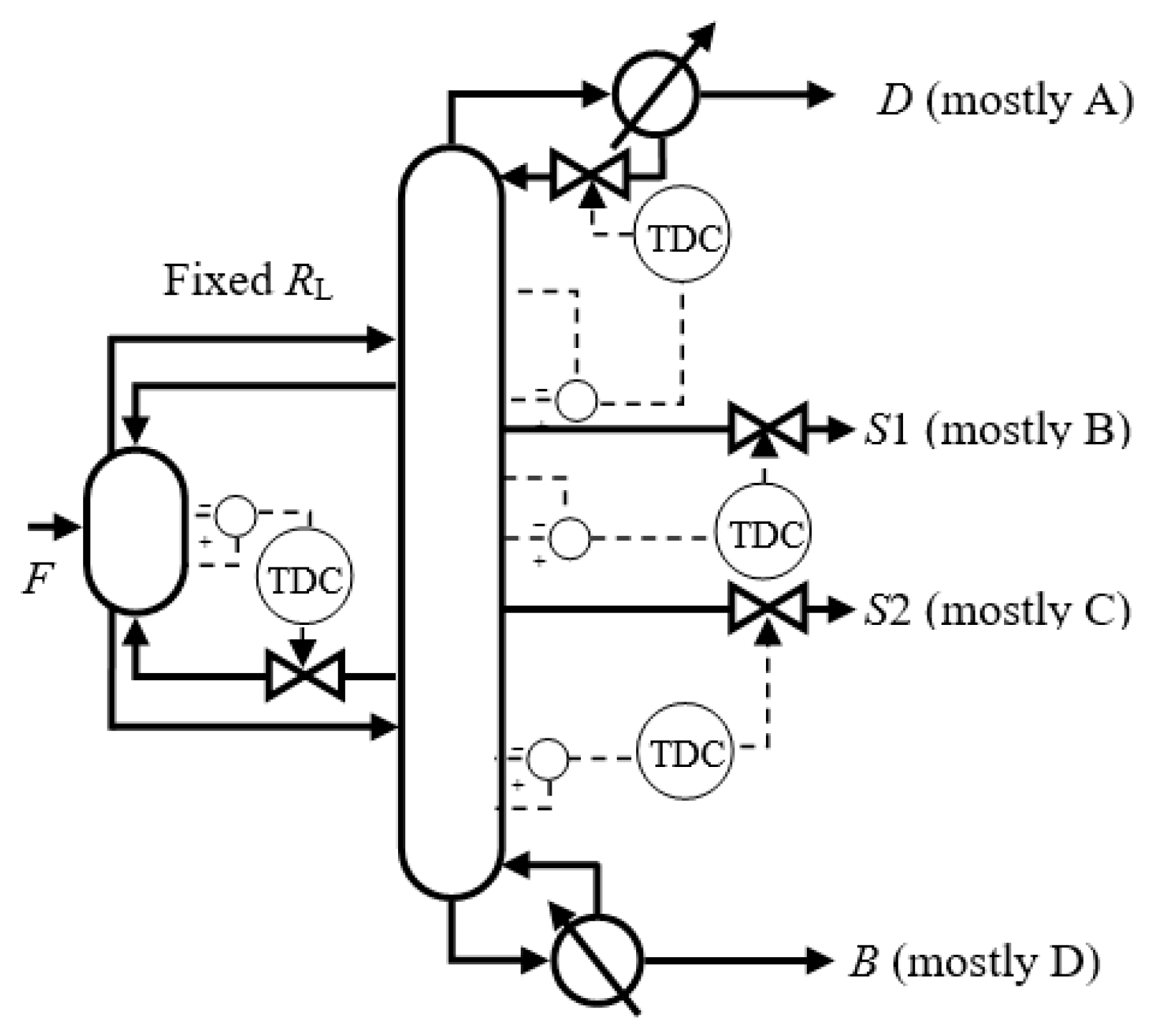
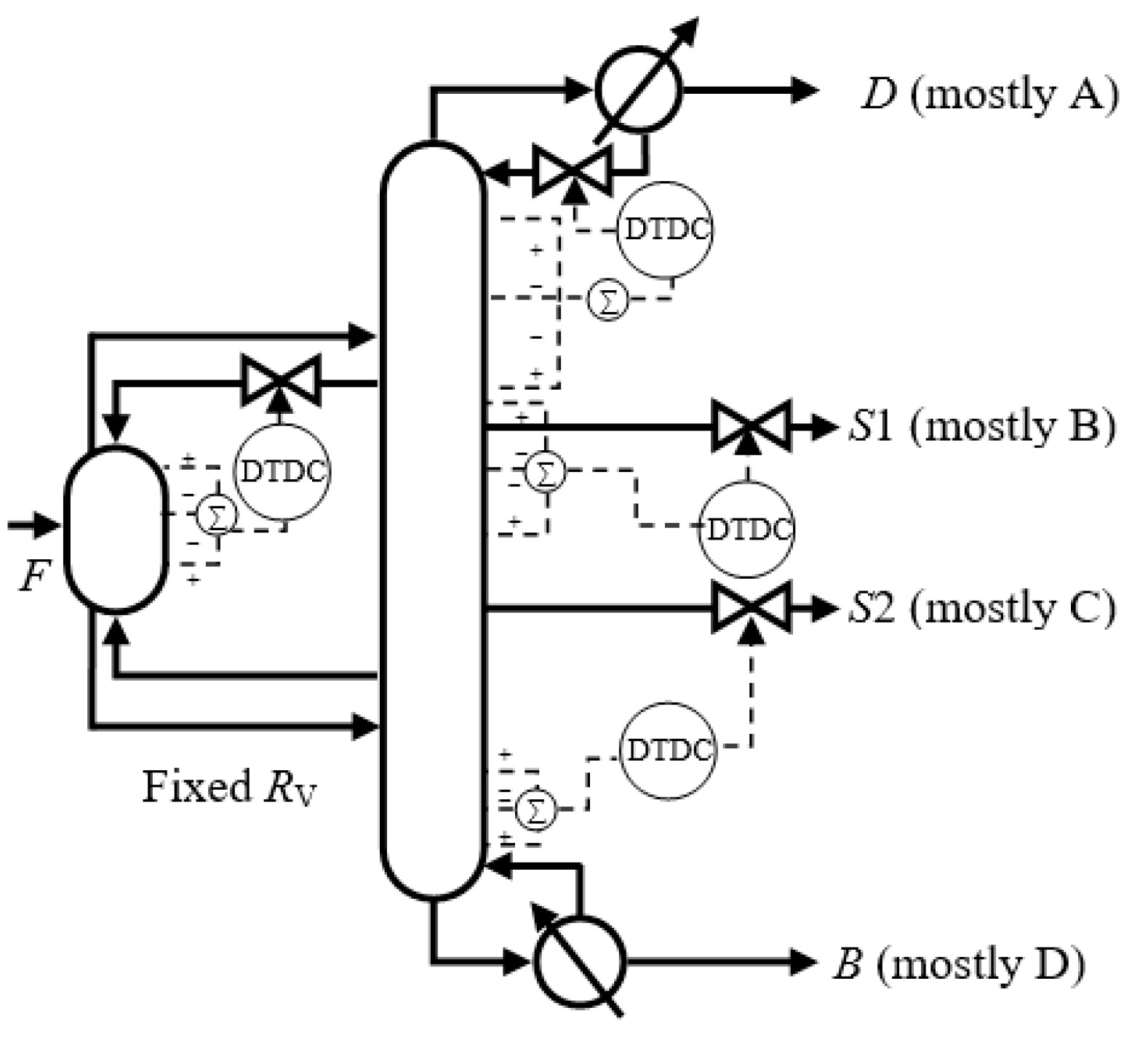
- Liquid reflux stream for the prefractionator (Lp)
- Vapor boilup stream for the prefractionator (Vp)
- Reflux stream for the main column (L)
- Reboiler duty for the main column (QR)
- Upper side product stream of the main column (S1)
- Lower side product stream of the main column (S2).
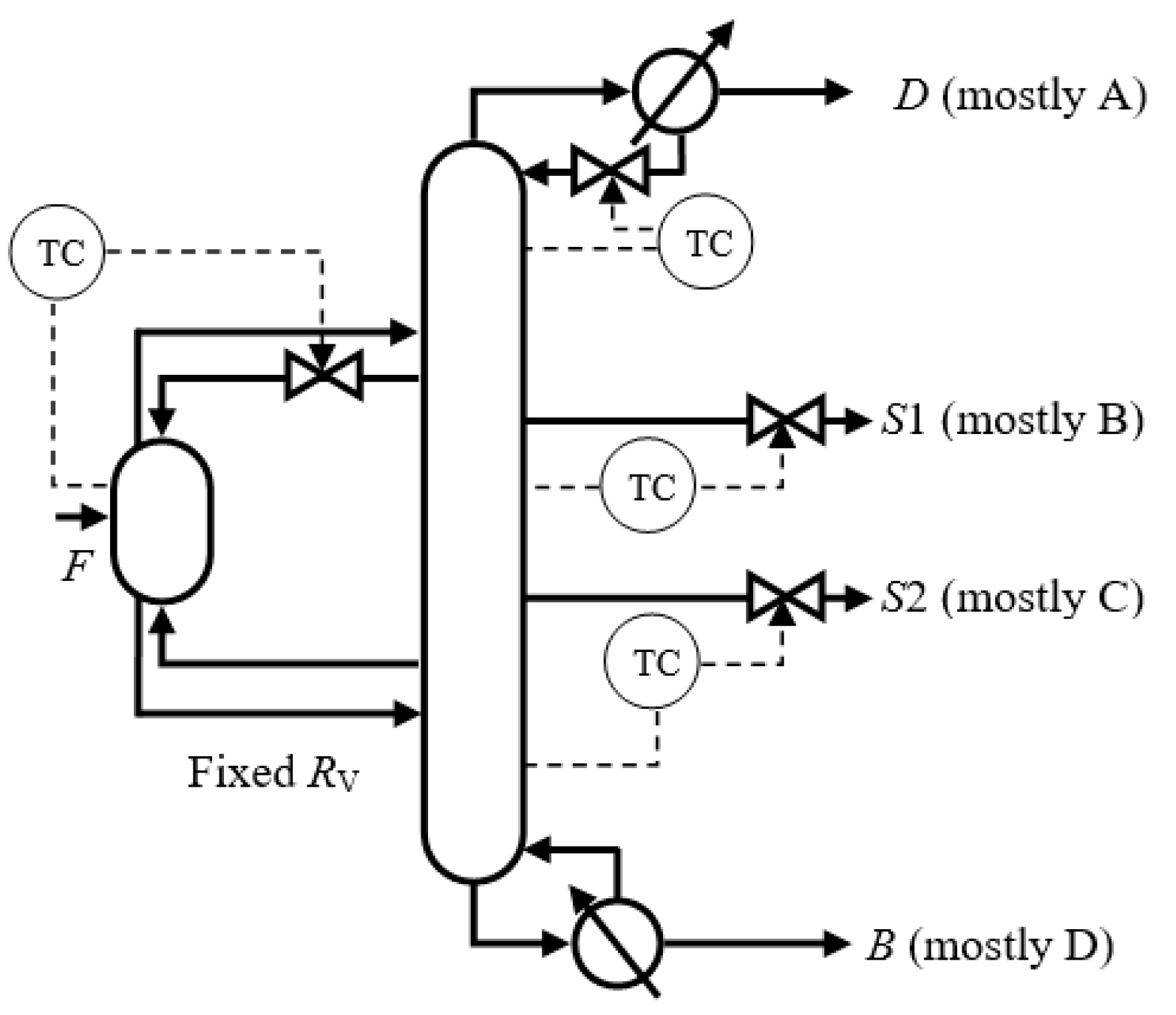
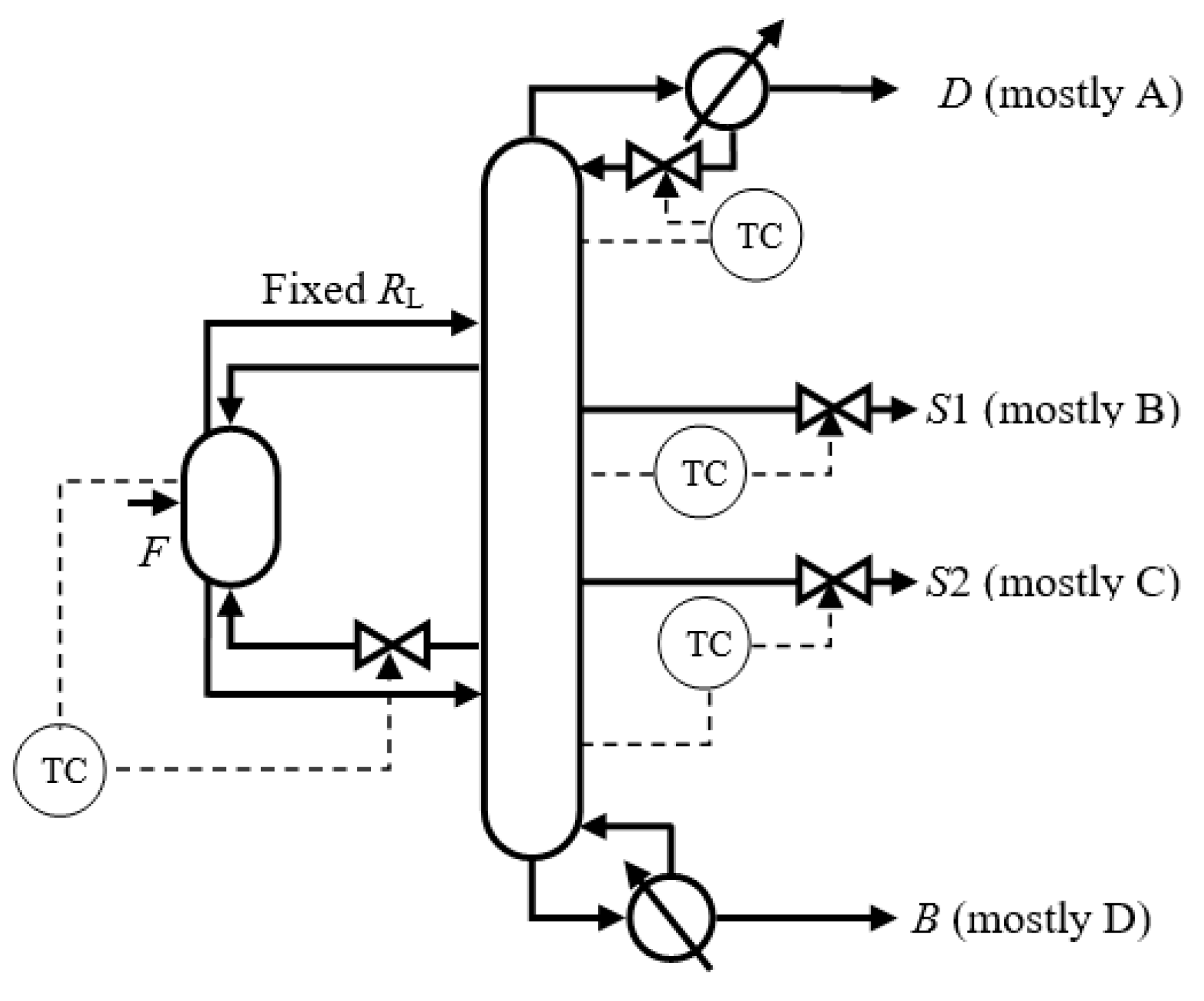
3.1. Temperature Control
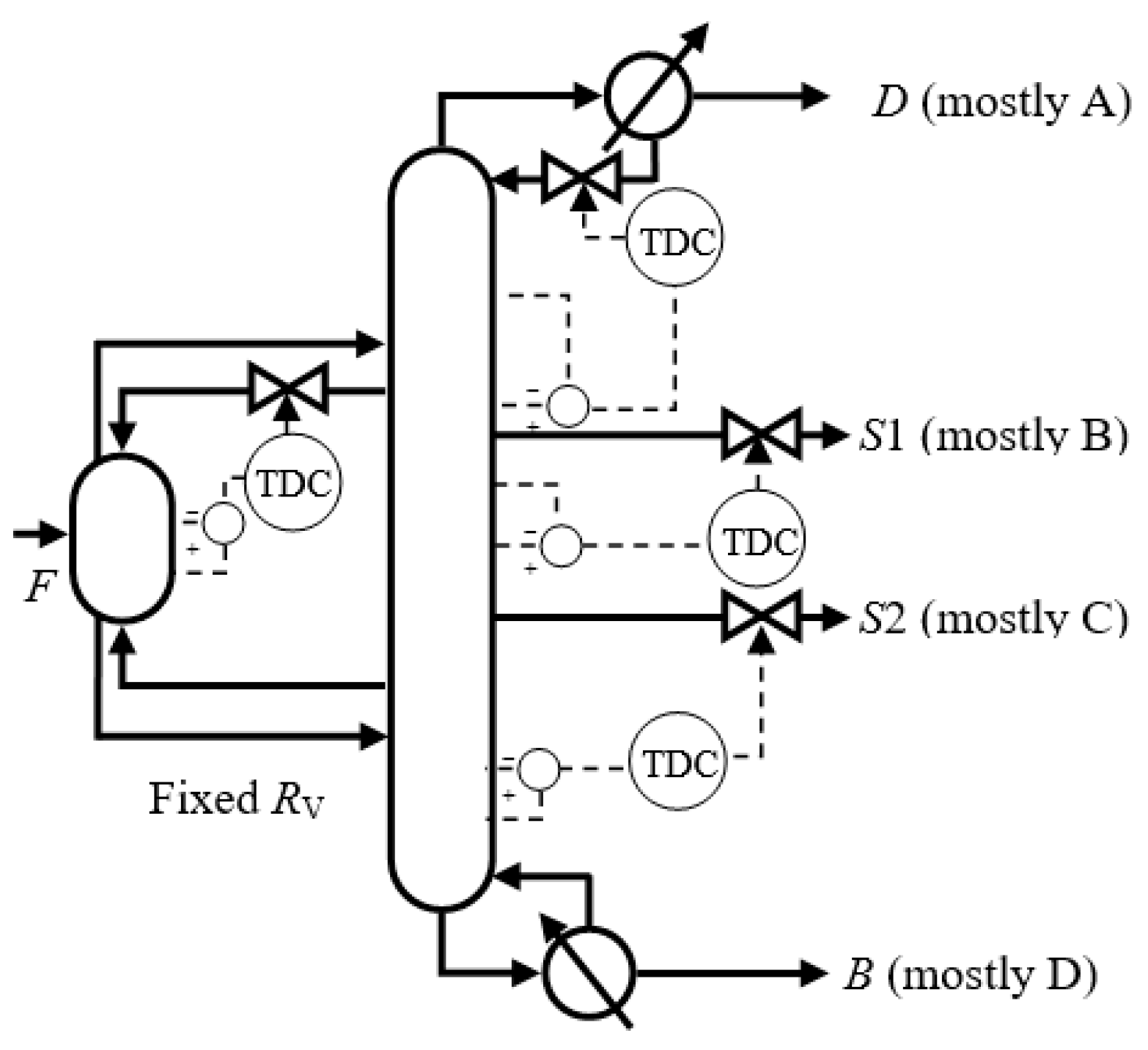
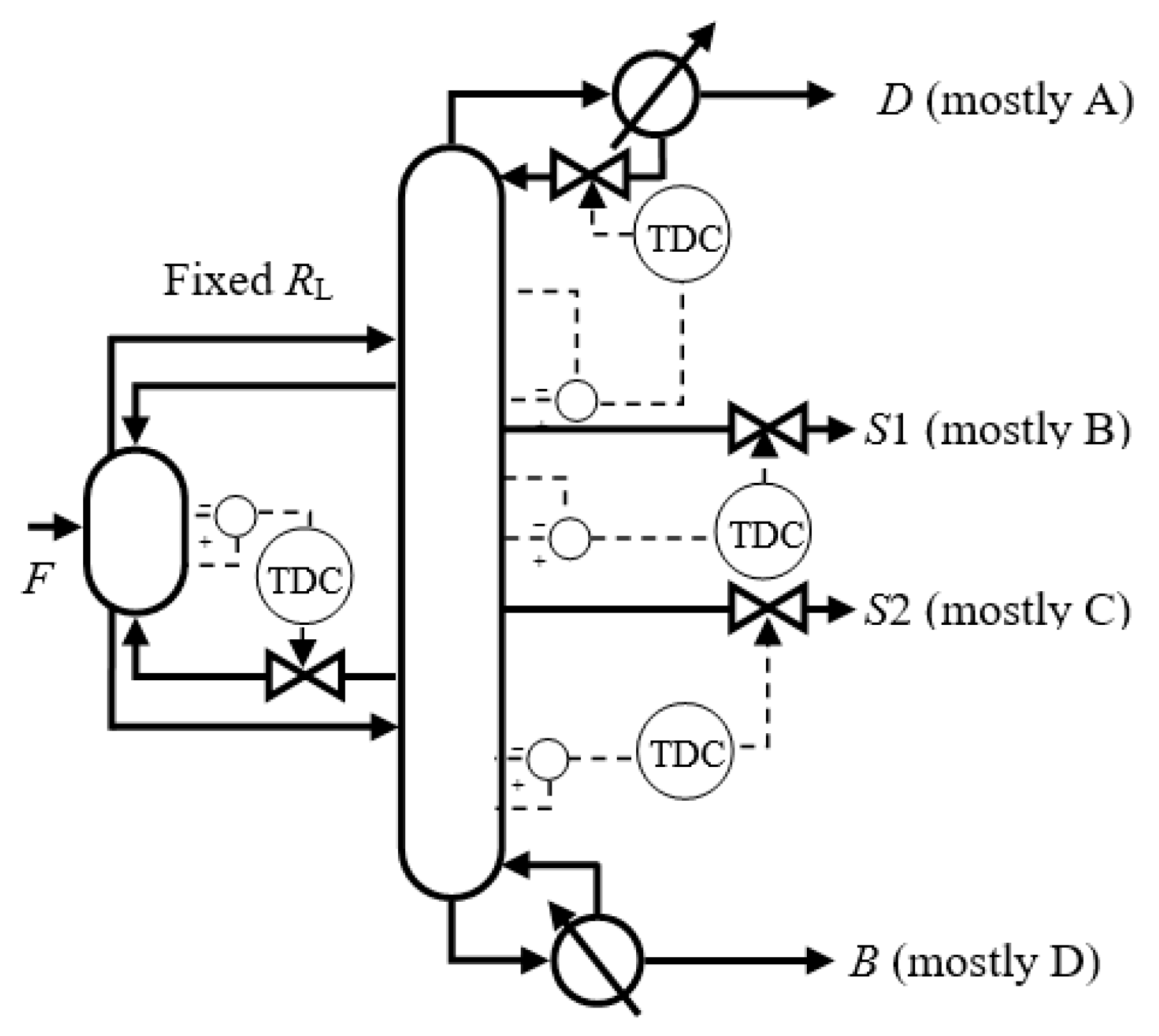
3.2. Temperature Difference Control
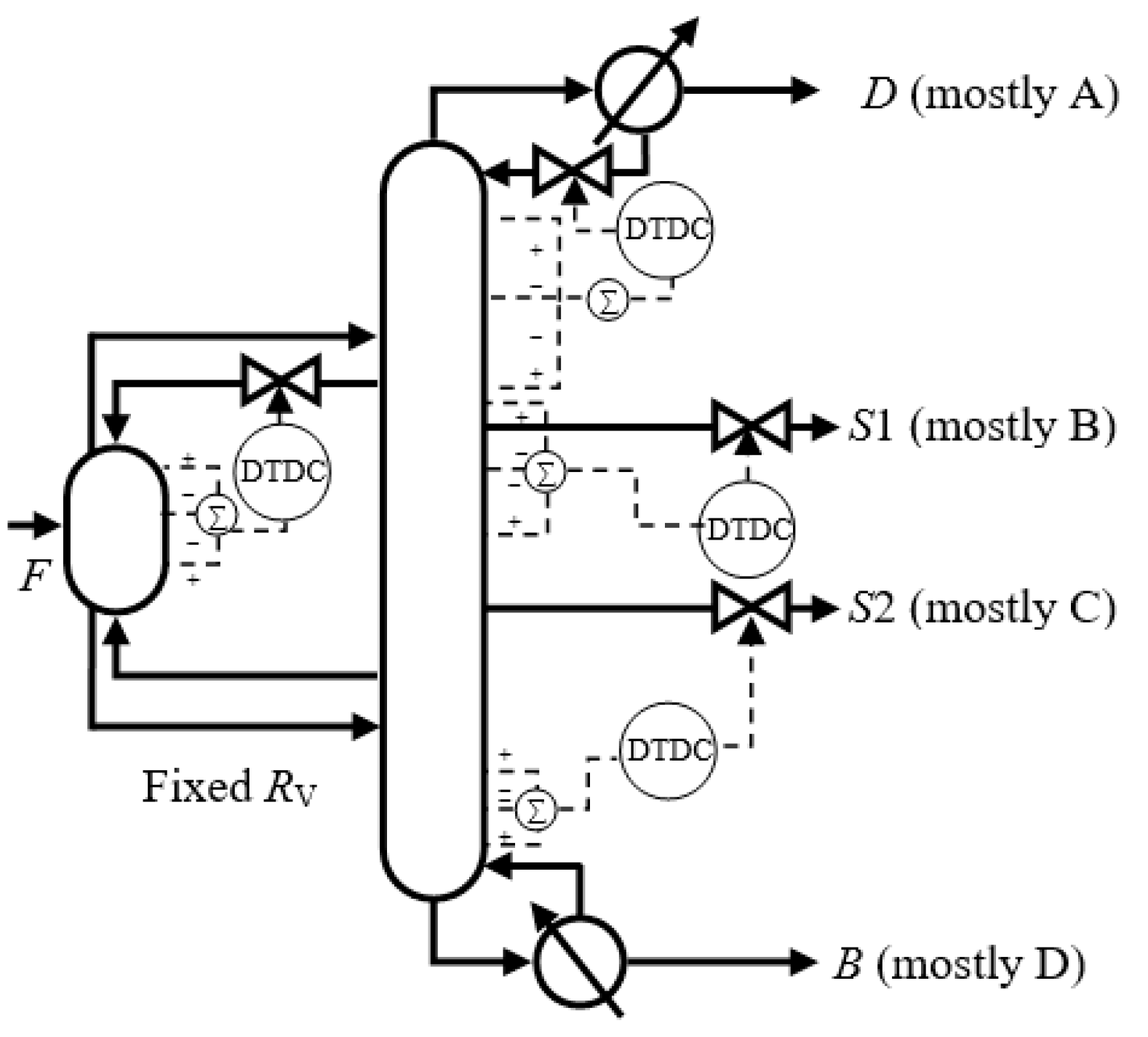
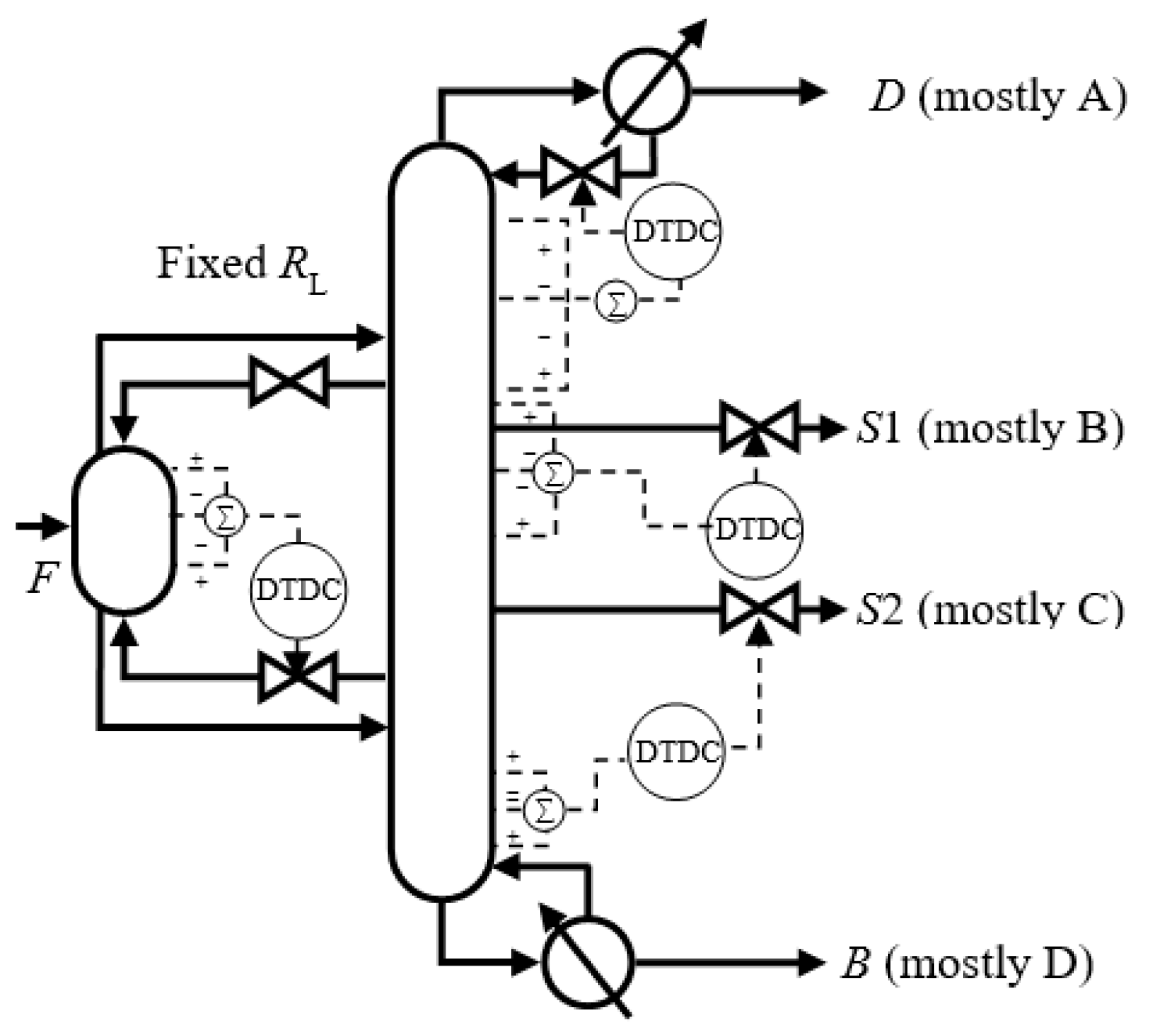
3.3. Double Temperature Difference Control
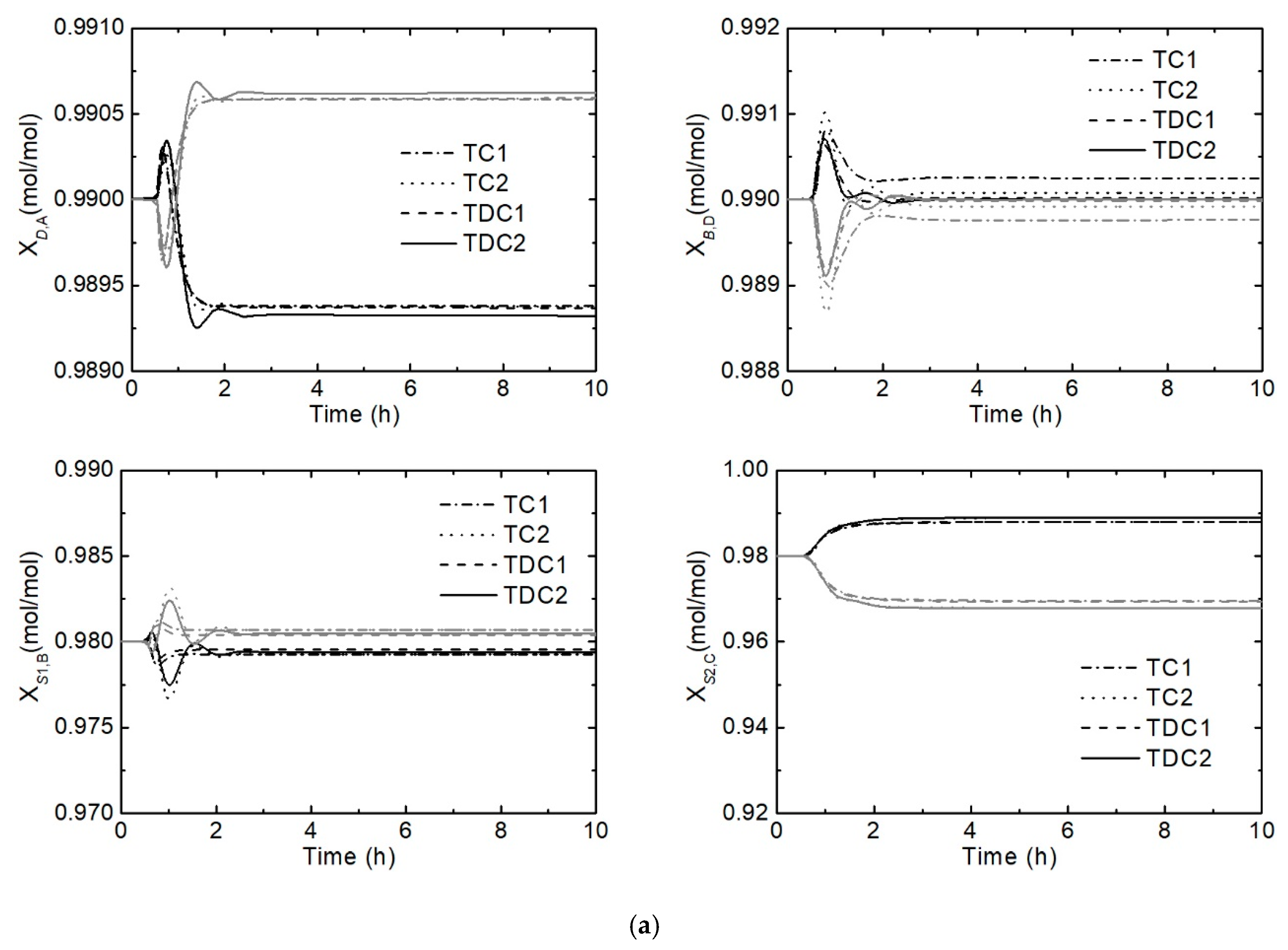
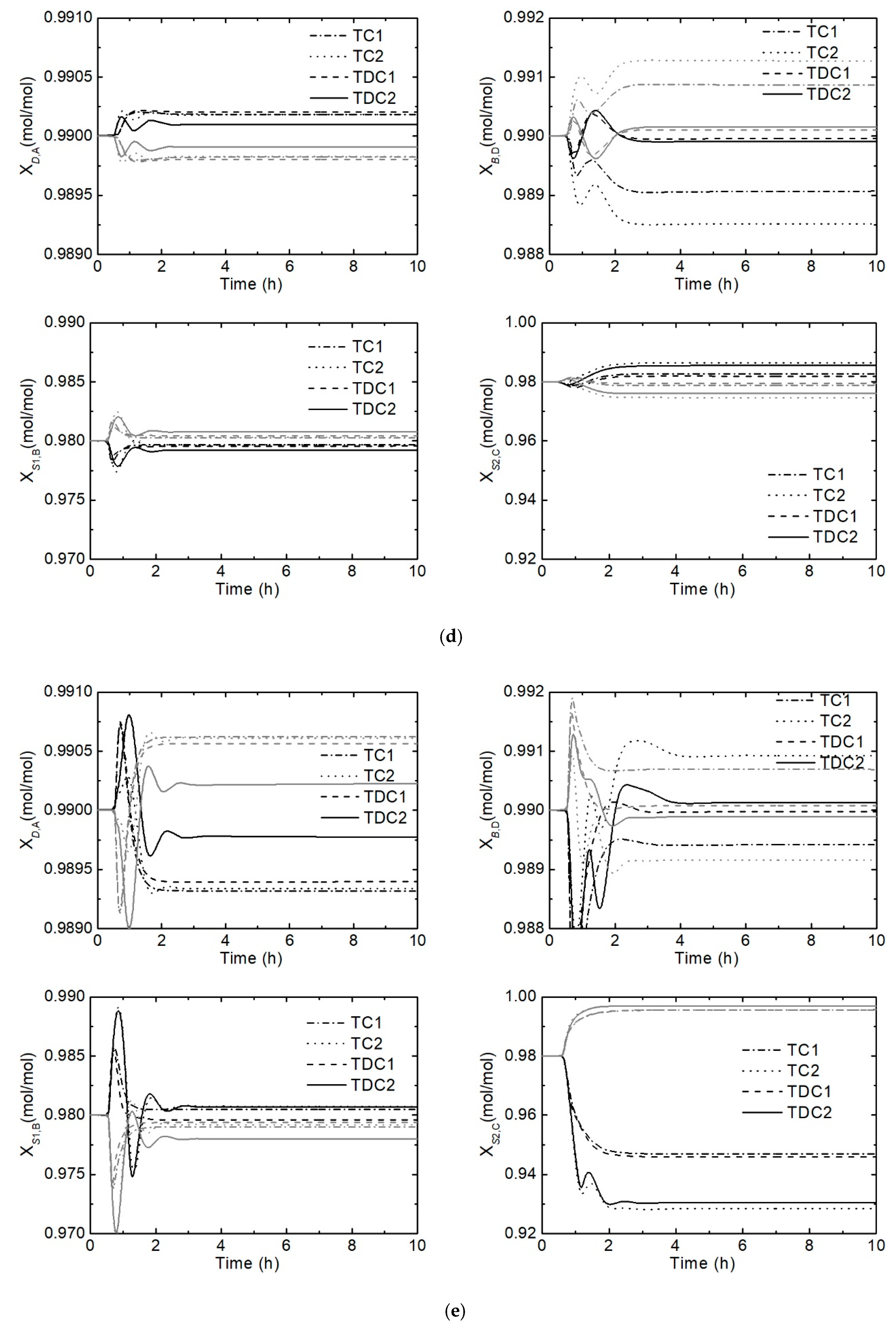
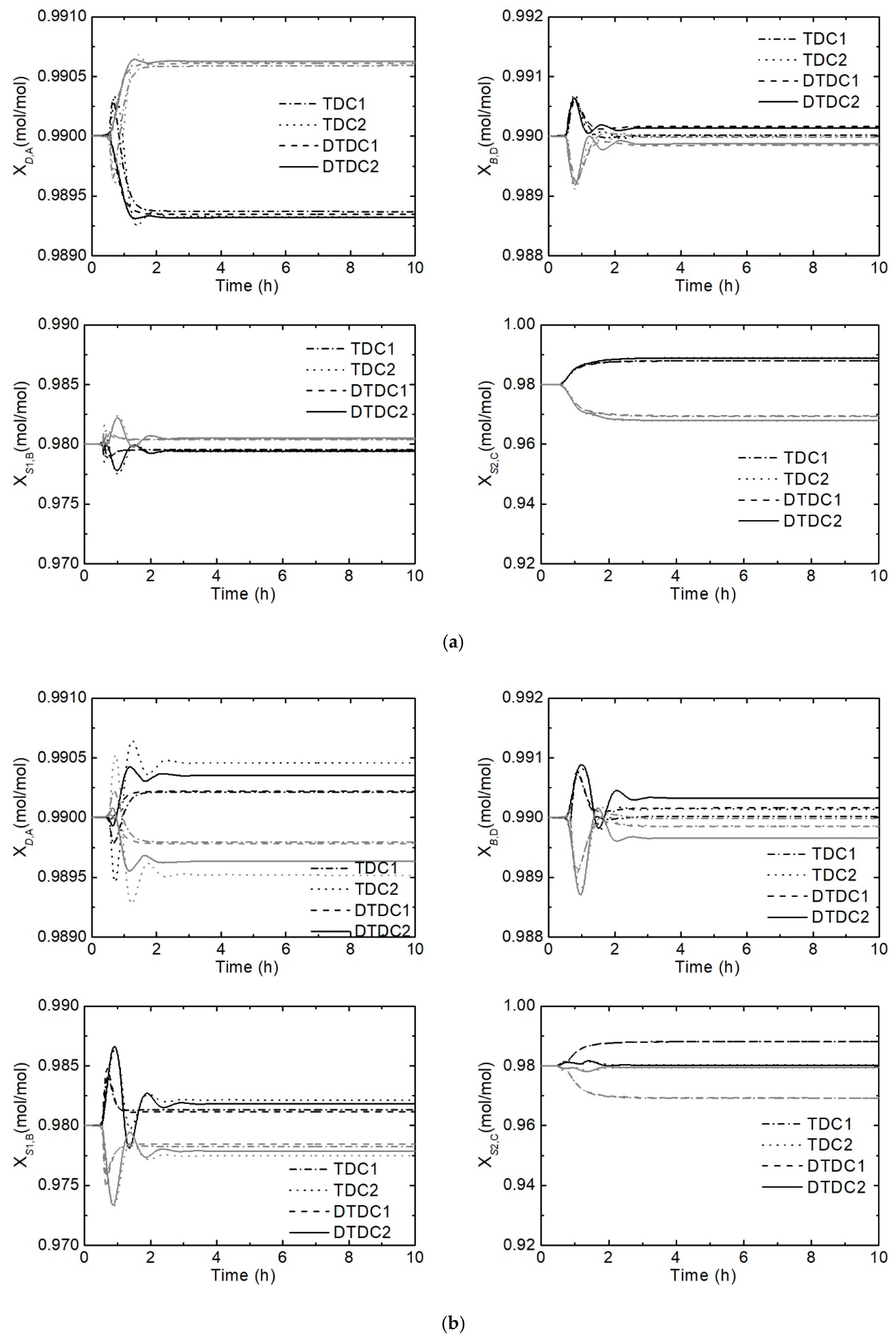
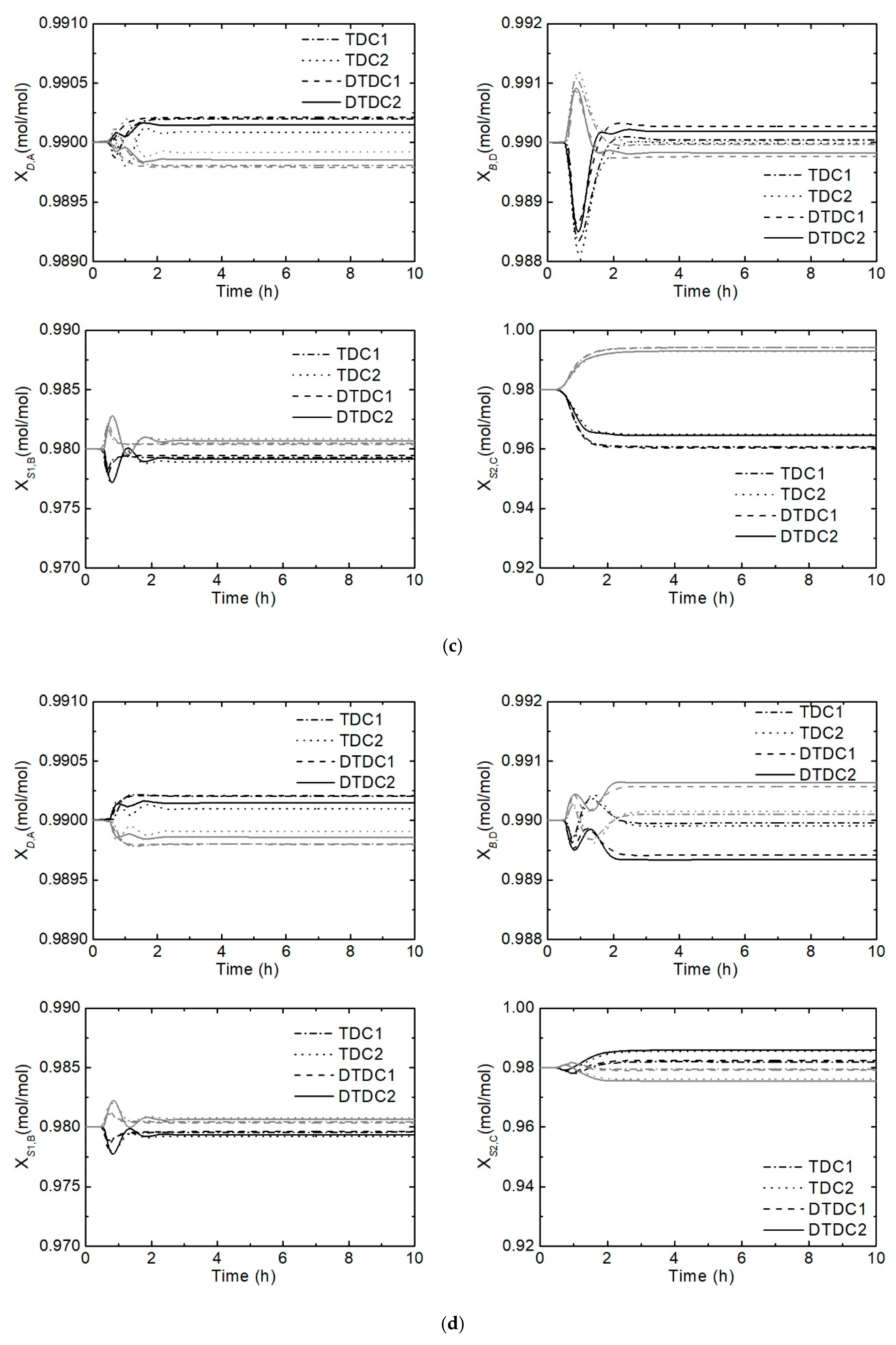
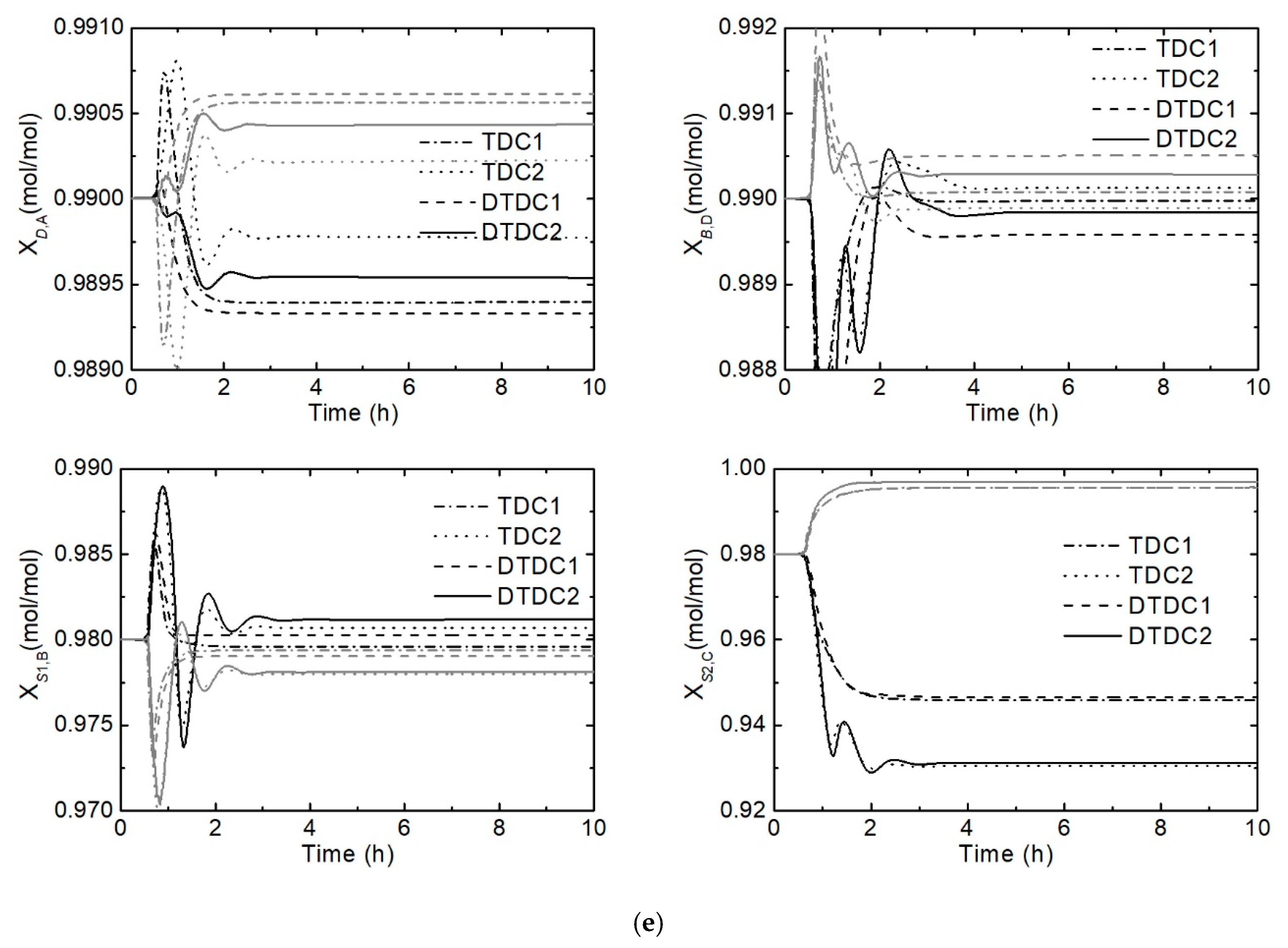
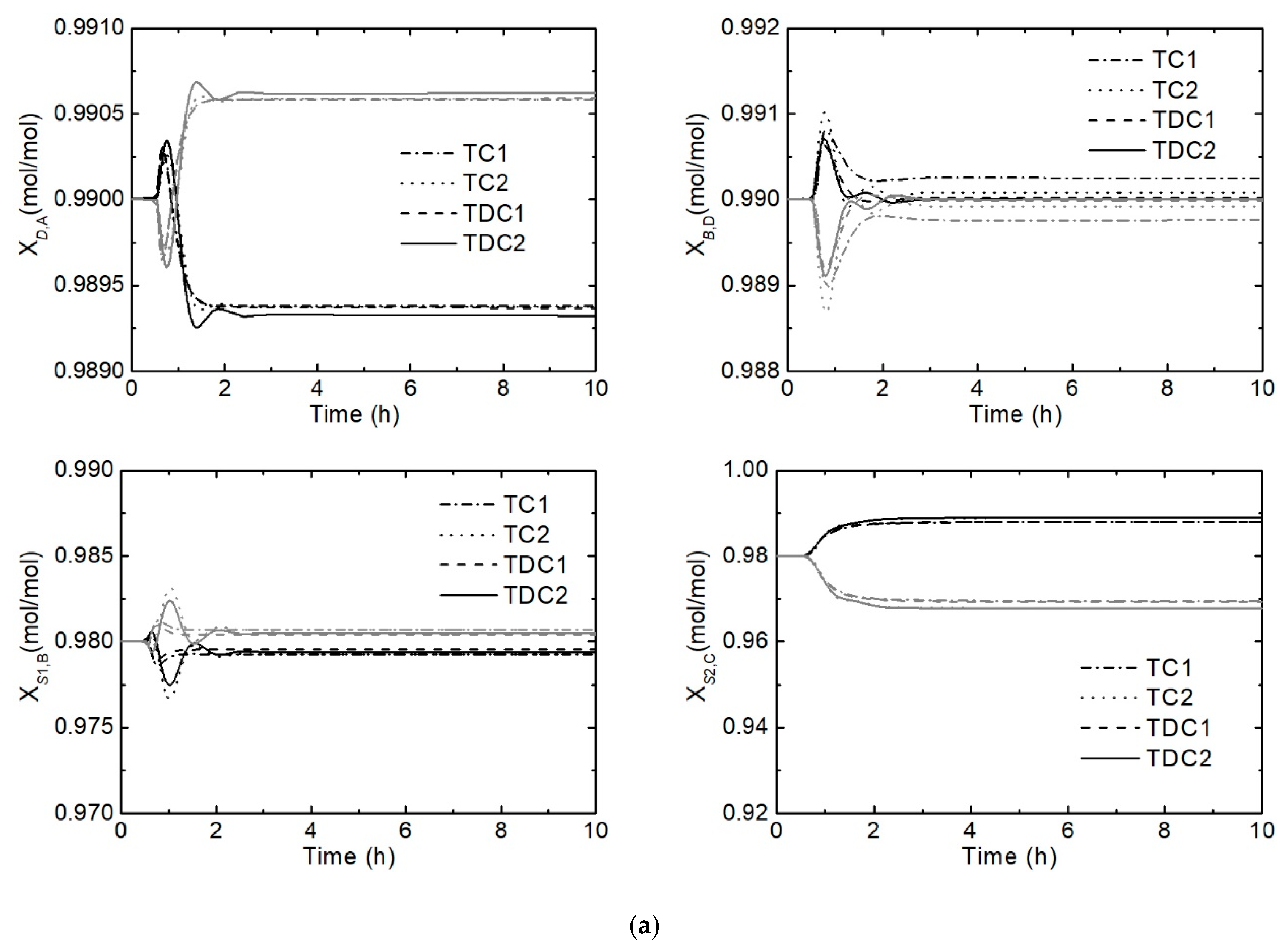
4. Results
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kiss, A.A. Distillation technology-still young and full of breakthrough opportunities. J. Chem. Technol. Biotechnol. 2014, 89, 479–498. [Google Scholar] [CrossRef]
- Dejanovic, I.; Matijasevic, L.; Olujic, Z. Dividing wall column-A breakthrough towards sustainable distilling. Chem. Eng. Process. 2010, 49, 559–580. [Google Scholar] [CrossRef]
- Yildirim, O.; Kiss, A.A.; Kenig, E.Y. Dividing wall columns in chemical process industry: A review on current activities. Sep. Purif. Technol. 2011, 80, 403–417. [Google Scholar] [CrossRef]
- Triantafyllou, C.; Smith, R. The design and optimisation of fully thermally coupled distillation columns: Process design. Chem. Eng. Res. Des. 1992, 70, 118–132. [Google Scholar]
- Dejanovic, I.; Matijasevic, L.; Halvorsen, I.J.; Skogestad, S.; Jansen, H.; Kaibel, B.; Olujic, Z. Designing four-product dividing wall columns for separation of a multicomponent aromatics mixture. Chem. Eng. Res. Des. 2011, 89, 1155–1167. [Google Scholar] [CrossRef]
- Dejanovic, I.; Halvorsen, I.J.; Skogestad, S.; Jansen, H.; Olujic, Z. Hydraulic design, technical challenges and comparison of alternative configurations of a four-product dividing wall column. Chem. Eng. Process. 2014, 84, 71–81. [Google Scholar] [CrossRef]
- Kaibel, G. Distillation columns with vertical partitions. Chem. Eng. Technol. 1987, 10, 92–98. [Google Scholar] [CrossRef]
- Ghadrdan, M.; Halvorsen, I.J.; Skogestad, S. Optimal operation of Kaibel distillation columns. Chem. Eng. Res. Des. 2011, 89, 1382–1391. [Google Scholar] [CrossRef]
- Wolff, E.A.; Skogestad, S. Operation of integrated three-product (Petlyuk) distillation columns. Ind. Eng. Chem. Res. 1995, 34, 2094–2103. [Google Scholar] [CrossRef]
- Wang, S.-J.; Wong, D.S.H. Controllability and energy efficiency of a high-purity divided wall column. Chem. Eng. Sci. 2007, 62, 1010–1025. [Google Scholar] [CrossRef]
- Ling, H.; Luyben, W.L. New control structure for divided-wall columns. Ind. Eng. Chem. Res. 2009, 48, 6034–6049. [Google Scholar] [CrossRef]
- Ling, H.; Luyben, W.L. Temperature control of the BTX divided-wall column. Ind. Eng. Chem. Res. 2010, 49, 189–203. [Google Scholar] [CrossRef]
- Dwivedi, D.; Halvorsen, I.J.; Skogestad, S. Control structure selection for three-product Petlyuk (dividing-wall) column. Chem. Eng. Process. 2013, 64, 57–67. [Google Scholar] [CrossRef]
- Dwivedi, D.; Halvorsen, I.J.; Skogestad, S. Control structure selection for four-product Petlyuk column. Chem. Eng. Process. 2013, 67, 49–59. [Google Scholar] [CrossRef]
- Fan, G.; Jiang, W.; Qian, X. Comparison of stabilizing control structures for four-product Kaibel column. Chem. Eng. Res. Des. 2016, 109, 675–685. [Google Scholar] [CrossRef]
- Qian, X.; Jia, S.; Skogestad, S.; Yuan, X. Control structure selection for four-product Kaibel column. Comput. Chem. Eng. 2016, 93, 372–381. [Google Scholar] [CrossRef]
- Jia, S.; Qian, X.; Yuan, X. Optimal design for dividing wall column using support vector machine and particle swarm optimization. Chem. Eng. Res. Des. 2017, 125, 422–432. [Google Scholar] [CrossRef]
- Jia, S.; Qian, X.; Yuan, X.; Skogestad, S. Control structure comparison for three-product Petlyuk column. Chin. J. Chem. Eng. 2018, 26, 1621–1630. [Google Scholar] [CrossRef]
- Kiss, A.A.; Ignat, R.M. Innovative single step bioethanol dehydration in an extractive dividing-wall column. Sep. Purif. Technol. 2012, 98, 290–297. [Google Scholar] [CrossRef]
- Kiss, A.A.; Suszwalak, D. Enhanced bioethanol dehydration by extractive and azeotropic distillation in dividing-wall columns. Sep. Purif. Technol. 2012, 86, 70–78. [Google Scholar] [CrossRef]
- Le, Q.-K.; Halvorsen, I.J.; Pajalic, O.; Skogestad, S. Dividing wall columns for heterogeneous azeotropic distillation. Chem. Eng. Res. Des. 2015, 99, 111–119. [Google Scholar] [CrossRef]
- Luyben, W.L. Improved plantwide control structure for extractive divided-wall columns with vapor recompression. Chem. Eng. Res. Des. 2017, 123, 152–164. [Google Scholar] [CrossRef]
- Staak, D.; Grutzner, T. Process integration by application of an extractive dividing-wall column: An industrial case study. Chem. Eng. Res. Des. 2017, 123, 120–129. [Google Scholar] [CrossRef]
- Delgado-Delgado, R.; Hernandez, S.; Barroso-Munoz, F.O.; Segovia-Hernandez, J.G.; Castro-Montoya, A.J. From simulation studies to experimental tests in a reactive dividing wall distillation column. Chem. Eng. Res. Des. 2012, 90, 855–862. [Google Scholar] [CrossRef]
- Feng, S.; Ye, Q.; Xia, H.; Li, R.; Suo, X. Integrating a vapor recompression heat pump into a lower partitioned reactive dividing-wall column for better energy-saving performance. Chem. Eng. Res. Des. 2017, 125, 204–213. [Google Scholar] [CrossRef]
- Kiss, A.A.; Suszwalak, D. Innovative dimethyl ether synthesis in a reactive dividing-wall column. Comput. Chem. Eng. 2012, 38, 74–81. [Google Scholar] [CrossRef]
- Skogestad, S. The Dos and Don’ts of Distillation Column Control. Chem. Eng. Res. Des. 2007, 85, 13–23. [Google Scholar] [CrossRef]
- Luyben, W.L. Distillation Design and Control Using Aspen Simulation; John Wiley & Sons: New York, NY, USA, 2013. [Google Scholar]
- Luyben, W.L.; Chien, I.L. Design and Control of Distillation Systems for Separating Azeotropes; John Wiley & Sons: New York, NY, USA, 2011. [Google Scholar]
- Dwivedi, D.; Strandberg, J.P.; Halvorsen, I.J.; Skogestad, S. Steady state and dynamic operation of four-product dividing-wall (Kaibel) Columns: Experimental verification. Ind. Eng. Chem. Res. 2012, 51, 15696–15709. [Google Scholar] [CrossRef]
- Dwivedi, D.; Strandberg, J.P.; Halvorsen, I.J.; Preisig, H.A.; Skogestad, S. Active vapor split control for dividing-wall columns. Ind. Eng. Chem. Res. 2012, 51, 15176–15183. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Loop | CV | MV | Gain | Integral Time (min) |
|---|---|---|---|---|
| TCP | TP,7 | Lp | 0.378 | 17.16 |
| TCM1 | TM,6 | L | 0.316 | 9.24 |
| TCM2 | TM,28 | S1 | 4.846 | 13.20 |
| TCM3 | TM,53 | S2 | 4.915 | 19.80 |
| Loop | CV | MV | Gain | Integral Time (min) |
|---|---|---|---|---|
| TCP | TP,7 | Vp | 0.817 | 10.56 |
| TCM1 | TM,6 | L | 0.317 | 10.56 |
| TCM2 | TM,28 | S1 | 3.293 | 17.16 |
| TCM3 | TM,53 | S2 | 4.541 | 19.80 |
| Loop | CV | MV | Gain | Integral Time (min) |
|---|---|---|---|---|
| TDCP | TP,19 − TP,7 | Lp | 0.339 | 14.52 |
| TDCM1 | TM,21 − TM,6 | L | 0.207 | 9.24 |
| TDCM2 | TM,35 − TM,28 | S1 | 3.902 | 10.56 |
| TDCM3 | TM,53 − TM,48 | S2 | 2.416 | 15.84 |
| Loop | CV | MV | Gain | Integral Time (min) |
|---|---|---|---|---|
| TDCP | TP,19 − TP,7 | Vp | 0.648 | 11.88 |
| TDCM1 | TM,21 − TM,6 | L | 0.182 | 9.24 |
| TDCM2 | TM,35 − TM,28 | S1 | 3.367 | 11.88 |
| TDCM3 | TM,53 − TM,48 | S2 | 2.473 | 19.80 |
| Loop | CV | MV | Gain | Integral Time (min) |
|---|---|---|---|---|
| DTDCP | (TP,19 − TP,7) − (TP,7 − TP,2) | Lp | 0.073 | 14.52 |
| DTDCM1 | (TM,21 − TM,6) − (TM,6 − TM,2) | L | 0.040 | 9.24 |
| DTDCM2 | (TM,35 − TM,28) − (TM,28 − TM,22) | S1 | 0.396 | 11.88 |
| DTDCM3 | (TM,60 − TM,53) − (TM,53 − TM,48) | S2 | 0.221 | 14.52 |
| Loop | CV | MV | Gain | Integral Time (min) |
|---|---|---|---|---|
| DTDCP | (TP,19 − TP,7) − (TP,7 − TP,2) | Vp | 0.109 | 10.56 |
| DTDCM1 | (TM,21 − TM,6) − (TM,6 − TM,2) | L | 0.040 | 9.24 |
| DTDCM2 | (TM,35 − TM,28) − (TM,28 − TM,22) | S1 | 0.375 | 10.56 |
| DTDCM3 | (TM,60 − TM,53) − (TM,53 − TM,48) | S2 | 0.228 | 14.52 |
| Disturbance | Product | TC1 (%) | TC2 (%) | TDC1 (%) | TDC2 (%) | DTDC1 (%) | DTDC2 (%) |
|---|---|---|---|---|---|---|---|
| +10% A | A | −0.062 | −0.062 | −0.063 | −0.068 | −0.065 | −0.068 |
| B | −0.073 | −0.073 | −0.047 | −0.061 | −0.048 | −0.058 | |
| C | 0.794 | 0.892 | 0.805 | 0.895 | 0.796 | 0.887 | |
| D | 0.025 | 0.008 | 0.002 | 0.001 | 0.016 | 0.014 | |
| −10% A | A | 0.059 | 0.059 | 0.059 | 0.062 | 0.061 | 0.063 |
| B | 0.069 | 0.071 | 0.038 | 0.049 | 0.043 | 0.051 | |
| C | −1.045 | −1.210 | −1.071 | −1.221 | −1.050 | −1.201 | |
| D | −0.024 | −0.008 | −0.001 | 0.000 | −0.015 | −0.013 | |
| +10% B | A | 0.021 | 0.022 | 0.021 | 0.046 | 0.022 | 0.035 |
| B | 0.113 | 0.130 | 0.135 | 0.215 | 0.116 | 0.183 | |
| C | 0.807 | −0.086 | 0.816 | 0.034 | 0.810 | 0.018 | |
| D | 0.023 | 0.122 | 0.002 | 0.014 | 0.016 | 0.033 | |
| −10% B | A | −0.022 | −0.023 | −0.020 | −0.049 | −0.022 | −0.037 |
| B | −0.147 | −0.138 | −0.175 | −0.254 | −0.154 | −0.212 | |
| C | −1.065 | 0.058 | −1.089 | −0.061 | −1.073 | −0.043 | |
| D | −0.019 | −0.146 | −0.001 | −0.014 | −0.014 | −0.034 | |
| +10% C | A | 0.021 | 0.020 | 0.020 | 0.009 | 0.021 | 0.015 |
| B | −0.029 | −0.030 | −0.070 | −0.106 | −0.054 | −0.082 | |
| C | −1.990 | −1.507 | −1.924 | −1.509 | −1.959 | −1.540 | |
| D | 0.046 | −0.003 | 0.004 | −0.001 | 0.027 | 0.019 | |
| −10% C | A | −0.021 | -0.021 | −0.019 | −0.008 | −0.021 | −0.015 |
| B | 0.024 | 0.029 | 0.047 | 0.088 | 0.040 | 0.071 | |
| C | 1.427 | 1.296 | 1.418 | 1.293 | 1.422 | 1.301 | |
| D | −0.040 | 0.007 | −0.003 | 0.002 | −0.024 | −0.018 | |
| +10% D | A | 0.018 | 0.018 | 0.021 | 0.010 | 0.021 | 0.015 |
| B | −0.033 | −0.034 | −0.043 | −0.079 | −0.038 | −0.065 | |
| C | 0.268 | 0.648 | 0.193 | 0.552 | 0.241 | 0.595 | |
| D | −0.093 | −0.148 | −0.004 | −0.009 | −0.058 | −0.066 | |
| −10% D | A | −0.018 | −0.017 | −0.020 | −0.009 | −0.020 | −0.014 |
| B | 0.028 | 0.032 | 0.045 | 0.079 | 0.037 | 0.064 | |
| C | −0.116 | −0.531 | −0.044 | −0.393 | −0.087 | −0.448 | |
| D | 0.087 | 0.127 | 0.011 | 0.015 | 0.057 | 0.064 | |
| +10% F | A | −0.068 | −0.066 | −0.060 | −0.023 | −0.067 | −0.046 |
| B | 0.047 | 0.075 | −0.039 | 0.071 | 0.026 | 0.118 | |
| C | −3.319 | −5.154 | −3.419 | −4.949 | −3.349 | −4.884 | |
| D | −0.058 | 0.093 | −0.003 | 0.013 | −0.042 | −0.016 |
| Disturbance | Product | TC1 (%) | TC2 (%) | TDC1 (%) | TDC2 (%) | DTDC1 (%) | DTDC2 (%) |
|---|---|---|---|---|---|---|---|
| +10% A | A | −0.062 | −0.064 | −0.063 | −0.075 | −0.065 | −0.069 |
| B | −0.138 | −0.333 | −0.119 | −0.251 | −0.167 | −0.218 | |
| C | 0.794 | 0.892 | 0.805 | 0.895 | 0.796 | 0.887 | |
| D | 0.081 | 0.102 | 0.065 | 0.071 | 0.061 | 0.064 | |
| −10% A | A | 0.059 | 0.061 | 0.059 | 0.069 | 0.061 | 0.064 |
| B | 0.123 | 0.314 | 0.103 | 0.241 | 0.176 | 0.223 | |
| C | −1.045 | −1.210 | −1.071 | −1.221 | −1.050 | −1.201 | |
| D | −0.102 | −0.131 | −0.081 | −0.089 | −0.077 | −0.082 | |
| +10% B | A | −0.022 | −0.057 | −0.022 | 0.064 | 0.022 | 0.043 |
| B | 0.477 | 0.730 | 0.409 | 0.634 | 0.480 | 0.662 | |
| C | 0.807 | −0.187 | 0.816 | 0.143 | 0.810 | 0.168 | |
| D | 0.091 | 0.206 | 0.073 | 0.081 | 0.079 | 0.089 | |
| −10% B | A | −0.022 | 0.055 | 0.022 | −0.072 | −0.022 | −0.045 |
| B | −0.507 | −0.761 | −0.417 | −0.672 | −0.519 | −0.664 | |
| C | −1.065 | 0.158 | −1.089 | −0.164 | −1.073 | −0.191 | |
| D | −0.109 | −0.293 | −0.088 | −0.119 | −0.095 | −0.129 | |
| +10% C | A | 0.021 | 0.021 | 0.020 | −0.020 | 0.021 | 0.017 |
| B | −0.190 | −0.296 | −0.192 | −0.290 | −0.221 | −0.280 | |
| C | −1.990 | −1.507 | −1.924 | −1.509 | −1.959 | −1.540 | |
| D | −0.161 | −0.252 | −0.165 | −0.189 | −0.138 | −0.150 | |
| −10% C | A | −0.021 | −0.021 | −0.019 | 0.020 | −0.021 | −0.016 |
| B | 0.186 | 0.280 | 0.189 | 0.277 | 0.214 | 0.280 | |
| C | 1.427 | 1.296 | 1.418 | 1.293 | 1.422 | 1.301 | |
| D | 0.098 | 0.153 | 0.108 | 0.119 | 0.089 | 0.091 | |
| +10% D | A | 0.021 | 0.021 | 0.022 | 0.016 | 0.021 | 0.017 |
| B | −0.184 | −0.261 | −0.123 | −0.214 | −0.180 | −0.228 | |
| C | 0.272 | 0.648 | 0.196 | 0.552 | 0.244 | 0.595 | |
| D | −0.095 | −0.150 | 0.037 | 0.043 | −0.059 | −0.066 | |
| −10% D | A | −0.020 | −0.022 | −0.021 | −0.017 | −0.020 | −0.016 |
| B | 0.176 | 0.250 | 0.121 | 0.205 | 0.172 | 0.222 | |
| C | −0.122 | −0.531 | 0.172 | −0.393 | 0.149 | −0.448 | |
| D | 0.088 | 0.128 | −0.033 | −0.038 | 0.057 | 0.065 | |
| +10% F | A | 0.073 | −0.070 | 0.076 | 0.081 | −0.067 | −0.053 |
| B | 0.573 | 0.912 | 0.562 | 0.881 | 0.639 | 0.899 | |
| C | −3.319 | −5.187 | −3.419 | −5.014 | −3.349 | −5.109 | |
| D | −0.410 | −0.218 | −0.349 | −0.252 | −0.576 | −0.371 |
| Disturbance | Product | TC1 | TC2 | TDC1 | TDC2 | DTDC1 | DTDC2 |
|---|---|---|---|---|---|---|---|
| +10% A | A | 1.26 | 1.24 | 1.28 | 1.19 | 1.07 | 1.06 |
| B | 1.08 | 2.21 | 1.06 | 2.23 | 1.00 | 2.18 | |
| C | 3.36 | 3.11 | 3.34 | 3.04 | 3.39 | 3.09 | |
| D | 1.33 | 1.41 | 1.25 | 1.13 | 1.16 | 1.00 | |
| −10% A | A | 1.24 | 1.24 | 1.24 | 1.18 | 1.04 | 1.04 |
| B | 1.09 | 2.21 | 1.09 | 2.24 | 1.01 | 2.21 | |
| C | 3.83 | 3.05 | 3.70 | 3.06 | 3.69 | 2.97 | |
| D | 1.43 | 1.44 | 1.32 | 1.76 | 1.24 | 1.62 | |
| +10% B | A | 1.13 | 1.30 | 1.12 | 1.75 | 0.91 | 0.93 |
| B | 1.27 | 2.57 | 1.06 | 2.63 | 1.11 | 2.65 | |
| C | 3.24 | 2.06 | 3.19 | 1.98 | 3.16 | 2.63 | |
| D | 1.40 | 1.98 | 1.31 | 1.90 | 1.21 | 2.17 | |
| −10% B | A | 1.17 | 1.33 | 1.12 | 1.81 | 0.91 | 0.94 |
| B | 1.40 | 2.15 | 1.12 | 2.50 | 1.24 | 2.53 | |
| C | 3.34 | 2.07 | 3.32 | 2.05 | 3.29 | 1.81 | |
| D | 1.52 | 2.03 | 1.38 | 1.97 | 1.28 | 1.82 | |
| +10% C | A | 1.12 | 1.31 | 1.12 | 1.32 | 0.86 | 1.03 |
| B | 1.34 | 1.98 | 0.86 | 1.97 | 1.05 | 2.00 | |
| C | 3.09 | 2.70 | 2.99 | 2.77 | 2.92 | 2.60 | |
| D | 1.99 | 2.03 | 1.84 | 2.12 | 1.71 | 1.49 | |
| −10% C | A | 1.14 | 1.36 | 1.12 | 1.33 | 0.88 | 1.09 |
| B | 1.30 | 2.03 | 0.93 | 1.98 | 1.05 | 2.40 | |
| C | 3.01 | 3.24 | 3.15 | 3.20 | 3.07 | 3.28 | |
| D | 1.78 | 1.75 | 1.69 | 1.94 | 1.55 | 1.37 | |
| +10% D | A | 0.76 | 0.59 | 0.80 | 0.11 | 0.71 | 0.58 |
| B | 1.22 | 1.90 | 1.44 | 1.97 | 1.22 | 2.01 | |
| C | 2.47 | 3.06 | 2.54 | 3.10 | 2.52 | 3.21 | |
| D | 2.09 | 2.11 | 2.04 | 2.18 | 1.90 | 1.85 | |
| −10% D | A | 0.75 | 0.58 | 0.77 | −0.03 | 0.70 | 0.57 |
| B | 1.19 | 1.98 | 1.19 | 1.63 | 1.14 | 2.04 | |
| C | 1.97 | 2.39 | 1.85 | 2.29 | 1.80 | 2.38 | |
| D | 2.09 | 2.07 | 2.03 | 2.11 | 1.87 | 1.83 | |
| +10% F | A | 1.44 | 1.46 | 1.43 | 1.80 | 1.24 | 1.34 |
| B | 1.48 | 2.58 | 1.63 | 2.63 | 1.18 | 3.08 | |
| C | 3.41 | 3.80 | 3.30 | 3.51 | 3.17 | 3.33 | |
| D | 1.69 | 3.46 | 2.42 | 3.36 | 2.56 | 2.97 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qian, X.; Liu, R.; Huang, K.; Chen, H.; Yuan, Y.; Zhang, L.; Wang, S. Comparison of Temperature Control and Temperature Difference Control for a Kaibel Dividing Wall Column. Processes 2019, 7, 773. https://doi.org/10.3390/pr7100773
Qian X, Liu R, Huang K, Chen H, Yuan Y, Zhang L, Wang S. Comparison of Temperature Control and Temperature Difference Control for a Kaibel Dividing Wall Column. Processes. 2019; 7(10):773. https://doi.org/10.3390/pr7100773
Chicago/Turabian StyleQian, Xing, Rui Liu, Kejin Huang, Haisheng Chen, Yang Yuan, Liang Zhang, and Shaofeng Wang. 2019. "Comparison of Temperature Control and Temperature Difference Control for a Kaibel Dividing Wall Column" Processes 7, no. 10: 773. https://doi.org/10.3390/pr7100773
APA StyleQian, X., Liu, R., Huang, K., Chen, H., Yuan, Y., Zhang, L., & Wang, S. (2019). Comparison of Temperature Control and Temperature Difference Control for a Kaibel Dividing Wall Column. Processes, 7(10), 773. https://doi.org/10.3390/pr7100773