3.1. Development of the Intelligent Torque Rheometer
The paste-like slurry was made of coarse particles, fine particles, and water. The coarse particle was coal gangue, crushed to a size smaller than 20 mm in situ. The fine particle was fly ash, and the gelling agent was Portland cement.
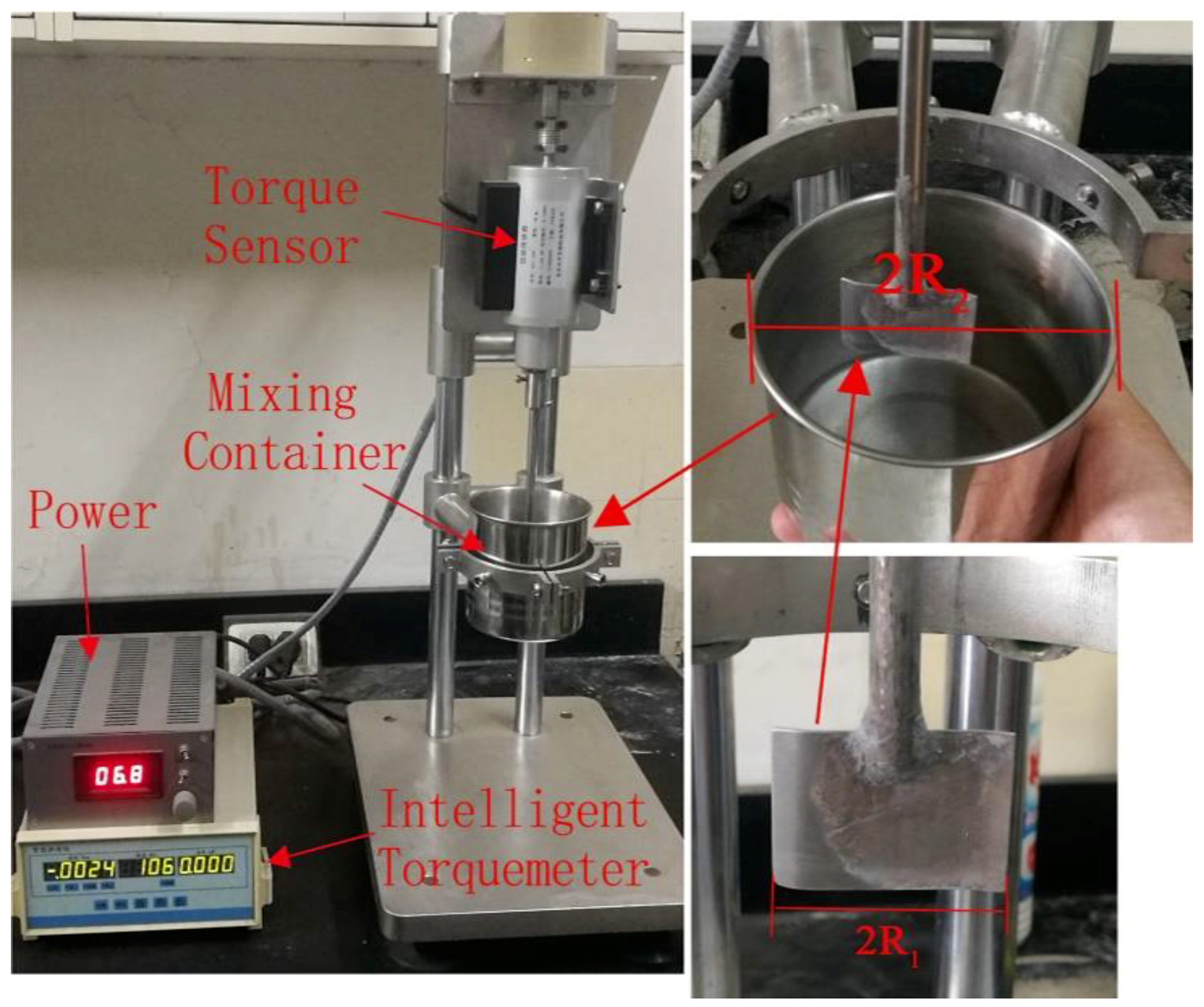
Because the maximum size of the coarse particles in the paste-like slurry was about 20 mm, the slurry could not be measured by normal rheometers. On the basis of rheometer principles and a torque sensor, an intelligent torque rheometer was developed.
Figure 3 presents the intelligent torque rheometer, and
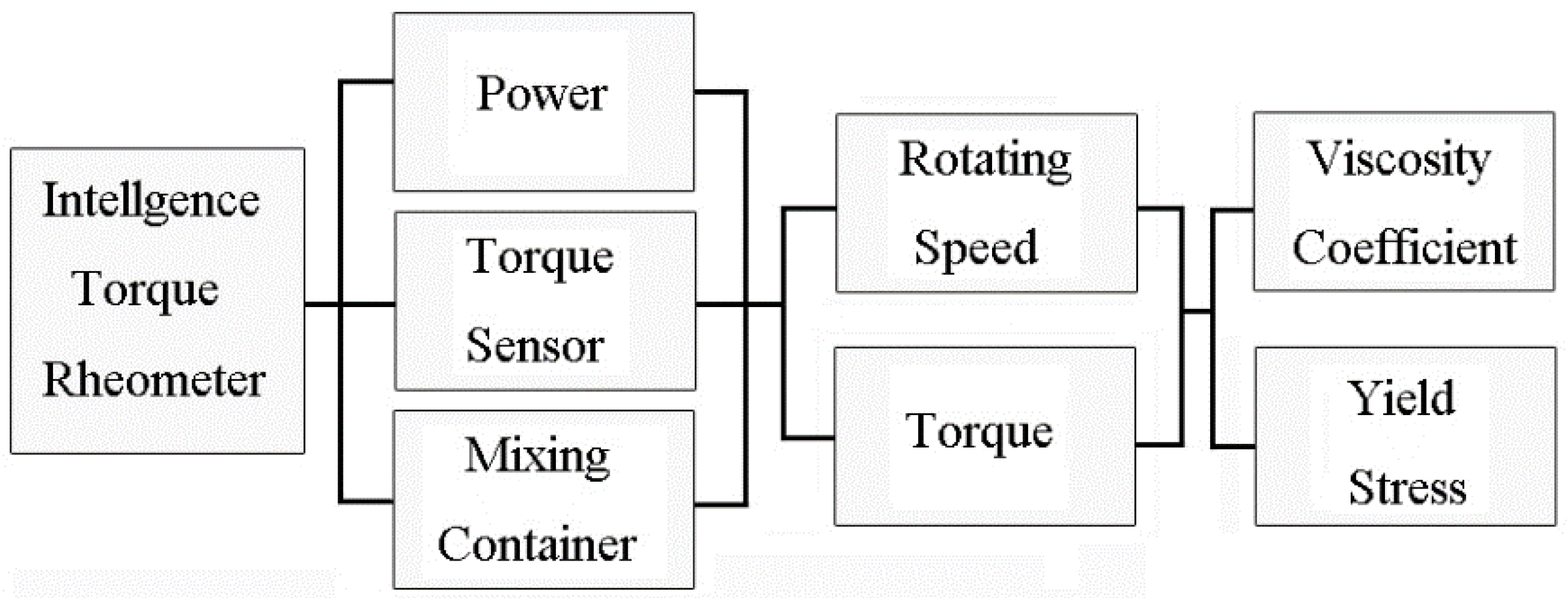
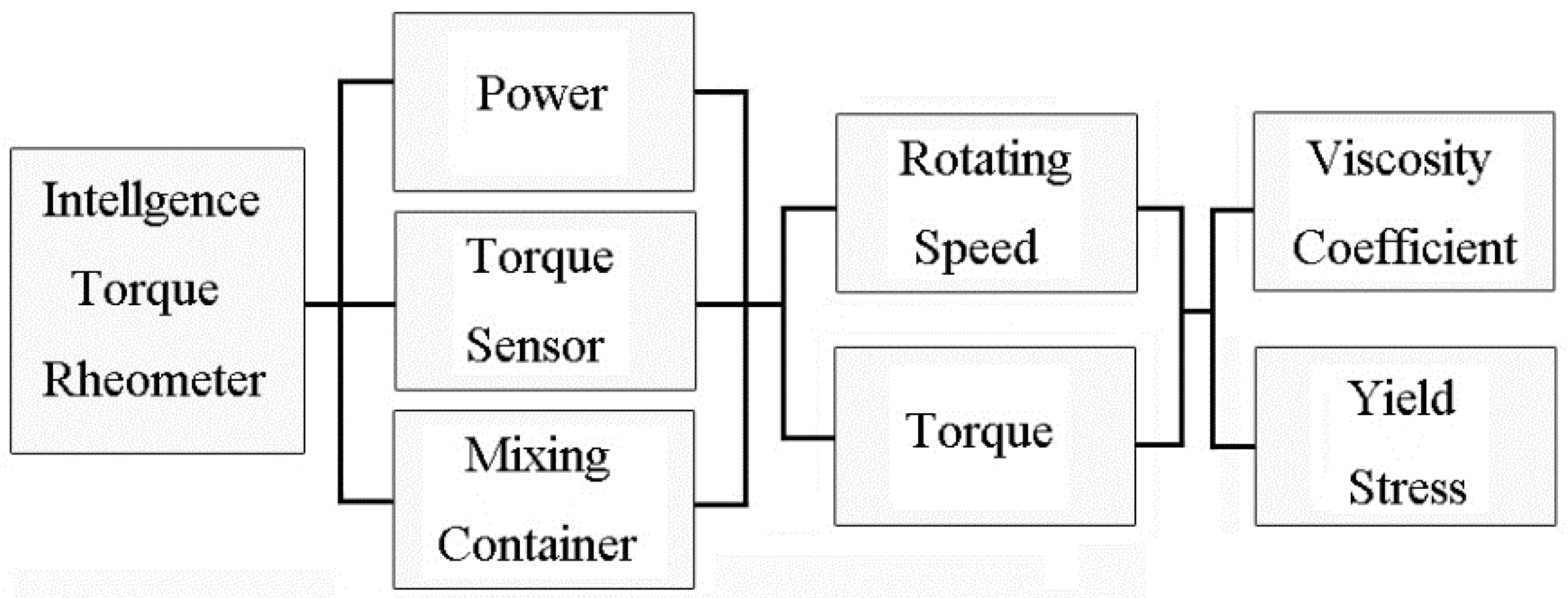
Figure 4 shows a schematic of the Intelligent Torque Rheometer.
The most important part of the intelligent torque rheometer is a high-sensitivity iron piece leaf which can measure small deformations. When the iron piece leaf rotates at a speed of
ω, the slurry will be driven to rotate in different layers. The slurry’s initial resistance causes the iron leaf to deform. The shape variables (γ) occurring at different radii (
r) are different. The angular velocity of the position at
r + dr is
ω + dω.With the initial shear stress of the slurry expressed as
, Equation (3) can be established:
Then, the formula’s integral is obtained:
Finally, the rheological parameters of the slurry can be calculated by Equation (7),
where
is the radius of the high-sensitivity iron piece leaf;
is the radius of the mixing container;
is the height of the high-sensitivity iron piece leaf;
is the torque;
is the viscosity coefficient;
is the initial shear stress;
is the rotating speed.
3.2. Calibration for the Intelligent Torque Rheometer
In order to obtain the true torque, the Anton Paar RheolabQC rheometer (Anton Paar RheolabQC rheometer, Graz, Austria) was used as a calibration instrument for accurately testing the rheological properties of Newtonian and non-Newtonian fluids and calibrate the intelligent torque rheometer.
Figure 5 shows the Anton Paar RheolabQC rheometer.
The measured torque, named
M1, and the actual torque, named
M, can be represented by Equation (9):
where
M is the actual torque;
is the measured torque.
The torques and rotation speeds of slurries with different concentrations were measured using the RheolabQC rheometer and the intelligent torque rheometer and were then compared. Equation (9) was used in the process. Finally, the values of
k and
a were obtained. The test indicators of the RheolabQC rheometer are shown in
Table 3.
Since the calibration instrument is mainly suitable for measuring a non-Newtonian fluid slurry, the experimental material was a mixture of tailings and fly ash. The slurry parametric test results are shown in
Table 4.
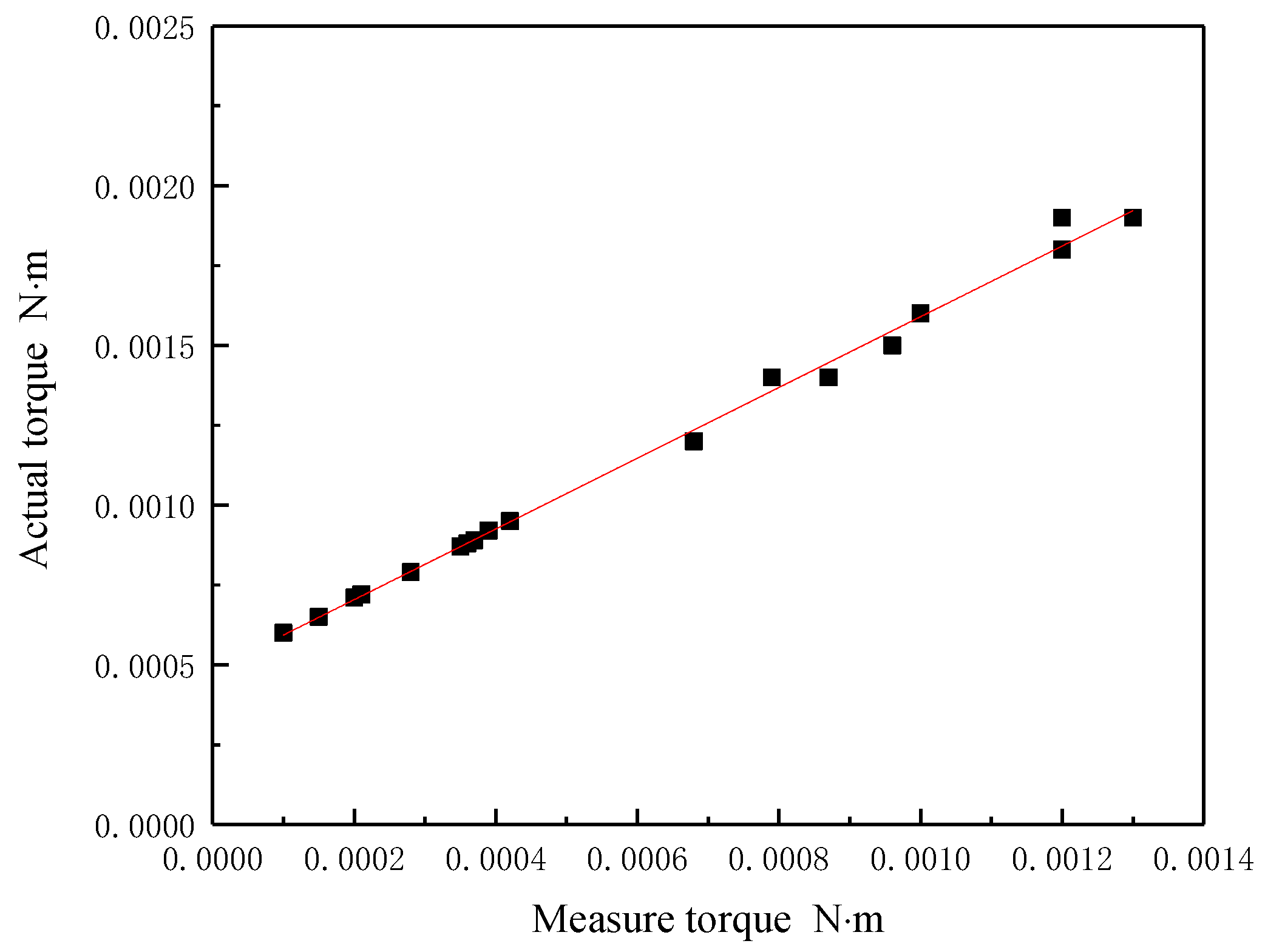
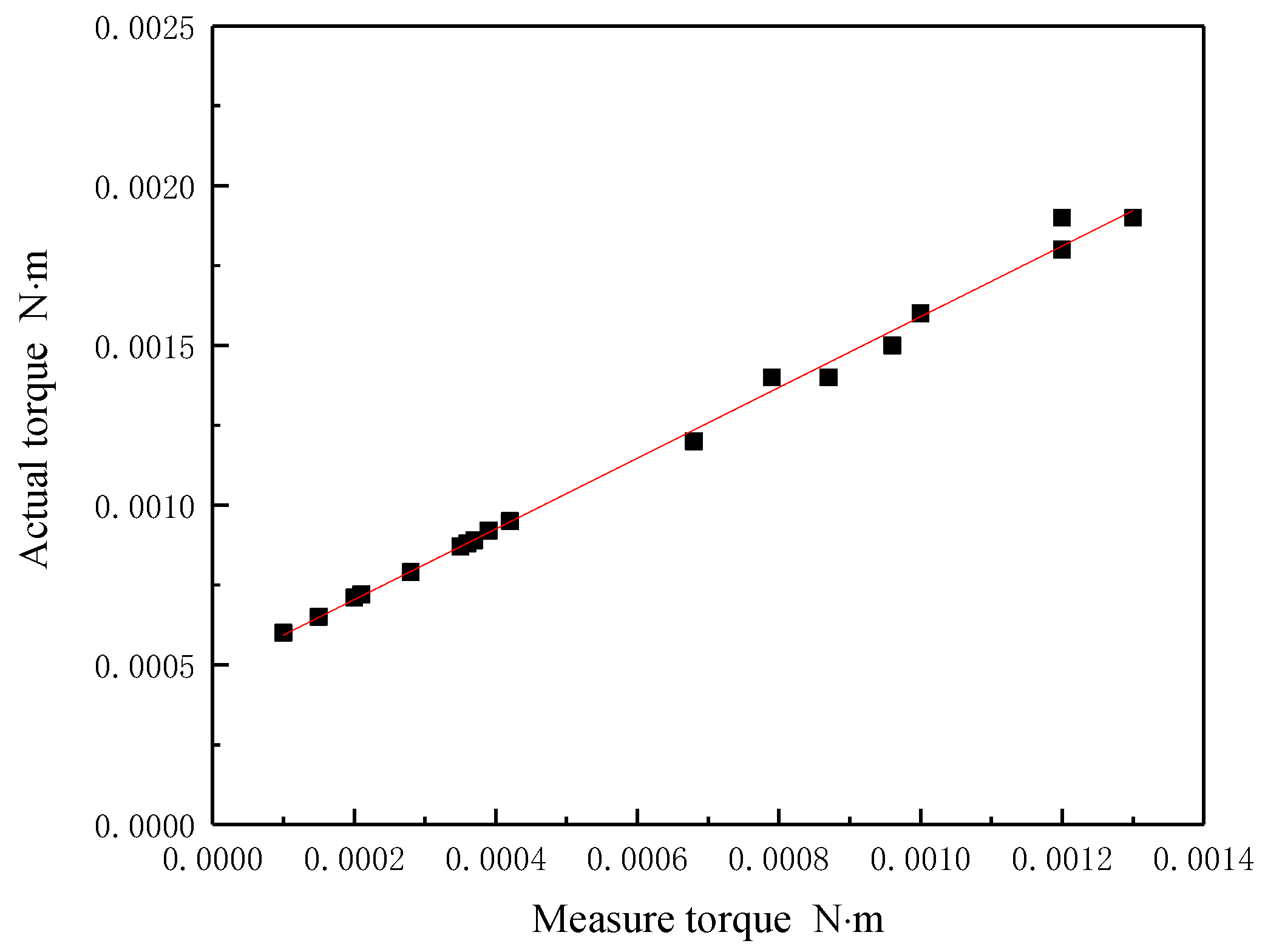
The rheological properties corresponding to different concentrations showed that the initial shear stress increased as the slurry concentration increased. When the slurry concentration was 54–58%, the plastic viscosity of the slurry changed gently. When the concentration was higher than 60%, the plastic viscosity of the slurry increased drastically. The rheological properties curve of the slurry was fitted by ORIGIN software (Northampton, MA, USA) and showed obvious characteristics of a Bingham fluid. Using ORIGIN, the measured torques were fitted with the actual torque, and the fitted regression line is shown in
Figure 6.
The formula relating the measured torque to the actual torque is shown in Equation (10):
According to Equation (8), the parameters of the Intelligent Torque Rheometer are:
R1 = 2 cm,
R2 = 5 cm,
h = 3 cm. The relation between torque and rotating speed can be determined by Equation (11):
Table 5 shows the test values under different concentrations.
In order to reduce measurement errors with the intelligent torque rheometer, the following requirements should be met:
- (1)
Avoiding high-speed rotations during the process;
- (2)
Basing the weight of the slurry on the width of the mixing head leaf, the immersion depth, and the outer cylinder;
- (3)
Using the average of multiple torque measurements to reduce the experimental error.
3.3. Rheological Properties of the Paste-Like Slurry
The rheological parameters of the filling slurry can be used to evaluate the pipe resistance of the slurry, that is, the head loss. There are many filling processes for coal mines, and the materials used are also different. They directly affect the solidification performance of the filling body. Therefore, the content of each material needs to be within a specific interval.
The experiments were carried out as described below, and the experimental data were fitted by ORIGIN.
(1) Five different mass concentrations were chosen: 74%, 75%, 76%, 78%, and 79%.
Table 6 presents the ratios of the slurry composition at different mass concentrations.
(2) With a mass concentration of 76% and a ratio of cement to fly ash of 1:3, the ratios of fine particles to coarse particles were varied: 1:1, 1:1.5, 1:2, 1:2.5, 1:3.
Table 7 presents the ratio of the slurry composition at different ratios of fine particles to coarse particles.
(3) With a mass concentration of 76% and the content of the coarse particles constant, the ratios of cement to fly ash content were varied: 1:3, 1:3.5, 1:4, 1:4.5, 1:5.
Table 8 presents the ratio of the slurry composition at different ratios of fly ash to cement in the slurry.
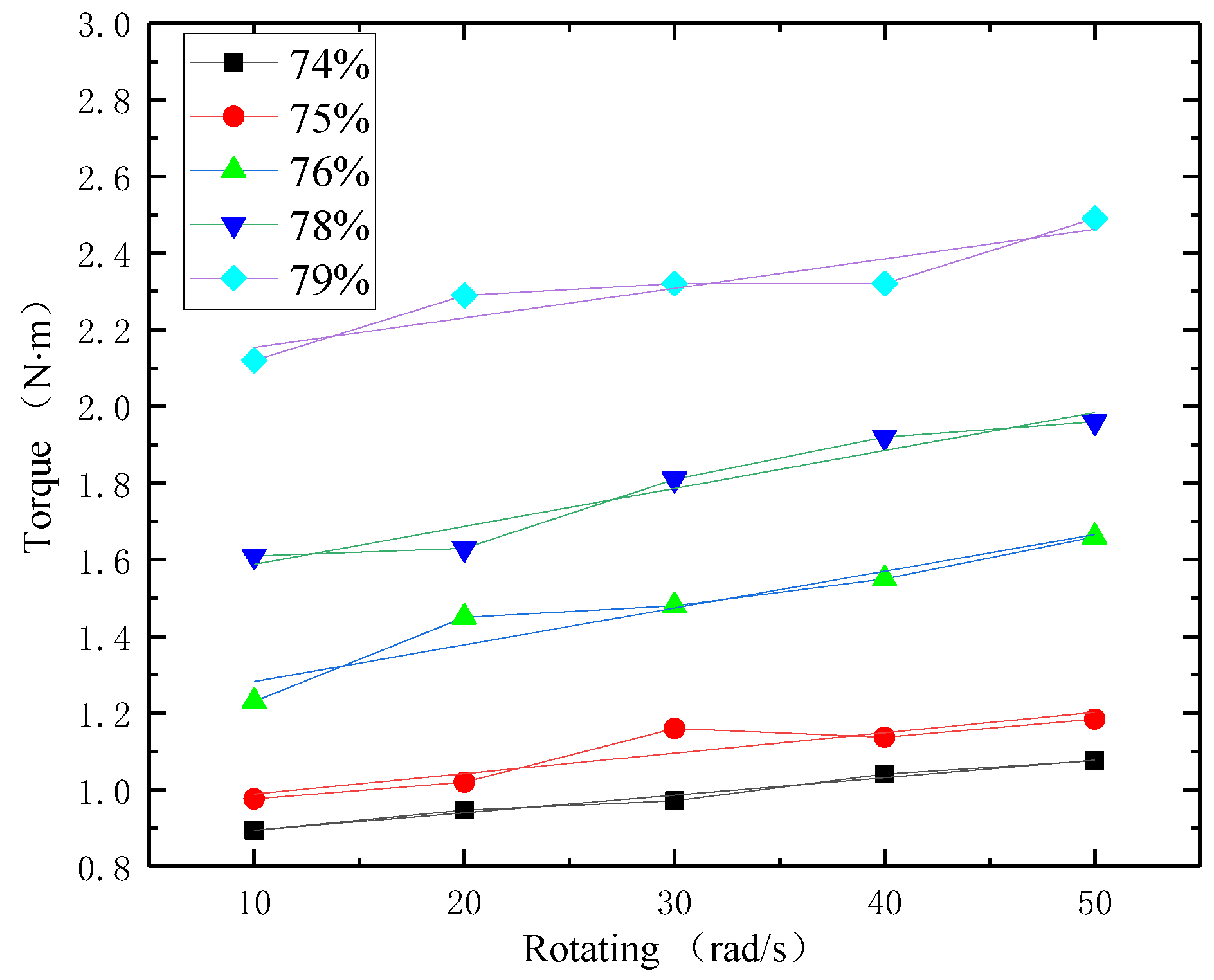
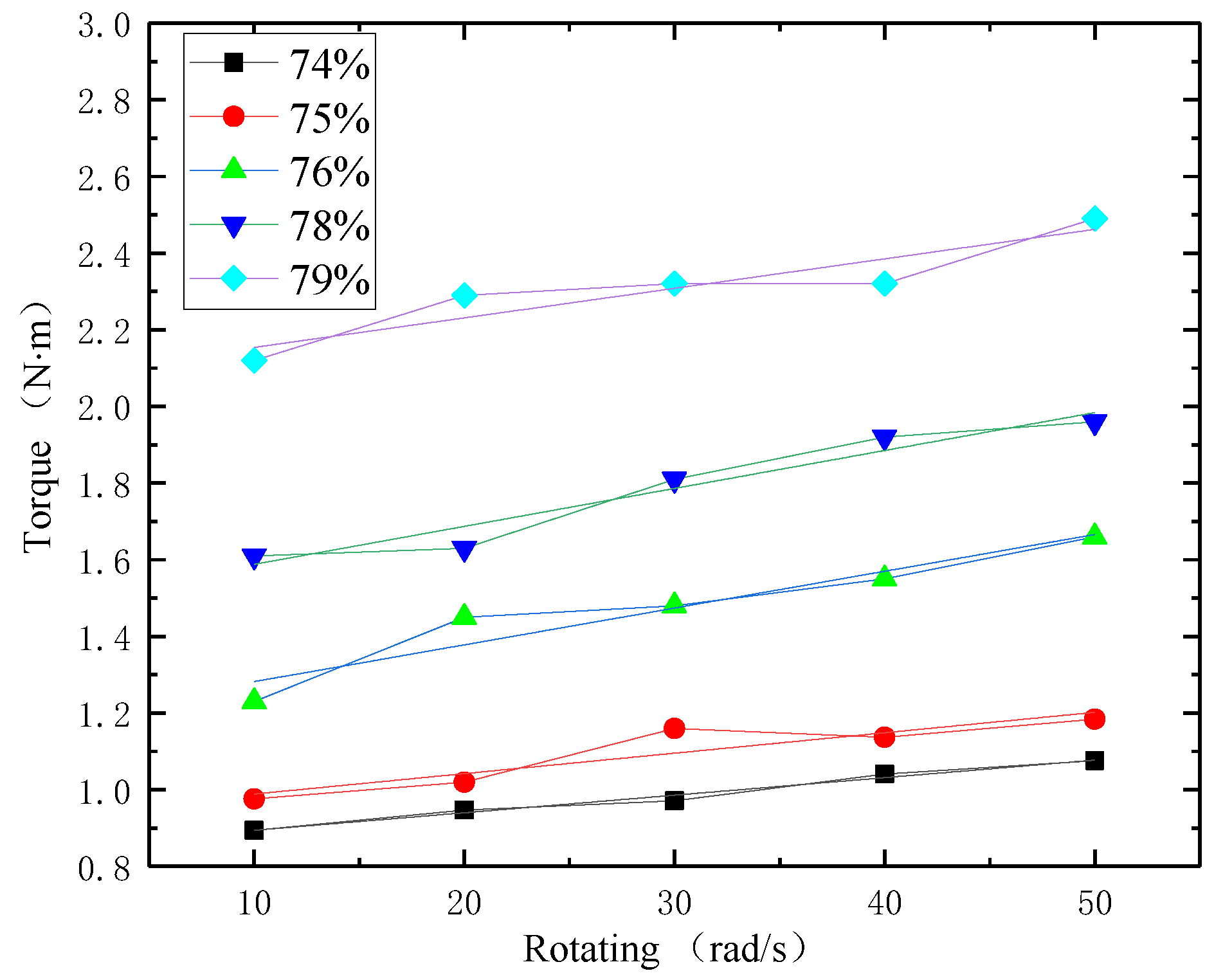
Figure 7 shows that higher mass concentrations increased the torque at the same rotating speed. The relationship between torque and rotating speed could be determined from the fitted curve in
Figure 7. According to formula (11), the rheological parameters could also be obtained. The results are in
Table 9.
Figure 7 shows the relation between rotating speed and torque at different mass concentrations.
Table 9 shows the relations between rotating speed and torque that arose from different mass concentrations of the slurry, along with the resulting rheological parameters.
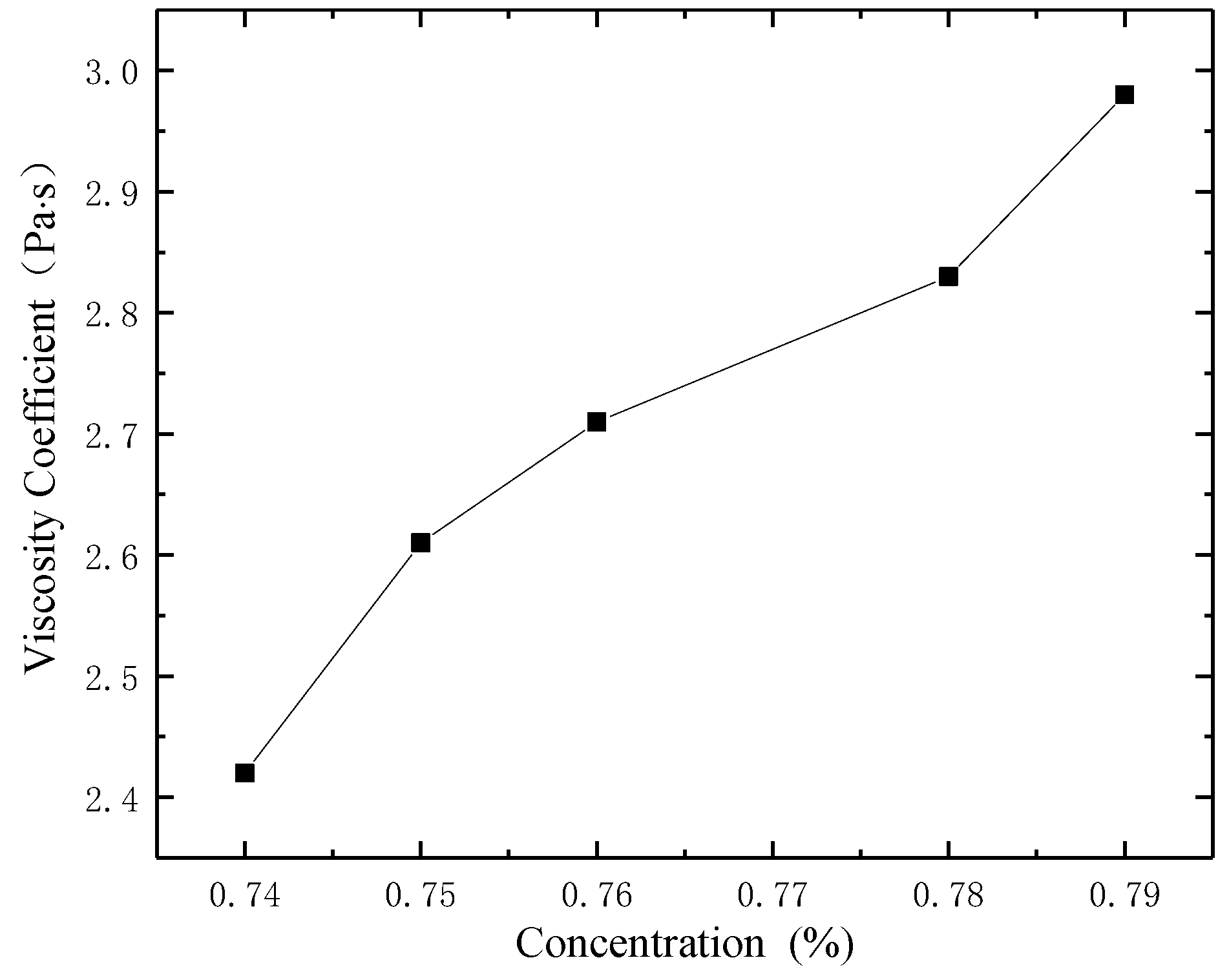
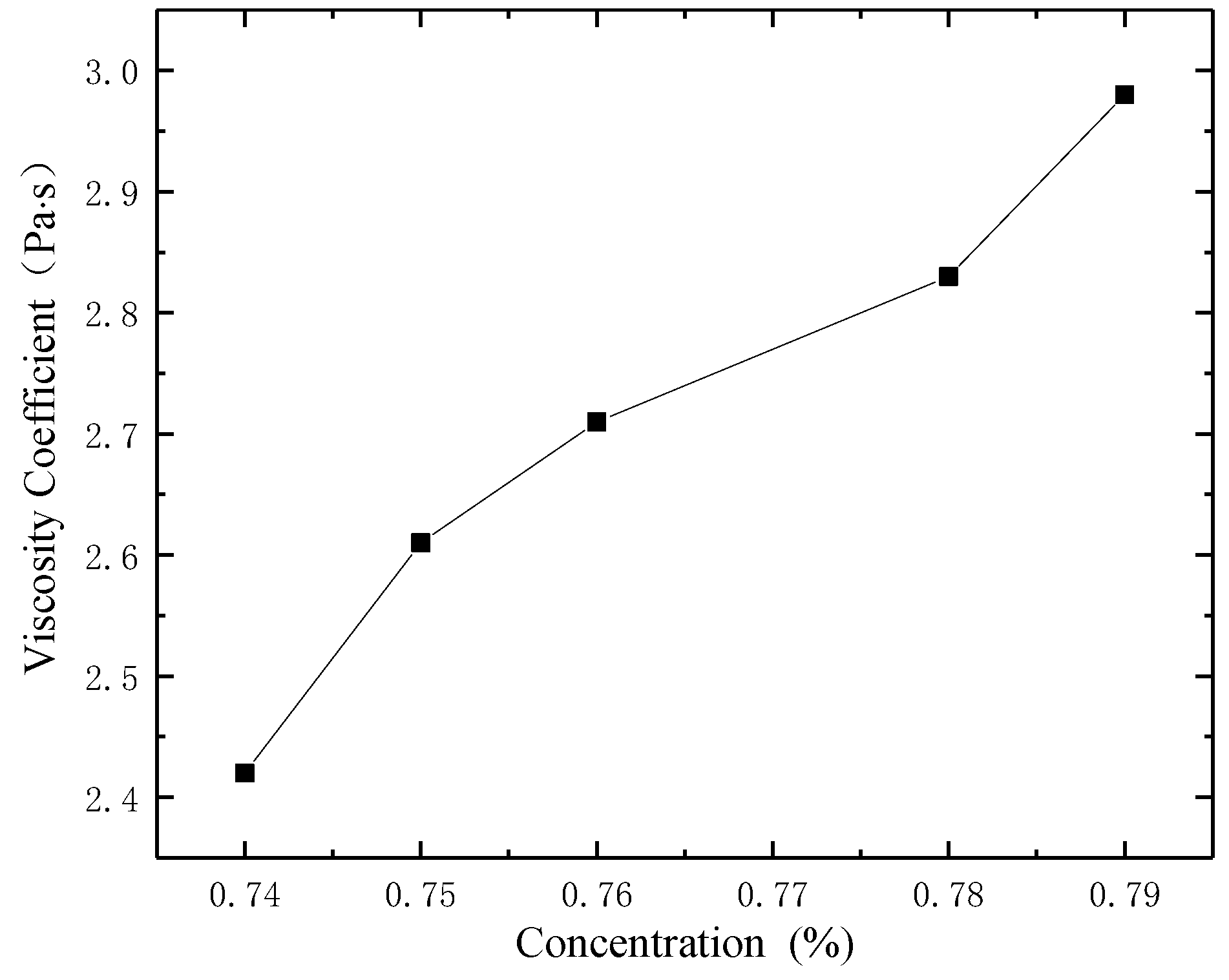
Figure 8 shows the relation between the viscosity coefficient and the slurry mass concentration;
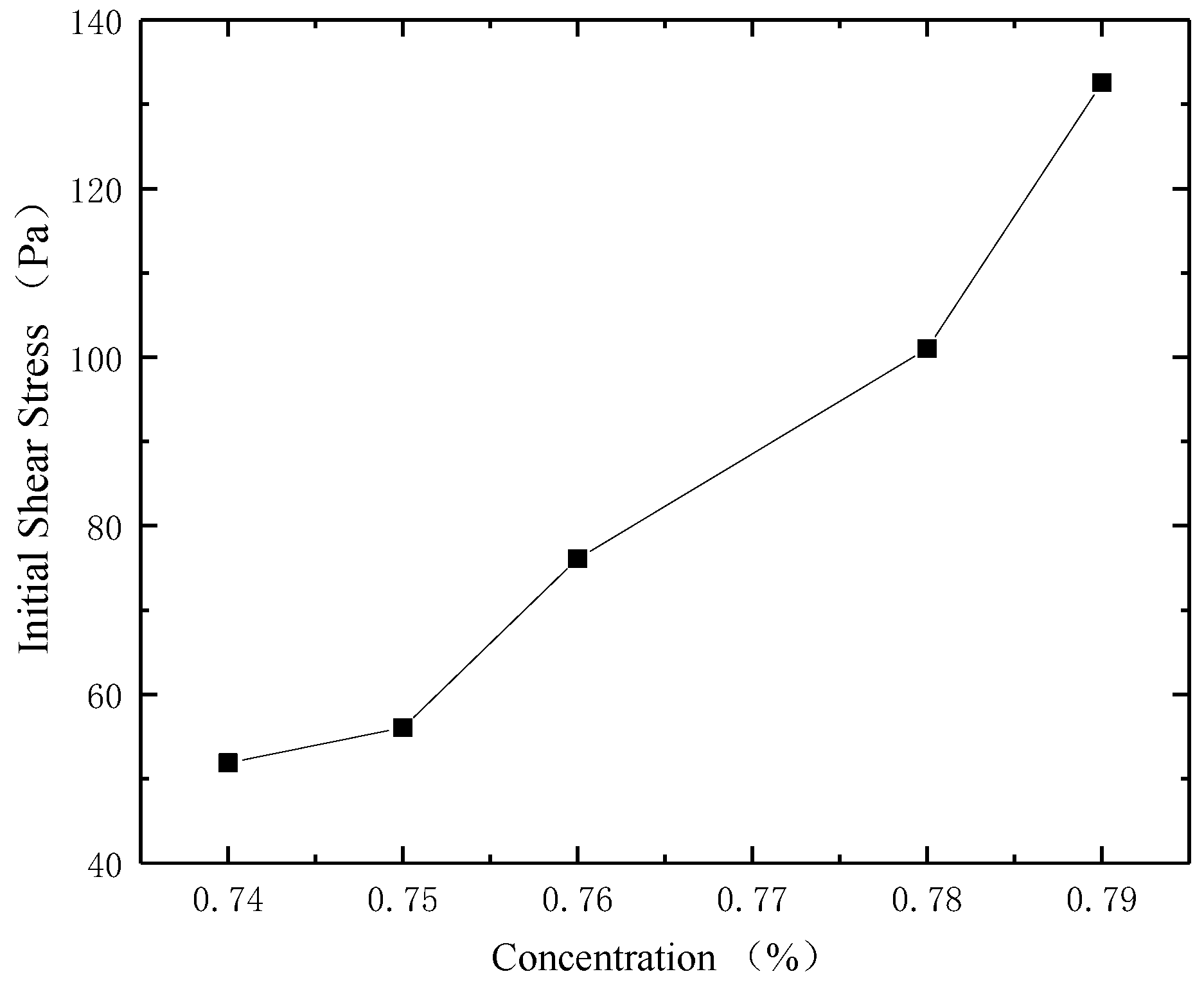
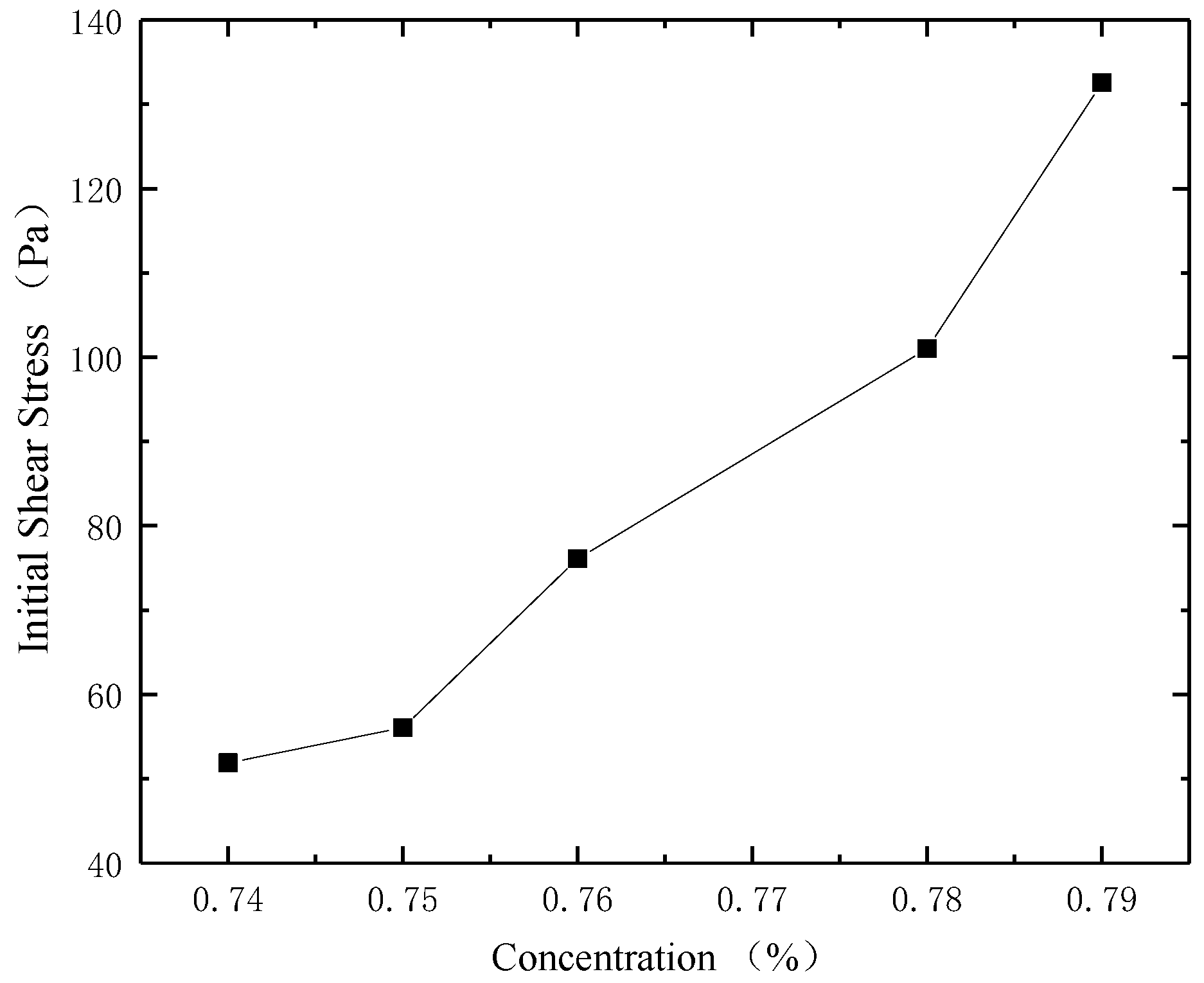
Figure 9 shows the relation between the initial shear stress and the slurry mass concentration.
The viscosity coefficient increased with the increase in the mass concentration, but the changing trend was different at different segments of the concentration curve. The viscosity coefficient increased sharply in the 74–75% segment, while it increased gently in the 75–78% segment. The viscosity coefficient growth trend in the 78–79% segment was the most obvious. Considering the safety of the filling system and the transmission efficiency, the mass concentration should be controlled below 78%.
The initial yield stress increased with the increase of the slurry mass concentration in the 74–79% segment, and the change trend varied with the concentration. The increase in the 74–75% segment was not obvious. Then, the increase rate was more obvious in the 75–76% segment than in the adjacent intervals. The most obvious increase trend was in the 78–79% segment. Considering the safety of the filling system and the transmission efficiency, the mass concentration should be controlled below 78%.
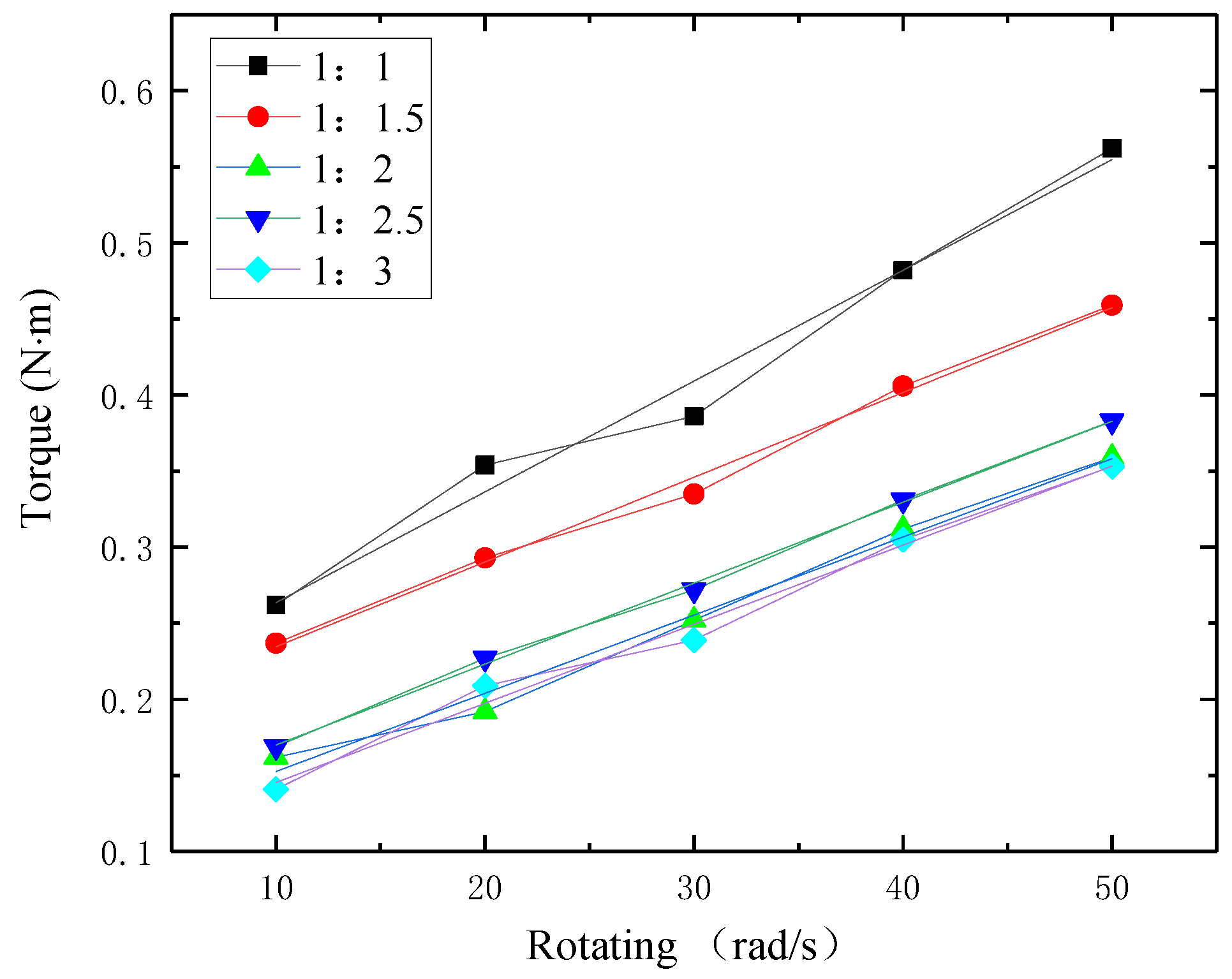
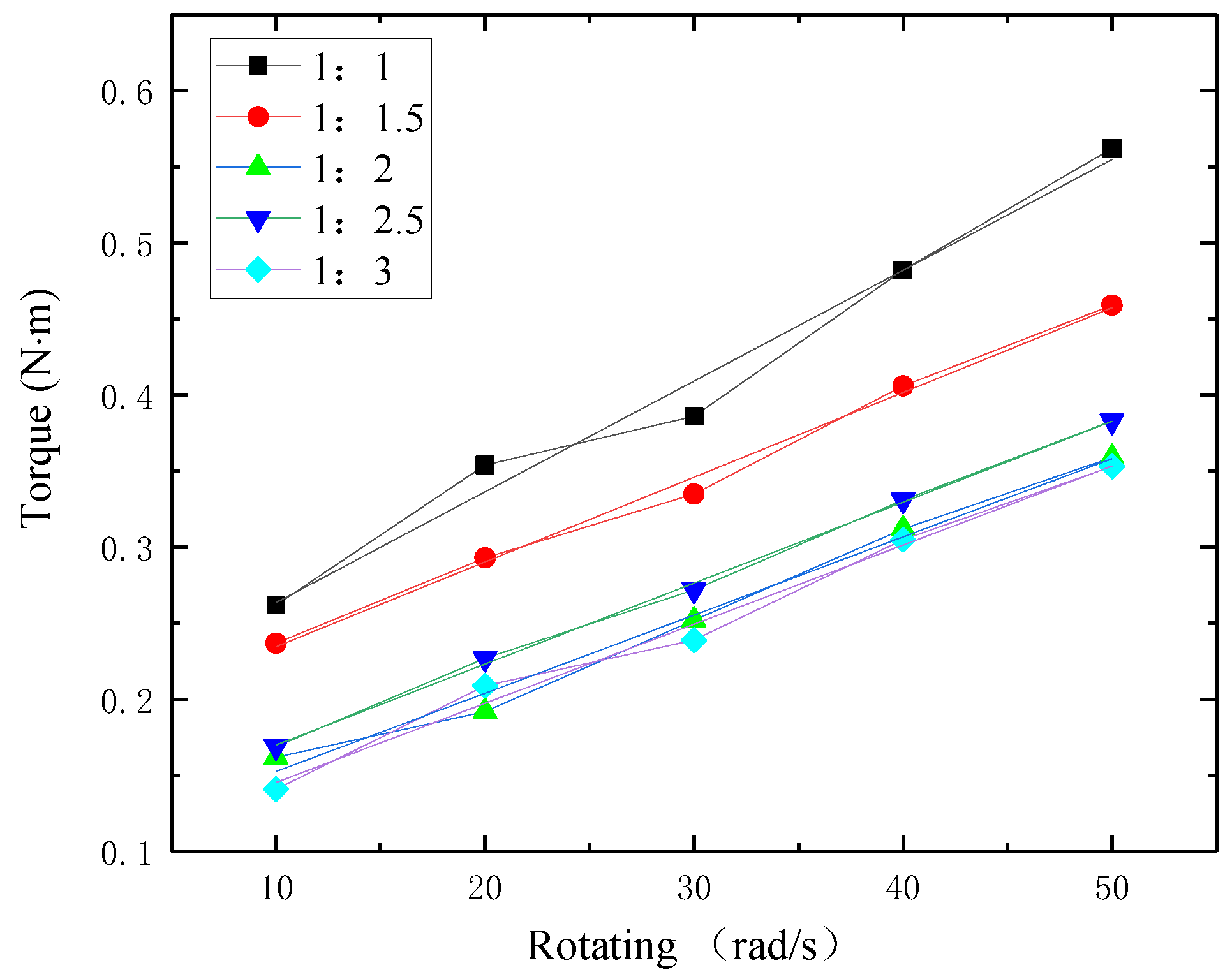
Figure 10 shows the relation between rotating speed and torque at different ratios of fine particles to coarse particles. It shows that the torque increased with the increasing ratio of fine particles to coarse particles at the same rotating speed. The slope of the fitted curves is significantly larger than the slope of the curves in
Figure 7.
On the basis of
Figure 10,
Table 10 shows the relations between rotating speed and torque that arose from different ratios of fine particles to coarse particles, along with the resulting rheological parameters of the slurry.
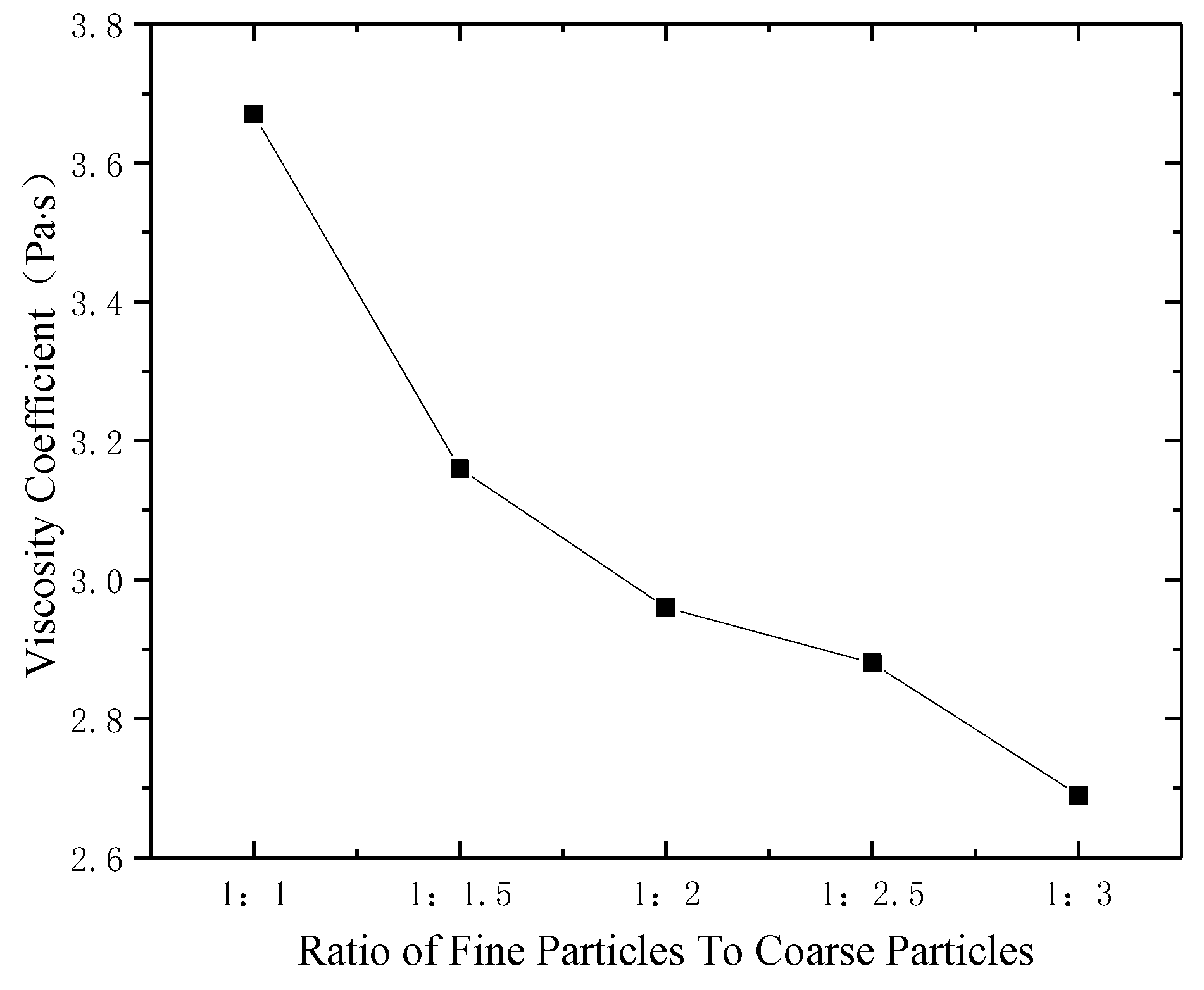
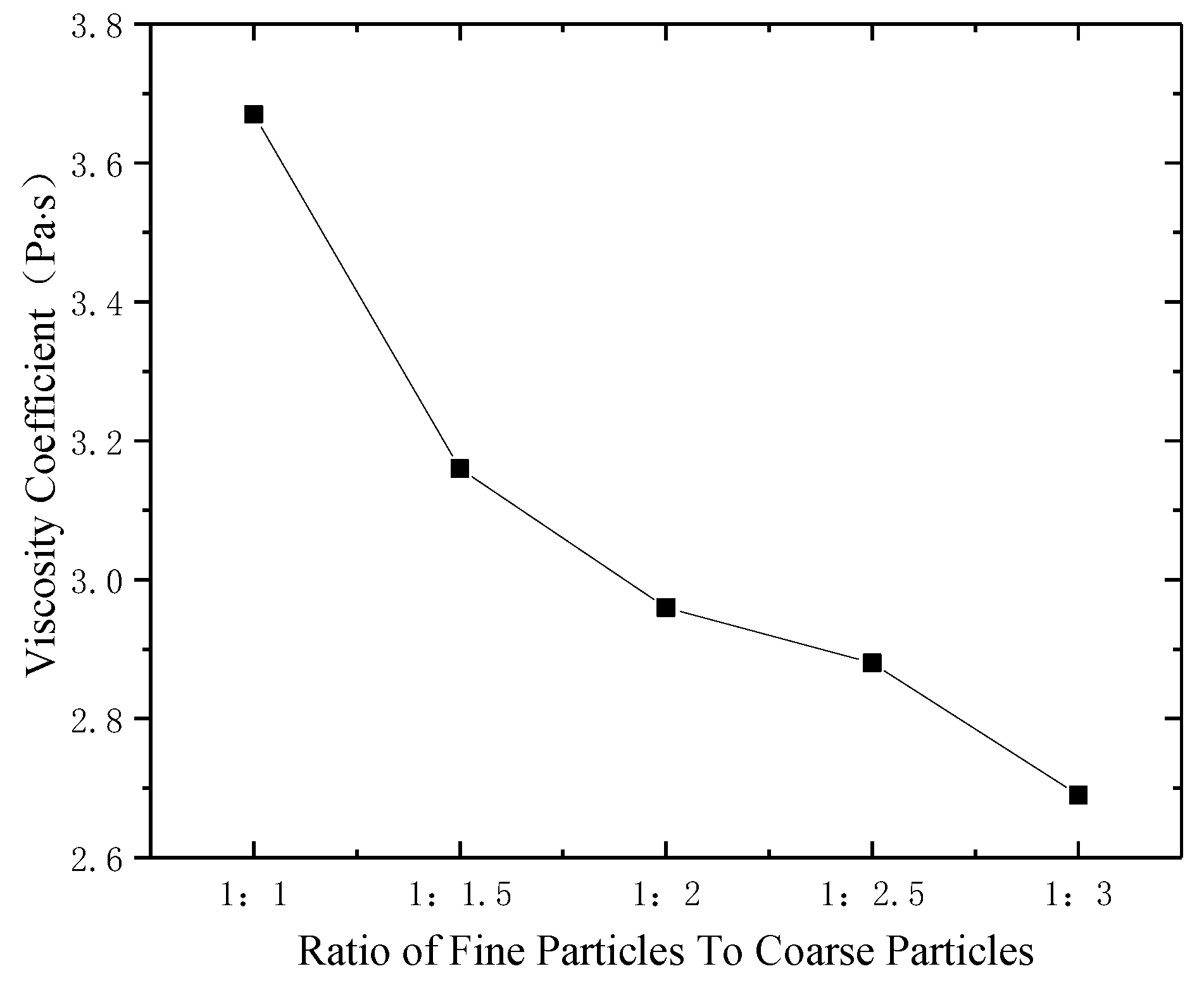
Figure 11 shows the relation between the viscosity coefficient and different ratios of fine particles to coarse particles;
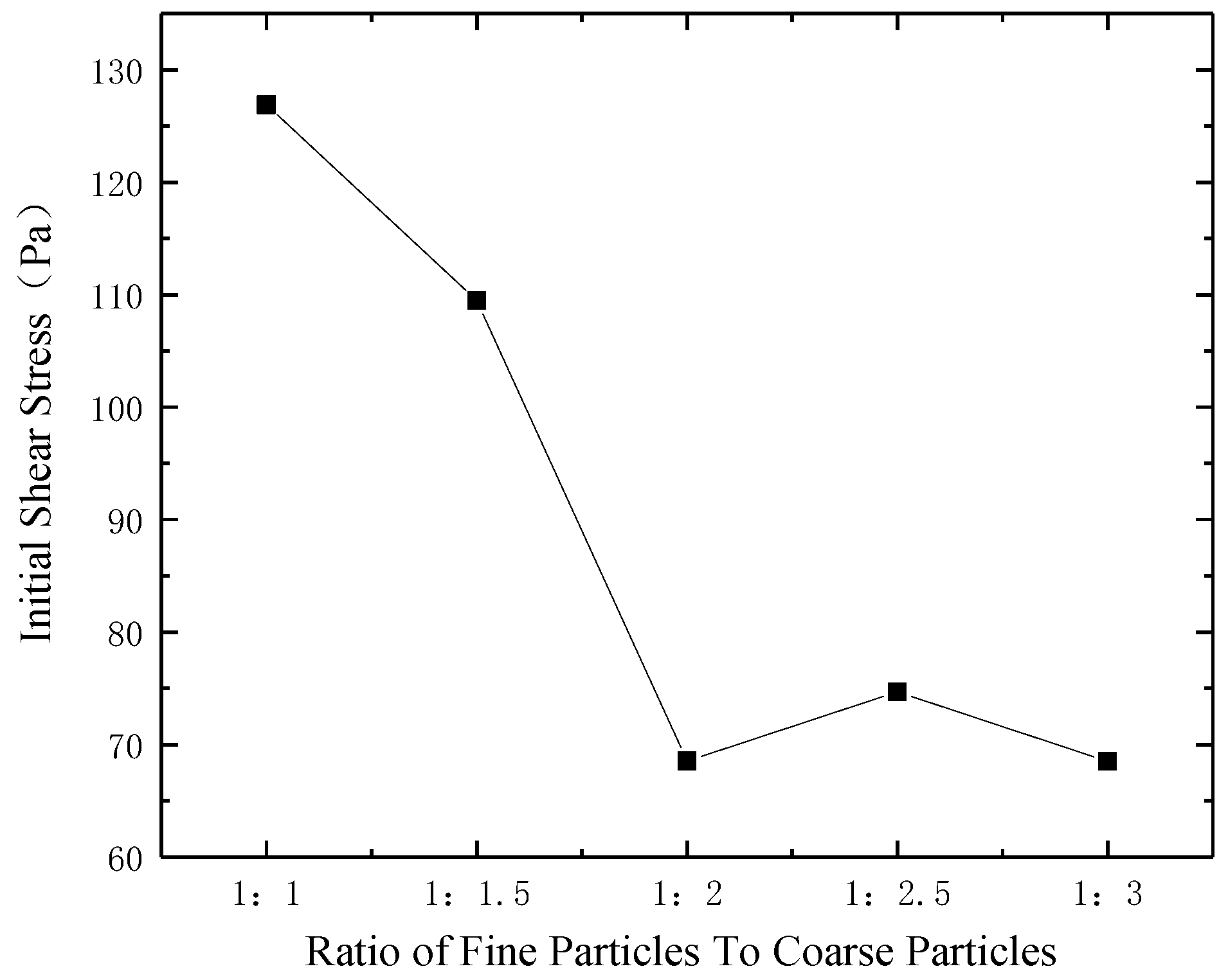
Figure 12 shows the relation between the initial shear stress and different ratios of fine particles to coarse particles.
The curve shows that the viscosity coefficient decreased with the increase in the ratio of fine particles to coarse particles. In particular, when the ratio increased from 1:1 to 1:1.5, the viscosity coefficient decreased significantly. The decreasing trend eased slightly when the ratio increased from 1:1.5 to 1:2, but the slope was still steeper than in the 1:2 to 1:2.5 segment. The decreasing trend from 1:2.5 to 1:3 was more obvious than in the 1:2 to 1:2.5 segment. The curve shows that the fine particle concentration was the key factor driving the viscosity coefficient change. Small changes in fine particle content will cause the viscosity coefficient to change remarkably.
The curve shows that the initial yield stress tended to decrease first and then fluctuated with the increase in the ratio of fine particles to coarse particles. When the content ratio changed from 1:1 to 1:2, the initial yield stress decreased notably; however, when the content ratio increased from 1:2 to 1:2.5, the yield stress became larger. Then, the initial yield stress decreased again when the ratio changed from 1:2.5 to 1:3. It can be seen from the trend of the rheological parameters that the best ratio of fine particles to coarse particles is 1:2.
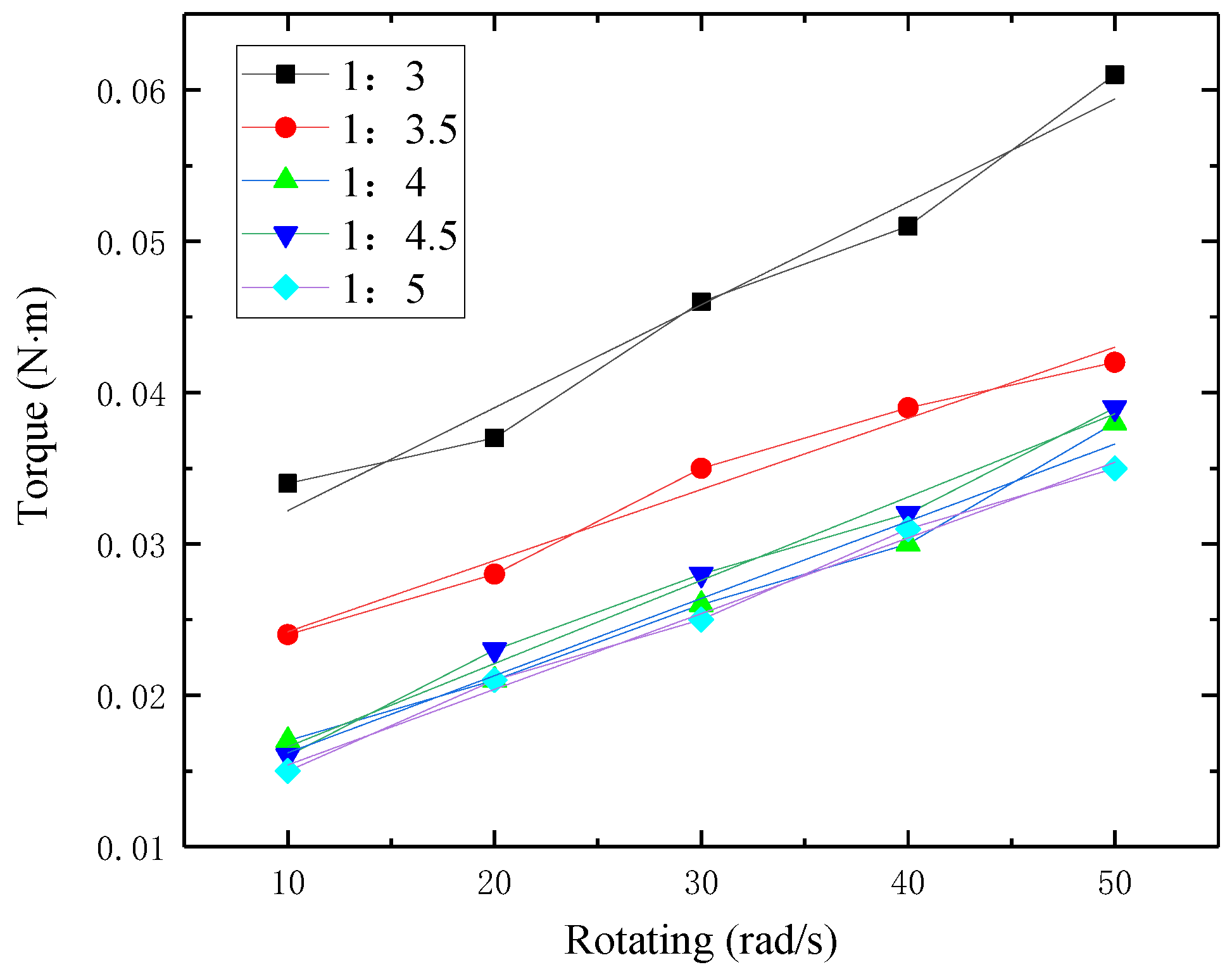
Figure 13 shows the relation between rotating speed and torque at different ratios of cement to fly ash in the slurry. It shows that the torque increased with the ratio of cement to fly ash in the slurry at the same rotating speed. The slopes of the fitted curves are roughly equal to the slopes of the curves in
Figure 7.
Table 11 shows the relations between rotating speed and torque at different ratios of fine particles to coarse particles and the resulting rheological parameters of the slurry, based on
Figure 13.
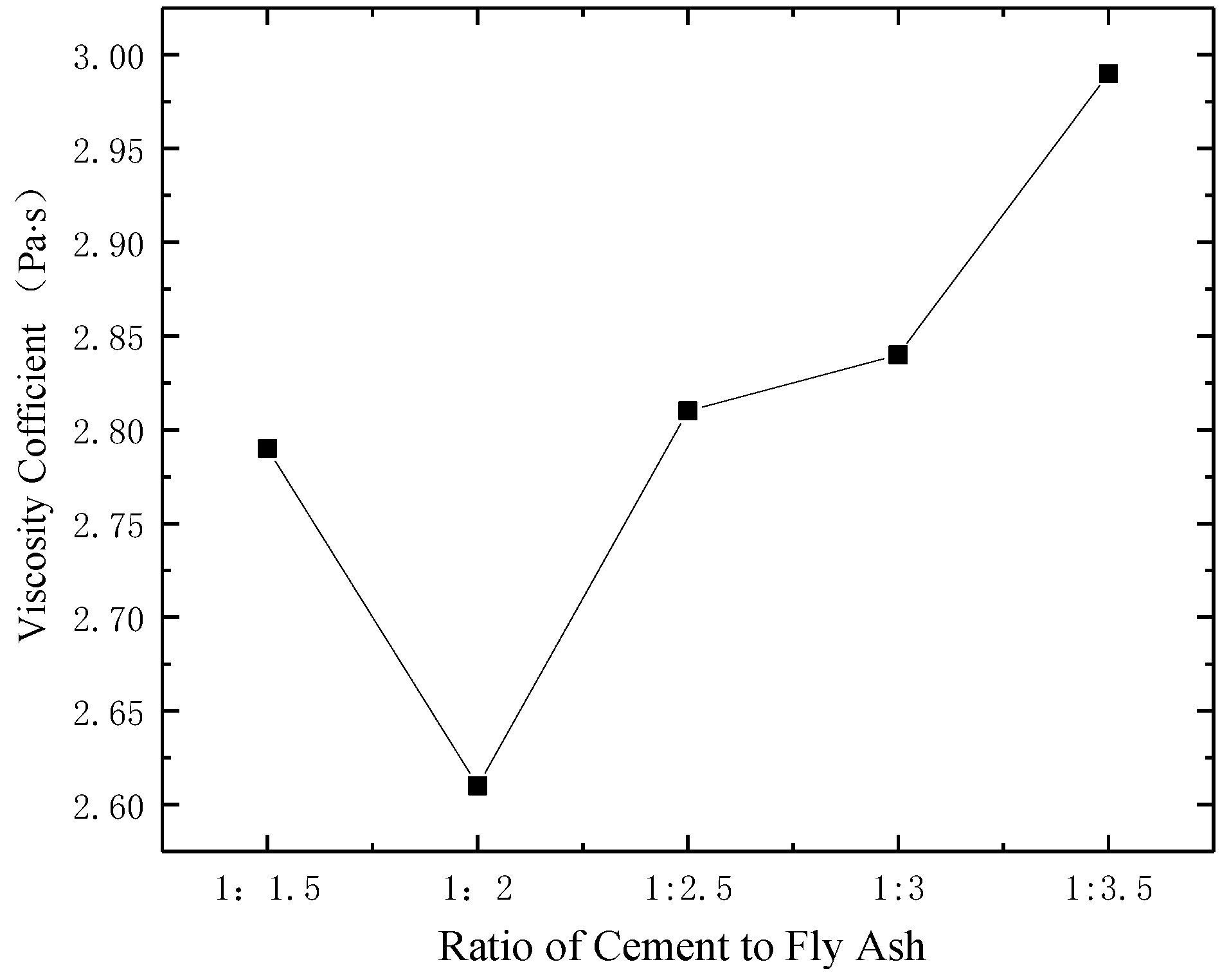
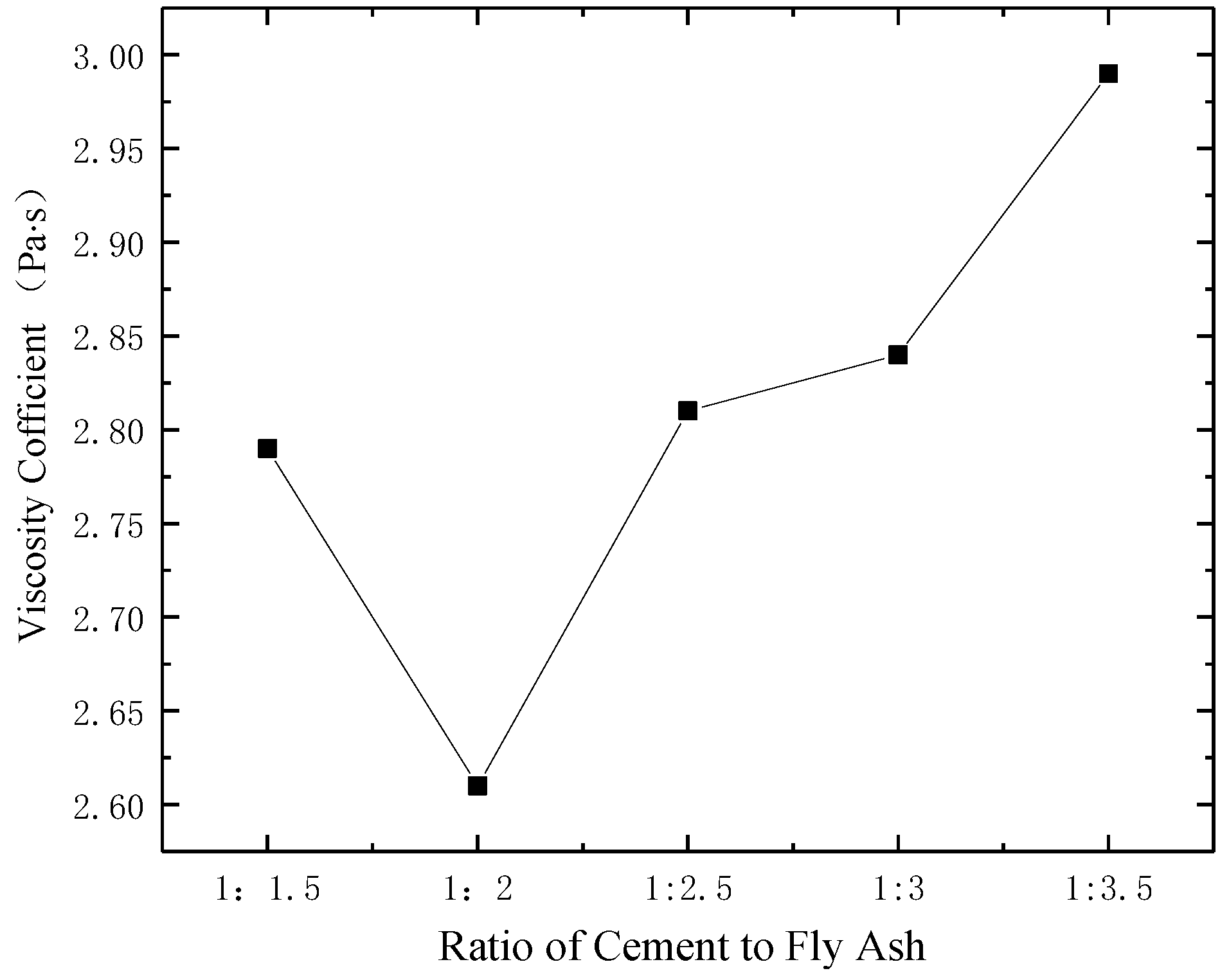
Figure 14 shows the relation between the viscosity coefficient and different ratios of cement to fly ash;
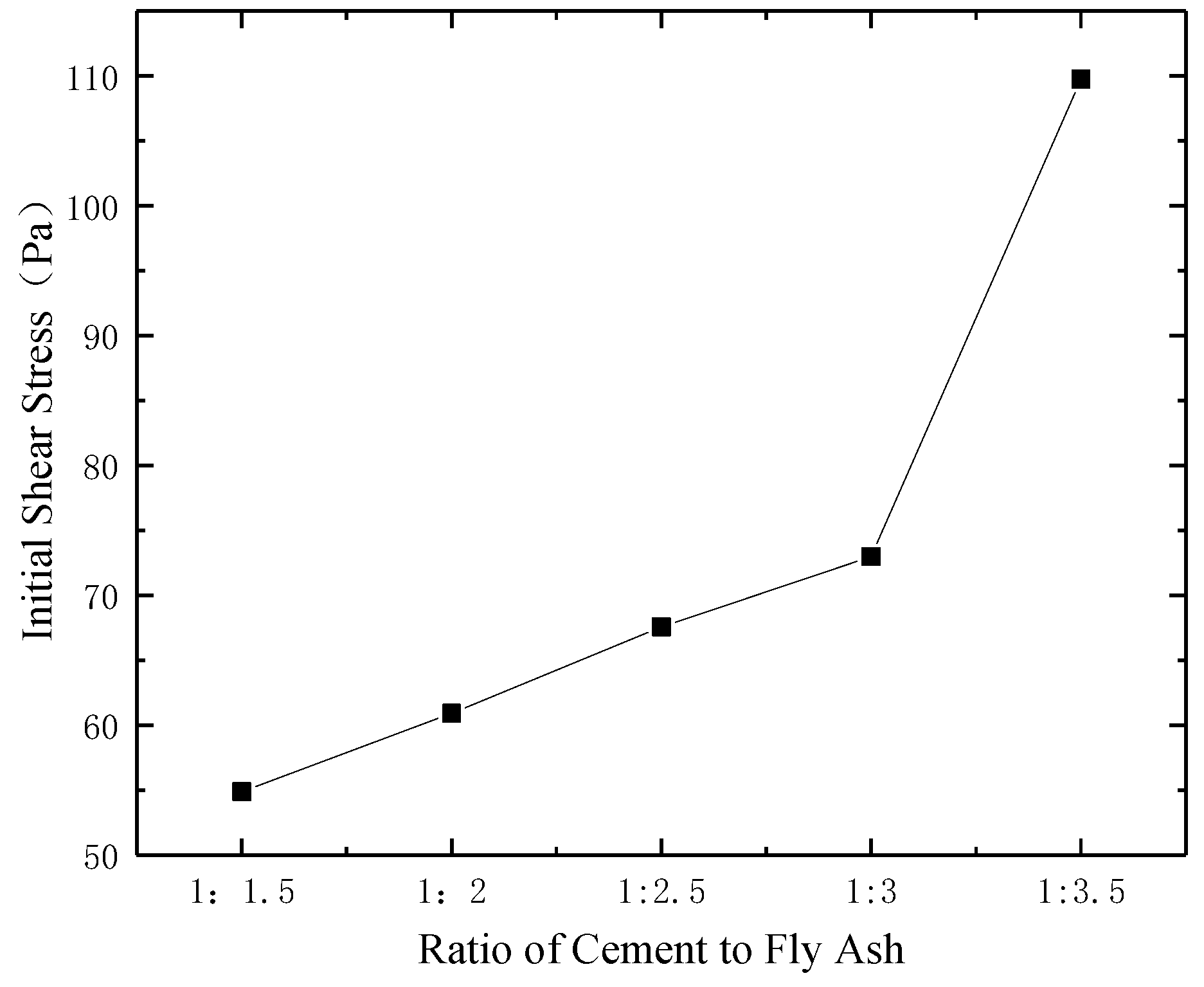
Figure 15 shows the relation between the initial shear stress and different ratios of cement to fly ash.
The curve shows that the viscosity coefficient tended to decrease first and then increased with the ratio of cement to fly ash. When the content ratio changed from 1:1.5 to 1:2, the initial yield stress decreased; however, when the content ratio increased from 1:2 to 1:3.5, the viscosity coefficient became large. The change in the segment from 1:2 to 1:2.5 was the most obvious of all. The segment from 1:2.5 to 1:3 changed more moderately than the segment from 1:3 to 1:3.5.
The initial yield stress increased with the cement and fly ash content ratio. However, the increasing tendency for the ratio change from 1:3 to 1:3.5 was more obvious than for the change in ratio from 1:1.5 to 1:3. Considering that the cost of cement is higher than that of fly ash, the cement content should be reduced as much as possible, i.e., with minimal sacrifice of the filling body’s strength. Taking into account the slurry’s flowability and the filling cost, the best ratio of cement to fly ash content is 1:3. In summary, the optimum ratio of Portland cement to fly ash to gangue is 1:3:8.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}