Effect of Moisture Content on Lignocellulosic Power Generation: Energy, Economic and Environmental Impacts


Abstract
1. Introduction
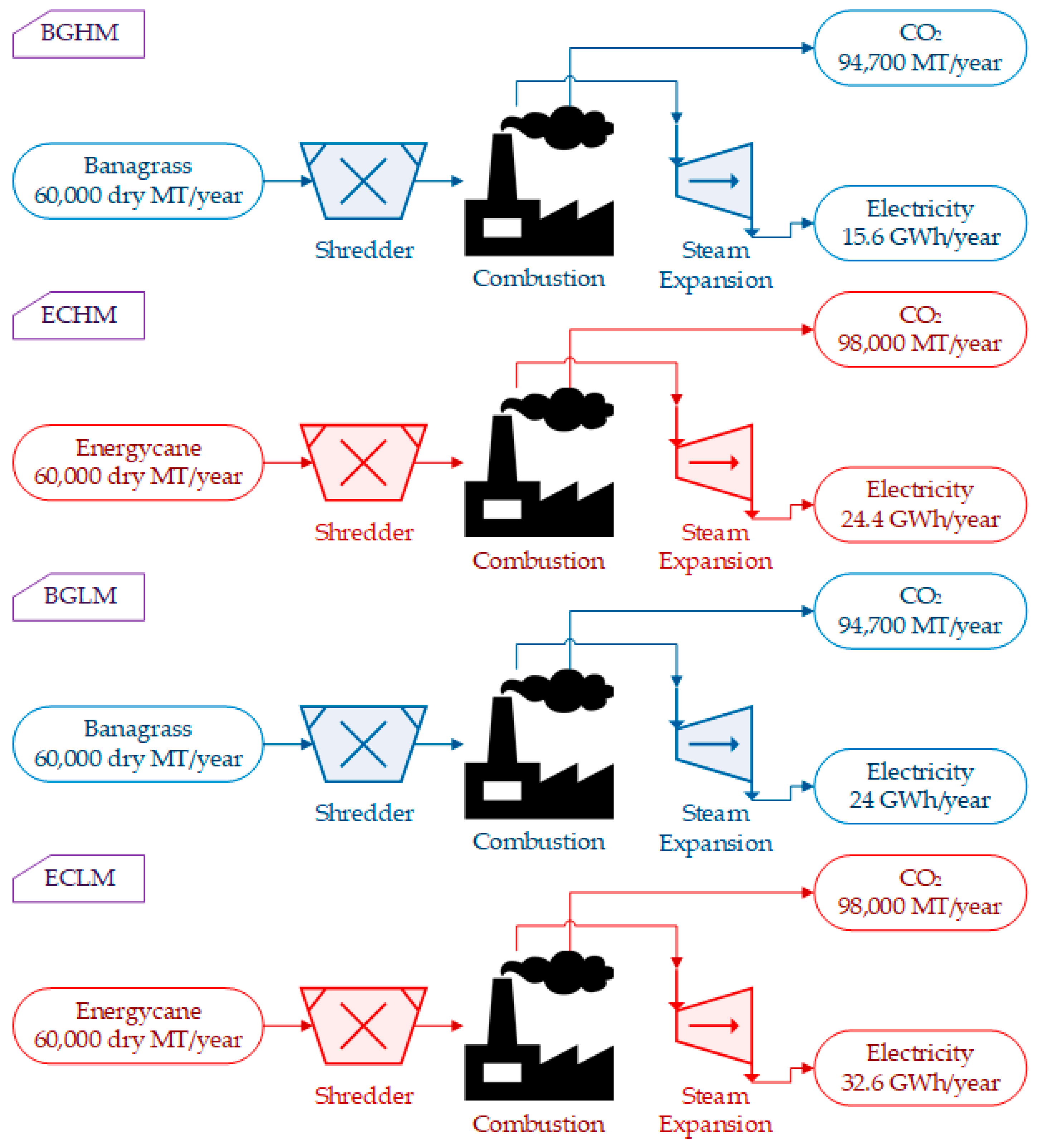
- analyzing the effect of varying moisture content of two lignocelluloses (banagrass and energycane) for electricity production;
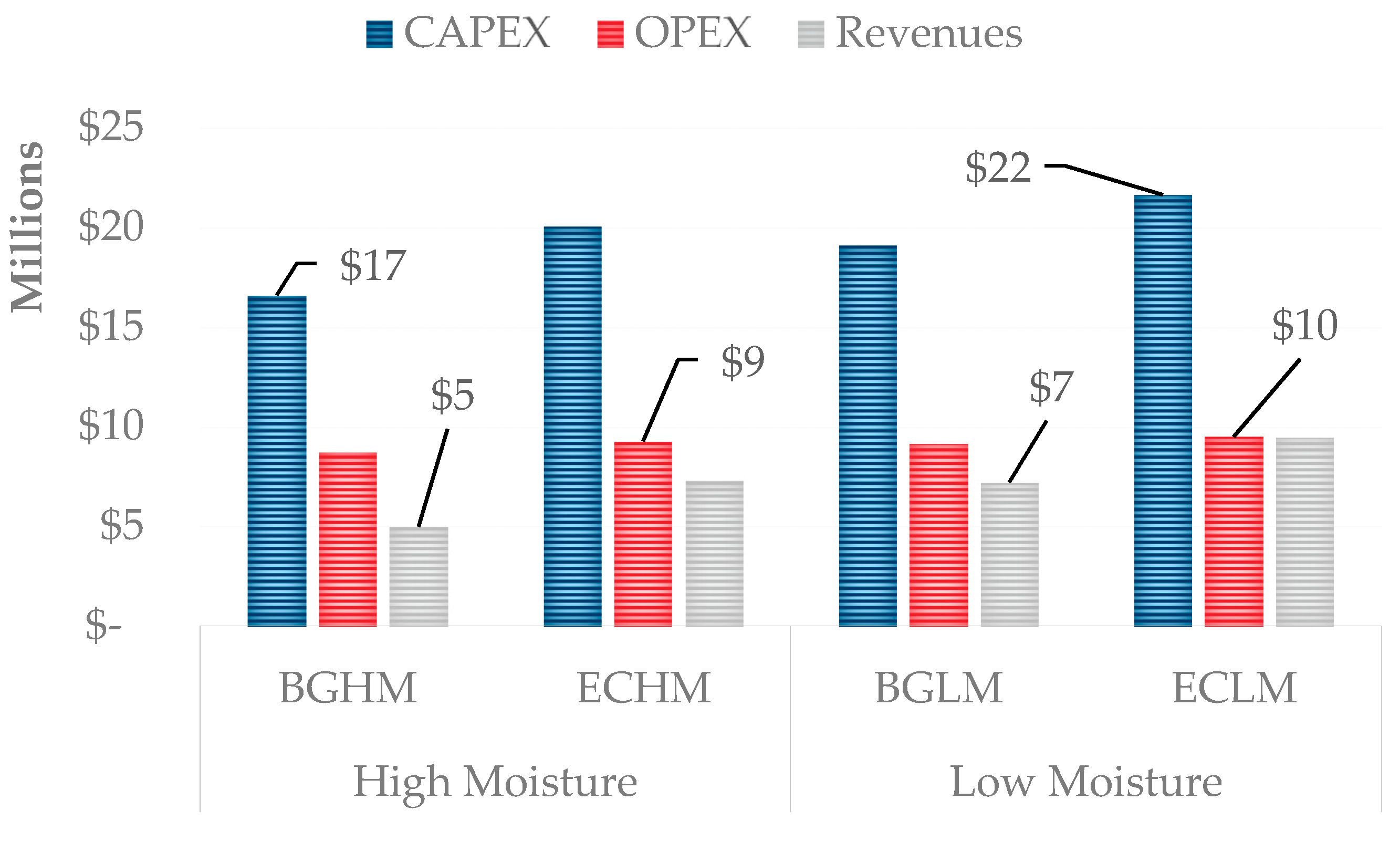
- evaluating the techno-economic potential of power production in Maui (Hawaii);
- carrying out an energy analysis to understand the energy flow;
- conducting a life-cycle assessment to identify the environmental impacts of the thermochemical process.
2. Methods
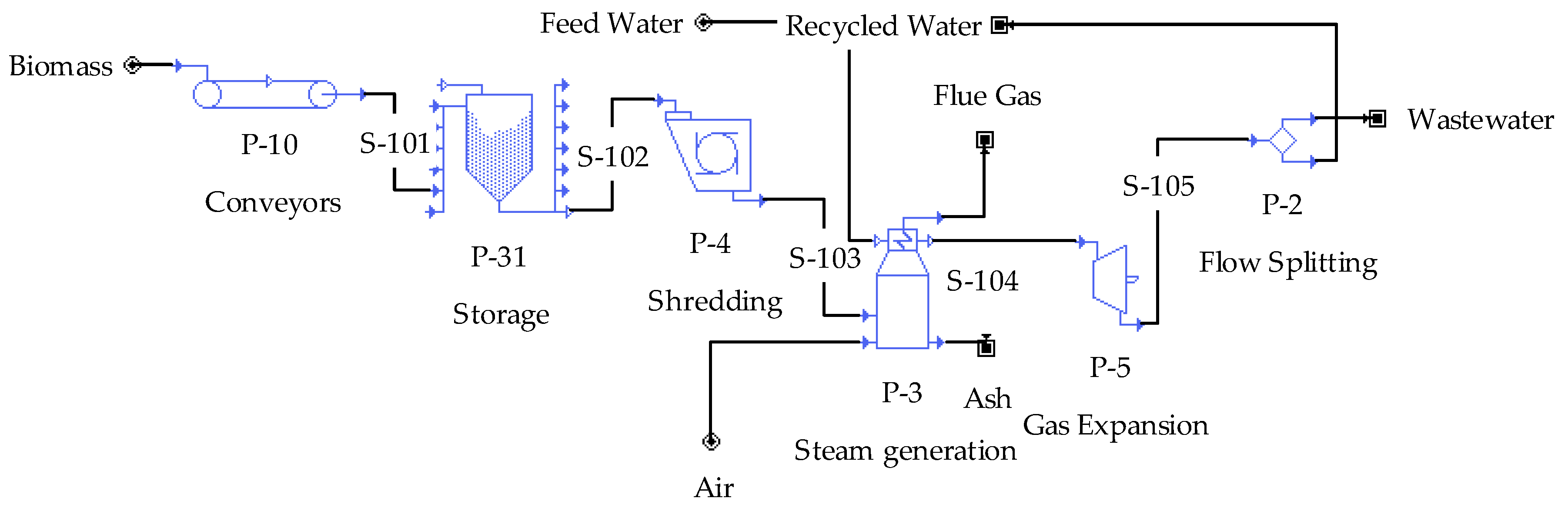
2.1. Description
2.2. Feedstock
2.3. Model Development
2.4. Economic Analysis
2.4.1. Assumptions
2.4.2. Uncertainty Analysis
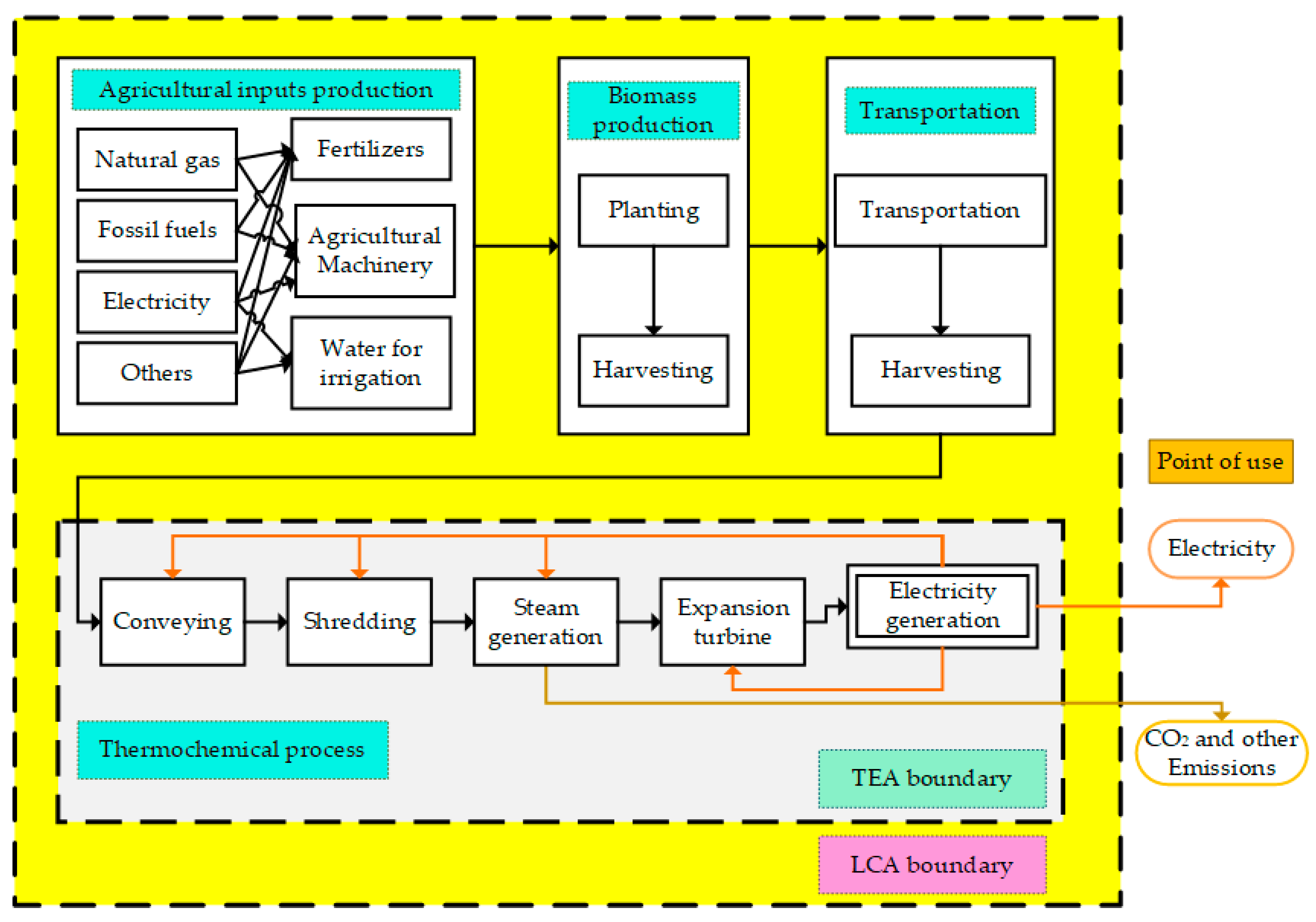
2.5. Life-Cycle Assessments
2.5.1. Goal, Scope and Boundary Definition
2.5.2. Life-Cycle Inventory
2.5.3. Life-Cycle Impact Assessments
3. Results
3.1. Techno-Economic Analysis
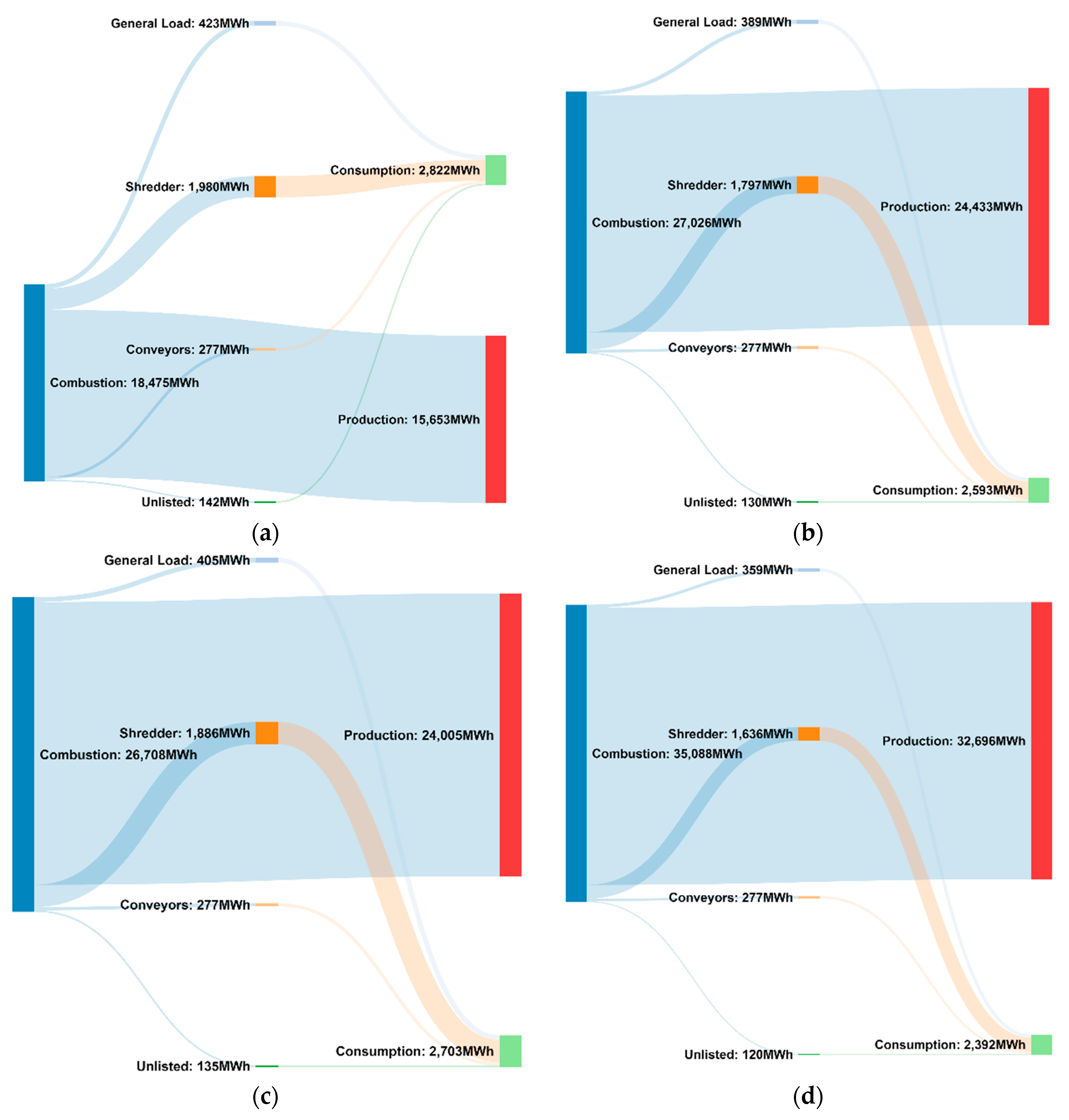
3.2. Energy Analysis
3.3. Life-Cycle Assessments
4. Discussion
4.1. Uncertainty Analysis
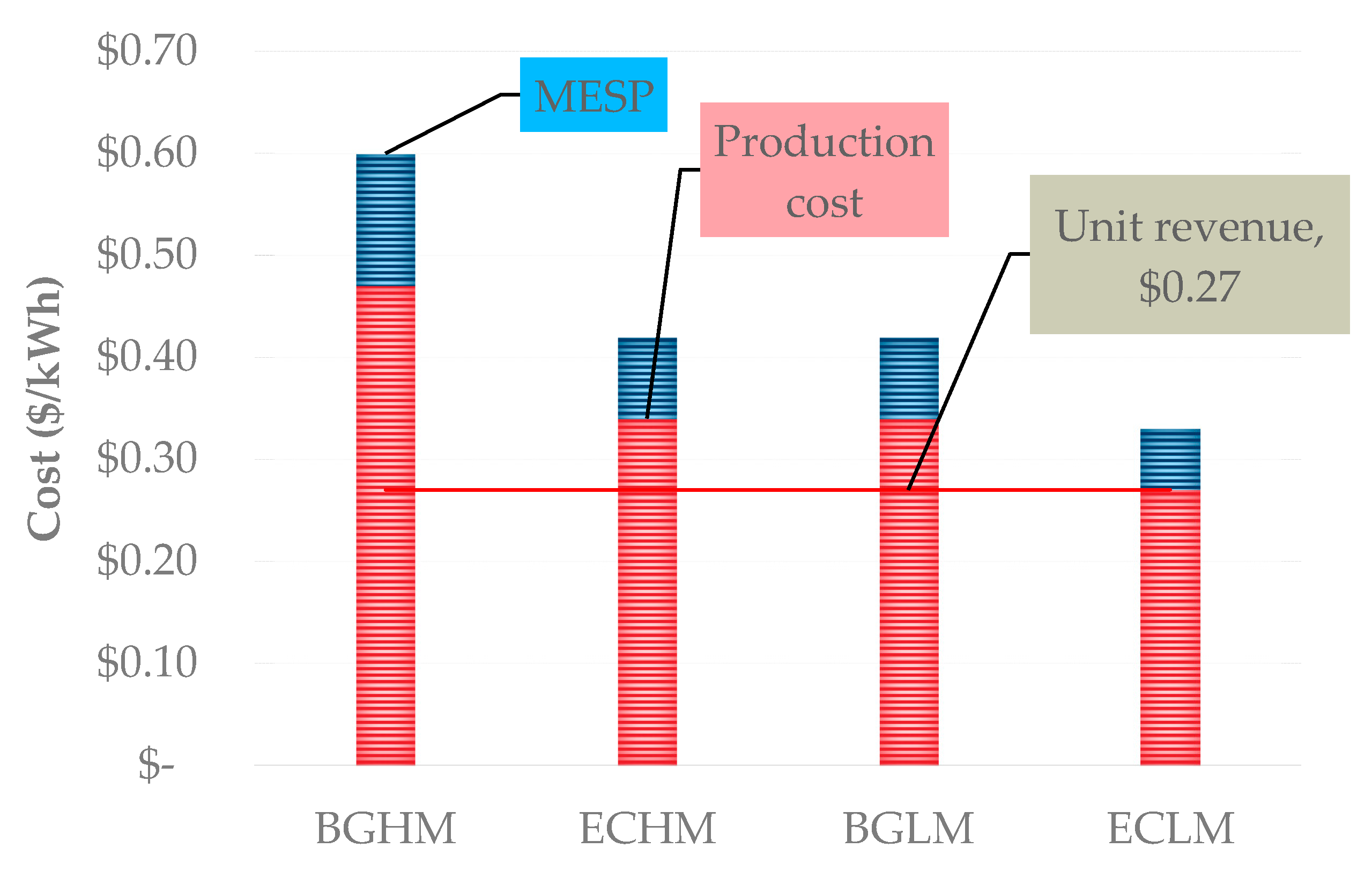
4.2. Minimum Electricity Selling Price
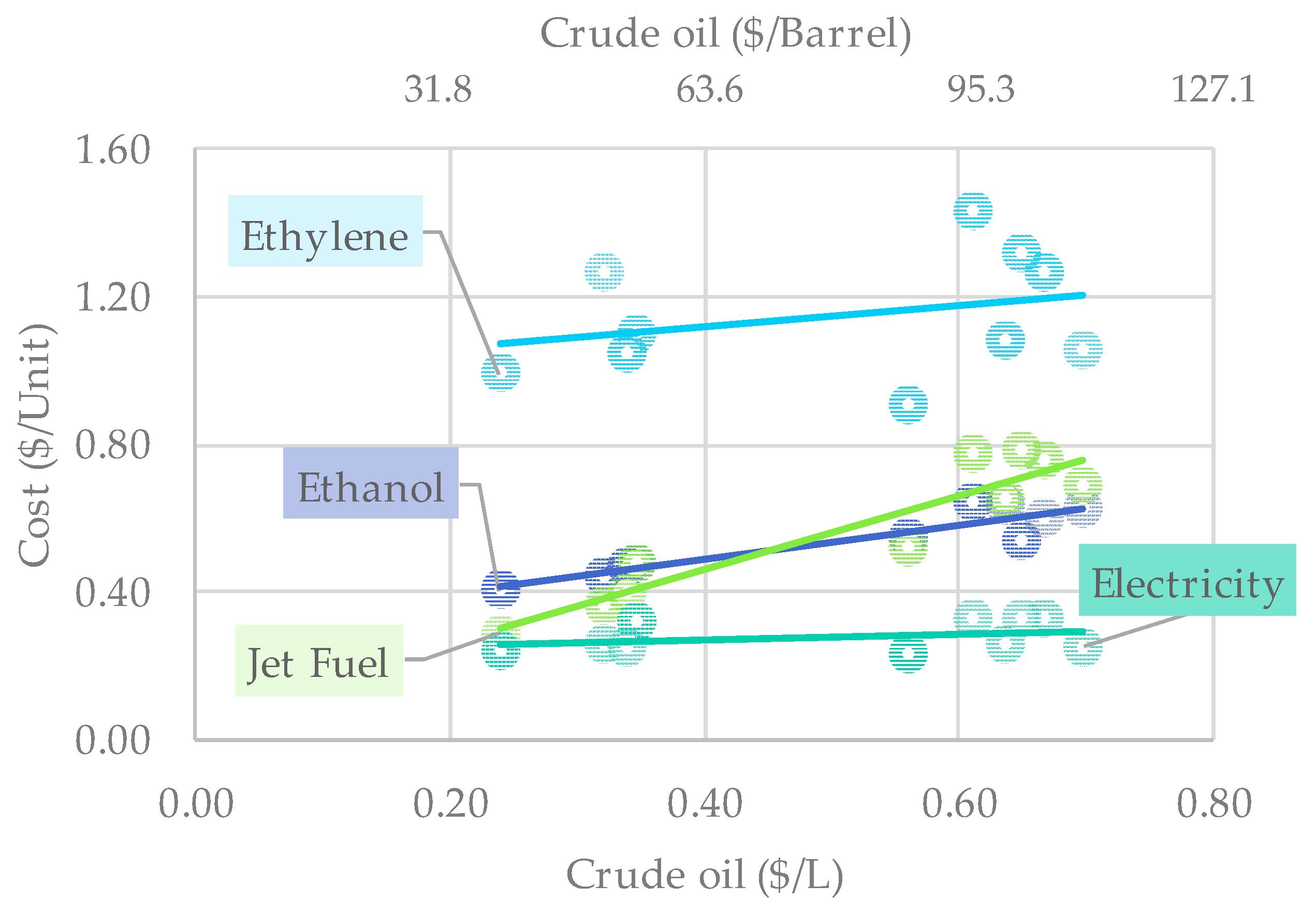
4.3. Interrelationship with Other Commodities
4.4. Comparison with Literature
5. Conclusions
Supplementary Materials
Acknowledgments
Author Contributions
Conflicts of Interest
Acronyms
| BG | banagrass |
| CAPEX | capital costs |
| EC | energycane |
| GWP | global warming potential |
| HM | high moisture |
| LCA | life-cycle assessments |
| LCI | life-cycle inventory |
| LCOE | levelized cost of electricity |
| LM | low moisture |
| MESP | minimum electricity selling price |
| NPV | net present value |
| OPEX | operational costs |
| PBP | payback period |
| ROI | return on investment |
| TEA | techno-economic analysis |
References
- Stocker, T. Climate Change 2013: The Physical Science Basis: Working Group I Contribution to the Fifth Assessment Report of the Intergovernmental Panel on Climate Change; Cambridge University Press: Cambridge, UK, 2014. [Google Scholar]
- Department of Business Economic Development and Tourism. Monthly Energy Trends. Available online: http://dbedt.hawaii.gov/economic/data_reports/energy-trends/ (accessed on 7 October 2017).
- US Energy Information Administration. Short-Term Energy Outlook. Available online: https://www.eia.gov/outlooks/steo/report/global_oil.cfm (accessed on 7 April 2017).
- Rajendran, K.; Taherzadeh, M.J. Pretreatment of lignocellulosic materials. In Bioprocessing of Renewable Resources to Commodity Bioproducts; Bisaria, V.S., Kondo, A., Eds.; John Wiley & Sons: Hoboken, NJ, USA, 2014; pp. 43–75. [Google Scholar]
- Rajendran, K.; Drielak, E.; Varma, V.S.; Muthusamy, S.; Kumar, G. Updates on the pretreatment of lignocellulosic feedstocks for bioenergy production—A review. Biomass Convers. Biorefin. 2017. [Google Scholar] [CrossRef]
- Rajendran, K.; Rajoli, S.; Taherzadeh, M.J. Techno-economic analysis of integrating first and second-generation ethanol production using filamentous fungi: An industrial case study. Energies 2016, 9, 359. [Google Scholar] [CrossRef]
- Shen, Y.; Jarboe, L.; Brown, R.; Wen, Z. A thermochemical-biochemical hybrid processing of lignocellulosic biomass for producing fuels and chemicals. Biotechnol. Adv. 2015, 33, 1799–1813. [Google Scholar] [CrossRef] [PubMed]
- Schmidt-Rohr, K. Why combustions are always exothermic, yielding about 418 kJ per mole of O2. J. Chem. Educ. 2015, 92, 2094–2099. [Google Scholar] [CrossRef]
- Surles, T.; Foley, M.; Turn, S.; Staackmann, M. A Scenario for Accelerated Use of Renewable Resources for Transportation Fuels in Hawaii; University of Hawaii, Hawaii Natural Energy Institute, School of Ocean and Earth Science and Technology: Honolulu, HI, USA, 2009. [Google Scholar]
- Phillips, V.D.; Singh, D.; Merriam, R.A.; Khan, M.A. Land available for biomass crop production in Hawaii. Agric. Syst. 1993, 43, 1–17. [Google Scholar] [CrossRef]
- Khanchi, A.; Birrell, S. Drying models to estimate moisture change in switchgrass and corn stover based on weather conditions and swath density. Agric. For. Meteorol. 2017, 237–238, 1–8. [Google Scholar] [CrossRef]
- Fortier, J.; Truax, B.; Gagnon, D.; Lambert, F. Allometric equations for estimating compartment biomass and stem volume in mature hybrid poplars: General or site-specific? Forests 2017, 8, 309. [Google Scholar] [CrossRef]
- Manzone, M.; Gioelli, F.; Balsari, P. Kiwi clear-cut: First evaluation of recovered biomass for energy production. Energies 2017, 10, 1837. [Google Scholar] [CrossRef]
- Uson, A.A.; López-Sabirón, A.M.; Ferreira, G.; Sastresa, E.L. Uses of alternative fuels and raw materials in the cement industry as sustainable waste management options. Renew. Sustain. Energy Rev. 2013, 23, 242–260. [Google Scholar] [CrossRef]
- Striūgas, N.; Vorotinskienė, L.; Paulauskas, R.; Navakas, R.; Džiugys, A.; Narbutas, L. Estimating the fuel moisture content to control the reciprocating grate furnace firing wet woody biomass. Energy Convers. Manag. 2017, 149, 937–949. [Google Scholar] [CrossRef]
- Rajendran, K.; Murthy, G.S. How does technology pathway choice influence economic viability and environmental impacts of lignocellulosic biorefineries? Biotechnol. Biofuels 2017, 10, 268. [Google Scholar] [CrossRef] [PubMed]
- Kadhum, H.J.; Rajendran, K.; Murthy, G.S. Effect of solids loading on ethanol production: Experimental, economic and environmental analysis. Bioresour. Technol. 2017, 244, 108–116. [Google Scholar] [CrossRef] [PubMed]
- Kim, M.; Day, D.F. Composition of sugar cane, energy cane, and sweet sorghum suitable for ethanol production at louisiana sugar mills. J. Ind. Microbiol. Biotechnol. 2011, 38, 803–807. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.H.; Kwon, J.H.; Kim, T.H.; Choi, W.I. Impact of planetary ball mills on corn stover characteristics and enzymatic digestibility depending on grinding ball properties. Bioresour. Technol. 2017, 241, 1094–1100. [Google Scholar] [CrossRef] [PubMed]
- Ali Mandegari, M.; Farzad, S.; Görgens, J.F. Economic and environmental assessment of cellulosic ethanol production scenarios annexed to a typical sugar mill. Bioresour. Technol. 2017, 224, 314–326. [Google Scholar] [CrossRef] [PubMed]
- Ali Mandegari, M.; Farzad, S. Görgens jf. In Biofuels: Production and Future Perspectives; Singh, R.S., Panday, A., Gnansounou, E., Eds.; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Hawaii State Energy Office. Hawaii Energy Facts & Figures; Hawaii State Energy Office: Honolulu, HI, USA, 2014; pp. 1–27.
- Bare, J.; Young, D.; Qam, S.; Hopton, M.; Chief, S. Tool for the Reduction and Assessment of Chemical and Other Environmental Impacts (TRACI); US Environmental Protection Agency: Washington, DC, USA, 2012.
- ISO Technical Committee. Environmental Management: Life Cycle Assessment: Requirements and Guidelines; International Organization for Standardization (ISO): Geneva, Switzerland, 2006. [Google Scholar]
- Bare, J.C. Traci. J. Ind. Ecol. 2002, 6, 49–78. [Google Scholar] [CrossRef]
- Bare, J. Traci 2.0: The tool for the reduction and assessment of chemical and other environmental impacts 2.0. Clean Technol. Environ. 2011, 13, 687–696. [Google Scholar] [CrossRef]
- Patel, M.; Zhang, X.; Kumar, A. Techno-economic and life cycle assessment on lignocellulosic biomass thermochemical conversion technologies: A review. Renew. Sustain. Energy Rev. 2016, 53, 1486–1499. [Google Scholar] [CrossRef]
- Thakur, A.; Canter, C.E.; Kumar, A. Life-cycle energy and emission analysis of power generation from forest biomass. Appl. Energy 2014, 128, 246–253. [Google Scholar] [CrossRef]
- Wihersaari, M. Greenhouse gas emissions from final harvest fuel chip production in Finland. Biomass Bioenergy 2005, 28, 435–443. [Google Scholar] [CrossRef]
- Whittaker, C.; Mortimer, N.; Murphy, R.; Matthews, R. Energy and greenhouse gas balance of the use of forest residues for bioenergy production in the UK. Biomass Bioenergy 2011, 35, 4581–4594. [Google Scholar] [CrossRef]
- Angus-Hankin, C.; Stokes, B.; Twaddle, A. The transportation of fuelwood from forest to facility. Biomass Bioenergy 1995, 9, 191–203. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Banagrass | Energycane | ||
|---|---|---|---|---|
| Wet Basis | Dry Basis | Wet Basis | Dry Basis | |
| Cellulose | 10.22% | 37.48% | 10.05% | 33.44% |
| Hemicellulose | 6.39% | 23.43% | 6.36% | 21.16% |
| Lignin | 4.49% | 16.46% | 3.78% | 12.58% |
| Extractives | 3.56% | 13.05% | 7.92% | 26.36% |
| Ash | 2.61% | 9.57% | 1.94% | 6.46% |
| Moisture | 72.73% | - | 69.95% | - |
| Type | Assumption |
|---|---|
| Annual processing capacity | 60,000 dry MT/year |
| Biomass cost | $80/dry MT |
| Electricity cost | $0.27/kWh |
| Discount rate | 7% |
| Annual operational hours | 7920 h |
| Start-up time | 4 months |
| Construction period | 30 months |
| Income tax | 40% |
| Inflation | 4% |
| Project lifetime | 15 years |
| Depreciation method | Straight line |
| Salvage value | 5% |
| Depreciation years | 10 years |
| High Moisture | Low Moisture | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| BGHM Banagrass | ECHM Energycane | BGLM Banagrass | ECLM Energycane | ||||||
| Unit | Amount | Cost ($) | Amount | Cost ($) | Amount | Cost ($) | Amount | Cost ($) | |
| Conveyor belt | feet | 400 | 458,000 | 400 | 458,000 | 400 | 458,000 | 400 | 458,000 |
| Shredder | kg/h | 27,780 | 459,000 | 25,210 | 433,000 | 15,872 | 328,000 | 13,773 | 302,000 |
| Steam generator | kg/h | 29,635 | 372,000 | 42,048 | 485,000 | 41,585 | 481,000 | 53,607 | 583,000 |
| Expansion turbine | kW | 2591 | 590,000 | 3791 | 900,000 | 3747 | 892,000 | 4922 | 1,092,000 |
| Unlisted equipment | 470,000 | 569,000 | 540,000 | 610,000 | |||||
| Total cost ($) | 2,349,000 | 2,845,000 | 2,699,000 | 3,045,000 | |||||
| Impact Category | Unit | High Moisture | Low Moisture | ||
|---|---|---|---|---|---|
| Banagrass | Energycane | Banagrass | Energycane | ||
| BGHM | ECHM | BGLM | ECLM | ||
| Acidification | kg SO2 equivalent | 3.0 × 10−3 | 1.2 × 10−3 | 1.9 × 10−3 | 9.3 × 10−4 |
| Eco-toxicity | CTUe | 1.2 × 10+0 | 5.5 × 10−1 | 8.4 × 10−1 | 4.1 × 10−1 |
| Eutrophication | kg N equivalent | 8.1 × 10−4 | 4.1 × 10−4 | 5.3 × 10−4 | 3.0 × 10−4 |
| Global warming | kg CO2 equivalent | 2.9 × 10−2 | 2.2 × 10−2 | 1.9 × 10−2 | 1.6 × 10−2 |
| Carcinogenics | 1.3 × 10−8 | 9.7 × 10−9 | 8.8 × 10−9 | 7.2 × 10−9 | |
| Non-carcinogenics | 5.6 × 10−8 | 2.2 × 10−8 | 3.6 × 10−8 | 1.6 × 10−8 | |
| Ozone depletion | Kg CFC-11 equivalent | 7.1 × 10−8 | 2.6 × 10−8 | 4.6 × 10−8 | 1.9 × 10−8 |
| Photochemical ozone formation | kg O3 equivalent | 2.6 × 10−2 | 2.8 × 10−2 | 1.7 × 10−2 | 2.1 × 10−2 |
| Resource depletion | MJ surplus | 8.8 × 10−1 | 2.3 × 10−1 | 5.7 × 10−1 | 1.7 × 10−1 |
| Respiratory effects | kg PM 2.5 equivalent | 4.1 × 10−4 | 1.8 × 10−4 | 2.7 × 10−4 | 1.4 × 10−4 |
© 2017 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rajendran, K. Effect of Moisture Content on Lignocellulosic Power Generation: Energy, Economic and Environmental Impacts. Processes 2017, 5, 78. https://doi.org/10.3390/pr5040078
Rajendran K. Effect of Moisture Content on Lignocellulosic Power Generation: Energy, Economic and Environmental Impacts. Processes. 2017; 5(4):78. https://doi.org/10.3390/pr5040078
Chicago/Turabian StyleRajendran, Karthik. 2017. "Effect of Moisture Content on Lignocellulosic Power Generation: Energy, Economic and Environmental Impacts" Processes 5, no. 4: 78. https://doi.org/10.3390/pr5040078
APA StyleRajendran, K. (2017). Effect of Moisture Content on Lignocellulosic Power Generation: Energy, Economic and Environmental Impacts. Processes, 5(4), 78. https://doi.org/10.3390/pr5040078