
Effects of Catalysts and Membranes on the Performance of Membrane Reactors in Steam Reforming of Ethanol at Moderate Temperature


Abstract
:
1. Introduction
2. Experimental Section
2.1. Preparation of Catalysts
2.2. Preparation of Amorphous Alloy Membranes
2.3. Characterization
3. Results and Discussion
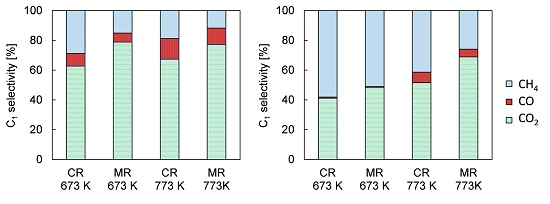
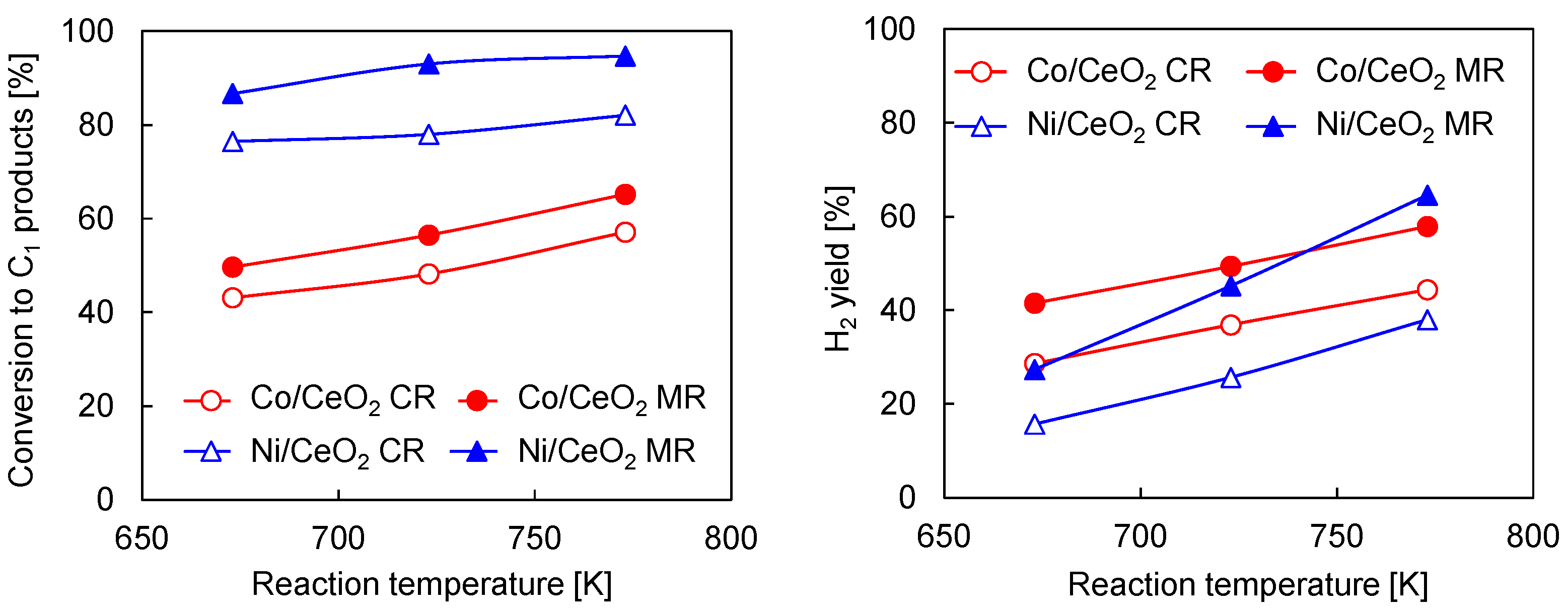
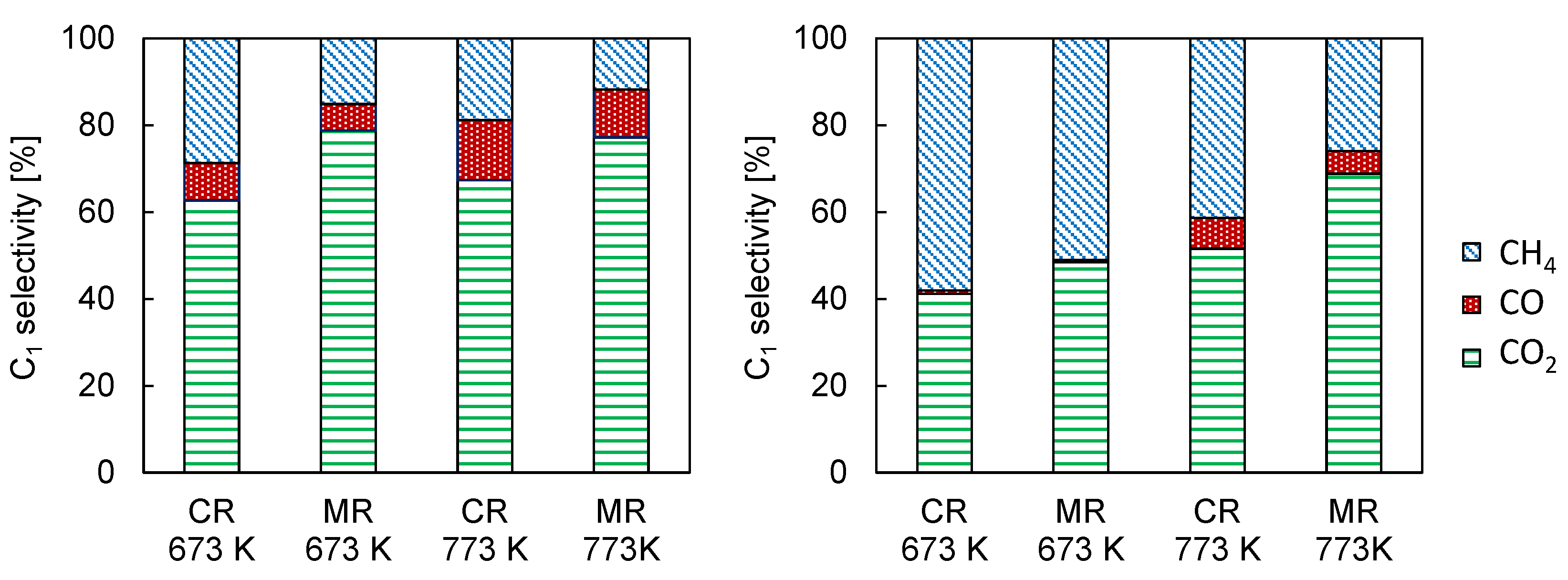
3.1. Membrane Reactor Performance Using Pd77Ag23 Membrane with Co/CeO2 and Ni/CeO2 Catalysts
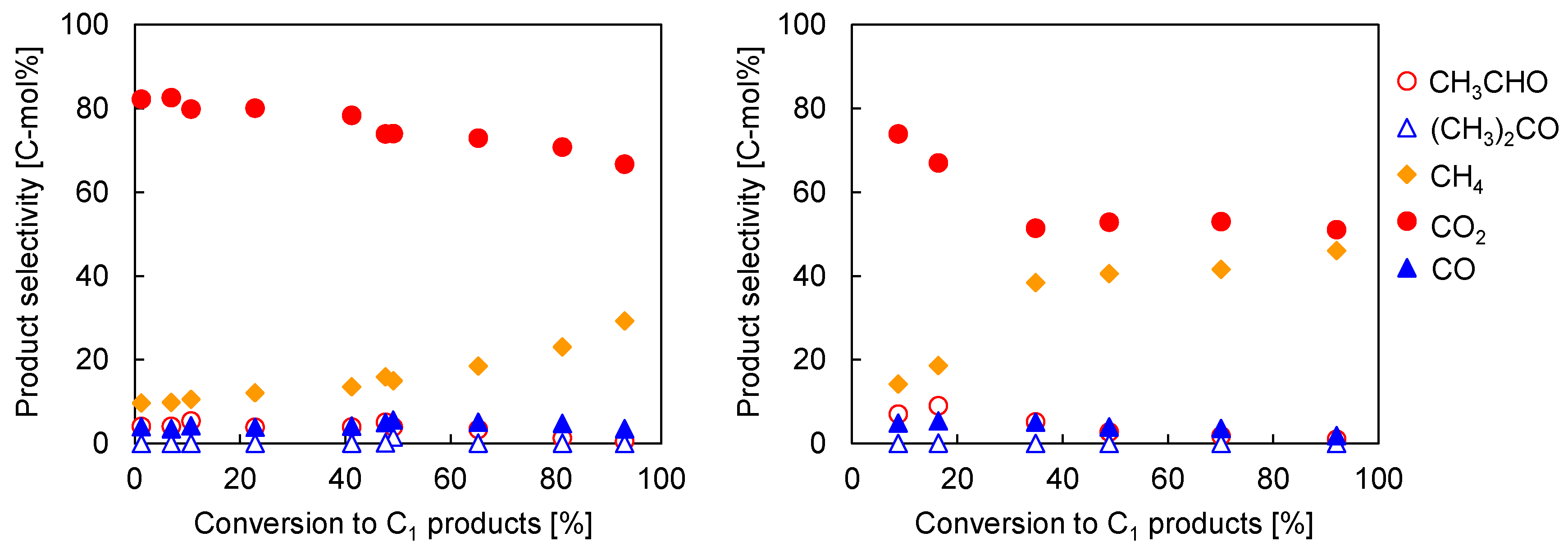
3.2. Catalyst Development for Improving the Membrane Reactor Performance
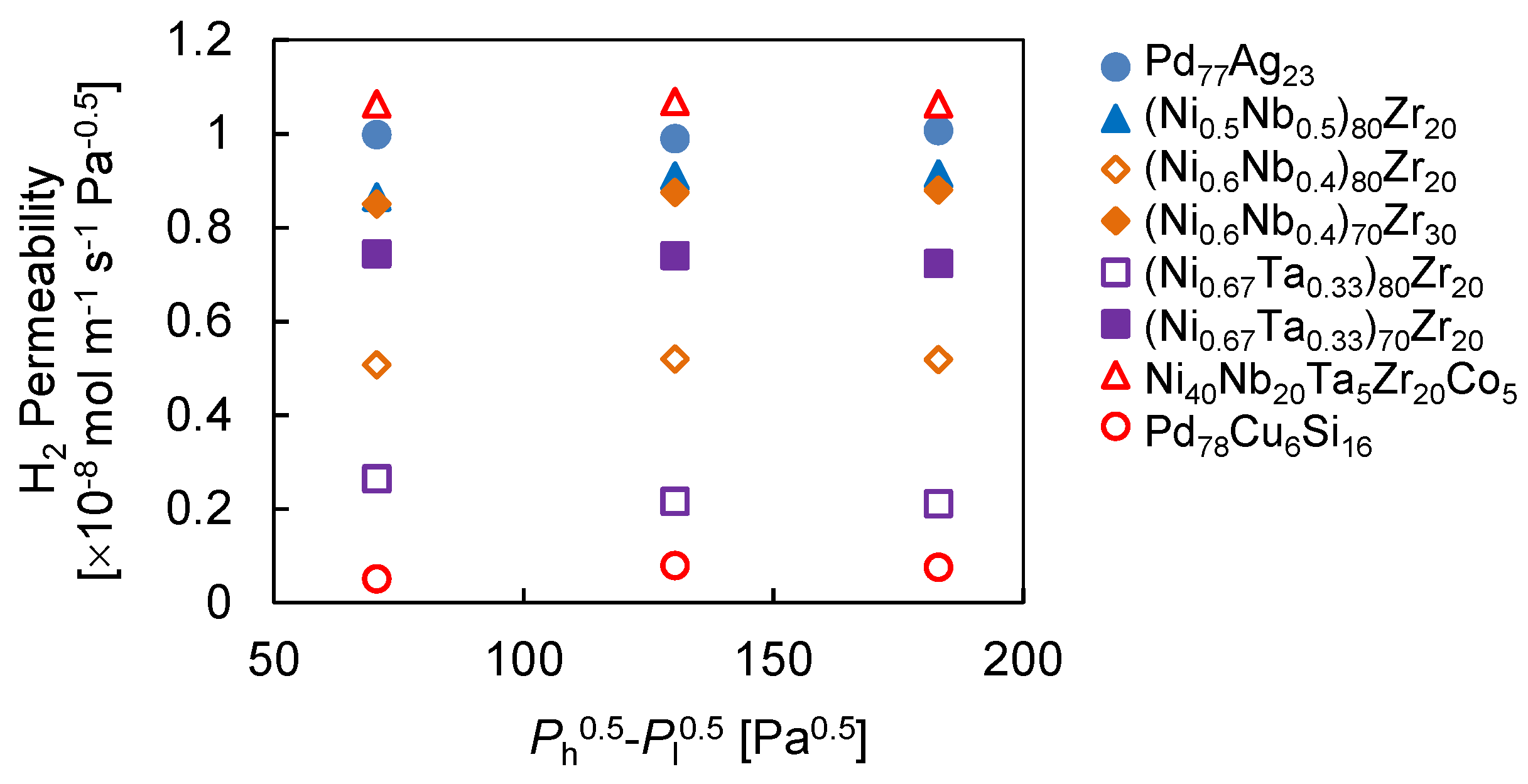
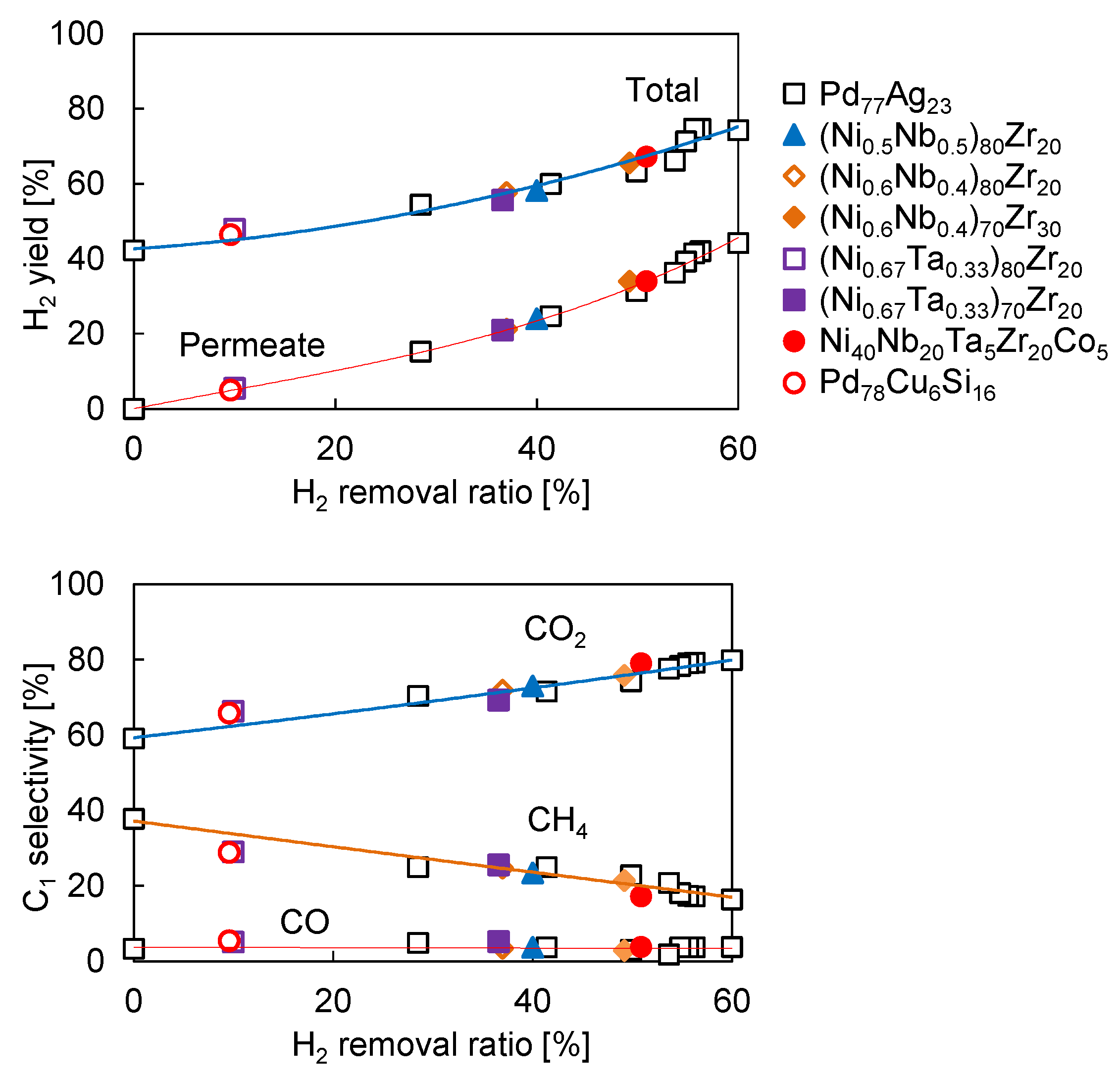
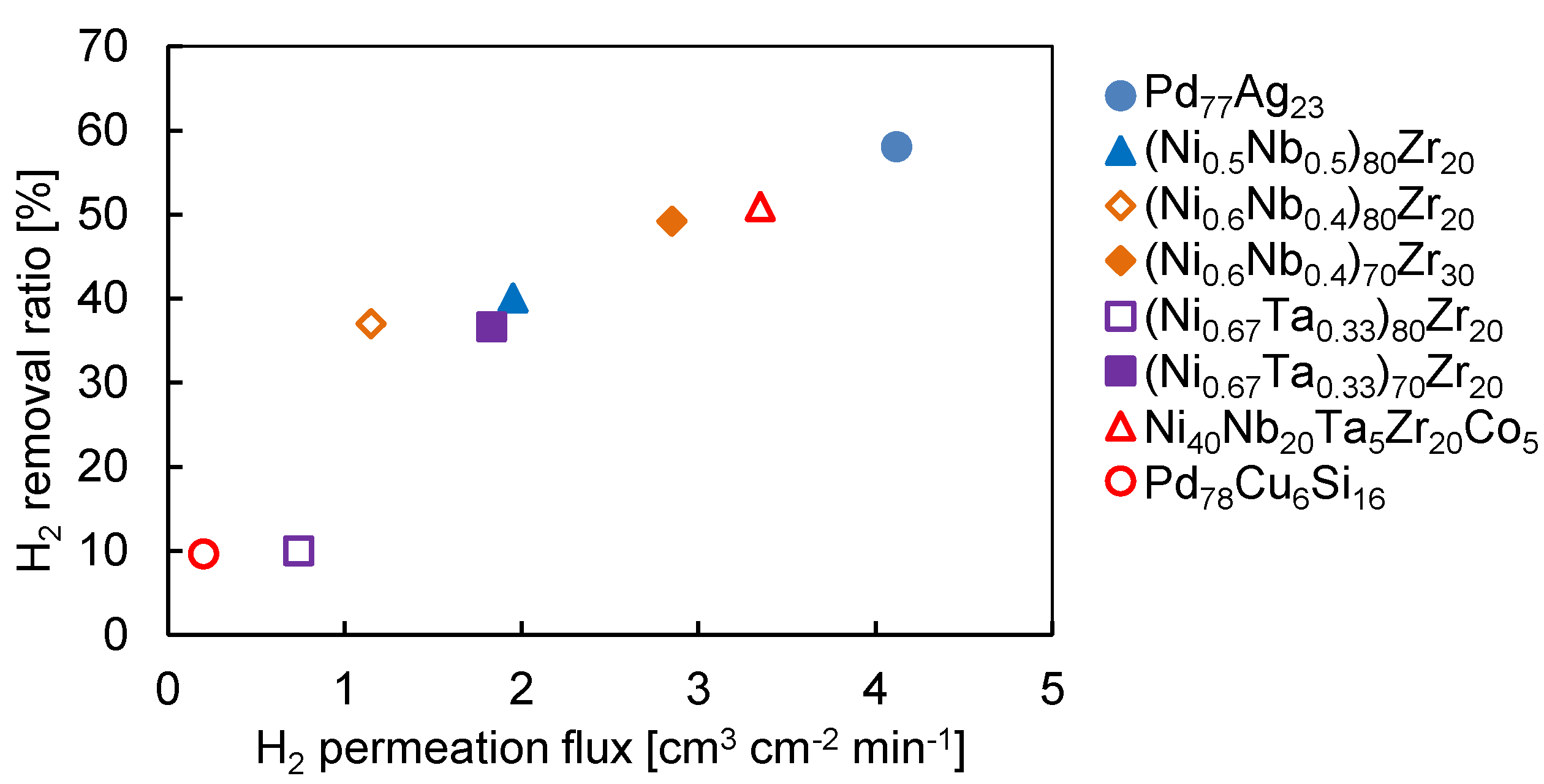
3.3. Comparison of Amorphous Alloy Membranes and Pd77Ag23 Membrane in the Membrane Reactor
4. Conclusions
Supplementary Files
Supplementary File 1Acknowledgements
Author Contributions
Conflicts of Interest
References
- Holladay, J.D.; Hu, J.; King, D.L.; Wang, Y. An overview of hydrogen production technologies. Catal. Today 2009, 139, 244–260. [Google Scholar] [CrossRef]
- Zou, X.; Wang, X.; Li, L.; Shen, K.; Lu, X.; Ding, W. Development of highly effective supported nickel catalysts for pre-reforming of liquefied petroleum gas under low steam to carbon molar ratios. Int. J. Hydrogen Energy 2010, 35, 12191–12200. [Google Scholar] [CrossRef]
- Laosiripojana, N.; Assabumrungrat, S. Hydrogen production from steam and autothermal reforming of LPG over high surface area ceria. J. Power Sources 2006, 158, 1348–1357. [Google Scholar] [CrossRef]
- Lu, Y.; Chen, J.; Liu, Y.; Xue, Q.; He, M. Highly sulfur-tolerant Pt/Ce0.8Gd0.2O1.9 catalyst for steam reforming of liquid hydrocarbons in fuel cell applications. J. Catal. 2008, 254, 39–48. [Google Scholar] [CrossRef]
- Suzuki, T.; Iwanami, H.; Yoshinari, T. Steam reforming of kerosene on Ru/Al2O3 catalyst to yield hydrogen. Int. J. Hydrogen Energy 2000, 25, 119–126. [Google Scholar] [CrossRef]
- Yu, X.H.; Zhang, S.C.; Wang, L.Q.; Jiang, Q.; Li, S.G.; Tao, Z. Hydrogen production from steam reforming of kerosene over Ni-La and Ni-La-K/cordierite catalysts. Fuel 2006, 85, 1708–1713. [Google Scholar] [CrossRef]
- Muramoto, T.; Nariai, K.; Ohara, H.; Kamata, H. Durability of Ru/CeO2/γ-Al2O3 catalyst for steam reforming of dodecane. J. Jpn. Petrol. Inst. 2009, 52, 108–113. [Google Scholar] [CrossRef]
- Miyamoto, M.; Arakawa, M.; Oumi, Y.; Uemiya, S. Influence of metal cation doping on Ru/CeO2/Al2O3 catalyst for steam reforming of desulfurized kerosene. Int. J. Hydrogen Energy 2015, 40, 2657–2662. [Google Scholar] [CrossRef]
- Murdoch, M.; Waterhouse, G.I.N.; Nadeem, M.A.; Metson, J.B.; Keane, M.A.; Howe, R.F.; Llorca, J.; Idriss, H. The effect of gold loading and particle size on photocatalytic hydrogen production from ethanol over Au/TiO2 nanoparticles. Nat. Chem. 2011, 3, 489–492. [Google Scholar] [CrossRef] [PubMed]
- Meng, N.; Leung, D.Y.C.; Leung, M.K.H. A review on reforming bio-ethanol for hydrogen production. Int. J. Hydrogen Energy 2007, 32, 3238–3247. [Google Scholar]
- Vaidya, P.D.; Rodrigues, A.E. Insight into steam reforming of ethanol to produce hydrogen for fuel cells. Chem. Eng. J. 2006, 117, 39–49. [Google Scholar] [CrossRef]
- Haryanto, A.; Fernando, S.; Murali, N.; Adhikari, S. Current status of hydrogen production techniques by steam reforming of ethanol: A Review. Energy & Fuel 2005, 19, 2098–2106. [Google Scholar]
- Deluga, G.A.; Salge, J.R.; Schmidt, L.D.; Verykios, X.E. Renewable hydrogen from ethanol by autothermal reforming. Science 2004, 303, 993–997. [Google Scholar] [CrossRef] [PubMed]
- Frusteri, F.; Freni, S. Bio-ethanol, a suitable fuel to produce hydrogen for a molten carbonate fuel cell. J. Power Source 2007, 173, 200–209. [Google Scholar] [CrossRef]
- Idriss, H.; Scott, M.; Llorca, J.; Chan, S.C.; Chiu, W.; Sheng, P.-Y.; Yee, A.; Blackford, M.A.; Pas, S.J.; Hill, A.J.; et al. A Phenomenological study of the metal–oxide interface: The role of catalysis in hydrogen production from renewable resources. ChemSusChem 2008, 1, 905–910. [Google Scholar] [CrossRef] [PubMed]
- Torres, J.A.; Llorca, J.; Casanovas, A.; Domínguez, M.; Salvadó, J.; Montané, D. Steam reforming of ethanol at moderate temperature: Multifactorial design analysis of Ni/La2O3-Al2O3 and Fe- and Mn-promoted Co/ZnO catalysts. J. Power Source 2007, 169, 158–166. [Google Scholar] [CrossRef]
- Sun, J.; Qiu, X.-P.; Wu, F.; Zhu, W.-T. H2 from steam reforming of ethanol at low temperature over Ni/Y2O3, Ni/La2O3 and Ni/Al2O3 catalysts for fuel-cell application. Int. J. Hydrogen Energy 2005, 30, 437–445. [Google Scholar] [CrossRef]
- Comas, J.; Mariño, F.; Laborde, M.; Amadeo, N. Bio-ethanol steam reforming on Ni/Al2O3 catalyst. Chem. Eng. J. 2004, 98, 61–68. [Google Scholar] [CrossRef]
- Casanovas, A.; de Leitenburg, C.; Trovarelli, A.; Llorca, J. Catalytic monoliths for ethanol steam reforming. Catal. Today 2008, 138, 187–192. [Google Scholar] [CrossRef]
- Rikukawa, M.; Sanui, K. Proton-conducting polymer electrolyte membranes based on hydrocarbon polymers. Prog. Polym. Sci. 2000, 25, 1463–1502. [Google Scholar] [CrossRef]
- Neburchilov, V.; Martin, J.; Wang, H.; Zhang, J. A review of polymer electrolyte membranes for direct methanol fuel cells. J. Power Sources 2007, 169, 221–238. [Google Scholar] [CrossRef]
- Rakib, M.A.; Grace, J.R.; Lim, C.J.; Elnashaie, S.S.E.H.; Ghiasi, B. Steam reforming of propane in a fluidized bed membrane reactor for hydrogen production. Int. J. Hydrogen Energy 2010, 35, 6276–6290. [Google Scholar] [CrossRef]
- Perna, A.; Cicconardi, S.P.; Cozzolino, R. Performance evaluation of a fuel processing system based on membrane reactors technology integrated with a PMFC stack. Int. J. Hydrogen Energy 2011, 36, 9906–9915. [Google Scholar] [CrossRef]
- Miyamoto, M.; Hayakawa, C.; Kamata, K.; Arakawa, M.; Uemiya, S. Influence of the pre-reformer in steam reforming of dodecane using a Pd alloy membrane reactor. Int. J. Hydrogen Energy 2011, 36, 7771–7775. [Google Scholar] [CrossRef]
- Iulianelli, A.; Basile, A. An experimental study on bio-ethanol steam reforming in a catalytic membrane reactor. Part I: Temperature and sweep-gas flow configuration effects. Int. J. Hydrogen Energy 2010, 35, 3170–3177. [Google Scholar] [CrossRef]
- Iulianelli, A.; Liguori, S.; Longo, T.; Tosti, S.; Pinacci, P.; Basile, A. An experimental study on bio-ethanol steam reforming in a catalytic membrane reactor. Part II: Reaction pressure, sweep factor and WHSV effects. Int. J. Hydrogen Energy 2010, 35, 3159–3164. [Google Scholar] [CrossRef]
- Seelam, P.K.; Liguori, S.; Iulianelli, A.; Pinacci, P.; Calabrò, V.; Huuhtanen, M.; Keiski, R.; Piemonte, V.; Tosti, S.; De Falco, M.; et al. Hydrogen production from bio-ethanol steam reforming reaction in a Pd/PSS membrane reactor. Catal. Today 2012, 193, 42–48. [Google Scholar] [CrossRef]
- Domínguez, M.; Taboada, E.; Molins, E.; Llorca, J. Ethanol steam reforming at very low temperature over cobalt talc in a membrane reactor. Catal. Today 2012, 139, 101–106. [Google Scholar] [CrossRef]
- Espinal, R.; Anzola, A.; Adrover, E.; Roig, M.; Chimentao, R.; Medina, F.; López, E.; Borio, D.; Llorca, J. Durable ethanol steam reforming in a catalyticmembrane reactor at moderate temperature over cobalt hydrotalcite. Int. J. Hydrogen Energy 2014, 39, 10902–10910. [Google Scholar] [CrossRef]
- Lim, H.; Gu, Y.; Oyama, S.T. Studies of the effect of pressure and hydrogen permeance on the ethanol steam reforming reaction with palladium- and silica-based membranes. J. Membr. Sci. 2012, 396, 119–127. [Google Scholar] [CrossRef]
- Zhang, B.; Tang, X.; Li, Y.; Xu, Y.; Shen, W. Hydrogen production from steam reforming of ethanol and glycerol over ceria-supported metal catalysts. Int. J. Hydrogen Energy 2007, 32, 2367–2373. [Google Scholar] [CrossRef]
- Otsuka, K.; Wang, Y.; Sunada, E.; Yamanaka, I. Direct partial oxidation of methane to synthesis gas by cerium oxide. J. Catal. 1998, 175, 152–160. [Google Scholar] [CrossRef]
- Lei, Y.; Cant, N.W.; Trimm, D.L. The origin of rhodium promotion of Fe3O4–Cr2O3 catalysts for the high-temperature water–gas shift reaction. J. Catal. 2006, 239, 227–236. [Google Scholar] [CrossRef]
- Yamaura, S.; Sakurai, M.; Hasegawa, M.; Wakoh, K.; Shimpo, Y.; Nishida, M.; Kimura, H.; Matsubara, E.; Inoue, A. Hydrogen permeation and structural features of melt-spun Ni–Nb–Zr amorphous alloys. Acta Mater. 2005, 53, 3703–3711. [Google Scholar] [CrossRef]
- Yamaura, S.; Shimpo, Y.; Okouchi, H.; Nishida, M.; Kajita, O.; Kimura, H.; Inoue, A. Hydrogen permeation characteristics of melt-spun Ni–Nb–Zr amorphous alloy membranes. Matar. Trans. 2003, 44, 1885–1890. [Google Scholar] [CrossRef]
- Kim, S.-M.; Chandra, D.; Pal, N.K.; Dolan, M.D.; Chien, W.-M.; Talekar, A.; Lamb, J.; Paglieri, S.N.; Flanagan, T.B. Hydrogen permeability and crystallization kinetics in amorphous Ni-Nb-Zr alloys. Int. J. Hydrogen Energy 2012, 37, 3904–3913. [Google Scholar] [CrossRef]
- Paglieri, S.N.; Pal, N.K.; Dolan, M.D.; Kim, S.-M.; Chien, W.-M.; Lamb, J.; Chandra, D.; Hubbard, K.M.; Moore, D.P. Hydrogen permeability, thermal stability and hydrogen embrittlement of Ni–Nb–Zr and Ni–Nb–Ta–Zr amorphous alloy membranes. J. Membr. Sci. 2011, 378, 42–50. [Google Scholar] [CrossRef]
- Qiang, J.B.; Zhang, W.; Yamaura, S.; Inoue, A. Thermal stability and hydrogen permeation of Ni42Zr30Nb28-xTax amorphous alloys. Matar. Trans. 2009, 50, 1236–1239. [Google Scholar] [CrossRef]
- Ding, H.Y.; Zhang, W.; Yamaura, S.; Yao, K.F. Hydrogen permeable Nb-based amorphous alloys with high thermal stability. Mater. Trans. 2013, 54, 1330–1334. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Catalysts | Conversion to C1 (%) | H2 Yield (%) | C1 Selectivity (%) | |||
|---|---|---|---|---|---|---|
| CO2 | CO | CH4 | ||||
| Co/CeO2 | CR | 63.4 | 47.6 | 70.3 | 6.0 | 23.6 |
| Ru-Co/CeO2 | CR | 86.8 | 42.3 | 59.0 | 3.3 | 37.7 |
| MR | 87.9 | 70.3 | 81.8 | 4.0 | 14.2 | |
| Pd-Co/CeO2 | CR | 92.7 | 30.8 | 51.6 | 1.9 | 46.5 |
| MR | 94.2 | 52.9 | 65.3 | 2.4 | 32.3 | |
| Membrane | Membrane Thickness (μm) | H2 removal (%) | H2 Yield (%) | C1 Selectivity (%) | ||
|---|---|---|---|---|---|---|
| CO2 | CO | CH4 | ||||
| (Ni0.5Nb0.5)80Zr20 | 41.6 | 40.0 | 58.1 | 72.9 | 3.7 | 23.4 |
| (Ni0.6Nb0.4)80Zr20 | 40.6 | 37.0 | 57.7 | 71.8 | 3.4 | 24.7 |
| (Ni0.6Nb0.4)70Zr30 | 27.7 | 49.2 | 65.6 | 75.8 | 2.8 | 21.4 |
| (Ni0.67Ta0.33)80Zr20 | 35.7 | 10.0 | 47.9 | 66.3 | 5.1 | 29.0 |
| (Ni0.67Ta0.33)70Zr30 | 38.7 | 36.6 | 55.7 | 69.3 | 5.2 | 25.5 |
| Ni40Nb20Ta5Zr30Co5 | 30.4 | 50.9 | 67.2 | 79.0 | 3.8 | 17.2 |
| Pd78Cu6Si16 | 28.1 | 9.6 | 46.5 | 65.8 | 5.4 | 28.8 |
| Pd77Ag23 | 20.0 | 58.0 | 70.3 | 81.8 | 4.0 | 14.2 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Miyamoto, M.; Yoshikawa, Y.; Oumi, Y.; Yamaura, S.-i.; Uemiya, S. Effects of Catalysts and Membranes on the Performance of Membrane Reactors in Steam Reforming of Ethanol at Moderate Temperature. Processes 2016, 4, 18. https://doi.org/10.3390/pr4020018
Miyamoto M, Yoshikawa Y, Oumi Y, Yamaura S-i, Uemiya S. Effects of Catalysts and Membranes on the Performance of Membrane Reactors in Steam Reforming of Ethanol at Moderate Temperature. Processes. 2016; 4(2):18. https://doi.org/10.3390/pr4020018
Chicago/Turabian StyleMiyamoto, Manabu, Yuki Yoshikawa, Yasunori Oumi, Shin-ichi Yamaura, and Shigeyuki Uemiya. 2016. "Effects of Catalysts and Membranes on the Performance of Membrane Reactors in Steam Reforming of Ethanol at Moderate Temperature" Processes 4, no. 2: 18. https://doi.org/10.3390/pr4020018
APA StyleMiyamoto, M., Yoshikawa, Y., Oumi, Y., Yamaura, S.-i., & Uemiya, S. (2016). Effects of Catalysts and Membranes on the Performance of Membrane Reactors in Steam Reforming of Ethanol at Moderate Temperature. Processes, 4(2), 18. https://doi.org/10.3390/pr4020018