
Optimizing Wind Turbine Blade Manufacturing Using Single-Minute Exchange of Die and Resource-Constrained Project Scheduling

Abstract
1. Introduction
2. Materials and Methods
2.1. Data Collection and Operational Time Analysis
2.2. Application of the SMED Methodology
2.3. MRCPSP-Based Mathematical Modeling of PS Core Layup Operations
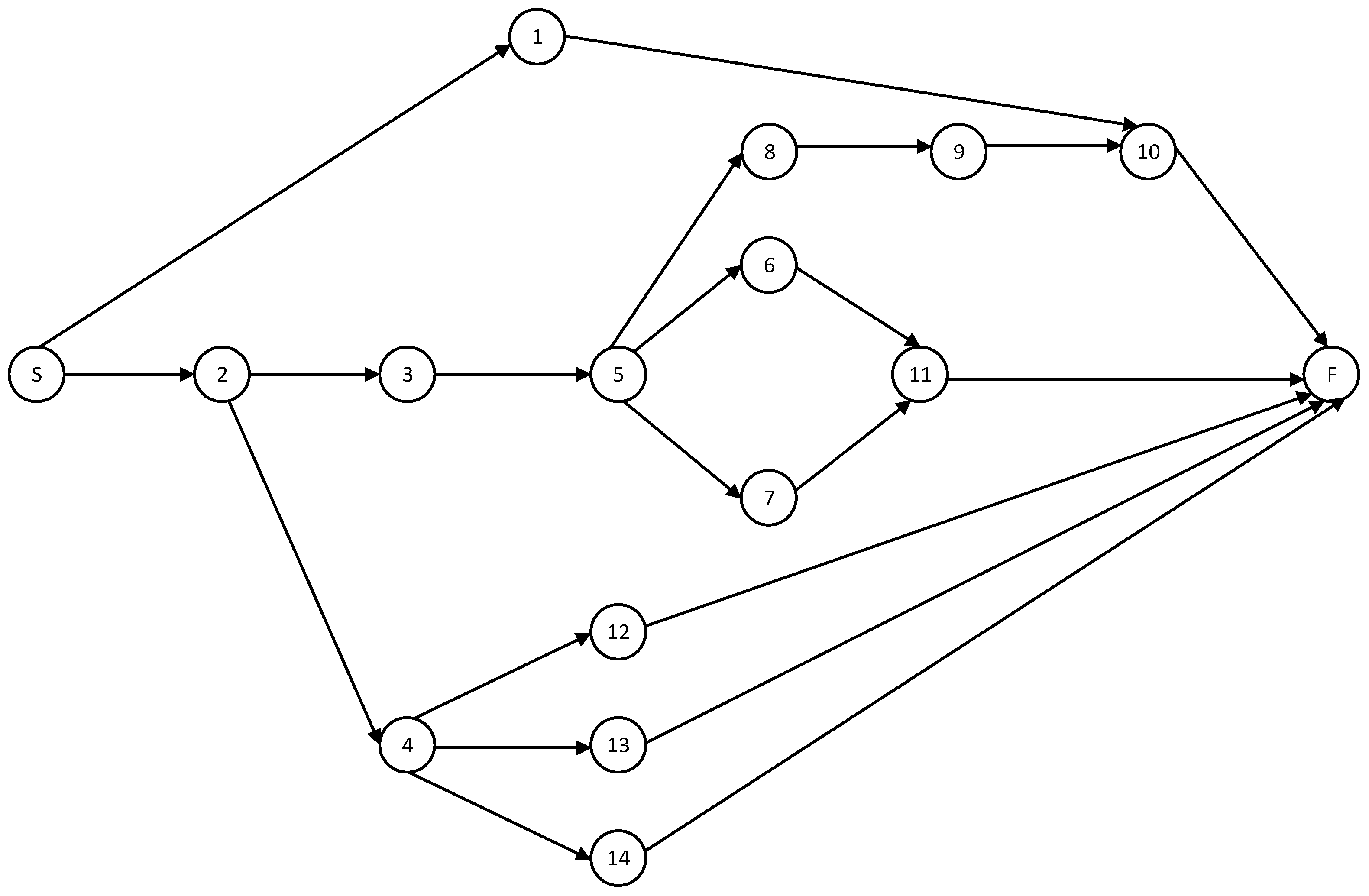
- The project comprises both parallel and precedence-constrained activities, all of which are non-preemptive.
- If a successor activity is permitted to start before the completion of its predecessor, the two activities are treated as parallel.
- The precedence relationships among all activities are known.
- All workers are capable of performing each activity within the same timeframe.
- The durations of activities are assumed to be deterministic.
- Each activity has a defined minimum and maximum number of allowable assigned workers.
- For certain activities, the duration is inversely proportional to the number of assigned workers.
- For specific activities, both the assigned workforce and processing time are fixed.
- The primary objective is to minimize the project’s cycle time under a fixed workforce availability.
| Sets | |
| N | Set of activities in the project, i.e., N = {0, 1, …, n}, where 0 and n + 1 denote the dummy start and end activities, respectively. |
| Modj | Set of feasible execution modes for activity j. |
| T | Set of discrete time periods, i.e., T = {1, 2, …, t}. |
| Indices | |
| j | Activity index (identifies each activity in the project). |
| t | Time period index (used to denote discrete scheduling time units). |
| m | Mode index, representing an execution alternative for activity j (i.e., a specific combination of resource usage and processing time). |
| Parameters | |
| Processing time (i.e., duration) of activity j when executed in mode m. | |
| Number of workers required to execute activity j in mode m. | |
| Total number of available workers in the system (i.e., the capacity of the renewable resource). | |
| Decision Variables | |
| . | |
| . | |
| Start time of activity j (i.e., the time period at which activity j begins execution). | |
| Completion time of activity j; denotes the total project duration (makespan) as the completion time of the final dummy activity. | |
3. Results
3.1. Cycle Time Reduction
3.2. Worker Allocation Efficiency
3.3. Precedence and Scheduling Integrity
3.4. Scenario Analysis and Robustness
4. Discussion
4.1. Theoretical Implications
4.2. Practical Implications
- Significant reductions in setup and changeover times can be achieved without capital-intensive investments, through workflow reorganization and task standardization using SMED principles.
- Workforce allocation optimization, when guided by data-driven scheduling models, leads to higher labor utilization and reduced idle time.
- The use of visual management tools enhances operational transparency and facilitates cross-functional coordination.
- These improvements are particularly relevant for production environments characterized by variability, operator fatigue, and extended cycle times.
4.3. Comparison with Existing Studies
5. Conclusions
- Modeling uncertainty within scheduling parameters;
- Implementing real-time adaptive optimization via IoT and machine learning;
- Assessing the long-term impact of lean interventions on workforce productivity and morale.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tripathi, V.; Chattopadhyaya, S.; Mukhopadhyay, A.K.; Sharma, S.; Li, C.; Singh, S.; Saleem, W.; Salah, B.; Mohamed, A. Recent Progression Developments on Process Optimization Approach for Inherent Issues in Production Shop Floor Management for Industry 4.0. Processes 2022, 10, 1587. [Google Scholar] [CrossRef]
- Gil-Vilda, F.; Yagüe-Fabra, J.A.; Sunyer, A. From Lean Production to Lean 4.0: A Systematic Literature Review with a Historical Perspective. Appl. Sci. 2021, 11, 10318. [Google Scholar] [CrossRef]
- Stump, B.; Badurdeen, F. Integrating lean and other strategies for mass customization manufacturing: A case study. J. Intell. Manuf. 2012, 23, 109–124. [Google Scholar] [CrossRef]
- Jebbor, I.; Benmamoun, Z.; Hachimi, H. Optimizing Manufacturing Cycles to Improve Production: Application in the Traditional Shipyard Industry. Processes 2023, 11, 3136. [Google Scholar] [CrossRef]
- Maware, C.; Parsley, D.M., II. The Challenges of Lean Transformation and Implementation in the Manufacturing Sector. Sustainability 2022, 14, 6287. [Google Scholar] [CrossRef]
- Sarwar, J.; Khan, A.A.; Khan, A.; Hasnain, A.; Arafat, S.M.; Ali, H.U.; Uddin, G.M.; Sosnowski, M.; Krzywanski, J. Impact of Stakeholders on Lean Six Sigma Project Costs and Outcomes during Implementation in an Air-Conditioner Manufacturing Industry. Processes 2022, 10, 2591. [Google Scholar] [CrossRef]
- Gavriluţă, A.C.; Niţu, E.L.; Gavriluţă, C.A. Algorithm to Use Some Specific Lean Manufacturing Methods: Application in an Industrial Production Process. Processes 2021, 9, 641. [Google Scholar] [CrossRef]
- Shingo, S. A Revolution in Manufacturing: The SMED System, 1st ed.; Productivity Press: New York, NY, USA, 1985. [Google Scholar] [CrossRef]
- McIntosh, R.I.; Culley, S.J.; Mileham, A.R.; Owen, G.W. A critical evaluation of Shingo’s “SMED” (Single Minute Exchange of Die) methodology. Int. J. Prod. Res. 2000, 38, 2377–2395. [Google Scholar] [CrossRef]
- Ribeiro, M.A.S.; Santos, A.C.O.; de Amorim, G.d.F.; de Oliveira, C.H.; da Silva Braga, R.A.; Netto, R.S. Analysis of the Implementation of the Single Minute Exchange of Die Methodology in an Agroindustry through Action Research. Machines 2022, 10, 287. [Google Scholar] [CrossRef]
- Kumar, B.S.; Abuthakeer, S.S. Implementation of lean tools and techniques in an automotive industry. J. Appl. Sci. 2012, 12, 1032–1037. [Google Scholar] [CrossRef]
- Almomani, M.A.; Aladeemy, M.; Abdelhadi, A.; Mumani, A. A proposed approach for setup time reduction through integrating conventional SMED method with multiple criteria decision-making techniques. Comput. Ind. Eng. 2013, 68, 461–469. [Google Scholar] [CrossRef]
- Garcia-Garcia, G.; Singh, Y.; Jagtap, S. Optimising Changeover through Lean-Manufacturing Principles: A Case Study in a Food Factory. Sustainability 2022, 14, 8279. [Google Scholar] [CrossRef]
- Huang, C.-Y.; Lee, D.; Chen, S.-C.; Tang, W. A Lean Manufacturing Progress Model and Implementation for SMEs in the Metal Products Industry. Processes 2022, 10, 835. [Google Scholar] [CrossRef]
- Santos, V.; Sousa, V.F.C.; Silva, F.J.G.; Matias, J.C.O.; Costa, R.D.; Pinto, A.G.; Campilho, R.D.S.G. Applying the SMED Methodology to Tire Calibration Procedures. Systems 2022, 10, 239. [Google Scholar] [CrossRef]
- Rahardjo, B.; Wang, F.-K.; Yeh, R.-H.; Chen, Y.-P. Lean Manufacturing in Industry 4.0: A Smart and Sustainable Manufacturing System. Machines 2023, 11, 72. [Google Scholar] [CrossRef]
- Kyriakidis, T.S.; Kopanos, G.M.; Georgiadis, M.C. MILP formulations for single- and multi-mode resource-constrained Project scheduling problems. Comput. Chem. Eng. 2012, 36, 369–385. [Google Scholar] [CrossRef]
- Sprecher, A.; Hartmann, S.; Drexl, A. An exact algorithm for project scheduling with multiple modes. Oper. Res. Spektrum 1997, 19, 195–203. [Google Scholar] [CrossRef]
- Kolisch, R.; Padman, R. An integrated survey of deterministic project scheduling. Omega 2001, 29, 249–272. [Google Scholar] [CrossRef]
- Herroelen, W.; Leus, R. Project scheduling under uncertainty: Survey and research potentials. Eur. J. Oper. Res. 2005, 165, 289–306. [Google Scholar] [CrossRef]
- Ramos, A.S.; Miranda-Gonzalez, P.A.; Nucamendi-Guillén, S.; Olivares-Benitez, E. A Formulation for the Stochastic Multi-Mode Resource-Constrained Project Scheduling Problem Solved with a Multi-Start Iterated Local Search Metaheuristic. Mathematics 2023, 11, 337. [Google Scholar] [CrossRef]
- Sabzehparvar, M.; Seyed-Hosseini, S.M. A mathematical model for the multi-mode resource-constrained project scheduling problem with mode dependent timelags. J. Supercomput. 2008, 44, 257–273. [Google Scholar] [CrossRef]
- Cao, W.; Yu, J.; Xu, M. Optimization Scheduling of Virtual Power Plants Considering Source-Load Coordinated Operation and Wind–Solar Uncertainty. Processes 2024, 12, 11. [Google Scholar] [CrossRef]
- Gomes, E.; Pereira, L.; Esteves, A.; Morais, H. Metaheuristic Optimization Methods in Energy Community Scheduling: A Benchmark Study. Energies 2024, 17, 2968. [Google Scholar] [CrossRef]
- Aguilar, D.; Quinones, J.J.; Pineda, L.R.; Ostanek, J.; Castillo, L. Optimal scheduling of renewable energy microgrids: A robust multi-objective approach with machine learning-based probabilistic forecasting. Appl. Energy 2024, 369, 123548. [Google Scholar] [CrossRef]
- Bhadoria, A.; Marwaha, S. An optimum generation scheduling of electrical power system considering the effect of renewable energy sources by using a hybrid metaheuristic search algorithm. OPSEARCH 2024, 61, 1301–1382. [Google Scholar] [CrossRef]
- Chen, L.; Zhang, J.; Demeulemeester, E.; Chen, Z. Project scheduling for engineer-to-order assembly process with renewable energy. Expert Syst. Appl. 2025, 270, 126412. [Google Scholar] [CrossRef]
- Li, G.; Li, J.; Yan, K.; Bian, J. Centralized Distributed Scheduling Strategy of Distribution Network Based on Multi Temporal Hierarchical Cooperative Game. Energy Eng. 2025, 122, 1113–1136. [Google Scholar] [CrossRef]
- Hartmann, S.; Drexl, A. Project scheduling with multiple modes: A comparison of exact algorithms. Networks 1998, 32, 283–297. [Google Scholar] [CrossRef]
- Cheng, J.; Fowler, J.; Kempf, K.; Mason, S. Multi-mode resource-constrained project scheduling problems with non-preemptive activity splitting. Comput. Oper. Res. 2015, 53, 275–287. [Google Scholar] [CrossRef]
- McIntosh, R.; Owen, G.; Culley, S.; Mileham, T. Changeover improvement: Reinterpreting Shingo’s “SMED” methodology. IEEE Trans. Eng. Manag. 2007, 54, 98–111. [Google Scholar] [CrossRef]
- Talbot, F.B. Resource-Constrained Project Scheduling with Time-Resource Tradeoffs: The Nonpreemptive Case. Manag. Sci. 1982, 28, 1197–1210. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Internal Operations | External Operations |
|---|---|
| Mold surface cleaning | Flange surface cleaning |
| Gelcoat application | Root section operations |
| Peel ply (zero fabric) application | Masking tape application to flanges |
| Layup of fabrics and core materials | Flange surface verification and cleaning |
| Main spar (carbon) layup | Tacky tape application on flanges |
| Carbon veil application | Adhesive tape for spiral hose |
| Peel ply (Sökat) application | Spiral hose fixing |
| Red film (distribution media) layup | Membrane application |
| Brown fabric layup (root area) | Gelcoat preparation (roller setup and silicone application) |
| Green flow media layup | Removal of flange protection films |
| Omega installation | Peel ply fabric application on flanges |
| Sealing infusion lines with adhesive | Transportation of fabrics and cores |
| Vacuum bagging | Spiral Wrap Routing (SWR) operations |
| Thermal blanket application and removal | Peel ply layup on flanges |
| Debagging | Red film application to flanges |
| Surface cleaning | Compression of edge tacky tape |
| Adhesive paste application | Grinding operations |
| Bonding of small spar | Breather fabric application to flanges |
| Bonding of main spar | Vacuum bag application on flanges |
| Post-bonding after blade closure | Final cleaning |
| Transportation, installation, and removal of flanges | |
| Lightning protection system installation | |
| Placement of black foam |
| Opr. No | Activity Description | Time (min) | Min (Workers) | Max (Workers) |
|---|---|---|---|---|
| 1 | Core Transportation | 31 | 1 | 3 |
| 2 | CFM Fabric Transportation and Layup | 20 | 1 | 4 |
| 3 | Placement of Cores Before the Main Belt | 40 | 1 | 5 |
| 4 | SWR Operations | 168 | 1 | 4 |
| 5 | Carbon Main Belt Operation | 58 | 4 | 4 |
| 6 | Transportation of Reinforcement Fabrics | 38 | 2 | 4 |
| 7 | Layup of Reinforcement Fabrics | 125 | 1 | 6 |
| 8 | Core Placement 1 | 240 | 1 | 7 |
| 9 | Carbon Main Belt Operation | 19 | 4 | 4 |
| 10 | Core Placement 2 | 160 | 1 | 7 |
| 11 | Carbon Weil Operation | 11 | 1 | 2 |
| 12 | Flange Transportation | 27 | 1 | 4 |
| 13 | LE Side Flange Assembly | 43 | 1 | 2 |
| 14 | TE Side Flange Assembly | 10 | 1 | 2 |
| Opr. No. | Mode 1 | Mode 2 | Mode 3 | Mode 4 | Mode 5 | Mode 6 | Mode 7 |
|---|---|---|---|---|---|---|---|
| 1 | 31 | 15 | 10 | 1000 | 1000 | 1000 | 1000 |
| 2 | 20 | 10 | 7 | 5 | 1000 | 1000 | 1000 |
| 3 | 40 | 20 | 13 | 10 | 8 | 1000 | 1000 |
| 4 | 168 | 84 | 56 | 42 | 1000 | 1000 | 1000 |
| 5 | 1000 | 1000 | 1000 | 14 | 1000 | 1000 | 1000 |
| 6 | 1000 | 19 | 13 | 10 | 1000 | 1000 | 1000 |
| 7 | 125 | 62 | 42 | 31 | 25 | 21 | 1000 |
| 8 | 240 | 120 | 80 | 60 | 48 | 40 | 34 |
| 9 | 1000 | 1000 | 1000 | 5 | 1000 | 1000 | 1000 |
| 10 | 160 | 80 | 53 | 40 | 32 | 26 | 23 |
| 11 | 11 | 6 | 1000 | 1000 | 1000 | 1000 | 1000 |
| 12 | 27 | 13 | 9 | 6 | 1000 | 1000 | 1000 |
| 13 | 43 | 22 | 1000 | 1000 | 1000 | 1000 | 1000 |
| 14 | 10 | 5 | 1000 | 1000 | 1000 | 1000 | 1000 |
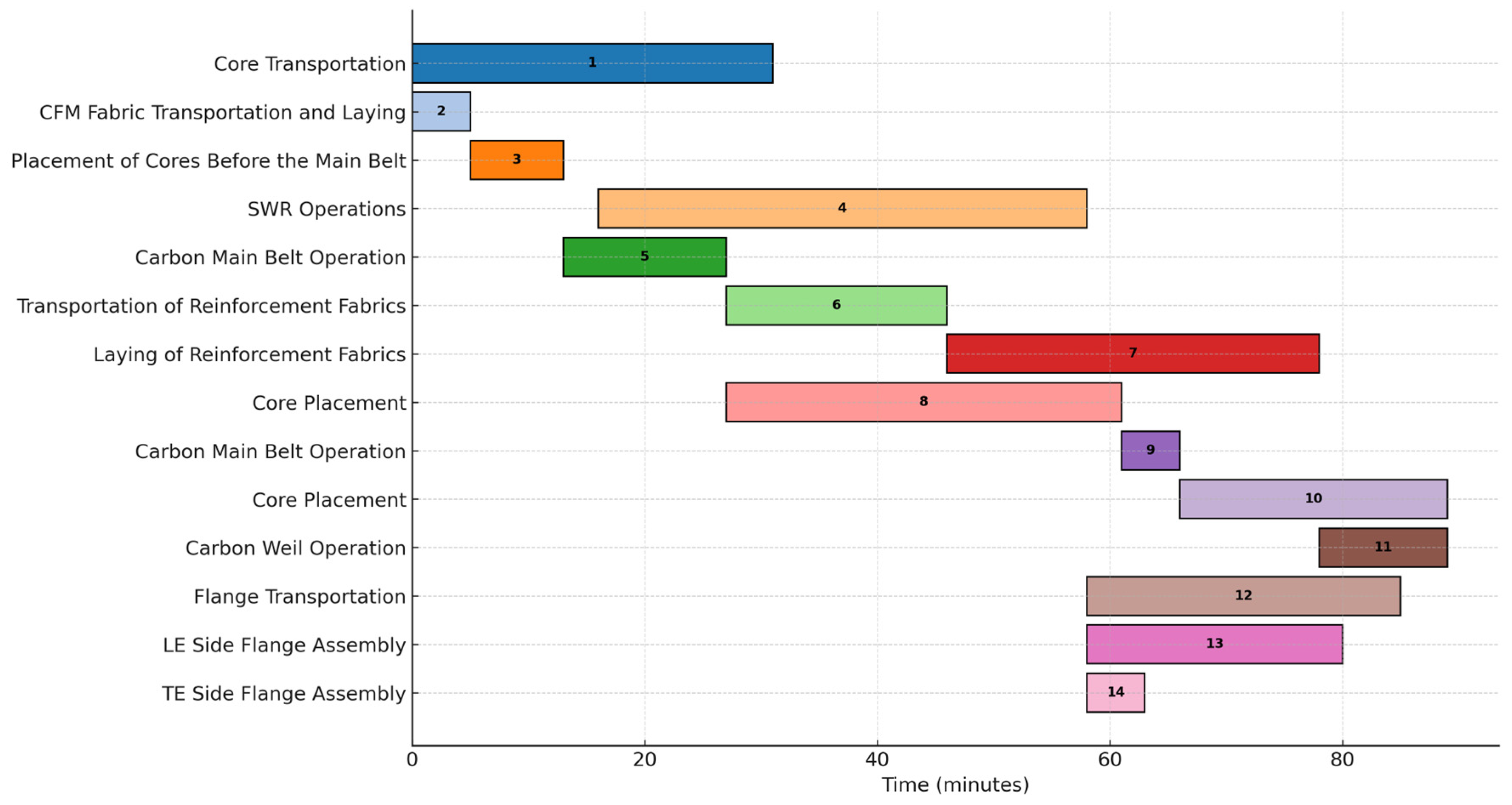
| Opr. No. | PS Core Layup Activity | Assigned Workers | Mode-Specific Duration (min) | Start | End |
|---|---|---|---|---|---|
| 1 | Core Transportation | 1 | 31 | 0 | 31 |
| 2 | CFM Fabric Transportation and Layup | 4 | 5 | 0 | 5 |
| 3 | Placement of Cores Before the Main Belt | 5 | 8 | 5 | 13 |
| 4 | SWR Operations | 4 | 42 | 16 | 58 |
| 5 | Carbon Main Belt Operation | 4 | 14 | 13 | 27 |
| 6 | Transportation of Reinforcement Fabrics | 2 | 19 | 27 | 46 |
| 7 | Layup of Reinforcement Fabrics | 4 | 32 | 46 | 78 |
| 8 | Core Placement | 7 | 34 | 27 | 61 |
| 9 | Carbon Main Belt Operation | 4 | 5 | 61 | 66 |
| 10 | Core Placement | 7 | 23 | 66 | 89 |
| 11 | Carbon Weil Operation | 1 | 11 | 78 | 89 |
| 12 | Flange Transportation | 1 | 27 | 58 | 85 |
| 13 | LE Side Flange Assembly | 2 | 22 | 58 | 80 |
| 14 | TE Side Flange Assembly | 2 | 5 | 58 | 63 |
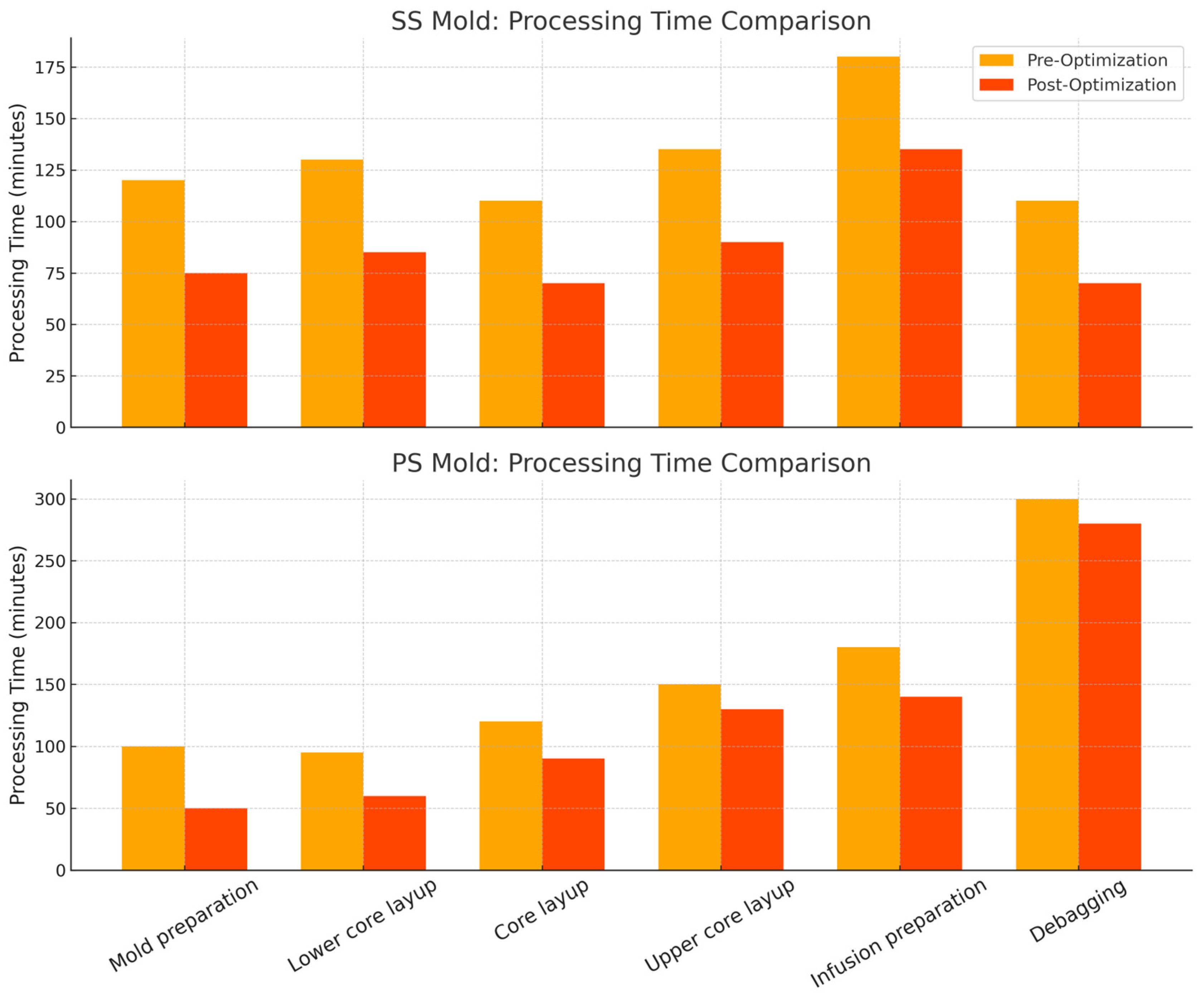
| Operation Group | Mold Type | Pre-Optimization Time (min) | Post-Optimization Time (min) | Improvement (%) | Typical Assigned Workers |
|---|---|---|---|---|---|
| Mold preparation | SS | 120 | 75 | 37.5 | 2–6 |
| Lower core layup | SS | 130 | 86 | 33.8 | 2–9 |
| Core layup | SS | 110 | 69 | 37.3 | 2–8 |
| Upper core layup | SS | 135 | 91 | 32.6 | 4–7 |
| Infusion preparation | SS | 180 | 135 | 25 | 2–10 |
| Debagging | SS | 110 | 71 | 35.5 | 2–12 |
| Mold preparation | PS | 100 | 49 | 51 | 2–6 |
| Lower core layup | PS | 95 | 59 | 37.9 | 2–9 |
| Core layup | PS | 120 | 89 | 25.8 | 1–7 |
| Upper core layup | PS | 150 | 127 | 15.3 | 2–8 |
| Infusion preparation | PS | 180 | 137 | 23.9 | 2–10 |
| Debagging | PS | 300 | 282 | 6 | 2–12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tuncel, G.; Yildiz, G.; Akcal, N.; Korkmaz, G. Optimizing Wind Turbine Blade Manufacturing Using Single-Minute Exchange of Die and Resource-Constrained Project Scheduling. Processes 2025, 13, 2208. https://doi.org/10.3390/pr13072208
Tuncel G, Yildiz G, Akcal N, Korkmaz G. Optimizing Wind Turbine Blade Manufacturing Using Single-Minute Exchange of Die and Resource-Constrained Project Scheduling. Processes. 2025; 13(7):2208. https://doi.org/10.3390/pr13072208
Chicago/Turabian StyleTuncel, Gonca, Gokalp Yildiz, Nigar Akcal, and Gulsen Korkmaz. 2025. "Optimizing Wind Turbine Blade Manufacturing Using Single-Minute Exchange of Die and Resource-Constrained Project Scheduling" Processes 13, no. 7: 2208. https://doi.org/10.3390/pr13072208
APA StyleTuncel, G., Yildiz, G., Akcal, N., & Korkmaz, G. (2025). Optimizing Wind Turbine Blade Manufacturing Using Single-Minute Exchange of Die and Resource-Constrained Project Scheduling. Processes, 13(7), 2208. https://doi.org/10.3390/pr13072208