

Gradient Recovery of Tungsten, Cerium, and Titanium from Spent W-Ce/TiO2 Catalysts




Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
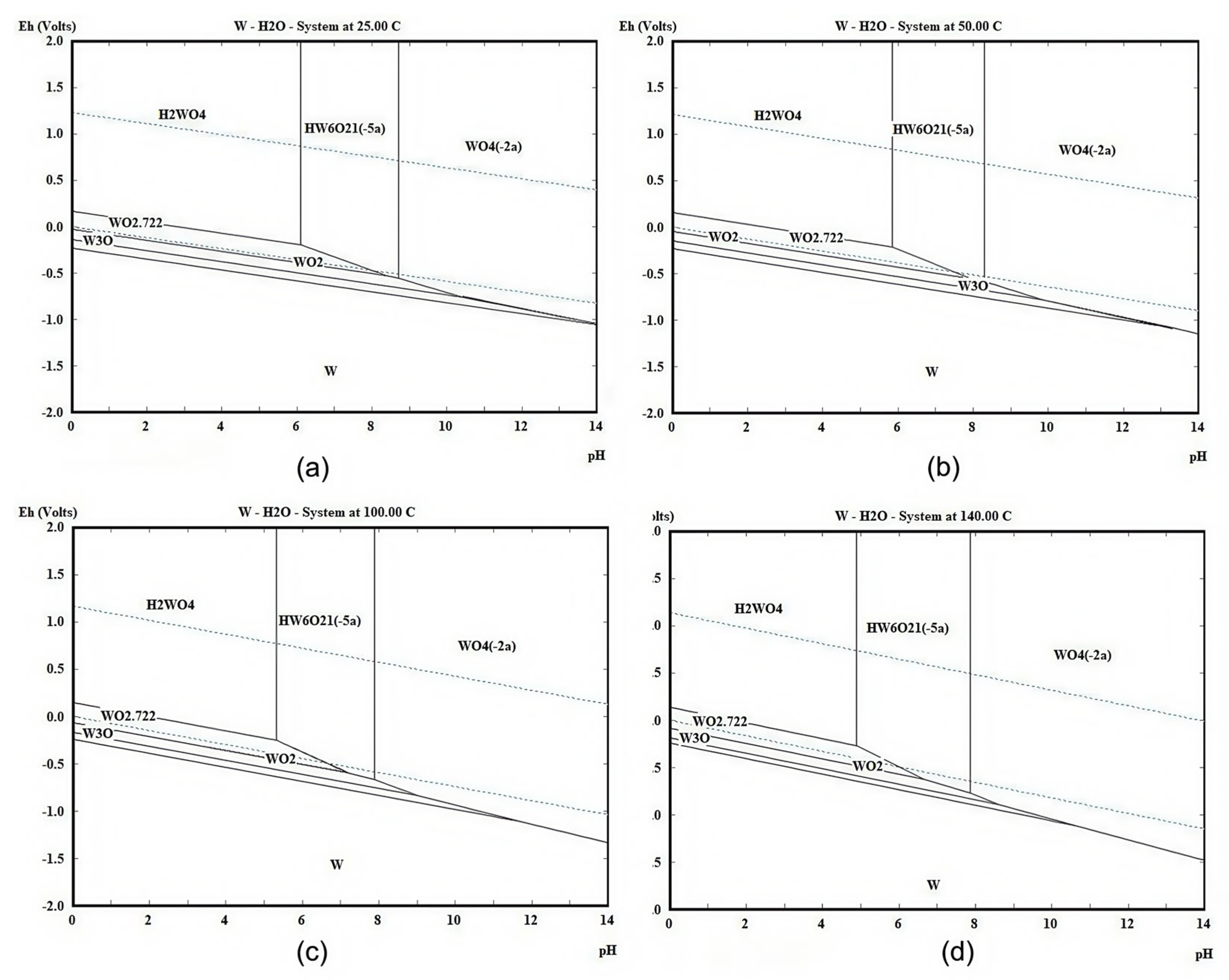
3.1. Thermodynamic Calculation
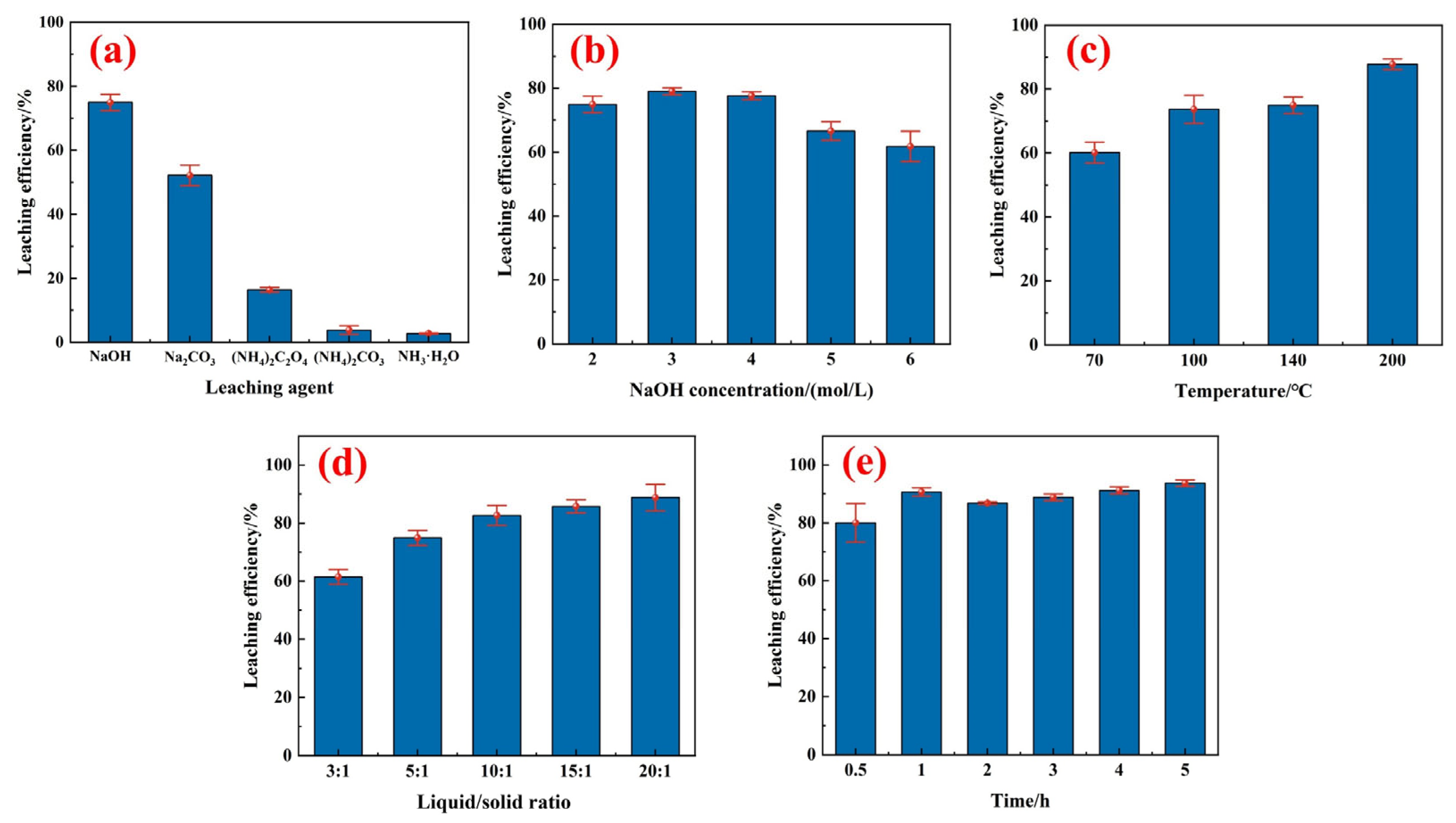
3.2. Alkaline Leaching of Tungsten
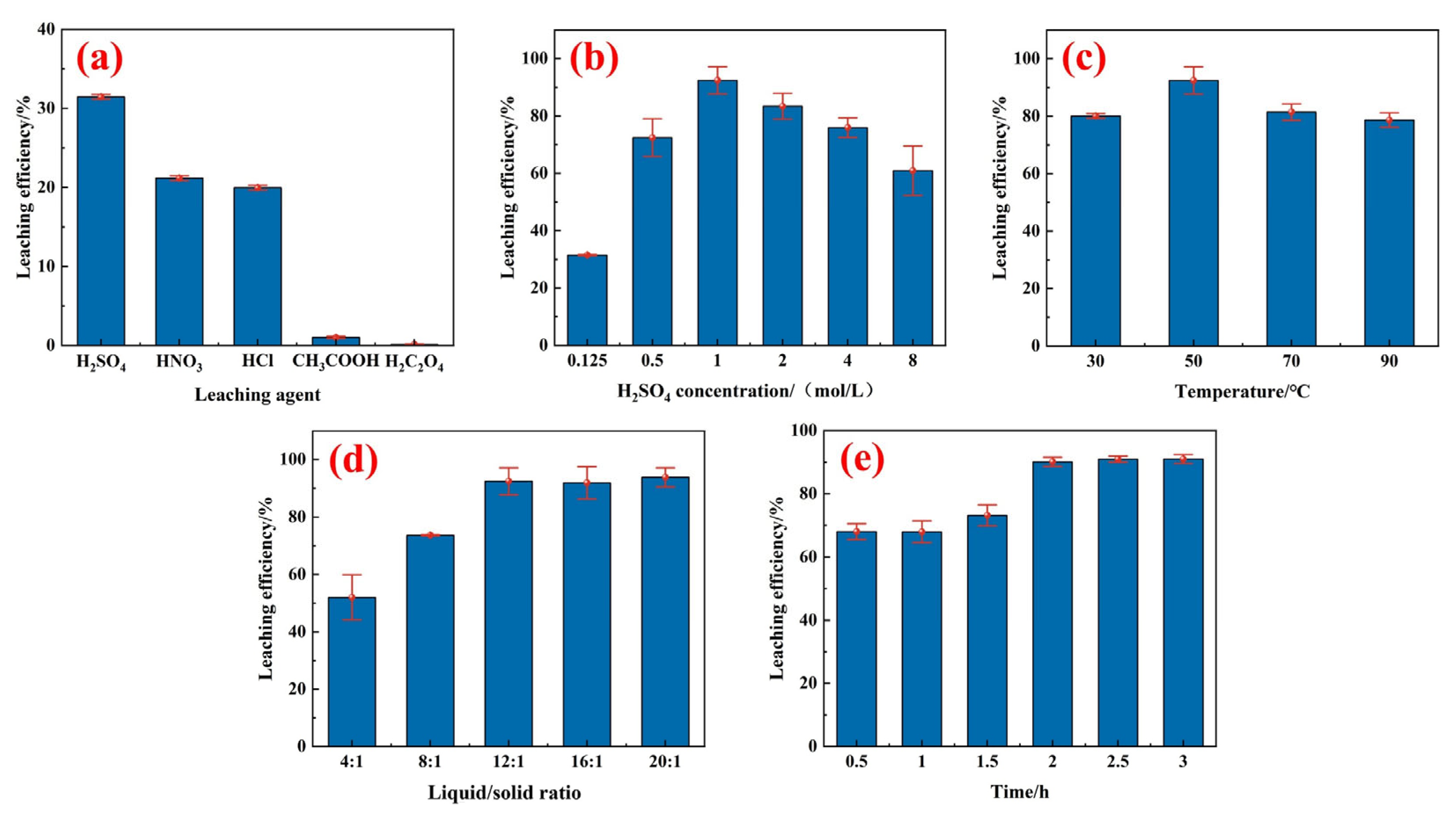
3.3. Acidic Leaching of Cerium
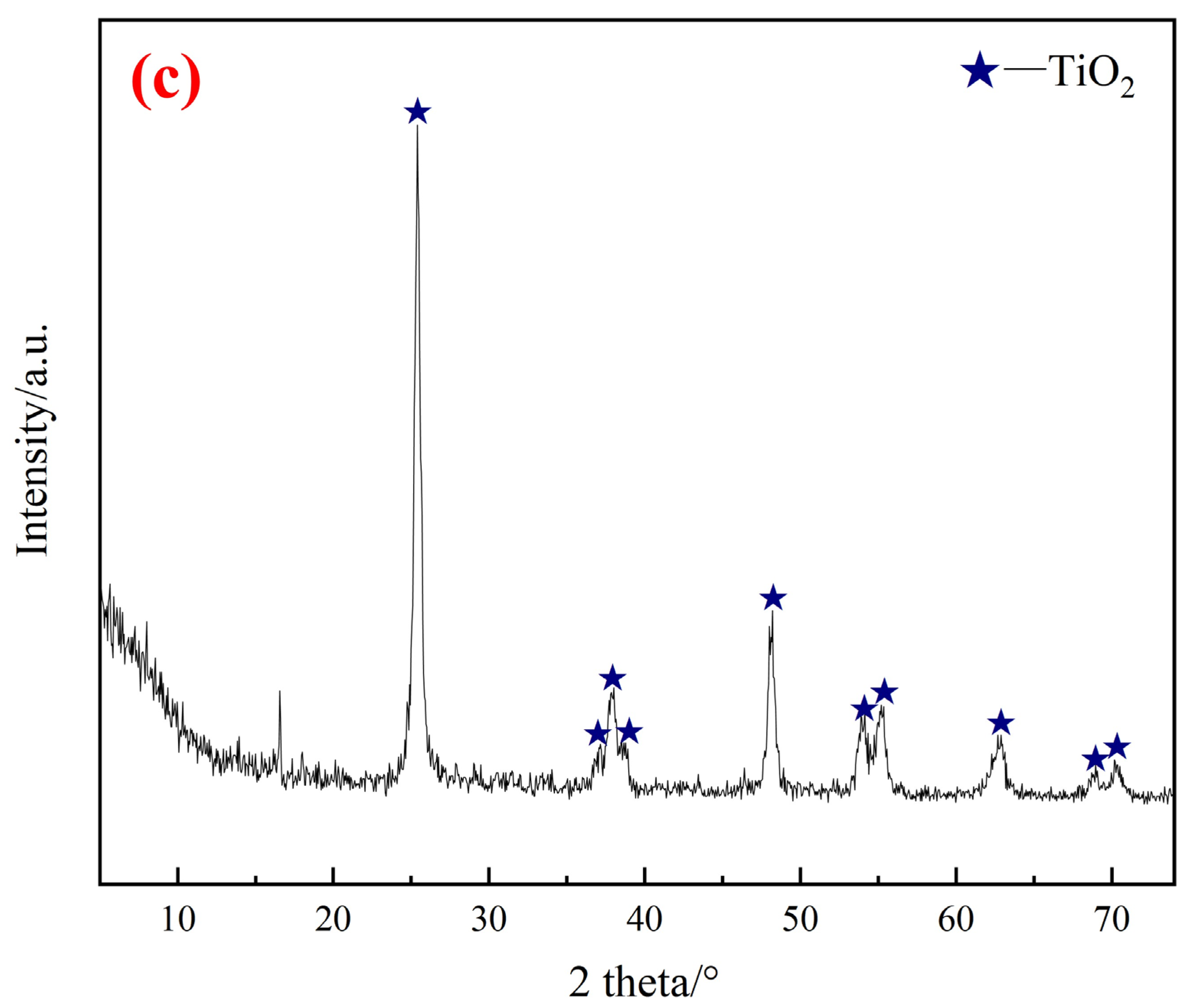
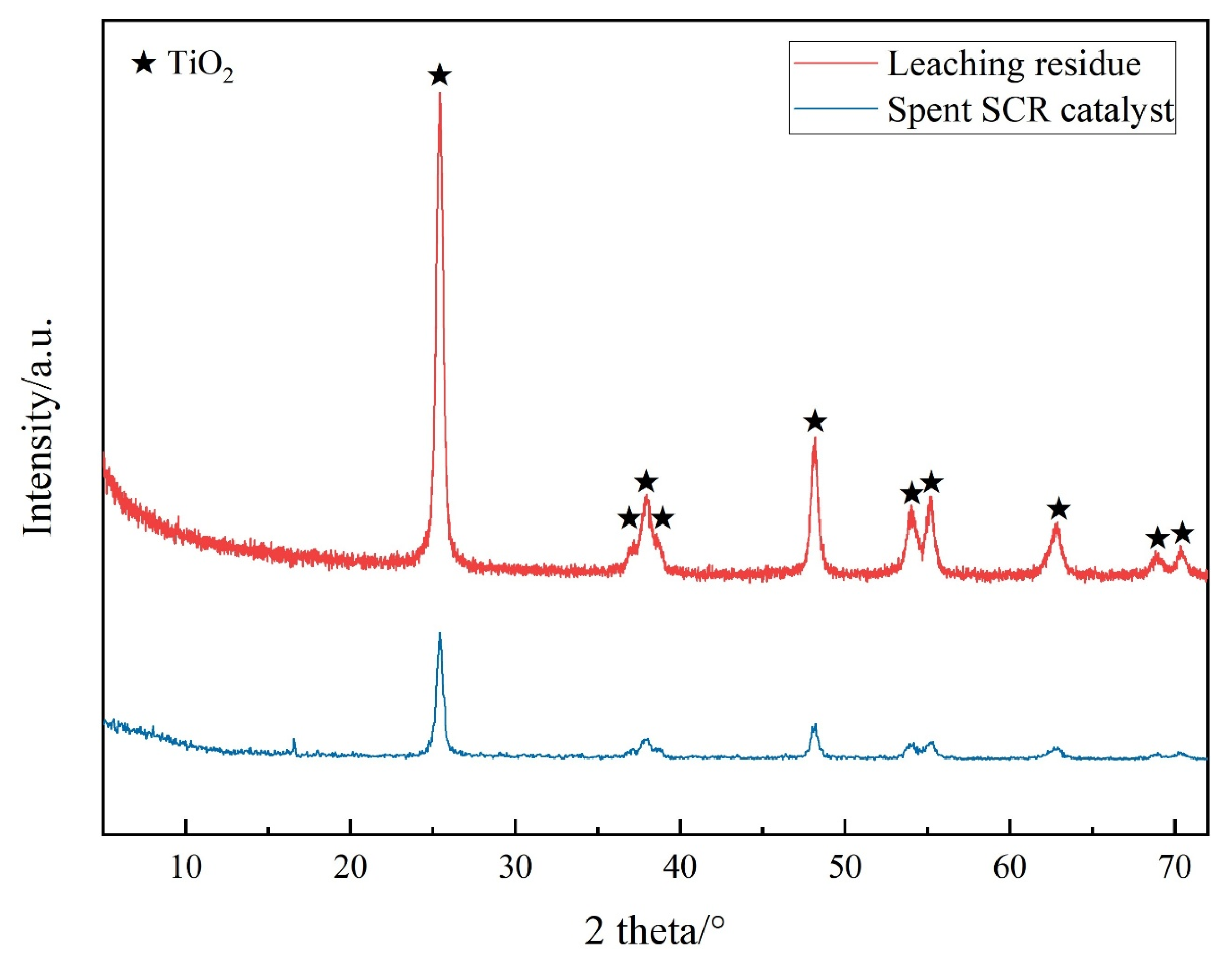
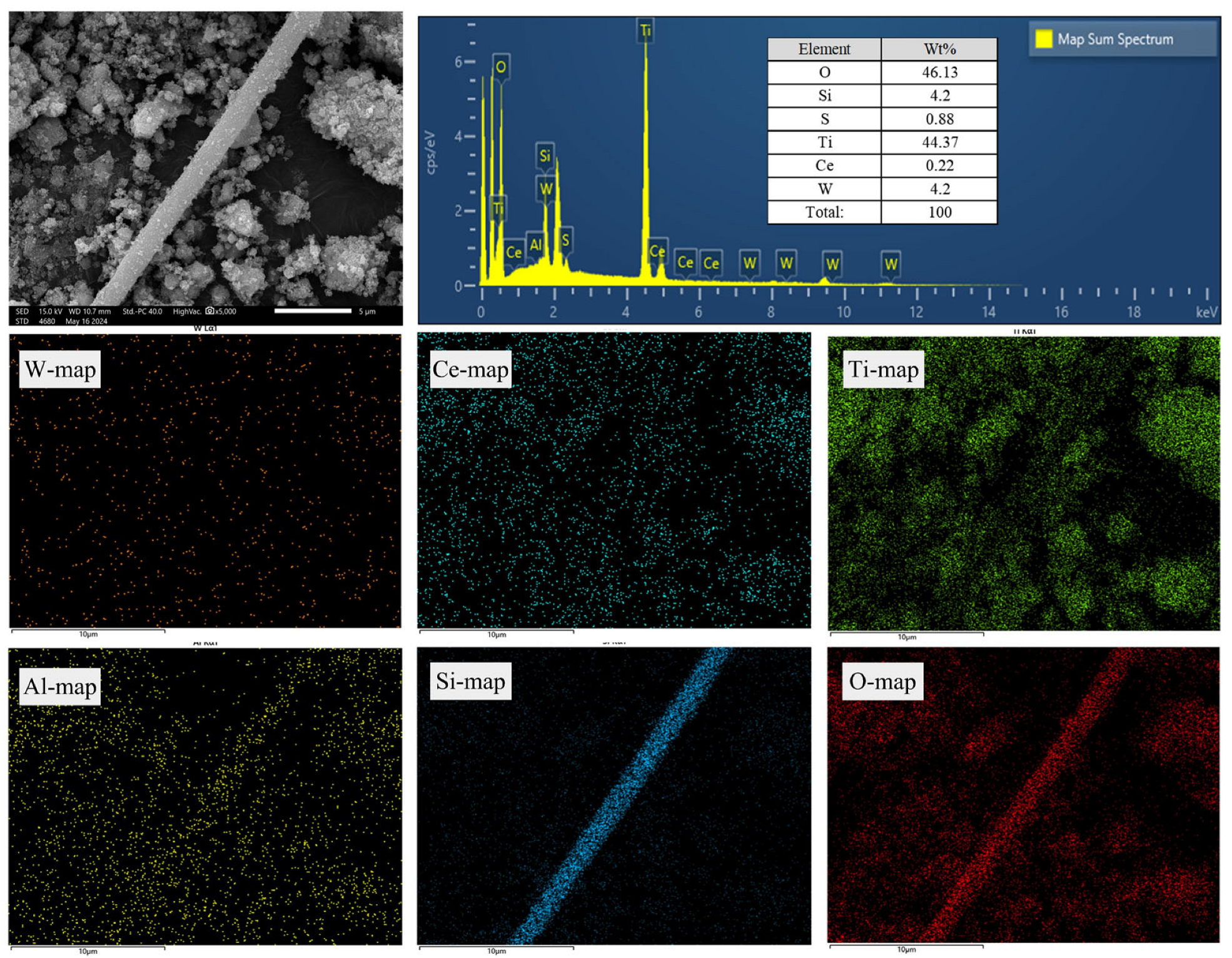
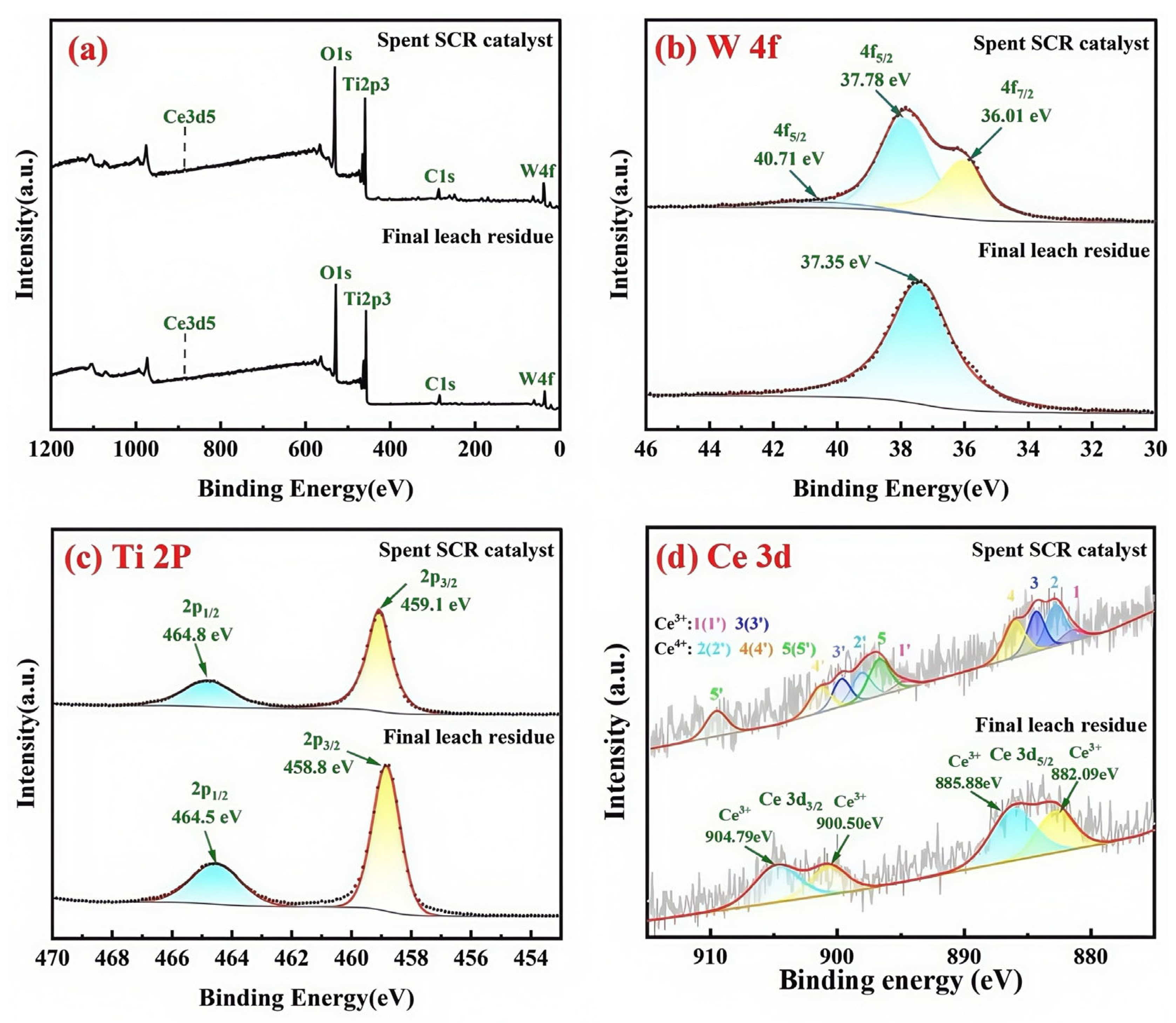
3.4. Characterization of Leaching Residue
3.5. Process Recommendation
4. Conclusions
- (1)
- Thermodynamic analysis results show that alkaline leaching and increased temperature are more effective for the extraction of WO3, while acid leaching at lower temperatures is more conducive to the leaching of Ce. These observations provide a thermodynamic basis for the alkali–acid gradient treatment of spent SCR catalysts.
- (2)
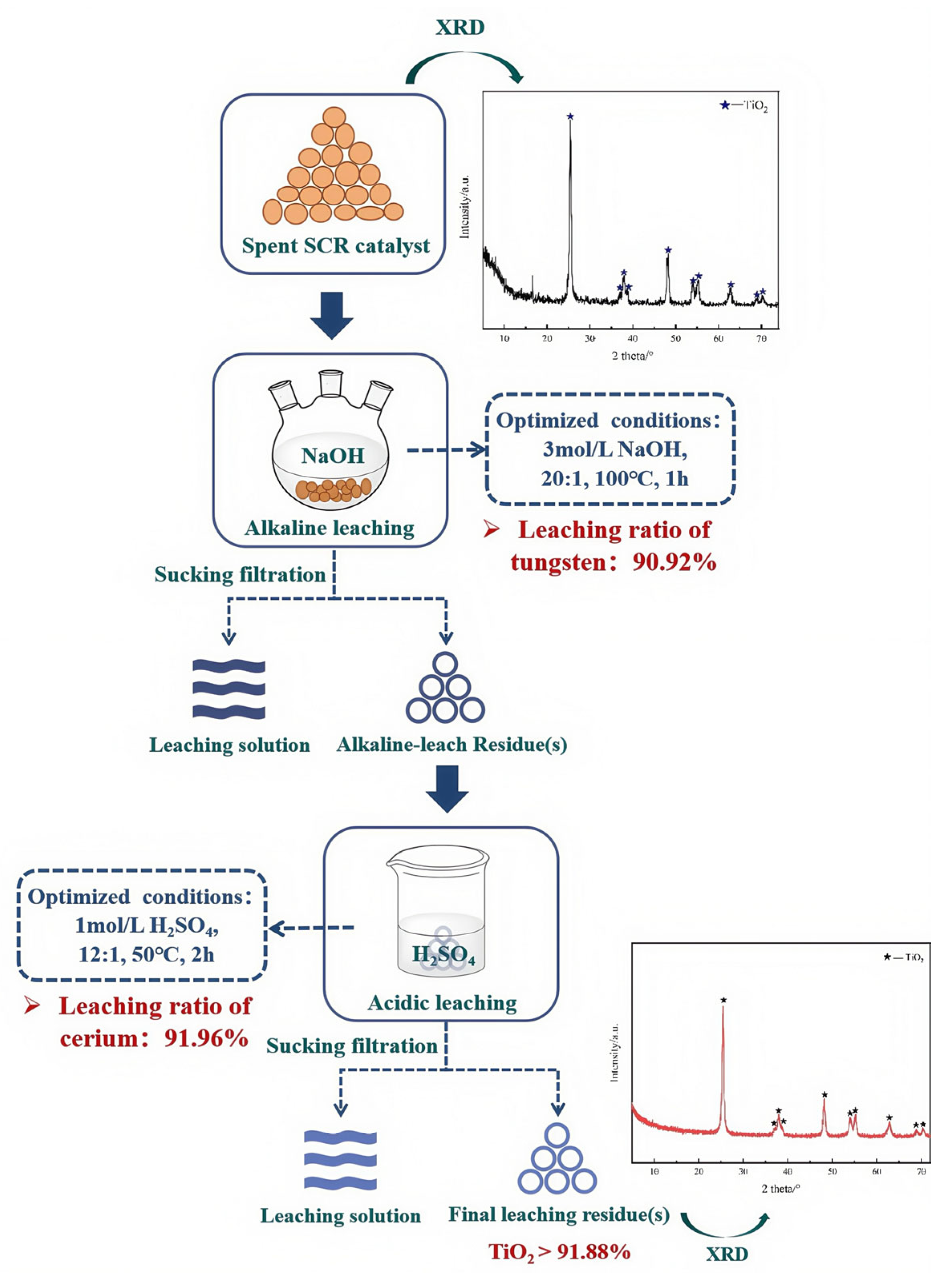
- The optimized conditions for the alkali leaching process were as follows: temperature of 100 °C, reaction time of 1 h, NaOH concentration of 3 mol/L, and a liquid/solid ratio of 20:1. The values for the acid leaching process were as follows: temperature of 50 °C, reaction time of 2 h, H2SO4 concentration of 1 mol/L, and liquid/solid ratio of 12:1. During the two-stage leaching process, the leaching ratios of W and Ce were 90.92% and 91.96%, respectively.
- (3)
- During the alkaline leaching–acidic leaching gradient recovery process, the leaching ratios of other impurities such as titanium and aluminum were only 1.76% and 4.42%, respectively. The final leaching residue after two-stage leaching was TiO2 with a content > 91.88 wt%. This condition allowed the preliminary separation of W, Ce, and Ti. In the final process, W and Ce were readily enriched and recovered from the leaching solutions, while titanium dioxide remained in final leaching residue.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| SCR | Selective Catalytic Reduction |
References
- Zhao, J.; Zhang, X.; Yang, F.; Ai, Y.; Chen, Y.; Pan, D. Strategy and Technical Progress of Recycling of Spent Vanadium–Titanium-Based Selective Catalytic Reduction Catalysts. ACS Omega 2024, 9, 6036–6058. [Google Scholar] [CrossRef] [PubMed]
- Su, S.; Fang, X.; Zhao, J.; Hu, J. Spatiotemporal Characteristics of Consumption Based CO2 Emissions from China’s Power Sector. Resour. Conserv. Recycl. 2017, 121, 156–163. [Google Scholar] [CrossRef]
- Wang, S.; Hao, J. Air Quality Management in China: Issues, Challenges, and Options. J. Environ. Sci. 2012, 24, 2–13. [Google Scholar] [CrossRef] [PubMed]
- Shaw, S.; Van Heyst, B. Nitrogen Oxide (NOx) Emissions as an Indicator for Sustainability. Environ. Sustain. Indic. 2022, 15, 100188. [Google Scholar] [CrossRef]
- Alves, L.; Holz, L.I.V.; Fernandes, C.; Ribeirinha, P.; Mendes, D.; Fagg, D.P.; Mendes, A. A Comprehensive Review of NOx and N2O Mitigation from Industrial Streams. Renew. Sustain. Energy Rev. 2022, 155, 111916. [Google Scholar] [CrossRef]
- Tripathi, G.; Dhar, A.; Sadiki, A. Recent Advancements in After-Treatment Technology for Internal Combustion Engines—An Overview. In Advances in Internal Combustion Engine Research; Srivastava, D.K., Agarwal, A.K., Datta, A., Maurya, R.K., Eds.; Energy, Environment, and Sustainability; Springer: Singapore, 2018; pp. 159–179. [Google Scholar] [CrossRef]
- Liu, Z.; Han, J.; Zhao, L.; Wu, Y.; Wang, H.; Pei, X.; Xu, M.; Lu, Q.; Yang, Y. Effects of Se and SeO2 on the Denitrification Performance of V2O5-WO3/TiO2 SCR Catalyst. Appl. Catal. Gen. 2019, 587, 117263. [Google Scholar] [CrossRef]
- Shelef, M.; Gandhi, H.S. Ammonia Formation in Catalytic Reduction of Nitric Oxide by Molecular Hydrogen. I. Base Metal Oxide Catalysts. Ind. Eng. Chem. Prod. Res. Dev. 1972, 11, 2–11. [Google Scholar] [CrossRef]
- Rasmussen, S.B.; Abrams, B.L. Fundamental Chemistry of V-SCR Catalysts at Elevated Temperatures. Catal. Today 2017, 297, 60–63. [Google Scholar] [CrossRef]
- Zhao, L.; Zhang, Y.; Kang, M. Recent Advances in Heighten Sulfur Resistance of SCR Catalysts: A Review. Environ. Eng. Res. 2021, 27, 200642-0. [Google Scholar] [CrossRef]
- Li, M.; Liu, B.; Wang, X.; Yu, X.; Zheng, S.; Du, H.; Dreisinger, D.; Zhang, Y. A Promising Approach to Recover a Spent SCR Catalyst: Deactivation by Arsenic and Alkaline Metals and Catalyst Regeneration. Chem. Eng. J. 2018, 342, 1–8. [Google Scholar] [CrossRef]
- Qi, L.; Li, J.; Yao, Y.; Zhang, Y. Heavy Metal Poisoned and Regeneration of Selective Catalytic Reduction Catalysts. J. Hazard. Mater. 2019, 366, 492–500. [Google Scholar] [CrossRef] [PubMed]
- Chen, L.; Li, J.; Ge, M. The Poisoning Effect of Alkali Metals Doping over Nano V2O5–WO3/TiO2 Catalysts on Selective Catalytic Reduction of NOx by NH3. Chem. Eng. J. 2011, 170, 531–537. [Google Scholar] [CrossRef]
- Marberger, A.; Ferri, D.; Elsener, M.; Kröcher, O. The Significance of Lewis Acid Sites for the Selective Catalytic Reduction of Nitric Oxide on Vanadium-based Catalysts. Angew. Chem. Int. Ed. 2016, 55, 11989–11994. [Google Scholar] [CrossRef]
- Liu, J.; Wang, C.; Wang, X.; Li, H.; Zhao, C. Iron Removal and Titanium Dioxide Support Recovery from Spent V2O5-WO3/TiO2 Catalyst. Sep. Purif. Technol. 2022, 301, 121934. [Google Scholar] [CrossRef]
- Choi, I.; Moon, G.; Lee, J.-Y.; Jyothi, R.K. Hydrometallurgical Processing of Spent Selective Catalytic Reduction (SCR) Catalyst for Recovery of Tungsten. Hydrometallurgy 2018, 178, 137–145. [Google Scholar] [CrossRef]
- Jeon, J.H.; Cueva Sola, A.B.; Lee, J.-Y.; Jyothi, R.K. Hydrometallurgical Process Development to Recycle Valuable Metals from Spent SCR deNOX Catalyst. Sci. Rep. 2021, 11, 22131. [Google Scholar] [CrossRef]
- Bange, K.; Ottermann, C.R.; Anderson, O.; Jeschkowski, U.; Laube, M.; Feile, R. Investigations of TiO2 Films Deposited by Different Techniques. Thin Solid Films 1991, 197, 279–285. [Google Scholar] [CrossRef]
- Wang, B.; Yang, Q. Optimization of Roasting Parameters for Recovery of Vanadium and Tungsten from Spent SCR Catalyst with Composite Roasting. Processes 2021, 9, 1923. [Google Scholar] [CrossRef]
- Choi, I.-H.; Kim, H.-R.; Moon, G.; Jyothi, R.K.; Lee, J.-Y. Spent V2O5-WO3/TiO2 Catalyst Processing for Valuable Metals by Soda Roasting-Water Leaching. Hydrometallurgy 2018, 175, 292–299. [Google Scholar] [CrossRef]
- Yang, B.; Zhou, J.; Wang, W.; Liu, C.; Zhou, D.; Yang, L. Extraction and Separation of Tungsten and Vanadium from Spent V2O5–WO3/TiO2 SCR Catalysts and Recovery of TiO2 and Sodium Titanate Nanorods as Adsorbent for Heavy Metal Ions. Colloids Surf. Physicochem. Eng. Asp. 2020, 601, 124963. [Google Scholar] [CrossRef]
- Chen, H.-J.; Wang, R.; Yang, Y.-L.; Shi, X.-L.; Lu, S.; Chen, Z.-G. Environmentally-Friendly Harvesting TiO2 Nanospheres and V2O5 Microrods from Spent Selective Catalytic Reduction Catalysts. Prog. Nat. Sci. Mater. Int. 2021, 31, 858–864. [Google Scholar] [CrossRef]
- Nie, Z.; Ma, L.; Xi, X.; Guo, F.; Nie, Z. Studying the leaching mechanism of spent SCR catalyst with different leaching agents (NaOH, H2SO4, HCl and HNO3) using DFT calculations. Appl. Surf. Sci. 2022, 584, 152577. [Google Scholar] [CrossRef]
- Choi, I.-H.; Moon, G.; Lee, J.-Y.; Jyothi, R.K. Extraction of Tungsten and Vanadium from Spent Selective Catalytic Reduction Catalyst for Stationary Application by Pressure Leaching Process. J. Clean. Prod. 2018, 197, 163–169. [Google Scholar] [CrossRef]
- Chen, J.P.; Ma, L.W.; Cao, M.X.; Xi, X.L. Extraction of Tungsten and Vanadium from the Spent SCR Catalyst by High Pressure Alkaline Leaching Method. Mater. Sci. Forum 2018, 913, 954–960. [Google Scholar] [CrossRef]
- Su, Q.; Miao, J.; Li, H.; Chen, Y.; Chen, J.; Wang, J. Optimizing Vanadium and Tungsten Leaching with Lowered Silicon from Spent SCR Catalyst by Pre-Mixing Treatment. Hydrometallurgy 2018, 181, 230–239. [Google Scholar] [CrossRef]
- Choi, I.-H.; Moon, G.; Lee, J.-Y.; Jyothi, R.K. Alkali Fusion Using Sodium Carbonate for Extraction of Vanadium and Tungsten for the Preparation of Synthetic Sodium Titanate from Spent SCR Catalyst. Sci. Rep. 2019, 9, 12316. [Google Scholar] [CrossRef]
- Kim, J.W.; Lee, W.G.; Hwang, I.S.; Lee, J.Y.; Han, C. Recovery of Tungsten from Spent Selective Catalytic Reduction Catalysts by Pressure Leaching. J. Ind. Eng. Chem. 2015, 28, 73–77. [Google Scholar] [CrossRef]
- HSC Chemistry. Metso. Available online: https://www.metso.com/portfolio/hsc-chemistry/ (accessed on 26 November 2024).
- Han, B.; Khoroshilov, A.V.; Tyurin, A.V.; Baranchikov, A.E.; Razumov, M.I.; Ivanova, O.S.; Gavrichev, K.S.; Ivanov, V.K. WO3 Thermodynamic Properties at 80–1256 K Revisited. J. Therm. Anal. Calorim. 2020, 142, 1533–1543. [Google Scholar] [CrossRef]
- Liu, J.; Wang, C.; Hou, X.; Li, H.; Wang, X.; Hu, W.; Ge, T.; Zhang, J.; Zhu, G.; Xie, H. Extraction of W, V, and As from Spent SCR Catalyst by Alkali Pressure Leaching and the Pressure Leaching Mechanism. J. Environ. Manag. 2023, 347, 119107. [Google Scholar] [CrossRef]
- Wiewiorowski, E.I. Selective Extraction of Molybdenum and Vanadium from Spent Catalysts by Oxidative Leaching with Sodium Aluminate and Caustic. US4666685A, 19 May 1987. [Google Scholar]
- Kim, H.S. Inter-Particle Distance and Toughening Mechanisms in Particulate Thermosetting Composites. In Synthetic Polymer-Polymer Composites; Bhattacharyya, D., Fakirov, S., Eds.; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2012; pp. 65–115. [Google Scholar] [CrossRef]
- Cao, Y.; Yuan, J.; Du, H.; Dreisinger, D.; Li, M. A Clean and Efficient Approach for Recovery of Vanadium and Tungsten from Spent SCR Catalyst. Miner. Eng. 2021, 165, 106857. [Google Scholar] [CrossRef]
- Li, X.; Shen, L.; Zhou, Q.; Peng, Z.; Liu, G.; Qi, T. Scheelite Conversion in Sulfuric Acid Together with Tungsten Extraction by Ammonium Carbonate Solution. Hydrometallurgy 2017, 171, 106–115. [Google Scholar] [CrossRef]
- Nakahira, A.; Kubo, T.; Numako, C. Formation Mechanism of TiO2-Derived Titanate Nanotubes Prepared by the Hydrothermal Process. Inorg. Chem. 2010, 49, 5845–5852. [Google Scholar] [CrossRef]
- Yang, J.; Yang, Q.; Sun, J.; Liu, Q.; Zhao, D.; Gao, W.; Liu, L. Effects of Mercury Oxidation on V2O5–WO3/TiO2 Catalyst Properties in NH3-SCR Process. Catal. Commun. 2015, 59, 78–82. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, Y.; Zhang, T.; Wang, H.; Ma, Y.; Wang, J.; Ning, P. Influence of Preparation Methods on Iron-Tungsten Composite Catalyst for NH3-SCR of NO: The Active Sites and Reaction Mechanism. Appl. Surf. Sci. 2020, 503, 144190. [Google Scholar] [CrossRef]
- Valigi, M.; Gazzoli, D.; Pettiti, I.; Mattei, G.; Colonna, S.; De Rossi, S.; Ferraris, G. WOx/ZrO2 Catalysts Part 1. Preparation, Bulk and Surface Characterization. Appl. Catal. Gen. 2002, 231, 159–172. [Google Scholar] [CrossRef]
- Ong, J.L.; Lucas, L.C.; Raikar, G.N.; Gregory, J.C. Electrochemical Corrosion Analyses and Characterization of Surface-Modified Titanium. Appl. Surf. Sci. 1993, 72, 7–13. [Google Scholar] [CrossRef]
- Biesinger, M.C.; Lau, L.W.M.; Gerson, A.R.; Smart, R.S.C. Resolving Surface Chemical States in XPS Analysis of First Row Transition Metals, Oxides and Hydroxides: Sc, Ti, V, Cu and Zn. Appl. Surf. Sci. 2010, 257, 887–898. [Google Scholar] [CrossRef]
- Hong, S.-H.; Hong, S.-J.; Hong, S.-C.; Park, T.-S.; Lee, J.-Y.; Cho, S.-P. Vanadium/Titania-Based Catalyst for Removing Introgen Oxide at Low Temperature Window, and Process of Removing Nitrogen Oxide Using the Same. US20050069477A1, 31 March 2005. [Google Scholar]
- Jung, S.M.; Grange, P. Evidence of Correlation between Electronic Density and Surface Acidity of Sulfated TiO2. Catal. Lett. 2001, 76, 27–30. [Google Scholar] [CrossRef]
- Guo, X.; Bartholomew, C.; Hecker, W.; Baxter, L.L. Effects of Sulfate Species on V2O5/TiO2 SCR Catalysts in Coal and Biomass-Fired Systems. Appl. Catal. B Environ. 2009, 92, 30–40. [Google Scholar] [CrossRef]
- Feng, E.; Gao, D.; Yu, F.; Chen, J.; Xu, Z.; Zhang, W.; Wang, C.; Gao, Y.; Wen, J.; Huang, G.; et al. TiO2 Recovered from Spent Selective Catalytic Reduction Catalysts as Anode Material for Lithium-Ion Batteries. J. Clean. Prod. 2024, 444, 141120. [Google Scholar] [CrossRef]
- Lee, S.M.; Lee, H.H.; Hong, S.C. Influence of Calcination Temperature on Ce/TiO2 Catalysis of Selective Catalytic Oxidation of NH3 to N2. Appl. Catal. Gen. 2014, 470, 189–198. [Google Scholar] [CrossRef]
- Kim, G.J.; Lee, S.H.; Nam, K.B.; Hong, S.C. A Study on the Structure of Tungsten by the Addition of Ceria: Effect of Monomeric Structure over W/Ce/TiO2 Catalyst on the SCR Reaction. Appl. Surf. Sci. 2020, 507, 145064. [Google Scholar] [CrossRef]
- Bu, X.N.; Danstan, J.K.; Hassanzadeh, A.; Vakylabad, A.V.; Chelgani, S.C. Metal extraction from ores and waste materials by ultrasound-assisted leaching—An overview. Miner. Process. Extr. Metall. Rev. 2024, 45, 28–45. [Google Scholar] [CrossRef]
- Darezereshki, E.; Vakylabad, A.B.; Hassanzadeh, A.; Niedoba, T.; Surowiak, A.; Koohestani, B. Hydrometallurgical Synthesis of Nickel Nano-Sulfides from Spent Lithium-Ion Batteries. Minerals 2021, 11, 419. [Google Scholar] [CrossRef]
- Behrad Vakylabad, A.; Darezereshki, E.; Hassanzadeh, A. Selective Recovery of Cobalt and Fabrication of Nano-Co3S4 from Pregnant Leach Solution of Spent Lithium-Ion Batteries. J. Sustain. Metall. 2021, 7, 1027–1044. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Condition | Efficiency | Ref. |
|---|---|---|
| Roasting: 3-fold of CaO (wt%) in feedstock, temperature 1123 K, time 2 h, particle size < 125 μm Decomposition: HCl concentration 5 mol·L−1, S/L(w/v) ratio 0.1, time 2 h, agitation speed 350 rpm | 96.4% W recovered as synthetic CaWO4 | [16] |
| Mass ratio of NaOH/spent SCR catalyst solution 0.4, temperature 973 K, time 2 h | W 95.4%, V 80.2% | [17] |
| Mass ratio of sodium salts and catalyst 2.5, mass ratio of NaCl and NaOH 1.5, temperature 750 °C, time 2.5 h | W: 99.17%, V: 93.25% | [19] |
| 10 equivalent ratio of Na2CO3/total wt% of V2O5 and WO3, particle size < 106 μm, roasting temperature 1073 K, roasting time 120 min | W 92% | [20] |
| 16 wt% Na2CO3 content, 8.8 wt% NaCl content, temperature 750 °C | W 95.5%, V 94.9% | [21] |
| Spent SCR catalysts, Na2CO3 and NaOH at a mass ratio of 11:10:1, temperature 500 °C, time 1.5 h | Recycle 99.2% of TiO2 | [22] |
| NaOH concentration 3 mol·L−1, temperature 250 °C, particle size distribution < 150 μm, S/L ratio 0.4 | W: 87%, V: 91.5% | [24] |
| NaOH concentration 2 mol·L−1, temperature 463.5 K, reaction time 3 h, solid/liquid ratio 0.1 g/mL, stirring speed 400 r/min | W: 94.3%, V: 91.2% | [25] |
| NaOH/catalyst ratio 0.9; temperature 100 °C, L/S 15, stirring speed 900 rpm, time 240 min | W: 50.1%, V: 68.3% | [26] |
| Temperature 950 °C, reaction time 20 min, molar ratio 0.5, molar ratio (MOx/Na2O + MOx) < 0.5 | W > 99%, V > 99% | [27] |
| NaOH concentration 2 M, Na2CO3 concentration 0.2 M, L/S 20:1, temperature 300 °C | W: 99.9%, V: 86.6% | [28] |
| Element | Ti * | W * | Ce * | Al | Si | Ca | Fe |
|---|---|---|---|---|---|---|---|
| Composition (wt%) | 42.01 | 3.72 | 3.30 | 5.22 | 7.00 | 2.62 | 1.78 |
| Element | Ti * | W * | Ce * | Al | Si | Ca | Fe |
|---|---|---|---|---|---|---|---|
| Composition (wt%) | 55.13 | 1.16 | 0.32 | 0.07 | 0.78 | 0.09 | 0.23 |
| Catalyst Type | Method | Key Conditions | Efficiency | Economy | Environmental Impact | References |
|---|---|---|---|---|---|---|
| W-V/TiO2 | Roasting–Leaching | Salt melting/alkali roasting, then leaching | W ≥ 92% | Higher energy and product cost, high recovery yield | Higher environmental impact | [16,17,19,20,21,27] |
| Leaching | Pressure NaOH leaching, T ≥ 190 °C | V ≥ 86.6% and W ≥ 87% | High product cost, high recovery yield | High environmental impact | [24,25,28] | |
| 100 °C NaOH leaching | 68.3% V and 50.1% W | Low product cost, but low recovery yield | Low environmental impact | [26] | ||
| W-Ce/TiO2 | Leaching | 100 °C NaOH leaching of W, 50 °C H2SO4 leaching of Ce | 90.92% W and 91.96% Ce | Low product cost, high recovery yield | Low environmental impact | This work |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, H.; Peng, Z.; Hao, J.; Tesfaye, F.; Shen, L. Gradient Recovery of Tungsten, Cerium, and Titanium from Spent W-Ce/TiO2 Catalysts. Processes 2025, 13, 1678. https://doi.org/10.3390/pr13061678
Wu H, Peng Z, Hao J, Tesfaye F, Shen L. Gradient Recovery of Tungsten, Cerium, and Titanium from Spent W-Ce/TiO2 Catalysts. Processes. 2025; 13(6):1678. https://doi.org/10.3390/pr13061678
Chicago/Turabian StyleWu, Hongping, Zhihong Peng, Junting Hao, Fiseha Tesfaye, and Leiting Shen. 2025. "Gradient Recovery of Tungsten, Cerium, and Titanium from Spent W-Ce/TiO2 Catalysts" Processes 13, no. 6: 1678. https://doi.org/10.3390/pr13061678
APA StyleWu, H., Peng, Z., Hao, J., Tesfaye, F., & Shen, L. (2025). Gradient Recovery of Tungsten, Cerium, and Titanium from Spent W-Ce/TiO2 Catalysts. Processes, 13(6), 1678. https://doi.org/10.3390/pr13061678