
Numerical Analysis and Optimization of Residual Stress Distribution in Lined Pipe Overlay Welding


Abstract
1. Introduction
2. Numerical Modeling
2.1. Finite Element Modeling Approach
2.2. Heat Source Model
3. Simulation Results and Analysis
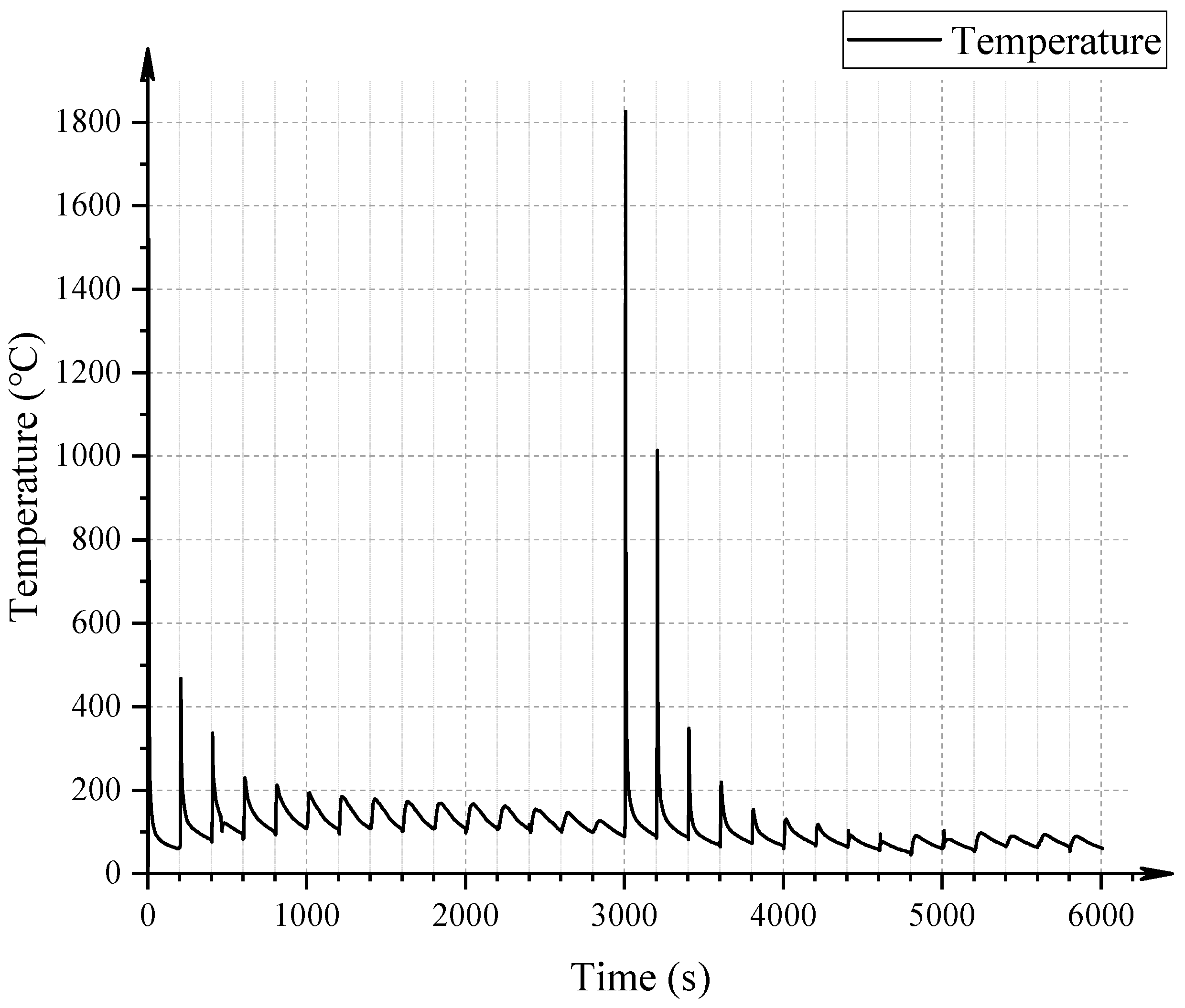
3.1. Temperature Field Distribution and Evolution
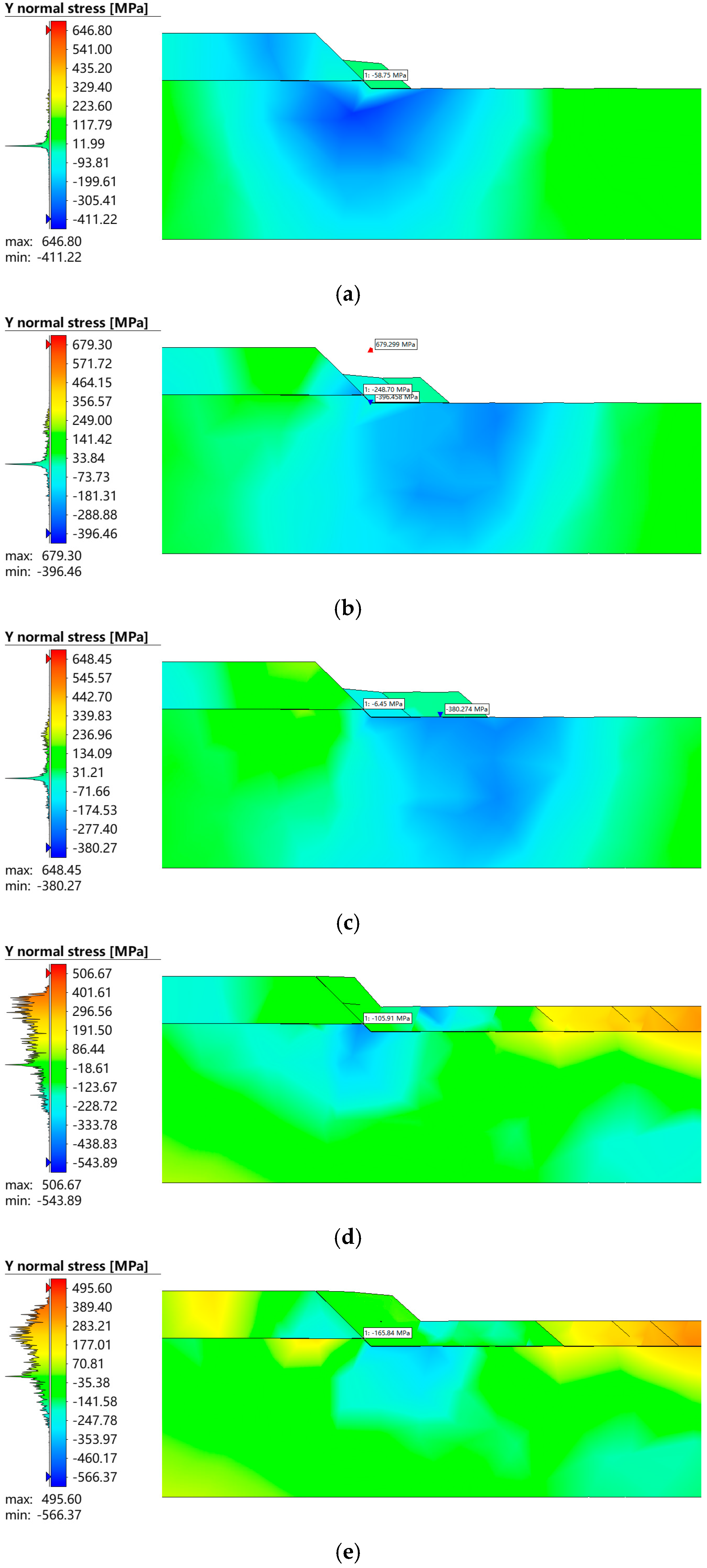
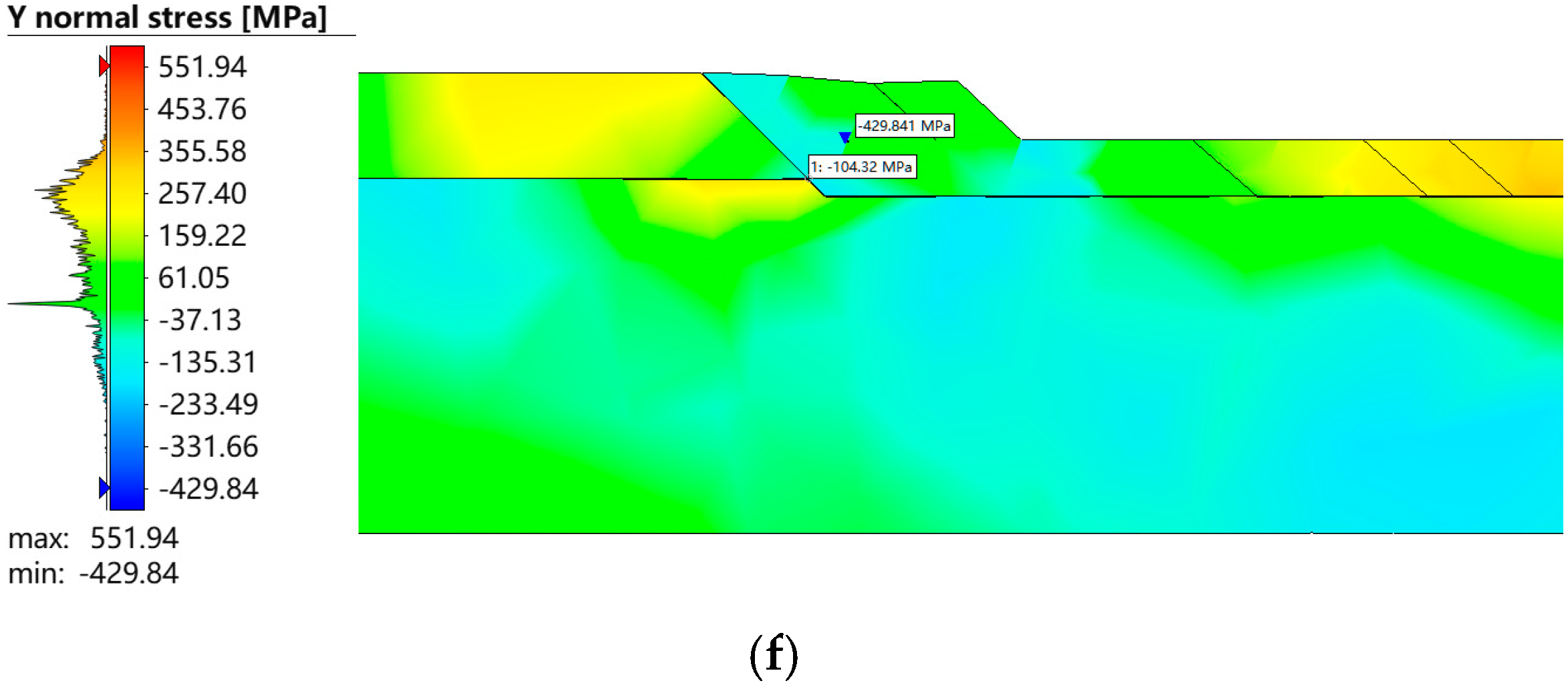
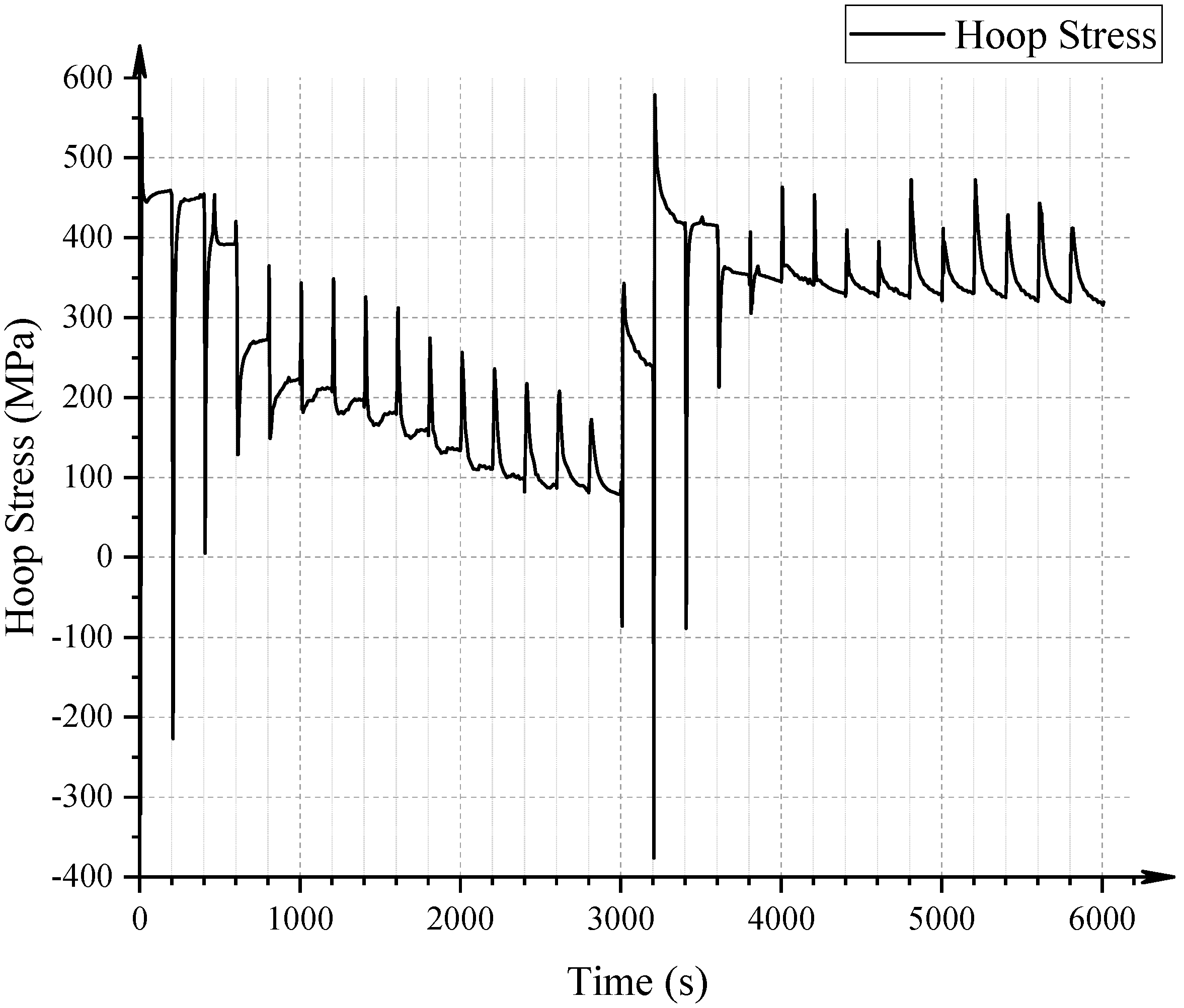
3.2. Residual Stress Field Analysis
3.3. Multi-Objective Optimization of Weld Overlay Parameters
4. Conclusions
- (1)
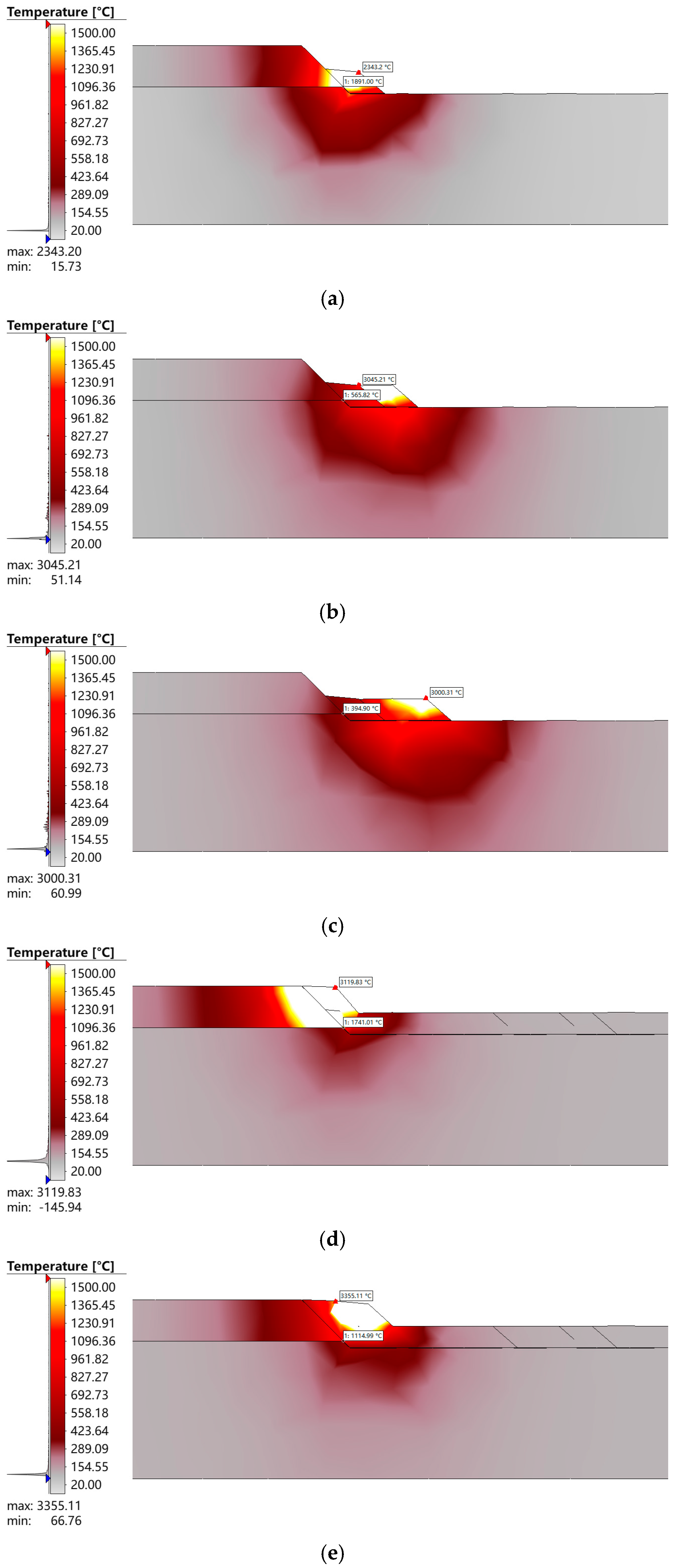
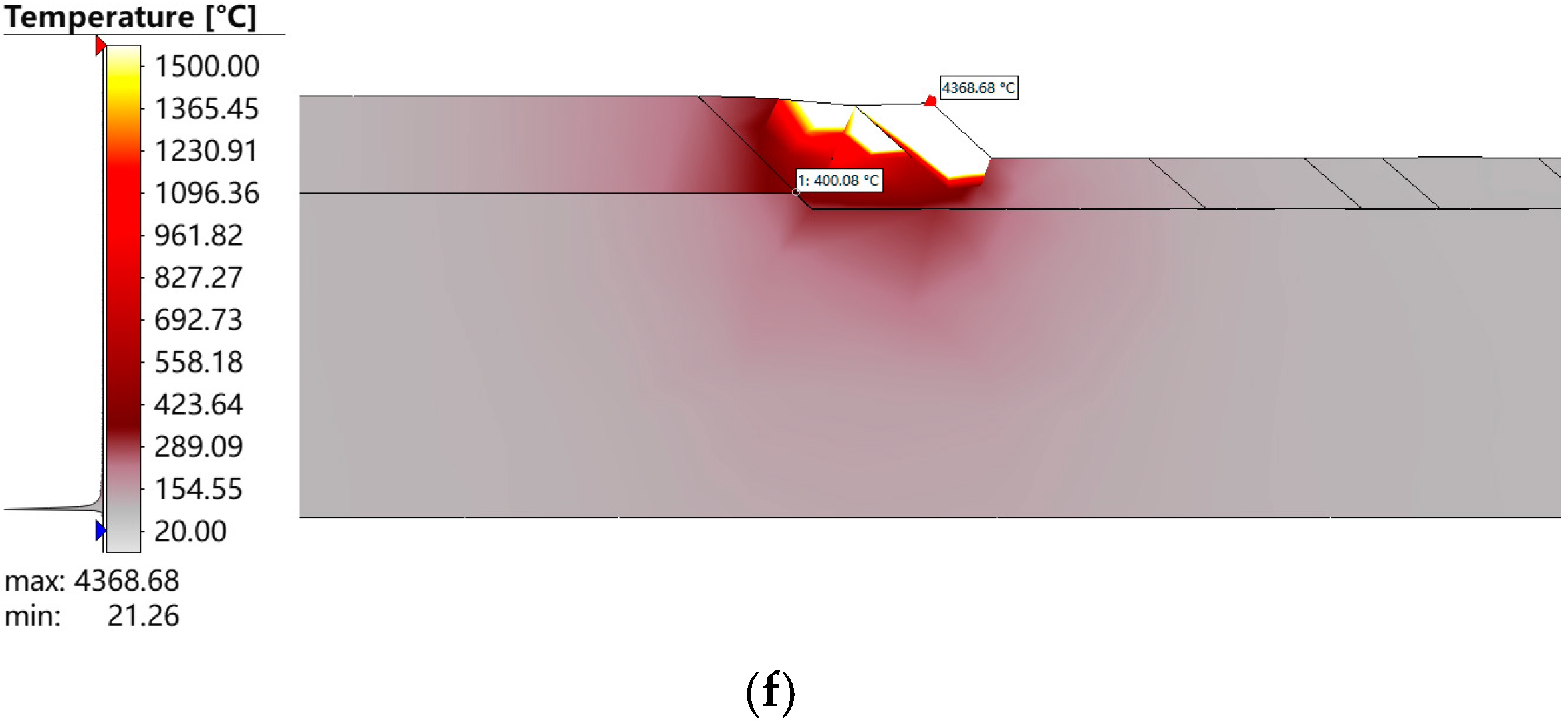
- Thermal Analysis: The peak temperature during the first-layer weld reached 3045.2 °C, ensuring complete metallurgical fusion between the weld overlay and the base materials. At the three-phase interface, the temperature peaked at 1835.2 °C during the second layer, reflecting intense thermal cycling and differential heating across the dissimilar materials.
- (2)
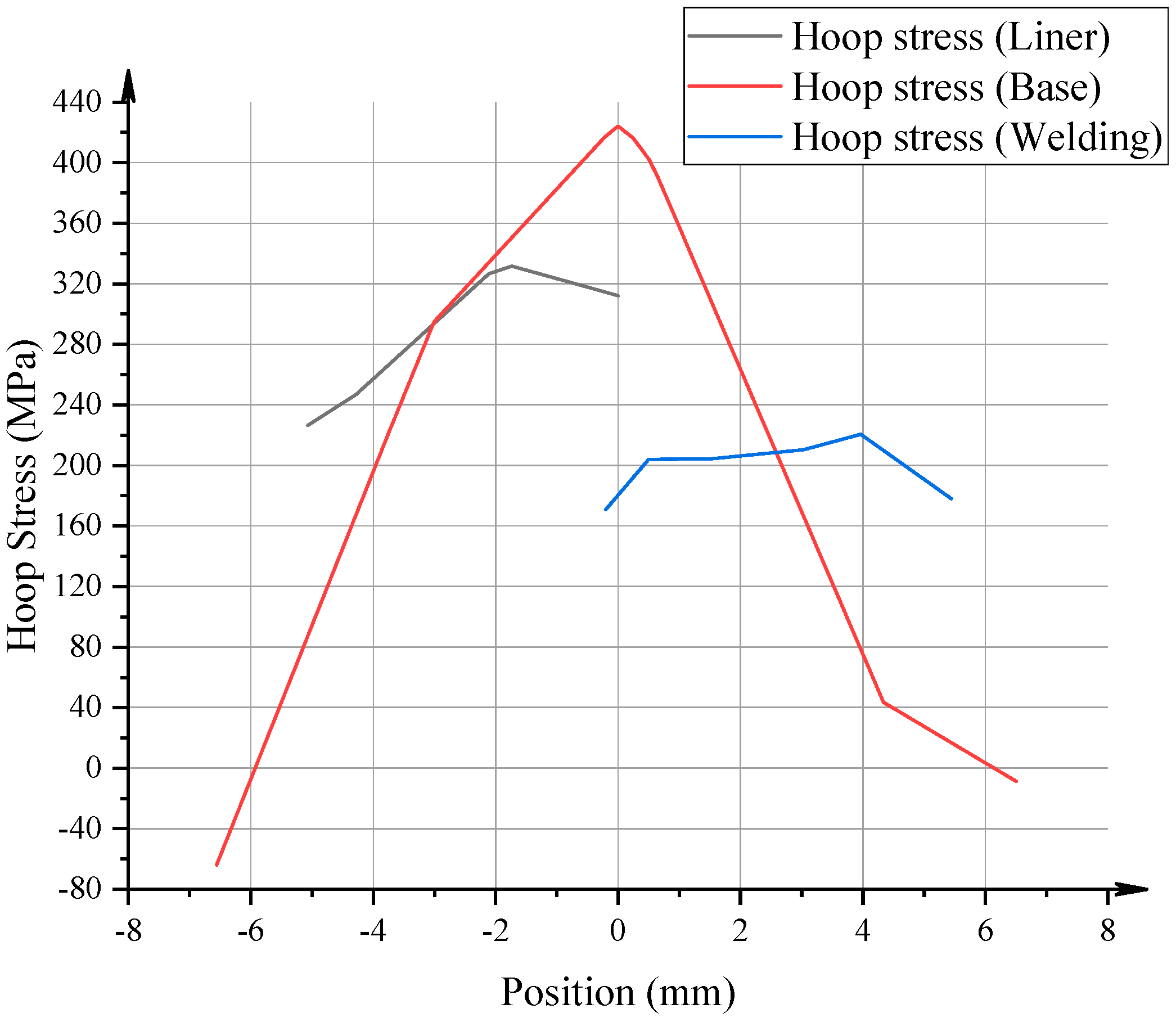
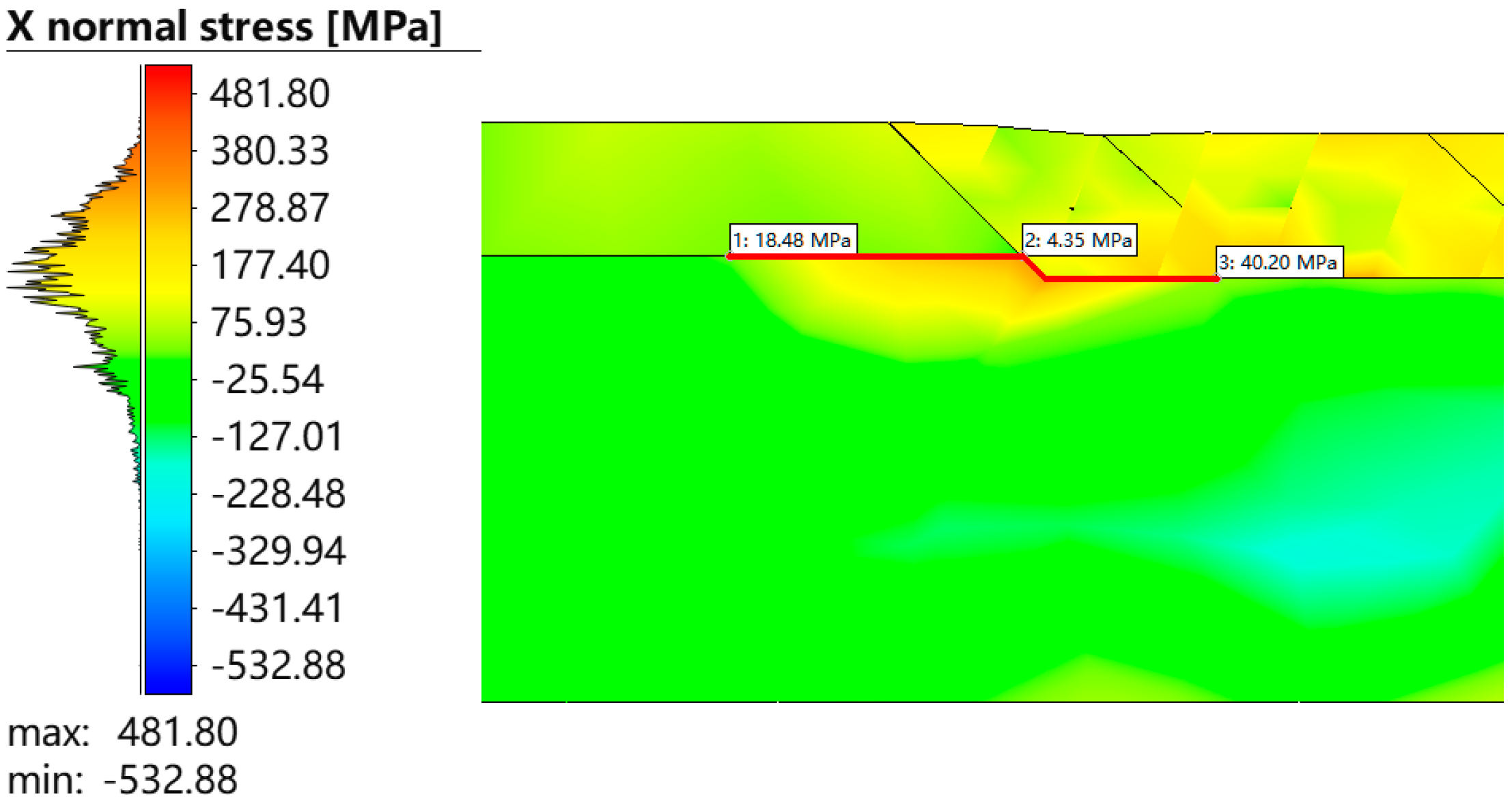
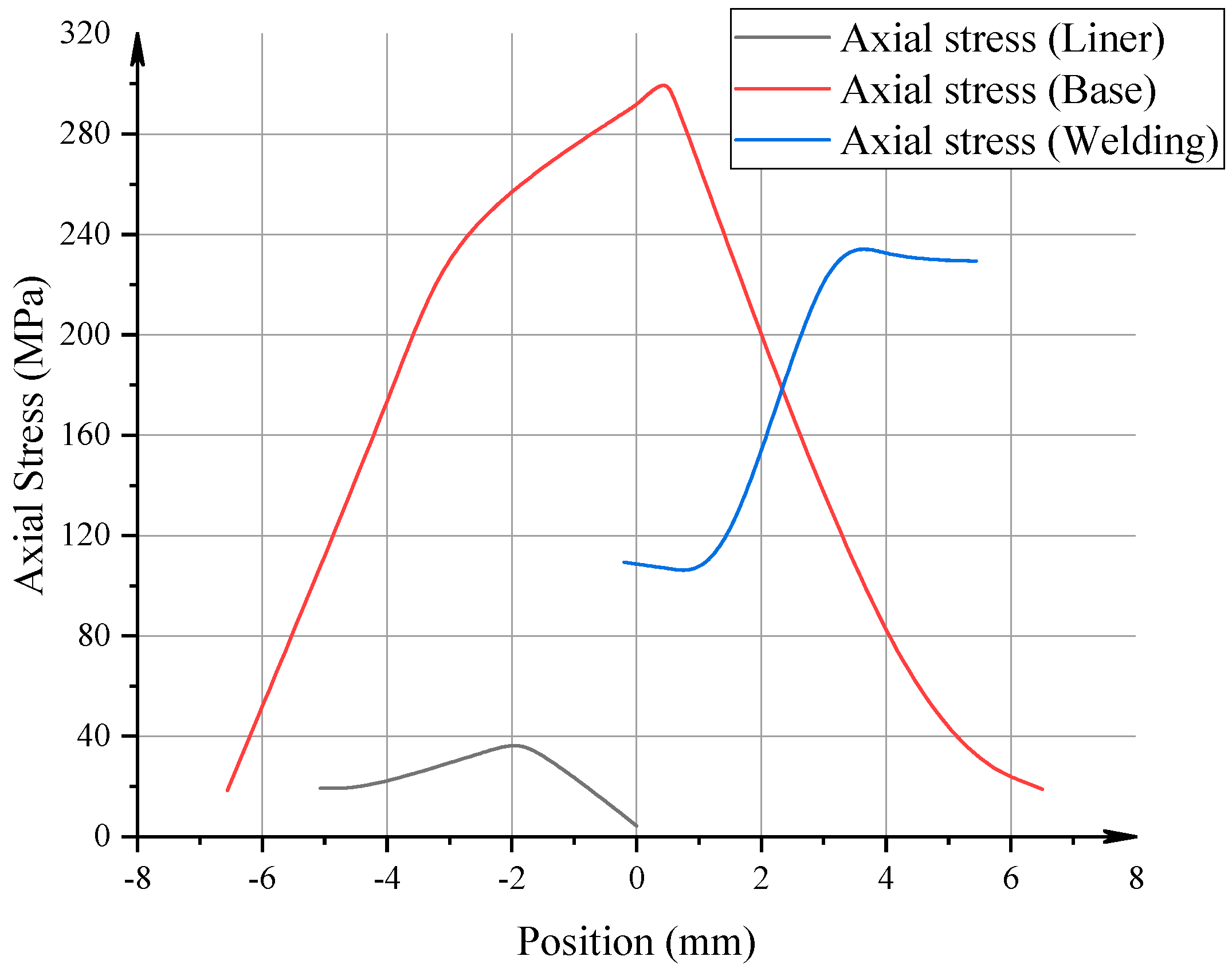
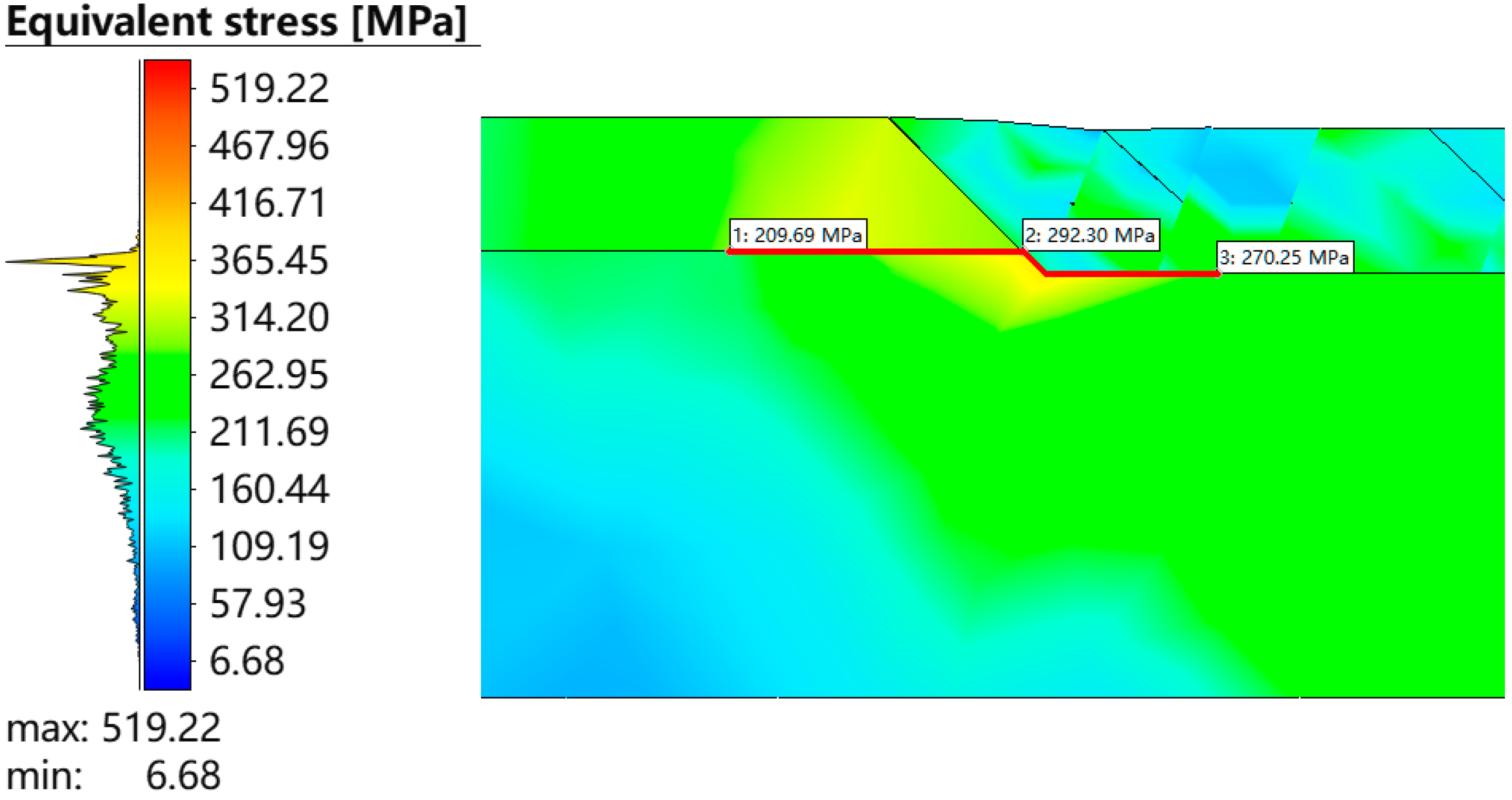
- Residual Stress Evolution: Residual stresses in the hoop, axial, and equivalent stress fields exhibited significant gradients and localization around the three-phase boundary. After the second-layer welding, the circumferential stress at the three-phase point reached approximately 300 MPa in tension. The von Mises stress peaked at 359.3 MPa in the base pipe adjacent to the transition zone, while stress peaks in the liner and weld overlay were slightly lower but still significant.
- (3)
- Optimization of Welding Parameters: Through the application of Response Surface Methodology (RSM) and multi-objective optimization, the welding parameters were tuned to reduce residual stress levels. Optimal conditions were found at 110 A current, 22 V voltage, and 4 mm/s speed, resulting in a 20.5% reduction in axial stress and a 58.1% reduction in circumferential stress.
- (4)
- Engineering Implications: The findings underscore the importance of precise thermal and process control during weld overlay cladding. Stress localization near material interfaces poses a threat to fatigue life and integrity; however, with optimized welding parameters, these effects can be significantly mitigated. The results provide a theoretical and practical foundation for improving the safety and service performance of mechanically lined pipes in demanding operational environments.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gu, T.; Lian, Z.; Dou, Y.; Wu, Z.; Li, G. Simulation and experimental study on liner collapse of lined composite pipe. Int. J. Press. Vessel. Pip. 2024, 207, 105106. [Google Scholar] [CrossRef]
- Li, L.; Yu, T.; Xia, J.; Gao, Y.; Han, B.; Gao, Z. Failure analysis of L415/316L composite pipe welded joint. Eng. Fail. Anal. 2024, 158, 107981. [Google Scholar] [CrossRef]
- Qu, Y.; Chen, N.-Z.; Yuan, L. Cohesive zone model based reliability analysis for a sandwich pipe. OCEAN Eng. 2023, 270, 113550. [Google Scholar] [CrossRef]
- Obeid, O.; Alfano, G.; Bahai, H.; Jouhara, H. Numerical simulation of thermal and residual stress fields induced by lined pipe welding. Therm. Sci. Eng. Prog. 2018, 5, 1–14. [Google Scholar] [CrossRef]
- Obeid, O.; Alfano, G.; Bahai, H.; Jouhara, H. A parametric study of thermal and residual stress fields in lined pipe welding. Therm. Sci. Eng. Prog. 2017, 4, 205–218. [Google Scholar] [CrossRef]
- Rizzo, R.; Lillebø, B.; Marion, S.; Sverre, E.K.; Eidem, M.A.; Solheim, K.G. The Effect of Reeling on the Qualification of CRA Lined and Clad Pipes According to NACE MR0175/ISO 15156-3: A Methodology to Qualify Reeled Pipelines. In Proceedings of the AMPP CORROSION, Denver, CO, USA, 19–23 March 2023; p. AMPP–2023-18919. [Google Scholar]
- Ruggieri, C.; Sarzosa, D.F.; Hippert Jr, E. Fracture resistance testing of pipeline girth welds with strength undermatch using low-constraint specimens. Procedia Struct. Integr. 2019, 18, 36–45. [Google Scholar] [CrossRef]
- Gu, T.; Zhang, Q.; Lian, Z.; Yu, H.; Chen, J. Research and application of equivalent pipe model in stress analysis of lined pipe systems. Int. J. Press. Vessel. Pip. 2021, 192, 104418. [Google Scholar] [CrossRef]
- Alabtah, F.G.; Mahdi, E.; Eliyan, F.F. The use of fiber reinforced polymeric composites in pipelines: A review. Compos. Struct. 2021, 276, 114595. [Google Scholar] [CrossRef]
- Popescu, S.; Montague, P.A. Mechanically lined pipe MLP with improved fatigue resistance. In Proceedings of the Offshore Technology Conference Brasil, Rio de Janeiro, Brazil, 29–31 October 2019; p. D031S041R006. [Google Scholar]
- Johnston, C.; Nageswaran, C.; London, T. Investigations into the fatigue strength of CRA lined pipe. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 2–5 May 2016; p. D011S006R004. [Google Scholar]
- Fu, A.Q.; Kuang, X.R.; Han, Y.; Lu, C.H.; Bai, Z.Q.; Yin, C.X.; Miao, J.; Feng, Y.R.; Wei, Y.G.; Tang, Q.; et al. Failure analysis of girth weld cracking of mechanically lined pipe used in gasfield gathering system. Eng. Fail. Anal. 2016, 68, 64–75. [Google Scholar] [CrossRef]
- Li, F.G.; Li, X.J.; Li, W.W.; Wang, F.S.; Li, X.M. Failure Analysis and Solution to Bimetallic Lined Pipe. Mater. Sci. Forum 2020, 993, 1265–1269. [Google Scholar] [CrossRef]
- Obeid, O.; Leslie, A.J.; Olabi, A.G. Influence of girth welding material on thermal and residual stress fields in welded lined pipes. Int. J. Press. Vessel. Pip. 2022, 200, 104777. [Google Scholar] [CrossRef]
- Pépin, A.; Tkaczyk, T.; O’Dowd, N.; Nikbin, K. Low cycle fatigue of subsea mechanically lined pipeline with liner imperfections. In Proceedings of the International Conference on Offshore Mechanics and Arctic Engineering, Trondheim, Norway, 25–30 June 2017; p. V004T003A016. [Google Scholar]
- Tkaczyk, T.; Vasilikis, D.; Dywan, B.; Nasikas, A. Comparison for Liner Stability Criteria for Structure Integrity Assessment of Mechanically Lined Pipes During Installation and Subsea Operation. In Proceedings of the ISOPE International Ocean and Polar Engineering Conference, Rhodes, Greece, 6–21 June 2024. [Google Scholar]
- Madirisha, M.; Hack, R.; van der Meer, F. Simulated microbial corrosion in oil, gas and non-volcanic geothermal energy installations: The role of biofilm on pipeline corrosion. Energy Rep. 2022, 8, 2964–2975. [Google Scholar] [CrossRef]
- Focke, E.S. Reeling of Tight Fit Pipe; Delft University of Technology: Delft, The Netherlands, 2007. [Google Scholar]
- Pépin, A.; Tkaczyk, T.; Martinez, M.; O’Dowd, N.; Nikbin, K. Prediction of liner wrinkling during high strain bending of mechanically lined pipe. In Proceedings of the International Conference on Offshore Mechanics and Arctic Engineering, Glasgow, Scotland, UK, 9–14 June 2019; p. V05BT04A017. [Google Scholar]
- Sriskandarajah, T.; Roberts, G.; Rao, V. Fatigue aspects of CRA lined pipe for HP/HT flowlines. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 6–9 May 2013. [Google Scholar]
- Deng, D.; Murakawa, H.; Liang, W. Numerical and experimental investigations on welding residual stress in multi-pass butt-welded austenitic stainless steel pipe. Comput. Mater. Sci. 2008, 42, 234–244. [Google Scholar] [CrossRef]
- Obeid, O.; Alfano, G.; Bahai, H. Thermo-mechanical analysis of a single-pass weld overlay and girth welding in lined pipe. J. Mater. Eng. Perform. 2017, 26, 3861–3876. [Google Scholar] [CrossRef]
- Malik, A.M.; Qureshi, E.M.; Dar, N.U.; Khan, I. Analysis of circumferentially arc welded thin-walled cylinders to investigate the residual stress fields. Thin-Walled Struct. 2008, 46, 1391–1401. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature\°C | Young’s Modulus\105 MPa | Poisson’s Ratio | Yield Stress\MPa | Thermal Expansion\×10−5 °C−1 | Specific Heat\J/kg·°C | Conductivity\W·m−1·K−1 |
|---|---|---|---|---|---|---|
| −29 | 2.06 | 0.30 | 358.53 | 1.125 | 460 | 50.12 |
| 21 | 2.03 | 0.30 | 358.53 | 1.15 | 462 | 49.87 |
| 38 | 2.02 | 0.30 | 358.53 | 1.16 | 463 | 49.66 |
| 93 | 1.99 | 0.30 | 358.53 | 1.21 | 468 | 49.00 |
| 121 | 1.97 | 0.30 | 358.53 | 1.22 | 470 | 48.67 |
| 250 | 1.89 | 0.31 | 287.84 | 1.31 | 480 | 47.23 |
| 500 | 1.74 | 0.31 | 240.98 | 1.48 | 575 | 40.53 |
| 750 | 1.59 | 0.31 | 107.1 | 1.65 | 625 | 27.66 |
| 1000 | 1.43 | 0.31 | 80.33 | 1.82 | 675 | 30.13 |
| 1500 | 1.13 | 0.31 | 16.07 | 2.16 | 650 | 35.25 |
| 2000 | 0.82 | 0.31 | 10.98 | 2.50 | 820 | 14.34 |
| Temperature\°C | Young’s Modulus\105 MPa | Poisson’s Ratio | Yield Stress\MPa | Thermal Expansion\×10−5 °C−1 | Specific Heat\J/kg·°C | Conductivity\W·m−1·K−1 |
|---|---|---|---|---|---|---|
| −29 | 1.99 | 0.30 | 275 | 1.31 | 404.63 | 54 |
| 21 | 1.97 | 0.30 | 275 | 1.35 | 406.52 | 54 |
| 38 | 1.96 | 0.30 | 273 | 1.36 | 408.22 | 54 |
| 93 | 1.92 | 0.30 | 272 | 1.39 | 409.63 | 52 |
| 121 | 1.91 | 0.30 | 269 | 1.4 | 410.55 | 51 |
| 250 | 1.84 | 0.30 | 240 | 1.45 | 422.22 | 49 |
| 500 | 1.71 | 0.31 | 201 | 1.53 | 505.79 | 42 |
| 750 | 1.58 | 0.31 | 89 | 1.61 | 549.77 | 29 |
| 1000 | 1.45 | 0.32 | 67 | 1.69 | 593.75 | 32 |
| 1500 | 1.18 | 0.33 | 13 | 1.85 | 571.76 | 37 |
| 2000 | 0.92 | 0.34 | 9 | 2.01 | 721.3 | 15.4 |
| Temperature\°C | Young’s Modulus\105 MPa | Poisson’s Ratio | Yield Stress\MPa | Thermal Expansion\×10−5 °C−1 | Specific Heat\J/kg·°C | Conductivity\W·m−1·K−1 |
|---|---|---|---|---|---|---|
| 20 | 7815 | 2.10 | 0.3 | 1.267 | 430 | 46 |
| 100 | 7794 | 2.08 | 0.3 | 1.295 | 500 | 46 |
| 200 | 7768 | 2.06 | 0.3 | 1.330 | 550 | 45 |
| 300 | 7742 | 1.89 | 0.3 | 1.365 | 580 | 43 |
| 400 | 7717 | 1.71 | 0.3 | 1.400 | 610 | 41 |
| 500 | 7691 | 1.29 | 0.3 | 1.435 | 650 | 38 |
| 600 | 7665 | 0.87 | 0.3 | 1.470 | 710 | 35 |
| 700 | 7639 | 0.63 | 0.3 | 1.505 | 790 | 29 |
| 800 | 7613 | 0.39 | 0.3 | 1.540 | 865 | 24 |
| 900 | 7576 | 0.27 | 0.3 | 1.572 | 565 | 25 |
| 1440 | 7319 | 0.07 | 0.3 | 1.738 | 630 | 31 |
| Parameter | Front Axis Length af\mm | Rear Axis Length ar\mm | Width b\mm | Depth d\mm | Gaussian Parameter M |
|---|---|---|---|---|---|
| Value | 1.96 | 7.2 | 2.77 | 3.77 | 3.0 |
| Optimized Design Variables | Parameter Ranges |
|---|---|
| Welding current I (A) | (110, 140) |
| Welding voltage U (V) | (20, 24) |
| Welding speed (mm/s): | (4, 6) |
| Optimization Project | Initial Value | Optimized Value |
|---|---|---|
| Minimum residual axial stress σx (MPa) | 312.20 | 248.21 |
| Minimum residual circumferential stress σy (MPa) | 4.35 | 1.82 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, Y.; Yu, S.; Wang, B.; Gu, T. Numerical Analysis and Optimization of Residual Stress Distribution in Lined Pipe Overlay Welding. Processes 2025, 13, 1548. https://doi.org/10.3390/pr13051548
Sun Y, Yu S, Wang B, Gu T. Numerical Analysis and Optimization of Residual Stress Distribution in Lined Pipe Overlay Welding. Processes. 2025; 13(5):1548. https://doi.org/10.3390/pr13051548
Chicago/Turabian StyleSun, Yuwei, Sirong Yu, Bingying Wang, and Tianping Gu. 2025. "Numerical Analysis and Optimization of Residual Stress Distribution in Lined Pipe Overlay Welding" Processes 13, no. 5: 1548. https://doi.org/10.3390/pr13051548
APA StyleSun, Y., Yu, S., Wang, B., & Gu, T. (2025). Numerical Analysis and Optimization of Residual Stress Distribution in Lined Pipe Overlay Welding. Processes, 13(5), 1548. https://doi.org/10.3390/pr13051548