

MBSE-Based Integration of Superplastic Forming Manufacturing Process Information for Customized Products
 , , ,
, , ,
Abstract
1. Introduction
- (1)
- An MBSE-based integration of SPF manufacturing process information, process parameter optimization, and simulation validation tools, providing a framework for solving customized SPF requirements.
- (2)
- Incorporate SPF manufacturing process information and customized product requirements simultaneously into the process parameter optimization process. A method is proposed for extracting key process parameters through object flow analysis, with key process parameters and impact indicators influencing customized product requirements determined by the analytic hierarchy process (AHP).
- (3)
- Utilize orthogonal experimental design and process simulation technology to obtain the optimal process parameter combination. Manufacturing process information is then mapped to the physical equipment model, enabling optimization of the equipment control parameters.
2. Optimization of Superplastic Forming Process Parameters Based on MBSE
2.1. Analysis of the Superplastic Forming Process Parameter Optimization Problem
- Identification of initial process parameters and their relationships with quality indicators and equipment control parameters. The SPF process is highly complex, with product quality influenced by multiple factors, including the direct effects of process parameters and the precise control of equipment control parameters. It is essential to construct a Quality–Process–Equipment mapping relationship. This mapping relationship reveals the interdependencies among quality indicators, process parameters, and equipment control parameters, providing a theoretical foundation for constraining, adjusting, and optimizing the SPF process parameters.
- Determination of multi-quality-indicator optimization objectives and solutions for the process parameters. Optimizing the process parameters requires the integration of equipment control parameter constraints and product quality indicators to establish reasonable multi-objective optimization goals. These goals ensure that the optimized process parameters fall within the equipment’s operational capacity while meeting product quality requirements. The main steps of optimization involve identifying key influencing factors, utilizing the Quality–Process–Equipment mapping relationship, and applying constraints of the multi-quality-indicator to solve the process parameters. Designing an effective method to address these considerations is a critical technical challenge for achieving SPF process parameter optimization.
2.2. Methodological Framework
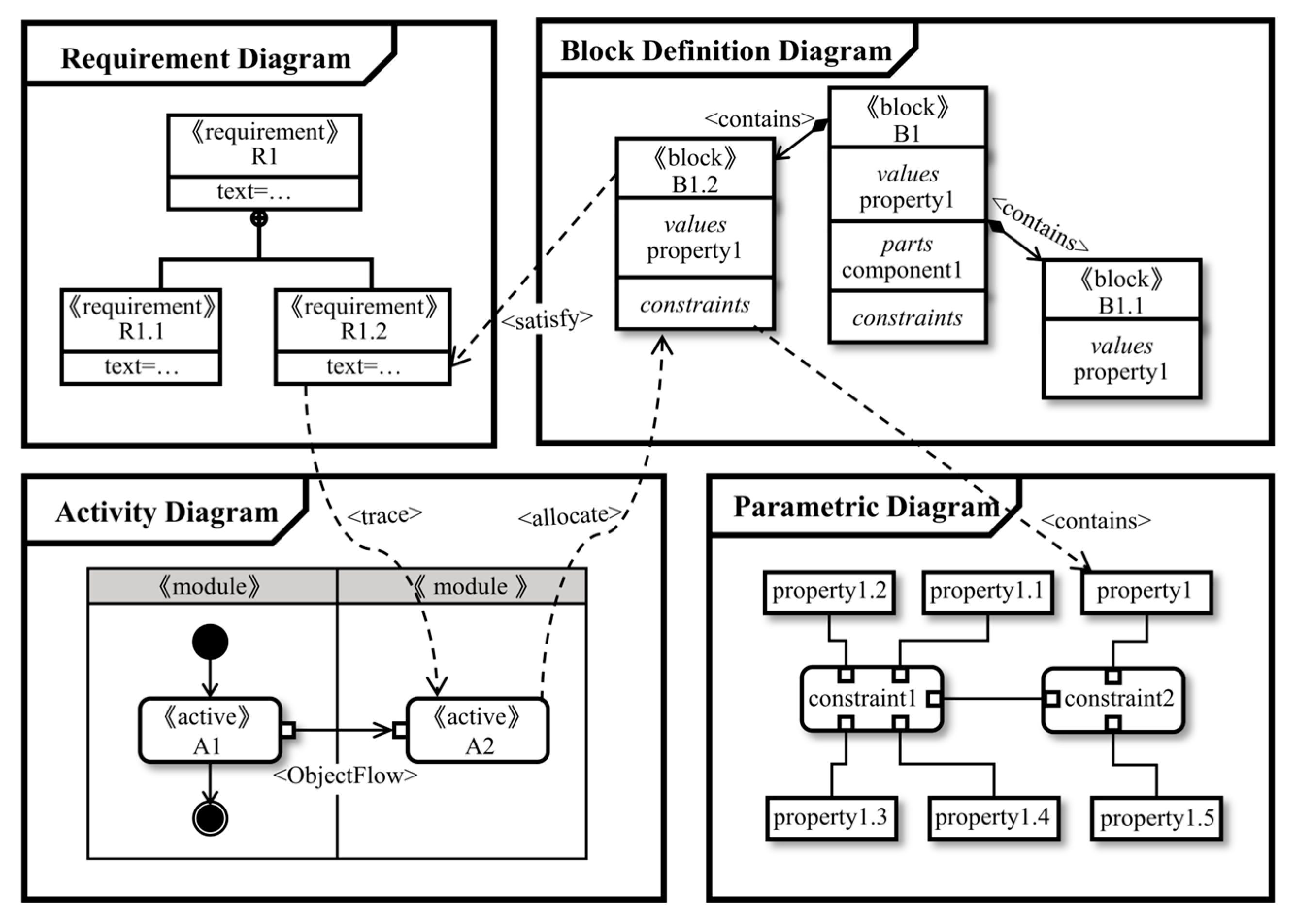
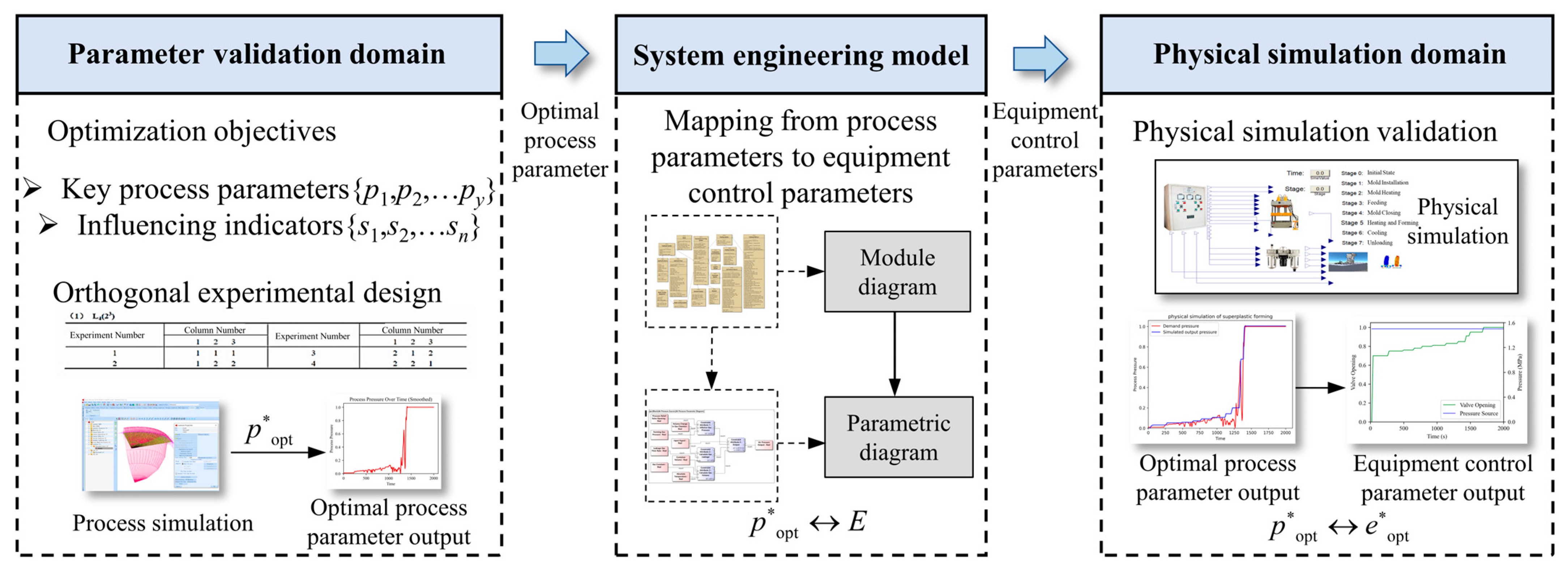
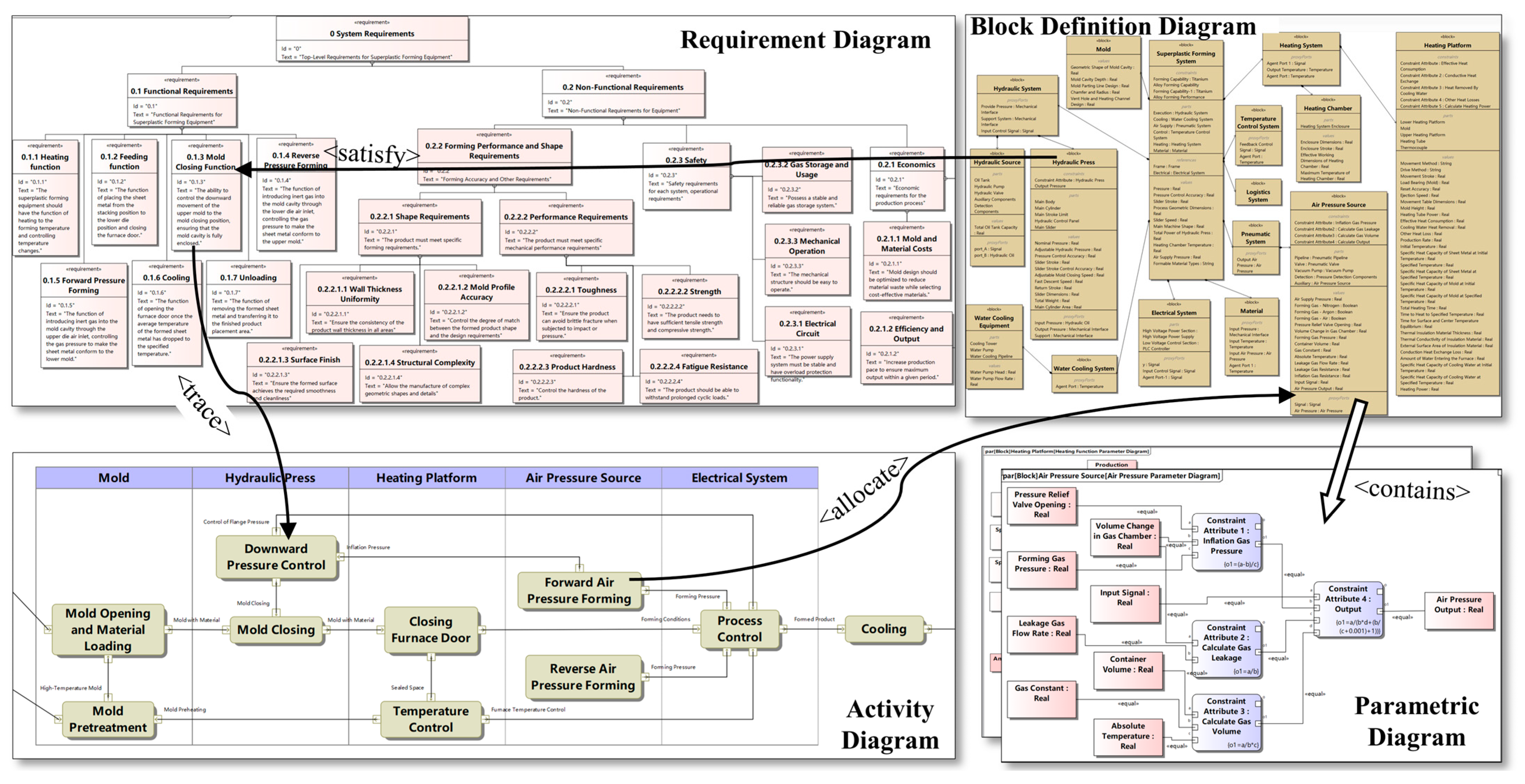
- Model Construction and Requirements Analysis: The MBSE of SPF is developed using SysML, based on quality indicators, process, and equipment information. The product requirements are analyzed in relation to the SPF quality indicators, and the target optimization objectives are identified.
- Process Parameter Extraction: By integrating the SPF activity diagram (ACT) and module diagram, the process parameters are comprehensively extracted based on the designed key parameter extraction flow. The key process parameters and the influencing indicators associated with the requirement indicators are identified through shape control and performance control standard, as well as the AHP, to clarify the design objectives.
- Optimization of Equipment Control Parameters: Orthogonal experimental design is employed, along with process simulation technology, to assess the adaptability of all process parameter schemes. This step provides guidance for the desired equipment performance. The results are then mapped to the physical model of the equipment using the SPF parametric diagram, completing the optimization of the equipment control parameters.
2.3. Model Construction and Requirements Analysis
2.3.1. Model Construction
2.3.2. Requirements Analysis
2.4. Process Parameter Extraction and Analysis
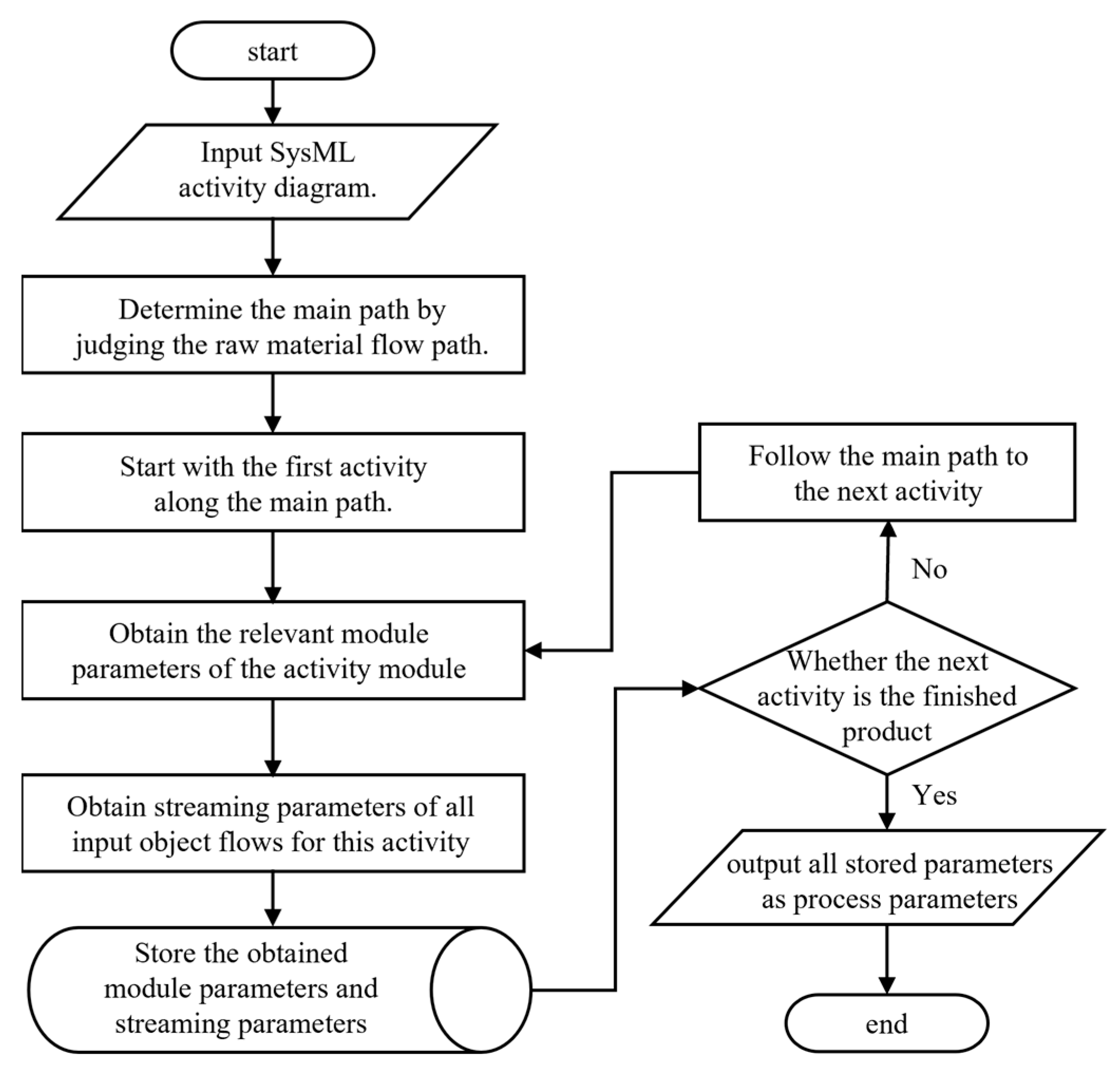
2.4.1. Process Parameter Extraction Based on Activity Diagram
2.4.2. Analysis of Key Process Parameters and Quality Indicators
- Weakly Influential Variables: Variables with a weaker influence can be selectively ignored, focusing optimization efforts on parameters with greater weights;
- Low Coupling Effects: When the number of quality indicators is small and the coupling effects between parameters are low, more parameters can be optimized simultaneously.
2.5. Process Parameter Optimization
2.5.1. Process Parameter Optimization Based on Process Simulation and Orthogonal Experiments
- Determine the research factors and levels of indicators, and create an orthogonal experimental table.
- Implement the experiment in conjunction with process simulation to obtain result data.
- Evaluate the impact of each factor on the experimental results through range analysis.
- Analyze the experimental results to obtain the optimal process parameter combination p*opt = {P*|S*(p) satisfies influencing indicators and target requirements}.
2.5.2. Equipment Control Parameter Optimization Based on Physical Simulation
3. Case Study
3.1. Case Introduction
3.2. Mapping Product Requirements to Process Parameters
3.2.1. Process Parameter Extraction
3.2.2. Process Parameter Analysis
3.3. Mapping Process Parameters to Equipment Control Parameters
3.3.1. Process Parameter Optimization Based on Taguchi’s Orthogonal Experiment
3.3.2. Optimization of Equipment Control Parameter Based on Physical Simulation
3.4. Results and Discussion
4. Conclusions
- (1)
- This paper proposes a method to optimize process parameters and equipment control parameters by integrating SPF manufacturing process information with customized product requirements. Using MBSE to organize requirements, processes, and equipment information, and combining it with a physical simulation, the method traces the impact of product requirements on process parameters and equipment control parameters. This standardized approach facilitates meeting customized product requirements in complex manufacturing processes.
- (2)
- Guided by the proposed framework, a hemispherical part case study was conducted to optimize the process parameters for customized product requirements. The research developed the MBSE of SPF, enabling the mapping of product requirements to process parameters. Process parameters were decoupled using the AHP, and optimized combinations were identified through orthogonal experiments and MSC Marc simulations. The optimization results were further mapped to the equipment physical model, and the obtained equipment control parameters met the customized product requirements.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| SPF | Superplastic forming |
| AHP | Analytic hierarchy process |
| MBSE | Model-based systems engineering |
| ACT | Activity diagram |
References
- Du, Z.; Jiang, S.; Zhang, K.; Lu, Z.; Li, B.; Zhang, D. The Structural Design and Superplastic Forming/Diffusion Bonding of Ti2Alnb Based Alloy for Four-Layer Structure. Mater. Des. 2016, 104, 242–250. [Google Scholar] [CrossRef]
- Akula, S.P.; Ojha, M.; Rao, K.L.; Gupta, A.K. A Review on Superplastic Forming of Ti-6Al-4V and Other Titanium Alloys. Mater. Today Commun. 2023, 34, 105343. [Google Scholar] [CrossRef]
- Barnes, A.J. Superplastic Forming 40 Years and Still Growing. J. Mater. Eng. Perform. 2007, 16, 440–454. [Google Scholar] [CrossRef]
- Piccininni, A.; Sorgente, D.; Palumbo, G. GA-Based Optimization to Control the Thickness Distribution in Components Manufactured via Superplastic Forming. J. Manuf. Process. 2023, 86, 126–135. [Google Scholar] [CrossRef]
- Giuliano, G.; Polini, W. Optimal Design of Blank Thickness in Superplastic AZ31 Alloy to Decrease Forming Time and Product Weight. Int. J. Adv. Manuf. Technol. 2022, 118, 2153–2162. [Google Scholar] [CrossRef]
- Tran, R.; Reuther, F.; Winter, S.; Psyk, V. Process Development for a Superplastic Hot Tube Gas Forming Process of Titanium (Ti-3Al-2.5V) Hollow Profiles. Metals 2020, 10, 1150. [Google Scholar] [CrossRef]
- Li, T.; Yuan, M.; Qu, Y.; Zhang, S.; Li, B.; Zhou, Y. Temperature Field Analysis of Heating Furnace of Superplastic Forming Equipment Based on Thermal Resistance Network Model. In Proceedings of the International Conference on Guidance, Navigation and Control, ICGNC 2022, Harbin, China, 5–7 August 2022; Springer Science and Business Media Deutschland GmbH: Harbin, China, 2023; Volume 845, pp. 2227–2237. [Google Scholar]
- Yang, J.; Wu, J.; Zhang, Q.; Han, R.; Wang, K. The Simple Hyperbolic-Sine Equation for Superplastic Deformation and Parameters Optimization. J. Mater. Res. Technol.-JMRT 2020, 9, 10819–10829. [Google Scholar] [CrossRef]
- Zhang, T.; Sha, H.; Li, L.; Gong, H. Study of Macroscopic Defects of Four-Layer Structure of Ti-6Al-4V During Superplastic Forming/Diffusion Bonding. Int. J. Precis. Eng. Manuf. 2021, 22, 27–39. [Google Scholar] [CrossRef]
- Du, Z.; Zhang, K. The Superplastic Forming/Diffusion Bonding and Mechanical Property of TA15 Alloy for Four-Layer Hollow Structure with Squad Grid. Int. J. Mater. Form. 2021, 14, 1057–1066. [Google Scholar] [CrossRef]
- Jiang, S.; Jia, Y.; Lu, Z.; Shi, C.; Zhang, K. Superplastic Forming/Diffusion Bonding Without Interlayer of 5A90 Al-Li Alloy Hollow Double-Layer Structure. J. Mater. Eng. Perform. 2017, 26, 4265–4273. [Google Scholar] [CrossRef]
- Wu, D.; Chen, M.; Fan, R.; Xiao, W.; Wu, Y. Parameter Optimization and Compressive Property of the TC31 Titanium Alloy X-Type Lattice Structure by the Superplastic Forming/Diffusion Bonding Process. Arch. Civ. Mech. Eng. 2023, 23, 137. [Google Scholar] [CrossRef]
- Yasmeen, T.; Shao, Z.; Zhao, L.; Gao, P.; Lin, J.; Jiang, J. Constitutive Modeling for the Simulation of the Superplastic Forming of TA15 Titanium Alloy. Int. J. Mech. Sci. 2019, 164, 105178. [Google Scholar] [CrossRef]
- Yang, J.; Wu, J.; Yang, D.; Wang, Q.; Wang, K.; Zhang, Z.; Wang, M.; Muzamil, M. A Modified Constitutive Model With Grain Rotation for Superplastic Forming of Ti-6Al-4V Alloy. J. Eng. Mater. Technol.-Trans. ASME 2020, 142, 021006. [Google Scholar] [CrossRef]
- Wu, D.; Wu, Y.; Chen, M.; Fan, R.; Yan, K.; Xiao, W. Structural Optimization and Experimental Study on the Ti-Alloy Kagome Structure Formed by the Superplastic Forming/Diffusion Bonding Process. J. Sandw. Struct. Mater. 2024, 26, 303–316. [Google Scholar] [CrossRef]
- Zaman, U.K.U.; Siadat, A.; Rivette, M.; Baqai, A.A.; Qiao, L. Integrated Product-Process Design to Suggest Appropriate Manufacturing Technology: A Review. Int. J. Adv. Manuf. Technol. 2017, 91, 1409–1430. [Google Scholar] [CrossRef]
- Von, D.N.; Martin, P. Product Design-Process Selection-Process Planning Integration Based on Modeling and Simulation. Int. J. Adv. Manuf. Technol. 2015, 77, 187–201. [Google Scholar]
- Jiang, H.; Huang, K.; Zhou, Z.; Miao, D.; Chen, F.; Gao, J.; Yang, X.; Zhu, Y. Optimization of Electrolytic Copper Foil Manufacturing Process Parameters by Integrating Equipment Status and Product Requirements. Hsi-Chiao Tung Ta Hsueh/J. Xi’an Jiaotong Univ. 2024, 58, 179–190. [Google Scholar]
- Schindel; Polyakova; Harding, D.R.; Weinhold; Stenger; Grünewald, M.; Bramsiepe. General Approach for Technology and Process Equipment Assembly (PEA) Selection in Process Design-Web of Science Core Collection. Chem. Eng. Process.-Process Intensif. 2021, 159, 108223. [Google Scholar] [CrossRef]
- Sabioni, R.C.; Daaboul, J.; Le Duigou, J. Joint Optimization of Product Configuration and Process Planning in Reconfigurable Manufacturing Systems. Int. J. Ind. Eng. Manag. 2022, 13, 58–75. [Google Scholar] [CrossRef]
- Qi, D.; Zhang, S.; Liu, M.; Lei, Y. An Improved Hierarchical Genetic Algorithm for Collaborative Optimization of Manufacturing Processes in Metal Structure Manufacturing Systems. Adv. Mech. Eng. 2017, 9, 1687814017692288. [Google Scholar] [CrossRef]
- Park, K.T.; Lee, J.; Kim, H.-J.; Noh, S. Digital Twin-Based Cyber Physical Production System Architectural Framework for Personalized Production. Int. J. Adv. Manuf. Technol. 2020, 106, 1787–1810. [Google Scholar] [CrossRef]
- Zaman, U.K.U.; Rivette, M.; Siadat, A.; Mousavi, S.M. Integrated Product-Process Design: Material and Manufacturing Process Selection for Additive Manufacturing Using Multi-Criteria Decision Making. Robot. Comput.-Integr. Manuf. 2018, 51, 169–180. [Google Scholar] [CrossRef]
- Madni, A.M.; Sievers, M. Model-Based Systems Engineering: Motivation, Current Status, and Research Opportunities. Syst. Eng. 2018, 21, 172–190. [Google Scholar] [CrossRef]
- Yang, B.; Qiao, L.; Zhu, Z.; Wulan, M. A Metamodel for the Manufacturing Process Information Modeling. In Proceedings of the 9th International Conference on Digital Enterprise Technology—Intelligent Manufacturing in the Knowledge Economy Era; Li, Y., Gao, J., Maropoulos, P., Eds.; Elsevier Science Bv: Amsterdam, The Netherlands, 2016; Volume 56, pp. 332–337. [Google Scholar]
- Madni, A.M.; Madni, C.C.; Lucero, S.D. Leveraging Digital Twin Technology in Model-Based Systems Engineering. Systems 2019, 7, 7. [Google Scholar] [CrossRef]
- Lyu, W.; Yang, Y.; Miao, J.; Cao, S.; Kong, L. Architecture Preliminary Design and Trade-Off Optimization of Stratospheric Airship Based on MBSE. Aerospace 2024, 11, 582. [Google Scholar] [CrossRef]
- Chu, C.; Zhang, C.; Yin, C. Synchronous Integration Method of Mechatronic System Design, Geometric Design, and Simulation Based on SysML. Comput.-Aided Des. 2024, 174, 103735. [Google Scholar]
- Sinnwell, C.; Hasse, A.; Fischer, J.; Aurich, J.C. Collaborative planning of manufacturing systems using a model-based, PLM-supported design process. AT-Automatisierungstechnik 2018, 66, 406–417. [Google Scholar] [CrossRef]
- Le, Q.; Feingold, J.; Glandorf, W.; Kent, J.; Sherman, R.; Ferri, J.K.K. Model-Based Systems Engineering Approaches to Chemicals and Materials Manufacturing. AICHE J. 2023, 69, e18114. [Google Scholar] [CrossRef]
- Steimer, C.; Fischer, J.; Aurich, J.C. Model-Based Design Process for the Early Phases of Manufacturing System Planning Using SysML. In Proceedings of the Complex Systems Engineering and Development; Shehab, E., Tomiyama, T., Lockett, H., Salonitis, K., Roy, R., Tiwari, A., Eds.; Elsevier Science Bv: Amsterdam, The Netherlands, 2017; Volume 60, pp. 163–168. [Google Scholar]
- Mousavi, B.A.; Heavey, C.; Azzouz, R.; Ehm, H.; Millauer, C.; Knobloch, R. Use of Model-Based System Engineering Methodology and Tools for Disruption Analysis of Supply Chains: A Case in Semiconductor Manufacturing. J. Ind. Inf. Integr. 2022, 28, 100335. [Google Scholar] [CrossRef]
- Craiut, L.; Bungau, C.; Negru, P.A.; Bungau, T.; Radu, A.-F. Technology Transfer in the Context of Sustainable Development—A Bibliometric Analysis of Publications in the Field. Sustainability 2022, 14, 11973. [Google Scholar] [CrossRef]
- Eidlisz, J.; von Simson, I.; Gold-von Simson, G. Exploring the Current State of Technology Transfer in the United States: Perspectives and Improvement Strategies from the Experts. Front. Res. Metr. Anal. 2024, 9, 1376185. [Google Scholar] [CrossRef] [PubMed]
- Craiut, L.; Bungau, C.; Bungau, T.; Grava, C.; Otrisal, P.; Radu, A.-F. Technology Transfer, Sustainability, and Development, Worldwide and in Romania. Sustainability 2022, 14, 15728. [Google Scholar] [CrossRef]
- Friedenthal, S. A Practical Guide to SysML: The Systems Modeling Language; Morgan Kaufmann: Burlington, MA, USA, 2014; ISBN 978-0-12-800202-5. [Google Scholar]
- Chang, C.-W.; Wu, C.-R.; Chen, H.-C. Using Expert Technology to Select Unstable Slicing Machine to Control Wafer Slicing Quality via Fuzzy AHP. Expert Syst. Appl. 2008, 34, 2210–2220. [Google Scholar] [CrossRef]
- Madarapu, A.; Babu, J.; Ramana, M.V. Experimental Evaluation of Normalized Thickness Variation of Superplastic Cone Forming. In Proceedings of the Materials Today-Proceedings; Elsevier: Amsterdam, The Netherlands, 2022; Volume 49, pp. 2335–2341. [Google Scholar]
- Jordaan, M.S.; Kok, S. Material Model Calibration for Superplastic Forming. Inverse Probl. Sci. Eng. 2019, 27, 589–607. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Category | Specific Description |
|---|---|
| Quality Indicators (s1, s2, s3… sn) | These refer to specific metrics for evaluating the final product’s quality. Examples include wall thickness uniformity, surface accuracy, surface finish, structural complexity, toughness, strength, and hardness. |
| Process Parameters (p1, p2, p3… py) | These are the process conditions that influence the forming quality and efficiency during SPF, directly determining the reliability of the process and product quality. Examples include mold geometry, mold clamping force, forming air conditions, preforming speed, and forming speed. |
| Equipment Control Parameters (e1, e2, e3… em) | These reflect the state parameters of equipment operation to ensure the smooth execution of the forming process. Examples include mold dimensions, furnace door parameters, hydraulic pump parameters, hydraulic valve parameters, and heating tube parameters. |
| Category | Indicator |
|---|---|
| sf: Forming indicators | sf1 (Wall Thickness Uniformity), sf2 (Mold Profile Accuracy) sf3 (Surface Finish), sf4 (Structural Complexity) |
| sm: Mechanical indicators | sm1 (Product Toughness), sm2 (Product Strength) sm3 (Product Hardness), sm4 (Product Fatigue Resistance) |
| si | P1 | P2 | … | Pl |
|---|---|---|---|---|
| P1 | 1 | x12 | … | x1l |
| P2 | x21 | 1 | … | x2l |
| ⋮ | ⋮ | ⋮ | 1 | ⋮ |
| Pl | xl1 | xl2 | … | 1 |
| Order | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
|---|---|---|---|---|---|---|---|---|---|
| R.I. | 0.58 | 0.90 | 1.12 | 1.24 | 1.32 | 1.41 | 1.45 | 1.49 | 1.51 |
| Item | Unit | Parameter | |
|---|---|---|---|
| Pressure | Nominal force | kN | 8000 |
| Return force | kN | 700 | |
| Slider stroke control accuracy | mm | 2 | |
| Maximum mold installation height | mm | [200, 800] | |
| Heating chamber temperature | Maximum working temperature | °C | 980 |
| Heating rate | °C/h | [80, 120] | |
| Supply air pressure | MPa | [0, 5] | |
| Attribute | Condition | Value |
|---|---|---|
| Product diameter size | / | 650 mm |
| Material | / | Ti-6Al-4V titanium alloy |
| Material strength index | ≥ | 90% of raw material |
| Raw material thickness | / | 6 mm |
| Thinning rate | ≤ | 50% |
| Category | Process Parameter | Associated Activity (Output Parameter) |
|---|---|---|
| ps: Machining Process Parameters | ps1 (Mold Geometry Parameters) | Mold Opening and Loading (Structural Parameter) |
| ps2 (Mold Clamping Force) | Downward Pressure Control (Streaming Parameter) | |
| ps3 (Forming Air Conditions) | Closing Furnace Door (Structural Parameter) | |
| ps4 (Preforming Speed) | Reverse Air Pressure Forming (Streaming Parameter) | |
| ps5 (Forming Speed) | Forward Air Pressure Forming (Streaming Parameter) | |
| ps6 (Forming Air Pressure) | Forward Air Pressure Forming (Streaming Parameter) | |
| pc: Thermochemical Processing Parameters | pc1 (Mold Preheating Parameters) | Mold Pre-treatment (Streaming Parameter) |
| pc2 (Forming Temperature) | Temperature Control (Streaming Parameter) | |
| pc3 (Temperature Uniformity) | Process Control (Structural Parameter) | |
| pc4 (Cooling Method) | Product Cooling (Structural Parameter) |
| sr | ps1 | ps2 | ps3 | ps4 | ps5 | ps6 | pc1 | pc2 | pc3 | pc4 |
| ps1 | 1 | 3 | 5 | 1/9 | 1/6 | 1/4 | 5 | 1/2 | 3 | 5 |
| ps2 | 1/3 | 1 | 3 | 1/6 | 1/6 | 1/5 | 2 | 1/4 | 1 | 2 |
| ps3 | 1/5 | 1/3 | 1 | 1/9 | 1/7 | 1/6 | 1 | 1/5 | 1/2 | 1 |
| ps4 | 9 | 6 | 9 | 1 | 2 | 3 | 9 | 8 | 8 | 9 |
| ps5 | 6 | 6 | 7 | 1/2 | 1 | 2 | 8 | 4 | 5 | 8 |
| ps6 | 4 | 5 | 6 | 1/3 | 1/2 | 1 | 7 | 3 | 4 | 7 |
| pc1 | 1/5 | 1/2 | 1 | 1/9 | 1/8 | 1/7 | 1 | 1/5 | 1/3 | 1 |
| pc2 | 2 | 4 | 5 | 1/8 | 1/4 | 1/3 | 5 | 1 | 4 | 5 |
| pc3 | 1/3 | 1 | 2 | 1/8 | 1/5 | 1/4 | 3 | 1/4 | 1 | 2 |
| pc4 | 1/5 | 1/2 | 1 | 1/9 | 1/8 | 1/7 | 1 | 1/5 | 1/2 | 1 |
| Level | A: Preforming Strain Rate s−1 | B: Forming Strain Rate s−1 | C: Forming Air Pressure MPa |
|---|---|---|---|
| 1 | 0.0005 | 0.0005 | 0.6 |
| 2 | 0.0010 | 0.0010 | 1 |
| 3 | 0.0015 | 0.0015 | 1.4 |
| Experiment No. | Factor Levels and Values | ||
|---|---|---|---|
| A: Preforming Strain Rate s−1 | B: Forming Strain Rate s−1 | C: Forming Air Pressure MPa | |
| 1 | 0.0005 | 0.0005 | 0.6 |
| 2 | 0.0005 | 0.0010 | 1.4 |
| 3 | 0.0005 | 0.0015 | 1 |
| 4 | 0.0010 | 0.0005 | 1.4 |
| 5 | 0.0010 | 0.0010 | 1 |
| 6 | 0.0010 | 0.0015 | 0.6 |
| 7 | 0.0015 | 0.0005 | 1 |
| 8 | 0.0015 | 0.0010 | 0.6 |
| 9 | 0.0015 | 0.0015 | 1.4 |
| Experiment No. | Factor Levels and Values | Thinning Rate | Wall Thickness Standard Deviation mm | ||
|---|---|---|---|---|---|
| A | B | C | |||
| 1 | 0.0005 | 0.0005 | 0.6 | 0.502 | 0.629 |
| 2 | 0.0005 | 0.0010 | 1.4 | 0.519 | 0.656 |
| 3 | 0.0005 | 0.0015 | 1 | 0.495 | 0.605 |
| 4 | 0.0010 | 0.0005 | 1.4 | 0.472 | 0.632 |
| 5 | 0.0010 | 0.0010 | 1 | 0.491 | 0.638 |
| 6 | 0.0010 | 0.0015 | 0.6 | 0.501 | 0.512 |
| 7 | 0.0015 | 0.0005 | 1 | 0.503 | 0.684 |
| 8 | 0.0015 | 0.0010 | 0.6 | 0.497 | 0.674 |
| 9 | 0.0015 | 0.0015 | 1.4 | 0.499 | 0.629 |
| Parameter | Thinning Rate Range | Wall Thickness Standard Deviation Range mm | ||||
|---|---|---|---|---|---|---|
| A | B | C | A | B | C | |
| K1 | 1.516 | 1.477 | 1.500 | 1.890 | 1.945 | 1.815 |
| K2 | 1.464 | 1.507 | 1.489 | 1.782 | 1.968 | 1.927 |
| K3 | 1.499 | 1.495 | 1.490 | 1.951 | 1.746 | 1.917 |
| k1 | 0.505 | 0.492 | 0.500 | 0.630 | 0.648 | 0.605 |
| k2 | 0.488 | 0.502 | 0.496 | 0.594 | 0.656 | 0.642 |
| k3 | 0.500 | 0.498 | 0.497 | 0.650 | 0.582 | 0.639 |
| R | 0.017 | 0.010 | 0.004 | 0.056 | 0.074 | 0.037 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, X.; Yang, W.; Guo, H.; Wang, S.; Wang, B.; Wu, L.; Xiong, C.; Zou, A.; Wang, B.; Zeng, F.; et al. MBSE-Based Integration of Superplastic Forming Manufacturing Process Information for Customized Products. Processes 2025, 13, 1497. https://doi.org/10.3390/pr13051497
Zhou X, Yang W, Guo H, Wang S, Wang B, Wu L, Xiong C, Zou A, Wang B, Zeng F, et al. MBSE-Based Integration of Superplastic Forming Manufacturing Process Information for Customized Products. Processes. 2025; 13(5):1497. https://doi.org/10.3390/pr13051497
Chicago/Turabian StyleZhou, Xingwei, Wanran Yang, Haiyu Guo, Shaozong Wang, Boya Wang, Le Wu, Chengyue Xiong, Ailing Zou, Bo Wang, Fanrong Zeng, and et al. 2025. "MBSE-Based Integration of Superplastic Forming Manufacturing Process Information for Customized Products" Processes 13, no. 5: 1497. https://doi.org/10.3390/pr13051497
APA StyleZhou, X., Yang, W., Guo, H., Wang, S., Wang, B., Wu, L., Xiong, C., Zou, A., Wang, B., Zeng, F., Zhou, G., Li, S., & Hou, L. (2025). MBSE-Based Integration of Superplastic Forming Manufacturing Process Information for Customized Products. Processes, 13(5), 1497. https://doi.org/10.3390/pr13051497