Abstract
Multilayer plastic films (MPFs) are widely used in the food industry. Despite its widespread use, the recycling of MPF remains a challenge due to its complex structure. Solvent-based recycling is more complex and costly than conventional mechanical recycling, which remains the most widely used method despite its technical and economic limitations. This study investigates the conventional mechanical recycling of post-consumer MPF without separating its constituent layers. Samples were prepared using a thermal extrusion cycle with the control of temperature, speed and sample size to improve the melt state, homogeneity and mechanical response of the mixture. The results of the physicomechanical characterization in this research study show that the proper selection of the extrusion parameters for a fine multilayer waste of 2 mm particle size, has a positive impact, for instance, on the final maximum strength of the recycled material, demonstrating an increase of up to 40 and 70% in tensile and flexural properties, respectively. The proposed mechanical recycling of post-consumer MPF without separation of its constituents can produce a material with mechanical properties comparable to those of low-density polyethylene and polypropylene. These findings could significantly benefit the recycling industry by reducing plastic pollution and allowing for creating new products with specific mechanical properties tailored for different applications.
1. Introduction
The low cost, lightweight and durability of multi-layered multi-material plastics allow them to be used in a variety of applications and sectors, such as construction (~20%) and, mainly, packaging (~40%) [1]. This last sector has special application in the food industry through the production of multilayer plastic films (MPFs). An MPF is a mixture of different polymeric layers that form an ideal structure for making containers or packaging, combining barrier properties and also providing the mechanical resistance needed to extend the life and quality of packaged foods [2,3].
The growing global population and the increasing demand for food have led to a significant rise in the consumption of MPF. In parallel, the production and use of plastics have increased dramatically over the past decades, reaching over 400 million metric tons in 2022 [4]. However, the lack of effective recycling strategies for MPF poses serious environmental threats. In Europe, for example, plastic waste generation per capita increased by 24% between 2009 and 2019 [5,6]. Combined with the technical and economic barriers that hinder their recyclability, these materials have become pollutants of global concern [7,8]. This situation underscores the urgent need for innovative technologies that promote the circular use of single-use polymers [9,10].
Plastic packaging dominates the global food market, accounting for approximately 39.6% of total plastic consumption. Of this, around 17% is dedicated to the production of multilayer packaging, which constitutes one of the primary sources of plastic waste generation [11]. These packages can be manufactured with 2 to 11 layers, mainly using thermoplastics such as polyethylene (PE), polypropylene (PP), polyethylene terephthalate (PET), polystyrene (PS), polycarbonate (PC), polyamide (PA) and ethylene vinyl alcohol copolymer (EVOH) [12,13,14]. The multilayer food packaging industry is projected to grow by 9.25% by 2026 [15].
Due to the heterogeneity and immiscibility of the MPF constituents (see Table A1), thermo-oxidative phenomena generated by exposure to oxygen during recycling and, in many cases, to humidity and the quantitative levels of impurities present, MPF recycling is difficult, selective and limited [11,13,16,17,18]. Keep in mind that, each year, more than 400 million metric tons of plastic waste are generated worldwide [3]. If the current trends in plastic production and waste management persist, it is estimated that, by 2050, approximately 12,000 Mt of plastic waste will accumulate in landfills or the natural environment [19]. Furthermore, global plastic production is projected to reach 600 Mt annually by 2026, with a compound annual growth rate of approximately 3% [20]. Several countries in Latin America and the Caribbean suffer from the impacts of plastic pollution due to weak regulatory policies and inefficient plastic waste collection and disposal systems [20], while in Chile, only around 9% of the plastic produced is currently recycled [21,22].
To address this issue, the European Union (EU) has developed an action plan to promote a transition to a circular economy model for this type of waste, aiming to increase the recycling rate from 22.5% to 55% by 2030 [23]. In addition, it has recently adopted the Packaging and Packaging Waste Regulation (PPWR), which seeks to reduce packaging waste, promote circular economy (CE) principles, and limit the use of virgin raw materials [24]. Among its key targets, the regulation mandates that PET bottles contain at least 30 wt% of recycled material by 2030. In alignment with the EU environmental and CE frameworks, Chile has introduced several public policy instruments, including the Roadmap for a Circular Chile 2040, the Law on Single-Use Plastics and Products (Law 21.368), the ban on the distribution of plastic shopping bags (Law 21.100) and the Extended Producer Responsibility framework (EPR, Law 20.920) [25]. The EPR regulation holds producers responsible for managing the waste generated by their products. Additionally, Chile was the first Latin American country to formally join the Global Commitment on Plastics [26]. These initiatives aim to eliminate problematic plastic packaging and products, encourage redesign for reuse, recycling or composting and foster the integration of recycled materials into new packaging formats [27]. Likewise, countries worldwide (including Sweden [28], India [29], Portugal [30], China [6], Chile [31], Spain [7], Germany [32] and others) are implementing similar strategies to reduce, reuse and recycle plastic waste.
Thus, mechanical recycling is the most common method to process MPF waste [10,12,33,34]. However, it presents several challenges related to the thermomechanical degradation and immiscibility of certain contaminating polymers, which hinders the recycling rate and final mechanical properties of the recycled material [35]. Previous works, such as Kaiser et al. [36], noted that multi-material multilayers may include adhesives used to bond interlayers; so, recycling may include a step of delamination by physical means. Additionally, some formats are composed of ~21% PE, 4% aluminum and 75% cardboard, and other food packaging types, such as those used for processed meats and cheese, may consist (by weight) of approximately 74% PET, 16% PE-LLD/LD, 1% PP, 3% EVOH and 5% other materials. Frozen food packaging may contain, by weight, 4% PET, 51% PE-LLD/LD, 42% PP, and 3% other materials. Snack and ready-meal packaging can be composed, by weight, of 25% PET, 45% PE-LLD/LD, 12% PP, 5% EVOH, and 4% other materials [37,38], leading to consider a combined mechanical and chemical recycling method, depending on the target polymer to be recycled.
Rodríguez-Liébana et al. [39] point out that there is currently no universal solution for the recycling of mixed MPF or MPF of household origin (open cycle), and for those fractions that can be recycled, recycling focuses on revalorizing PP and PS. On the other hand, the European regulations require increased recycling rates, which means that non-recycled materials must be incinerated to reduce their environmental impact [40]. However, the cited work focuses on a couple of target polymers without delving into more complex and stochastic mixtures studied in this paper. Likewise, Kuzmanović et al. [9] evaluated improving the physicomechanical properties of recycled polymer matrices (upcycling) by incorporating PET microfibers as reinforcement in bilayer films, improving the coalescence and morphology of the material, but the final mechanical properties did not show a significant improvement. On the other hand, Seier et al. [37] stated that the presence of PET in multilayered polyolefins makes the material more fragile during the recycling process and leads to a decrease in material quality.
Titone et al. [41] described a non-conventional mixer used for highly incompatible polymer mixtures. Its key operating principles are low temperature and short processing times, which reduce the effects of thermal degradation, along with high shear stresses that break macromolecules to produce free radicals. These radicals can form compatible copolymers, transforming the mixture and generating materials with effective mechanical properties. Similar conditions have been used in the so-called “Shear Pulverization of Solid-State Plastics” [42], resulting in materials with improved attributes compared to those obtained with conventional recycling processes. One limitation of this process is the requirement for specialized ad hoc equipment. Furthermore, it is important to consider the flow and quality of plastic waste as a major drawback when it comes to enhancing mechanical performance, stating that this point is key for the success of the mechanical recycling of MPF and the necessary management of urban solid waste [43,44,45,46,47]. Numerous studies have addressed the use of maleic anhydride grafted with various polymers as an effective compatibilizer capable of enhancing the structural properties of immiscible binary blends [48]. However, it is not possible to achieve the same synergy of physical, chemical, and mechanical properties in more complex multilayer structures [49]. Researchers have pointed out that there is no universal solution or compatibilizer that can be applied to all polymers or to heterogeneous multilayer, multi-origin waste streams [13,50].
Thus, the limited prior literature on post-consumer MPF mechanical recycling highlights the necessity of studying reprocessing under conditions that enable the accomplishment of optimal physicomechanical properties, thereby enhancing the value of the obtained materials.
This work evaluated extrusion factors for the mechanical recycling of MPF on a laboratory scale. These materials contain thermodynamically immiscible constituents with incompatible phases, resulting in poor stress transfer and ultimately leading to premature interface failure [33,37,51]. We applied a quantitative, descriptive and purposeful analysis to single-use stochastic post-consumer MPF waste.
This research examined how three extrusion temperature profiles, three spindle rotation speeds and three particle sizes of the recycled material affected the mechanical recycling process. The objective was to identify the optimal combination of parameters by characterizing the final physicomechanical properties. This was achieved by recycling all constituents of a discarded MPF simultaneously, without requiring a cleaning or separation phase, and comparing the results with those from samples of virgin low-density polyethylene (LDPE) and polypropylene (PP).
2. Materials and Methods
2.1. Recycling Processing in Laboratory Conditions
Samples were collected from an open stream of household post-consumer waste, the majority of which contained flexible frozen food wrappers, as well as plastic wrappers for toilet paper, parcels, bulk non-frozen foods, and general-purpose bags. These samples were visually inspected to discard rigid plastic portions and other materials not relevant for this study. MPF were collected randomly, without classification, and were not subjected to any washing process before or during recycling.
It is worth noting that virgin LDPE pellets, with a melt flow index (MFI) of 7 g/10 min and a density of 0.918 g/cm3, suitable for both injection molding and extrusion processes, as well as virgin PP pellets with an MFI of 12 g/10 min and a density of 0.9 g/cm3 and classified for injection molding applications, were obtained from the company Topcolor (Santiago, Chile). These materials were processed with programmed extrusion temperatures of 125 °C and 195 °C, respectively, (slightly above those in the technical table) for comparison with the recycled samples.
2.2. Preparation of Polymer Waste for Mechanical Recycling
After the waste was collected, it was cut into rectangles of approximately 20 × 10 mm and then ground in an IKA MF10 basic microfine grinder drive (IKA-Werke GmbH & Co. KG, Staufen, Germany). The selected sieves were 2, 5 and 7 mm in diameter, and the rotation speed was 3500 rpm, leading to a homogeneous-granulometry material.
The moisture content of the samples was determined by drying between 3 and 5 g of material in a PCE MB-111C series mini humidity balance (PCE Deutschland GmbH, Meschede, Germany), at a heating temperature of 70 °C for 5 min, until a constant weight was reached, obtaining values of humidity between 0.2 to 0.5%.
2.3. Sample Coding
For each extrusion temperature profile, the following configurations were available: T°l (90°–210°–225°–200°–195°–180°), T°m (90°–242°–245°–240°–235°–230°), and T°h (90°–245°–260°–250°–245°–240°). In each case, the variable label corresponded to the maximum temperature of the profile. At T°l, different grades of PE and PP are melted, at T°m, PET is also melted, while packaging classified as “other or number 7 category” according to the resin identification code (RIC) standardized by ASTM D7611M-2 [52] may contain plastics with melting temperatures above 250 °C, requiring a slightly higher melting temperature (T°h) for processing. The variables in Table A2 were combined for each of the three temperature profiles, and three extrusion rotation speeds were generated at which particles with three different diameters were tested, obtaining 27 combinations (see Table A3) in which tensile and flexural properties were analyzed using RAMAN spectroscopy, scanning electron microscopy (SEM), thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC).
2.4. MPF Processing by Mechanical Extrusion
The ground material was processed in a model GM 16 Gülnar laboratory extruder (Gülnar Makina, Kayseri, Turkey). This extruder works with twin co-rotating screws with a diameter of 16 mm, a length-to-diameter (l/d) ratio of 40 and 6 heating zones. Three temperature profiles (T°l/T°m/T°h) and three extruder screw rotation speeds (Vl/Vm/Vh) were programmed in sequence.
The equipment allows for the obtention of continuous filaments from the extruded material. The extrusion torque values were maintained between 15 and 30% of the equipment capacity (30 Nm). The extruded filament enters a cold-water bath, where it solidifies, allowing it to be pelletized in the Gülnar equipment.
2.5. Injection and Molding of Specimens
Using the obtained pelletized material, specimens were fabricated following the ASTM D638-14 [53] and ASTM D790-17 [54] standards, for tensile and flexural tests, respectively. The injection molding procedure was carried out using a CR 25 Clarke manual injection molding machine (CR Clarke & Co Limited, Ammanford, UK), with the pelletized material loaded into the injection chamber at 210 °C (only for the extrusion combination T°l) and 245 °C (for the extrusion combinations T°m and T°h). Then, manual pressure was applied, and the molten material was injected into the matrices (at room temperature) of both types of specimens. Subsequently, metrological control was carried out on all samples. The experimental mechanical recycling work mentioned is summarized in Figure 1.
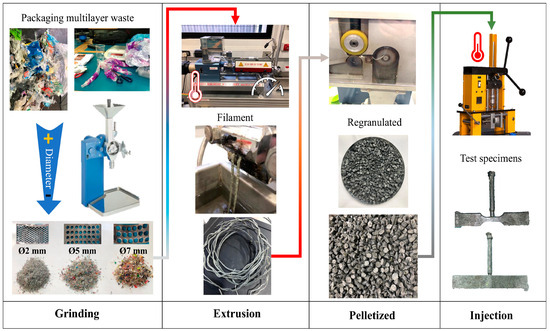
Figure 1.
Experimental workflow.
2.6. Mechanical Characterization
Mechanical characterization was performed at room temperature on a Proline Zwick Roell universal testing machine (ZwickRoell GmbH & Co. KG, Ulm, Germany) equipped with a 5 kN load cell and testXpert II V.3.71 data acquisition software. In addition, it was equipped with a Proline direct-contact extensometer for accurate strain measurements in tensile tests.
The tensile tests were carried out following the instructions of the ASTM D638-14 [53] standard with type V flat specimens, with the following dimension: 62 × 10 × 3.2 mm. The tensile samples were tested at a rate of 1 mm/min, for the calculation of both the elastic modulus and the mechanical properties at rupture. We tested at least 5 specimens from the same extrusion process.
The flexural tests were carried out following procedure A of the ASTM D790-17 [54] standard, using the three-point bending fixture, with specimen’s dimensions of 78 × 10 × 3.2 mm. The tests were performed at a speed of 1 mm/min, limiting the flexural deflection to 5%, according to the indications of the standard. The distance between the supports (span length) was 64 mm (according to a 16:1 ratio). As in the tensile tests, at least 5 specimens with the same extrusion process were tested.
2.7. Physical Characterization
The density of the specimens was determined by measuring three samples for each recycled material and obtaining the average density value, using the gravimetric displacement technique for solid samples after immersing the samples in distilled water at 23 °C, as described in procedure A in the ASTM D792-20 [55] standard. The measurements were made with a Radwag AS 220.R2, equipped with a precision balance with a resolution of 0.1 mg and a capacity of 220 g.
2.8. Morphological or Microstructural Characterization
The surface morphology of the samples was characterized using scanning electron microscopy (SEM) on a JEOL JSM-6010PLUS/LA equipment (JEOL Ltd., Tokyo, Japan). To examine the samples by SEM, a thin 10 nm thick gold film was deposited on their surface to achieve conductivity, using a Luxor equipment (Luxor Tech, Nieuwe Steenweg, Belgium). Surface views were taken at magnifications of 500×, 1000× and 1500×, operating in high-vacuum and secondary electron imaging modes, with an acceleration voltage of 5 kV and a working distance of 10 mm.
The images obtained from optical microscopy were processed using Fiji ImageJ software V. 1.54f to determine particle size, morphology and roughness of the samples.
2.9. Characterization by RAMAN Spectroscopy
RAMAN analysis is a spectroscopic technique used to observe vibrational, rotational and other low-frequency modes in a system and is commonly used in chemistry to provide a fingerprint by which the molecules in a material can be identified. RAMAN spectroscopy was performed with a Horiba labRAM HR Evolution equipment (HORIBA France SAS, Loos, France) using a X10_VIS, laser 633 nm/17 mW He Ne objective, an ND 0.01% filter and 600 gr/mm (500 nm) grating in the range of 300 and 3000−1.
2.10. TGA and DSC Characterization
Thermogravimetric characterization (TGA and DTG) was conducted on the dried samples. Approximately 5 mg of each mixture was added to a Pt crucible for analysis. The samples were heated at a constant rate of 10 °C min−1, with a flow of 50 mL min−1, using N2 as a reactive gas. Additionally, the electronic balance was shielded with 50 mL min−1 of N2.
The samples were loaded into an α-Al2O3 crucible and analyzed using an SDT-Q600 simultaneous DSC–TGA instrument (TA Instruments, New Castle, DE, USA) from room temperature (~23 °C) up to 600 °C. The calibration of the instrument was performed with sapphire as a reference, following the manufacturer’s instructions. For each TGA analysis, approximately 20 mg of material was used. Transition enthalpy (ΔH expressed as J g−1), onset temperature (T1), peak temperature (Tm) and conclusion temperature (T2) were determined by the TRIOS TA-Instrument Thermal Analysis System Program.
3. Results
3.1. Tensile Properties
The determination of the tensile elastic modulus (Et) for the thermomechanical reprocessing variables, according to Figure 2A, indicated that all values were higher than those of LDPE (158.7 MPa) and lower than those of PP (1401.4 MPa). Overall, the material’s response exhibited low variability. The highest recorded Et value was 778.5 MPa, with some values over the average (~427 MPa), i.e., around 580 MPa, while the lowest value was 306.6 MPa for fine and medium materials.
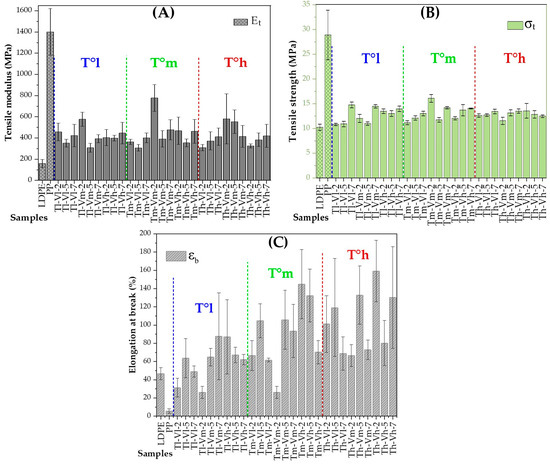
Figure 2.
(A) Elastic moduli of all samples, (B) tensile strength of all samples and (C) strain at break recorded for all specimens.
Similarly, for reprocessed materials of different diameters, extreme values were found, which are summarized in Table A4. The maximum values of Et for the Ø5 and Ø7 materials were ~28 and 38% lower than those for the Ø2 material. However, the difference in Et between the minimum values did not exceed ~22%.
Consequently, the different temperatures and extrusion speeds, in general, did not enhance the differences between the various reprocessing combinations, showing a slightly variable response. Nevertheless, the highest recorded Et values were observed for granulometries of Ø2 and Vm across all three processing temperatures (as shown in Figure 2A), with the highest value corresponding to Tm. For the granulometries of Ø5 and Ø7, the effects of the different temperatures on Et did not show a relevant difference; however, at different extrusion speeds, differences were observed, obtaining better values at Vm than at Vl and Vh.
Consequently, the value of the maximum tensile strength (σt) was 16.1 MPa for the fine granulometry, as shown in Figure 2B. The values for the other processing conditions and granulometries of Ø5 and Ø7 were approximately between 8% and 32% lower than the mentioned maximum value. The tensile strength of the three granulometries varied less compared to Et, indicating that the combination of temperature and extrusion velocity did not have a significant impact on this value.
Similarly, the value of the maximum tensile force (Ft) was found for the Ø2 material. The second highest value was approximately 16% lower for the Ø7 material, while the minimum value was found for the Ø5 material, being approximately 40% lower than the mentioned maximum value. The tests showed a greater variation in the values of Ft for the Ø2 material, while for the Ø5 and Ø7 materials, the variations were lower.
The tensile testing was carried out until specimen fracture, and the highest and lowest elongations at break (εb) were determined for the granulometry of Ø2 (as shown in Figure 2C). Keep in mind that the εb values for the Ø2 sieve were low only in three studied combinations. Note that for Ø2 and Vh combined with T°l, T°m and T°h, εb increased gradually in the same order, showing the two highest values at 159.1% and 144.9%. Most of the values fluctuated around 83% of the maximum value, indicating high material variability. None of the values corresponded to deformations smaller than that of PP, and approximately 90% of the samples had values higher than that of LDPE.
Note that the highest deformation before rupture was obtained when processing at T°h, and in general, a proportional increase in deformation was observed with an increasing operating temperature, regardless of the sieve and extrusion speed. This behavior is similar to that reported by Seier et al. [56], who indicated that one of the parameters that is most affected by the extrusion temperature is deformation at break.
3.2. Mechanical Flexural Properties
The values of the flexural elastic modulus (Ef) are shown in Figure 3A, where the highest value was found for PP, corresponding to 1233.1 MPa, and the lowest for LDPE, corresponding to 119.7 MPa. Similarly, the Ø2 granulometry was characterized by two peaks of 942.5 MPa (approximately 21% higher than that for tension) and 843.1 MPa.
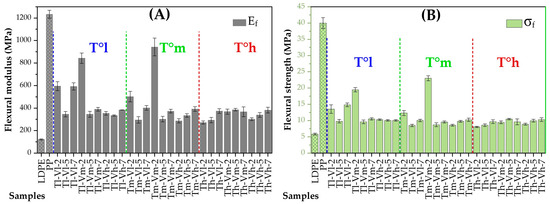
Figure 3.
(A) Elastic moduli of all samples and (B) flexural strength of all samples.
Similarly, the same material exhibited minimum values of Ef after being reprocessed using combinations of T°l and T°h, showing the same trend as that observed for tension. Overall, no EF value was lower than that of LDPE nor higher than that of PP.
The values of Ef for the three granulometries tested with different extrusion factors are shown in Table A5. The values for the granulometries of Ø5 and Ø7 were approximately 60% and 37% lower than those of Ø2. The results indicated that the extrusion factors had a greater influence for the Ø2 granulometry (between T°l and T°m, at Vm) than for the rest of the granulometries, which did not show high variability, allowing for predicting the final material behavior for certain combinations. In other words, the material size was found to have a greater weight than the other extrusion factors.
Likewise, the maximum bending strength (σf) value was 23 MPa for the Ø2 granulometry. It is worth noting that, for this granulometry, the maximum value occurred when processing at Vm. The σf values for the Ø5 and Ø7 materials at different combinations of temperature and extrusion speed, showed the same trend as those presented previously, as seen in Figure 3B.
Similarly, the maximum flexural force (Ff) was higher for the Ø2 material. Consequently, for this particle size, the greatest difference in Ff values was observed, in contrast with what observed for the Ø5 and Ø7 materials, which exhibited Ff values around 16.2 N and 17.7 N, respectively. Overall, the macromechanical behavior of the optimal Ø2 sample remained consistent (except for deformation), while other extrusion factors induced a decrease in mechanical properties.
Flexural tests, due to their nature and the ASTM D790 standard [54], are limited to a maximum flexural deformation of 5%, which is why an analysis of the deformation at break was not considered, regardless of the fact that none of the tested specimens were fractured before the said deformation limit.
Some of the reasons why certain differences were seen in some results may be due to the lack of a classification that distinguishes between single-layer and multi-layer polymer materials, since the former (due to their homogeneity) favor thermomechanical recycling. On the contrary, multilayer films and black plastic articles negatively affect the process by reducing the final mechanical properties, as the latter may contain significant amounts of carbon black (as an additive) in their structure, which can affect the rheology of the molten material, its thermal stability and its classification, due to high infrared radiation absorption rates [28,57,58]. Likewise, these effects can be exacerbated by other impurities present in waste, such as acrylic or polyurethane-based adhesives, food residues and common inks [34].
According to the low levels of residual moisture measured before recycling, it was unlikely that degradation of the material occurred due to hydrolysis. However, longer residence times in the extruder (related to the extrusion speed) can lead to polymer chain breakage.
According to the results, for flexible multilayer polymer containers whose composing elements are not defined, temperatures greater than 245 °C generate a decrease in temperature-dependent mechanical properties such as elastic modulus. On the other hand, adding washing procedures (hot and cold) to the recycling process will only help eliminate bad odors and will not improve the mechanical properties, making the process less economically and ecologically viable [34].
3.3. Relative Density
The density values for LDPE and PP were 0.9209 and 0.9058 g/cm3, respectively. The measured values are shown in Table A6, where the lowest density was 0.9133 g/cm3 for the Ø5 material, and the highest was 0.9813 g/cm3 for the Ø2 material. The recorded values varied by up to ~8% from the values measured and reported by some manufacturers and researchers [59] for virgin LDPE and PP polymers.
Given that the density values did not show significant variability in the tested combinations, it is suggested that no substantial thermal degradation occurred during the recycling process. However, the absolute density values of the samples did show greater variation when compared to those of pristine LDPE and PP, which do not contain fractions of other polymers. In contrast, multilayer structures may include components with higher densities, such as PET, EVOH or HDPE, among others.
Similarly, it can be inferred that the shear stresses within the extruder did not significantly affect the polymer chain lengths. Nevertheless, it cannot be assumed that density variation alone in the recycled material is a reliable indicator of the resulting mechanical properties, as other factors must also be considered, such as the quality of the recycled feedstock and the processing conditions. This is because the properties and structure of a polymeric material are highly influenced by its processing history and conditions.
3.4. Morphology Analysis Through SEM
The shown SEM images depict irregular morphologies of the different samples at magnifications of 500×, 1000× and 1500×, likewise for samples with regular and homogeneous morphologies.
In Figure 4A–C, the SEM micrographs of the various extrusion conditions or factors depict the random presence of some irregularities causing surface deformations, as well as encrustations on the surface and even some degree of delamination or erosion. These are attributable to the immiscibility of certain polymers that did not generate good interactions with the recycled polymeric matrix. The use of maleic anhydride-grafted copolymers as compatibilizers helps to reduce the domain size of the dispersed phase and enhances interfacial adhesion, thereby improving the mechanical properties [48,60].
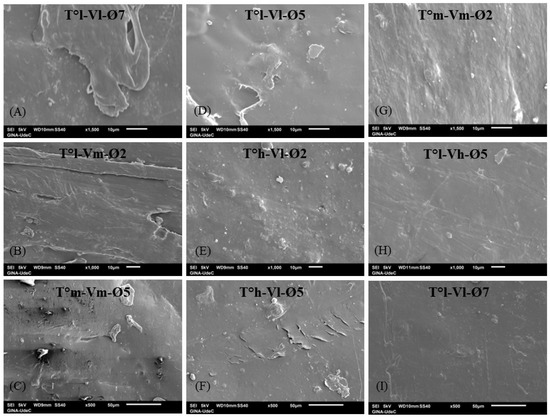
Figure 4.
SEM images at magnifications of 1500×, 1000× and 500× for (A–C) samples with irregular morphologies, (D–F) samples with regular morphologies and (G–I) samples with homogeneous morphologies.
In Figure 4D–F, less irregularity is observed on the samples’ surfaces, but the presence of dispersed-phase polymers that did not fuse with the polymeric matrix is still evident. This resulted in deformations and encrustations, although to a lesser extent than in the above-mentioned cases.
Additionally, Figure 4G–I display smoother, more uniform and leveled morphologies with minimal presence of encrustations and protrusions on the surface. Through image analysis, the average diameter of the particles on the smoother surface was estimated to be approximately 10.14 µm.
It is worth noting that, in more than one sample with homogeneous morphology, areas with irregularities such as those indicated could also be observed, despite these samples optically presenting a smooth surface without significant deformations.
In general, there were no pits and pores on the sample surface, no cracks or important discontinuities that could compromise the macrostructure of the material and no agglomeration of particles in specific areas of the surface. It is expected that a small amount of polymer contamination in a mixture predominantly composed of a certain polymer, can lead to considerably altered mechanical properties that directly affect the stiffness of the material [61], as reflected in the performed mechanical analyses and recorded images.
3.5. Raman Spectroscopy
Figure 5A shows the Raman spectra for all tested samples, where similar curves with different amplitudes are observed at the same bandwidths. The recycled samples did not exhibit the expected characteristic curves of the main polymers that are part of an MPF, unlike the LDPE and PP samples. In fact, almost all spectra displayed the same behavior, with initially high values presumably due to some degree of fluorescence, followed by a stepwise decrease to zero intensity, as shown in the magnified image of Figure 5B.
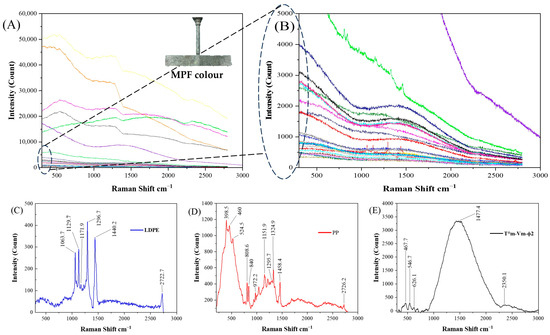
Figure 5.
Raman spectra for (A) all samples, (B) amplitude zoom, (C) LDPE sample, (D) PP sample and (E) Ø2 sample.
In Figure 5C, the Raman spectrum of LDPE is shown, revealing multiple predominant bands. In the work carried out by Jung et al. [62] and Sharma et al. [63], the bands at 1063.7 and 1129.7 cm−1 correspond to C-C bond stretching modes, and the bands at 1171.9, 1296.7 and 1369 cm−1 correspond to rolling vibration modes, twisting and wiggling of the CH2 bond, respectively. The band located approx. at 1440.2 cm−1 can be attributed to the flexural modes of the CH2 bond in amorphous trans chains.
In Figure 5D, some dominant bands are also noted for PP, similar to those reported by Nielsen et al. [64], located approx. at 808.6, 840 and 972.2 cm−1, corresponding to the stretching of the C-C bond, CH2 rocking bonds and the rocking of the CH3 bonds, respectively. Similarly, Furukawa et al. [65] indicated that the frequencies at 1151.9, 1324.9 and 1458.4 cm−1 correspond to stretching C-C bonds, torsion CH2 and flexural CH2, respectively.
The prior analysis was repeated with a Ø2 sample; its curve exhibited a baseline noise, and after data processing, the curve shown in Figure 5E was obtained. In the range of 200 to 750 cm−1, peaks with lower intensities were observed, but they are not representative of LDPE or PP. Campo Arnáiz [66] reported some common Raman vibrational frequencies but none of those reported are in the ranges observed.
Another band of great width between 1000 a 2500 cm−1 approx. presented great intensity, but it was not possible to distinguish any characteristic comparison peak, which contradicts the variety of frequencies reported in the literature for different polymers in that same range. Finally, the signal gradually decayed to zero intensity without registering any recognizable signal.
In general terms, it was possible to identify the characteristic bands for the LDPE and PP samples reported in different investigations, but the same did not occur for the recycled sample. This could be possibly due to the overlap or superposition of some signals due to the nature of the sample and the fact that its dark gray color could reduce the Raman scattering efficiency, generating weak spectral signals that were not very noticeable and were possibly suitable for infrared (IR) analysis. Likewise, the dark color can exhibit fluorescence, which makes the analysis even more complex.
3.6. Thermal Properties
Due to the nature of the thermal tests, the mechanical response of the samples could be described by the behavior obtained during reprocessing for the T°m-Vm-Ø2, Ø5, and Ø7 samples, as several minimum and maximum values were recorded with these parameters.
Based on the TGA analysis of the LDPE, PP, and T°m-Vm-Ø2 samples, maximum degradations temperatures of 476.3, 459.7 and 460.6 °C, respectively, were observed. Overall, samples with 7 mm diameter exhibited higher decomposition temperatures, likely due to their greater structural stability, which allowed for degradation at higher temperatures. The values for the samples studied are summarized in Table A7.
The aforementioned observations are attributed to the compact structure of the monomers present in LDPE and PP, which undergo decomposition via a radical mechanism. On the other hand, the highlighted sample exhibited a lower onset decomposition temperature of 418.8 °C, as well as a lower maximum decomposition temperature, possibly due to its melting temperature being closer to that of LDPE. This was evidenced by its enthalpy of 24.7 Jg−1 at 111.9 °C and 31.2 Jg−1 at 166.6 °C, as depicted in Figure 6.
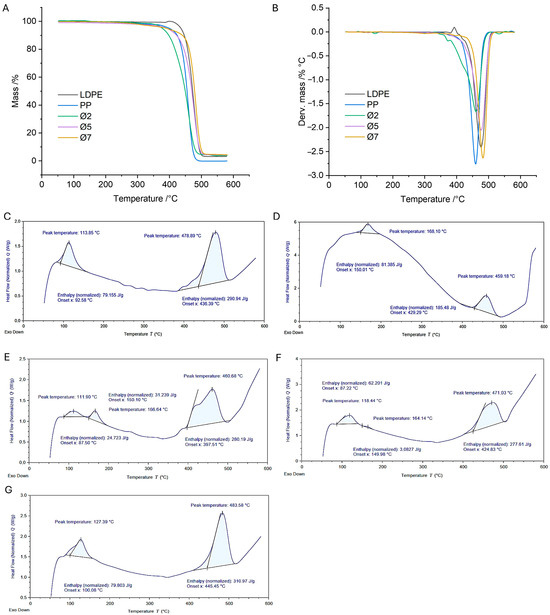
Figure 6.
(A) TG curves, (B) DTG curves; DSC thermogram for (C) LDPE, (D) PP, (E) T°m-Vm-Ø2, (F) T°m-Vm-Ø5, (G) T°m-Vm-Ø7.
The results from the DSC thermograms generally indicated that the enthalpies of the studied samples were never higher than those of the reference LDPE and PP materials, as shown in Table A8. This served as an indicator of the low level of crystallinity in the recycled samples, as well as of their thermal stability. Additionally, the DSC scans revealed endothermic peaks with the presence of a shoulder for the sample Ø2, corresponding to the melting points of the predominant polymers, namely, LDPE and PP [67].
The presence of molecules with “taut ties” within the samples suggests changes in the crystalline domains, attributable to aging effects, such as scission of the polymer chains resulting from mechanical recycling. Consequently, the crystalline phase underwent reorganization due to the effects of “taut tie” polymer chain scission, which helps reduce tense regions within crystals [68], worsening some mechanical properties.
3.7. Statistical Analysis
Finally, an analysis of variance (ANOVA) was performed considering three independent operational parameters (temperature profiles, screw rotation speed and particle size), along with the dependent variables (elastic modulus and strength) for both tensile and flexural tests. The results indicated that, within the range of the evaluated conditions, neither the individual factors nor their interactions showed effects with statistical significance (p > 0.05). Nevertheless, it is considered relevant to discuss specific parameter combinations, whose effects, although not statistically significant, exhibited consistent trends toward enhanced mechanical performance of the recycled material. This can be attributed to the heterogeneous and random nature of the processed post-consumer waste, which presented inherent variability in its polymeric composition and might dampen the sensitivity to isolated changes in the processing parameters. In this context, the absence of statistical significance (whether individual or interactive) does not invalidate the observation of practical effects or relevant operational trends (e.g., ductility or stiffness) nor the sensitivity of the results to variations in the recycling conditions. Moreover, this exploratory and experimental approach remains appropriate for a first-stage investigation conducted in collaboration with an industrial partner aiming to scale up the findings and add value to unrecycled complex polymeric waste materials.
4. Discussion
The results obtained demonstrate that it is possible to incorporate flexible multilayer polymeric materials into recycling processes, achieving improvements in key properties through the appropriate configuration of the extrusion parameters. This suggests a viable pathway for the valorization of these materials, which currently pose a significant challenge for conventional recycling systems.
Previous studies have noted that waste classified as “Other” or “7” according to the RIC often faces technical and economic barriers, leading to disposal in landfills or use in energy generation. However, the findings reported in this study support recent advances in enhanced recycling, as proposed by Schwarz et al. [47], who suggest balancing the quality and quantity of recycled materials as a strategy to increase the recycling rates. This approach enables the utilization of larger volumes of plastic waste with mechanical properties suitable for secondary applications.
Notable examples of technological application are the PlasticRoad project, installed in Chapultepec Forest Park in Mexico City [69,70], or non-structural construction elements intended for outdoor use, such as those manufactured by Revalora Chile. This demonstrates how advances in recycling can transform flexible MPF into functional products, for example, outdoor furniture such as tables and chairs, logistics pallets, planters, playground equipment and other durable items for urban or industrial use, highlighting the potential of using recycled MPF materials as a viable, economical, and sustainable solution. The integration of these materials into industrial processes could significantly enhance circularity and reduce dependence on virgin polymers.
Nevertheless, this study presents limitations inherent to the variability of the collected waste, such as the presence of additives and organic contaminants. These factors complicate process standardization and may influence the final properties of the recycled materials, emphasizing the relevance of this study’s objective, i.e., recycling random MPF without classification or washing pretreatment.
Future research should focus on developing technologies that enable the direct processing of these materials, as well as on evaluating compatibilization agents, prioritizing the enhancement of the final properties of the recycled materials. Furthermore, it would be pertinent to explore methods for integrating random MPFs into industrial applications, such as construction products or urban furniture. These initiatives would not only expand the range of applications for recycled materials but also increase their economic value and reduce the costs associated with pretreatment.
In this context, this study contributes to the objectives of Chile’s EPR Law and European Union regulations by providing technical evidence for integrating flexible MPF into conventional recycling. Thus, it advances environmental sustainability and paves the way for a more robust circular economy.
5. Conclusions
Recycling flexible and random multilayer polymeric packaging and obtaining regrinds with effective properties remain a significant challenge, considering the issues of immiscibility and incompatibility among the MPF components. This study evaluated and characterized the influence in mechanical recycling of the temperature, velocity and diameter of the material to be extruded, on the mechanical, morphological and thermal properties of the recycled material, following the reprocessing of unsorted waste without separating its components.
The use of the melting temperature, combined with a certain extrusion velocity and fine waste granulometry of Ø2 mm, led to improved values of elastic moduli and tensile and flexural strength. Likewise, the elongation at break was reduced, likely due to good interfacial adhesion between phases, morphologically showing a stable surface with scarcely visible dispersed-phase particles of reduced size (~10 µm). Tensile moduli of up to approximately 700 MPa, tensile strength of around 15 MPa and elongation exceeding 100% were achieved, particularly under medium thermal profiles. In the flexural tests, some formulations reached flexural moduli above 900 MPa and flexural strength close to 20 MPa, highlighting the influence of the processing parameters.
The low decomposition temperatures and enthalpies with predominant endothermic peaks for LDPE and PP monomers, in addition to the aforementioned mechanical response, suggest that the dispersed phase had a higher content of LDPE and a continuous phase of PP. Thus, the resulting mixtures exhibited both thermal and mechanical behaviors predominantly influenced by LDPE. In all cases, the mechanical performance was lower than that of PP but higher than that of LDPE, suggesting that LDPE played a dominant role in the structural response, with a secondary contribution from PP. The enthalpies did not exceed those of any reference materials, indicating a low level of crystallinity due to the nature of the samples.
It was demonstrated that certain extrusion factors improve the mechanical response of the recycled material, potentially making their optimization a viable method for the recycling of post-consumer flexible multilayer food packaging without sorting or separating its layers.
6. Future Perspective
Consequently, the optimization of the physicomechanical properties of recycled polymers drives the need for systematic experimental processes that make viable the development of high-quality secondary raw materials to be used in high added-value applications, promoting the circular economy model.
Future research could address the following aspects:
- The characterization techniques for recycled polymer materials described in this work can be complemented by FTIR, XRD, AFM, MFI, accelerated weathering.
- Adding a commercial compatibilizer based on maleic anhydride during the extrusion process can improve some physicomechanical properties of the recycled materials according to the report of some researchers [3].
- A valid option for compatibilizers could be the use of nanofillers, given that research has reported improvements in the morphology and properties of recycled polymer mixtures [71], since their effectiveness as compatibilizers in the polymer–polymer interface along with other nanoparticles has been discussed.
- We cannot fail to mention that some new approaches regarding the recycling of polymer materials such as the use of cryogenic temperatures, reactive extrusion in the presence of compatibilizers, basalt or flax fibers and shear spraying of solid-state plastics and the potential of artificial intelligence can optimize the management of urban solid waste, which can help to simplify the recycling process [5,71,72].
Author Contributions
J.E.P.-A.: investigation, methodology, formal analysis, writing—original draft, writing—review and editing. G.P.O.: supervision, conceptualization, investigation, resources. M.M.C.: Validation, Formal Analysis. R.I.C.: Validation, Formal Analysis. V.T.: Formal Analysis, writing—review and editing. C.D.T.-Q.: validation, formal analysis. B.A.M.-N.: writing—review and editing. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The data presented in this study are available on request from the corresponding author due to data privacy.
Acknowledgments
The first author would like to thank the National Agency for Research and Development of Chile (ANID) for the doctoral scholarship, folio number 21232201, which supported this research. The authors appreciate the technical support provided by the Revalora Chile Foundation, allowing them to visit their facilities and generate instances of analysis of procedures and methodology.
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have influenced the work reported in this paper.
Abbreviations
The following abbreviations are used in this manuscript:
| MPFs | Multilayer plastic films |
| PE | Polyethylene |
| PP | Polypropylene |
| PET | Polyethylene terephthalate |
| PS | Polystyrene |
| PC | Polycarbonate |
| PA | Polyamide |
| EVOH | Ethylene vinyl alcohol |
| LDPE | Low-density polyethylene |
| SPI | Society of the Plastics Industry |
| SEM | Scanning electron microscopy |
| TGA | Thermogravimetric analysis |
| DSC | Differential scanning calorimetry |
| FTIR | Fourier transform infrared spectroscopy |
| XRD | X-ray diffraction |
| AFM | Atomic force microscopy |
| MFI | Melt flow index |
| RIC | Resin identification code |
| ANOVA | Analysis of variance |
Appendix A

Table A1.
Miscibility of different polymers [48].
Table A1.
Miscibility of different polymers [48].
| PE | PP | PET | PA | PS | PVC | |
| PE | 1 | 3–4 | 4 | 2–4 | 4 | 4 |
| PP | 2–4 | 1 | 4 | 2–4 | 4 | 4 |
| PET | 4 | 4 | 1 | 3–4 | 4 | 4 |
| PA | 4 | 4 | 3 | 1 | 3–4 | 4 |
| PS | 4 | 4 | 3 | 3–4 | 1 | 4 |
| PVC | 4 | 4 | 4 | 4 | 2–4 | 1 |
(1): Good compatibility; (2) miscible up to approx. 20%; (3): miscible up to approx. 5%; (4): incompatible.
Table A2.
Coding used for experimental mechanical recycling.
Table A2.
Coding used for experimental mechanical recycling.
| Process Variable | Label | Value |
|---|---|---|
| Low temperature | T°l | 225 °C max. |
| Average temperature | T°m | 245 °C max. |
| High temperature | T°h | 260 °C max. |
| Low extrusion speed | Vl | 30 rpm |
| Average extrusion speed | Vm | 100 rpm |
| High extrusion speed | Vh | 150 rpm |
| Fine particle diameter | Ø2 | 2 mm |
| Average particle diameter | Ø5 | 5 mm |
| Coarse particle diameter | Ø7 | 7 mm |
| Coding example | T°m-Vm-Ø2 | |
Table A3.
Extrusion factor combination matrix.
Table A3.
Extrusion factor combination matrix.
| T° | Ø | Vl | Vm | Vh |
|---|---|---|---|---|
| T°l | Ø2 | T°l-Vl-Ø2 | T°l-Vm-Ø2 | T°l-Vh-Ø2 |
| Ø5 | T°l-Vl-Ø5 | T°l-Vm-Ø5 | T°l-Vh-Ø5 | |
| Ø7 | T°l-Vl-Ø7 | T°l-Vm-Ø7 | T°l-Vh-Ø7 | |
| T°m | Ø2 | T°m-Vl-Ø2 | T°m-Vm-Ø2 | T°m-Vh-Ø2 |
| Ø5 | T°m-Vl-Ø5 | T°m-Vm-Ø5 | T°m-Vh-Ø5 | |
| Ø7 | T°m-Vl-Ø7 | T°m-Vm-Ø7 | T°m-Vh-Ø7 | |
| T°h | Ø2 | T°h-Vl-Ø2 | T°h-Vm-Ø2 | T°h-Vh-Ø2 |
| Ø5 | T°h-Vl-Ø5 | T°h-Vm-Ø5 | T°h-Vh-Ø5 | |
| Ø7 | T°h-Vl-Ø7 | T°h-Vm-Ø7 | T°h-Vh-Ø7 |
Table A4.
Summary of mechanical properties from tensile tests, by sieve, for different extrusion combinations.
Table A4.
Summary of mechanical properties from tensile tests, by sieve, for different extrusion combinations.
| Materials | Elastic Modulus (MPa) | Tensile Strength (MPa) | F (N) | Elongation at Break (%) | ||||
|---|---|---|---|---|---|---|---|---|
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |
| Ø2 | 308.7 ± 30.2 | 778.5 ± 126.3 | 10.7 ± 0.2 | 16.1 ± 0.8 | 150.1 ± 5.6 | 233.9 ± 8.8 | 26.2 ± 6.7 | 159.1 ± 33.6 |
| Ø5 | 306.6 ± 31.4 | 553.6 ± 111.2 | 10.9 ± 0.6 | 13.7 ± 1.1 | 138.7 ± 6.6 | 171.8 ± 16.9 | 63.6 ± 21.5 | 132.8 ± 31.9 |
| Ø7 | 394.5 ± 37.9 | 478.1 ± 94.4 | 12.4 ± 0.3 | 14.7 ± 0.6 | 167.1 ± 8.4 | 195.3 ± 13.5 | 49.0 ± 6.2 | 130.2 ± 55.6 |
Table A5.
Summary of mechanical properties from flexion tests, by sieve, for different extrusion combinations.
Table A5.
Summary of mechanical properties from flexion tests, by sieve, for different extrusion combinations.
| Materials | Elastic Modulus (MPa) | Flexural Strength (MPa) | F (N) | |||
|---|---|---|---|---|---|---|
| Min. | Max. | Min. | Max. | Min. | Max. | |
| Ø2 | 272.2 ± 13.7 | 942.5 ± 78.9 | 8.1 ± 0.2 | 23.0 ± 0.8 | 11.2 ± 0.3 | 37.4 ± 1.6 |
| Ø5 | 293.1 ± 24.1 | 386.0 ± 11.6 | 8.5 ± 0.4 | 10.4 ± 0.2 | 12.3 ± 0.5 | 16.2 ± 1.8 |
| Ø7 | 366.9 ± 43 | 591.8 ± 32.1 | 9.5 ± 0.3 | 14.8 ± 0.6 | 13.9 ± 1.3 | 17.7 ± 1.9 |
Table A6.
Relative density of the samples according to the recycling process variables.
Table A6.
Relative density of the samples according to the recycling process variables.
| T° | Ø | Vl | Vm | Vh |
|---|---|---|---|---|
| T°l | Ø2 | 0.9813 | 0.9565 | 0.9224 |
| Ø5 | 0.9435 | 0.9133 | 0.9379 | |
| Ø7 | 0.9626 | 0.9567 | 0.9700 | |
| T°m | Ø2 | 0.9737 | 0.9477 | 0.9263 |
| Ø5 | 0.9428 | 0.9460 | 0.9342 | |
| Ø7 | 0.9681 | 0.9564 | 0.9628 | |
| T°h | Ø2 | 0.9384 | 0.9559 | 0.9378 |
| Ø5 | 0.9327 | 0.9477 | 0.9381 | |
| Ø7 | 0.9567 | 0.9559 | 0.9593 |
Table A7.
Thermal properties of composites from TG curves; TGA heating rate 10 °C min−1.
Table A7.
Thermal properties of composites from TG curves; TGA heating rate 10 °C min−1.
| Composite | Onset T0 (°C) | Tdegr. (°C) | Residue % |
|---|---|---|---|
| LDPE | 451.8 | 476.3 | 3.3 |
| PP | 437.0 | 459.7 | 0.1 |
| Ø2 | 418.8 | 460.6 | 3.8 |
| Ø5 | 445.6 | 476.8 | 4.3 |
| Ø7 | 459.8 | 482.3 | 4.4 |
Table A8.
Differential scanning calorimetry (DSC) data; DSC heating rate 10 °C min−1.
Table A8.
Differential scanning calorimetry (DSC) data; DSC heating rate 10 °C min−1.
| Composite | Melting Temperature (Tm) | Heat Melting (J g−1) | Maximum Degradation Temperature (◦C) | Transition Enthalpy ΔH (J g−1) |
|---|---|---|---|---|
| LDPE | 113.8 | 79.2 | 476.3 | 290.9 |
| PP | 168.1 | 81.4 | 459.2 | 185.5 |
| Ø2 | 111.9–166.6 | 24.7–31.2 | 460.7 | 280.2 |
| Ø5 | 118.4–164.1 | 62.2–3.1 | 471.0 | 277.6 |
| Ø7 | 127.4 | 79.8 | 483.6 | 310.9 |
References
- Plasctics Europe. Plásticos-Situación en 2020. Available online: https://plasticseurope.org/es/knowledge-hub/plasticos-situacion-en-2020/ (accessed on 14 March 2023).
- Al Mahmood, A.; Hossain, R.; Sahajwalla, V. Investigation of the Effect of Laminated Polymers in the Metallic Packaging Materials on the Recycling of Aluminum by Thermal Disengagement Technology (TDT). J. Clean. Prod. 2020, 274, 122541. [Google Scholar] [CrossRef]
- Tamizhdurai, P.; Mangesh, V.L.; Santhosh, S.; Vedavalli, R.; Kavitha, C.; Bhutto, J.K.; Alreshidi, M.A.; Yadav, K.K.; Kumaran, R. A State-of-the-Art Review of Multilayer Packaging Recycling: Challenges, Alternatives, and Outlook. J. Clean. Prod. 2024, 447, 141403. [Google Scholar] [CrossRef]
- Bredács, M.; Barretta, C.; Geier, J.; Feuchter, M.; Plevová, K.; Oreski, G.; Koinig, G.; Csányi, B.V.; Gergely, S. Progress towards Composition-Based Inline Sorting and Recycling of Multilayer Polymer Packaging. Sustain. Mater. Technol. 2025, 44, e01385. [Google Scholar] [CrossRef]
- Bavasso, I.; Sergi, C.; Valente, T.; Tirillò, J.; Sarasini, F. Recycled Multi-Material Packaging Reinforced with Flax Fibres: Thermal and Mechanical Behaviour. Polymers 2022, 14, 4423. [Google Scholar] [CrossRef] [PubMed]
- Bening, C.R.; Pruess, J.T.; Blum, N.U. Towards a Circular Plastics Economy: Interacting Barriers and Contested Solutions for Flexible Packaging Recycling. J. Clean. Prod. 2021, 302, 126966. [Google Scholar] [CrossRef]
- Gala, A.; Guerrero, M.; Serra, J.M. Characterization of Post-Consumer Plastic Film Waste from Mixed MSW in Spain: A Key Point for the Successful Implementation of Sustainable Plastic Waste Management Strategies. Waste Manag. 2020, 111, 22–33. [Google Scholar] [CrossRef]
- Raiskio, S.; Periyasamy, A.; Hummel, M.; Heikkilä, P. Transforming Mechanically Recycled Cotton and Linen from Post-Consumer Textiles into Quality Ring Yarns and Knitted Fabrics. Waste Manag. Bull. 2025, 3, 76–86. [Google Scholar] [CrossRef]
- Kuzmanović, M.; Delva, L.; Cardon, L.; Ragaert, K. The Feasibility of Using the MFC Concept to Upcycle Mixed Recycled Plastics. Sustainability 2021, 13, 689. [Google Scholar] [CrossRef]
- Mendoza, A.; Kortaberria, G.; Carrero, D.; Latorre, A.; Basurko, O.C.; Peña-Rodríguez, C. Industrial Optical Sorting for Marine Plastic Litter Management. Waste Manag. Bull. 2024, 2, 102–107. [Google Scholar] [CrossRef]
- Zhan, K.; Meadows, D.; Levy, L.; Hou, R.; Rahman, T.; Davis, V.; Davis, E.; Beckingham, B.S.; Via, B.; Elder, T.; et al. Impact of Thermomechanical Reprocessing on Multilayer Plastic Packaging Blend. Polym. Degrad. Stab. 2024, 222, 110710. [Google Scholar] [CrossRef]
- Soares, C.T.d.M.; Ek, M.; Östmark, E.; Gällstedt, M.; Karlsson, S. Recycling of Multi-Material Multilayer Plastic Packaging: Current Trends and Future Scenarios. Resour. Conserv. Recycl. 2022, 176, 105905. [Google Scholar] [CrossRef]
- Echeverria, T. Caracterización de Películas Poliméricas Multi-Capa y Viabilidad de su Reciclado en Forma de Mezclas de Alta Performance. Ph.D. Thesis, Universidad Nacional de Mar del Plata, Mar del Plata, Argentina, 2020. [Google Scholar]
- Turriziani, B.B.; Perez, M.Â.F.; Kiyataka, P.H.M.; Vieira, R.P.; Marangoni Júnior, L.; Alves, R.M.V. Effect of Maleic Anhydride-Based Compatibilizer Incorporation on the Properties of Multilayer Packaging Films for Meat Products. J. Polym. Res. 2023, 30, 194. [Google Scholar] [CrossRef]
- Pauer, E.; Tacker, M.; Gabriel, V.; Krauter, V. Sustainability of Flexible Multilayer Packaging: Environmental Impacts and Recyclability of Packaging for Bacon in Block. Clean. Environ. Syst. 2020, 1, 100001. [Google Scholar] [CrossRef]
- Morris, B.A. The Science and Technology of Flexible Packaging; Jackson, D., Ed.; Elsevier: Amsterdam, The Netherlands, 2017; ISBN 978-0-323-24273-8. [Google Scholar]
- Roosen, M.; Mys, N.; Kusenberg, M.; Billen, P.; Dumoulin, A.; Dewulf, J.; Van Geem, K.M.; Ragaert, K.; De Meester, S. Detailed Analysis of the Composition of Selected Plastic Packaging Waste Products and Its Implications for Mechanical and Thermochemical Recycling. Environ. Sci. Technol. 2020, 54, 13282–13293. [Google Scholar] [CrossRef] [PubMed]
- Huysveld, S.; Hubo, S.; Ragaert, K.; Dewulf, J. Advancing Circular Economy Benefit Indicators and Application on Open-Loop Recycling of Mixed and Contaminated Plastic Waste Fractions. J. Clean. Prod. 2019, 211, 1–13. [Google Scholar] [CrossRef]
- Ferrari, D.; Radice, S.; Sciarrillo, V.; Marrani, A.; Ciolca, D.; Kounalis, K.; Jan Schenk, N.; Vries, T. PVDC Multilayer Films: Chemical Recycling by Means of Catalytic Conversion into Aromatics (BTX). Sustain. Chem. Environ. 2023, 2, 100010. [Google Scholar] [CrossRef]
- Husaini, D.C.; Mendez, R.K.; Arzu, M.; Harris-Thurton, L. Plastic Waste in Latin America and the Caribbean (LAC): Impact on the Environment and Public Health—A Systematic Review. J. Toxicol. 2024, 2024, 5698516. [Google Scholar] [CrossRef]
- Gómez, V.; Torres, M.; Karásková, P.; Přibylová, P.; Klánová, J.; Pozo, K. Occurrence of Perfluoroalkyl Substances (PFASs) in Marine Plastic Litter from Coastal Areas of Central Chile. Mar. Pollut. Bull. 2021, 172, 112818. [Google Scholar] [CrossRef]
- Fundación Chile. Pacto Chileno de Los Plásticos (Nueva Economía de Los Plásticos). Available online: https://fch.cl/iniciativa/pacto-chileno-de-los-plasticos/ (accessed on 17 August 2022).
- Ahamed, A.; Veksha, A.; Giannis, A.; Lisak, G. Flexible Packaging Plastic Waste—Environmental Implications, Management Solutions, and the Way Forward. Curr. Opin. Chem. Eng. 2021, 32, 100684. [Google Scholar] [CrossRef]
- Picuno, C.; Gerassimidou, S.; You, W.; Martin, O.; Iacovidou, E. The Potential of Deposit Refund Systems in Closing the Plastic Beverage Bottle Loop: A Review. Resour. Conserv. Recycl. 2025, 212, 107962. [Google Scholar] [CrossRef]
- Gallego-Schmid, A.; Vásquez-Ibarra, L.; Guerrero, A.B.; Henninger, C.E.; Rebolledo-Leiva, R. Circular Economy in a Recently Transitioned High-Income Country in Latin America and the Caribbean: Barriers, Drivers, Strengths, Opportunities, Key Stakeholders and Priorities in Chile. J. Clean. Prod. 2025, 486, 144429. [Google Scholar] [CrossRef]
- Fundación Chile; Ministerio del Medio Ambiente Hoja de Ruta. Pacto Chileno De Los Plásticos. 2020. Available online: https://fch.cl/wp-content/uploads/2020/01/roadmap-pacto-chileno-de-los-plasticos.pdf (accessed on 20 September 2022).
- País Circular. Diagnóstico Para Hoja de Ruta Identifica Brechas, Oportunidades y Desafíos Para Establecer La Economía Circular en Chile. Available online: https://www.paiscircular.cl/consumo-y-produccion/diagnostico-para-hoja-de-ruta-identifica-brechas-oportunidades-y-desafios-para-establecer-la-economia-circular-en-chile/ (accessed on 13 July 2022).
- Esguerra, J.L.; Carlsson, A.; Johansson, J.; Anderberg, S. Characterization, Recyclability, and Significance of Plastic Packaging in Mixed Municipal Solid Waste for Achieving Recycling Targets in a Swedish City. J. Clean. Prod. 2024, 468, 143014. [Google Scholar] [CrossRef]
- Chauhan, S.S.; Singh, J.K.; Singh, H.; Mavi, S.; Singh, V.; Khan, M.I. An Overview on Recycling Plastic Wastes in Bricks. Mater. Today Proc. 2021, 47, 4067–4073. [Google Scholar] [CrossRef]
- Martinho, G.; Santos, P.; Alves, A.; Ramos, M. Indicators and Characteristics of PET Packaging Collected in a Deposit and Refund System Pilot Project. Heliyon 2024, 10, e25182. [Google Scholar] [CrossRef] [PubMed]
- Arriagada, R.; Lagos, F.; Jaime, M.; Salazar, C. Exploring Consistency between Stated and Revealed Preferences for the Plastic Bag Ban Policy in Chile. Waste Manag. 2022, 139, 381–392. [Google Scholar] [CrossRef]
- Picuno, C.; Alassali, A.; Chong, Z.K.; Kuchta, K. Flows of Post-Consumer Plastic Packaging in Germany: An MFA-Aided Case Study. Resour. Conserv. Recycl. 2021, 169, 105515. [Google Scholar] [CrossRef]
- Ghosh, A. Performance Modifying Techniques for Recycled Thermoplastics. Resour. Conserv. Recycl. 2021, 175, 105887. [Google Scholar] [CrossRef]
- Lase, I.S.; Bashirgonbadi, A.; van Rhijn, F.; Dewulf, J.; Ragaert, K.; Delva, L.; Roosen, M.; Brandsma, M.; Langen, M.; De Meester, S. Material Flow Analysis and Recycling Performance of an Improved Mechanical Recycling Process for Post-Consumer Flexible Plastics. Waste Manag. 2022, 153, 249–263. [Google Scholar] [CrossRef]
- Antonopoulos, I.; Faraca, G.; Tonini, D. Recycling of Post-Consumer Plastic Packaging Waste in the EU: Recovery Rates, Material Flows, and Barriers. Waste Manag. 2021, 126, 694–705. [Google Scholar] [CrossRef]
- Kaiser, K.; Schmid, M.; Schlummer, M. Recycling of Polymer-Based Multilayer Packaging: A Review. Recycling 2018, 3, 1. [Google Scholar] [CrossRef]
- Seier, M.; Archodoulaki, V.-M.; Koch, T. The Morphology and Properties of Recycled Plastics Made from Multi-Layered Packages and the Consequences for the Circular Economy. Resour. Conserv. Recycl. 2024, 202, 107388. [Google Scholar] [CrossRef]
- Aumnate, C.; Rudolph, N.; Sarmadi, M. Recycling of Polypropylene/Polyethylene Blends: Effect of Chain Structure on the Crystallization Behaviors. Polymers 2019, 11, 1456. [Google Scholar] [CrossRef] [PubMed]
- Rodríguez-Liébana, J.A.; Martín-Lara, M.A.; Navas-Martos, F.J.; Peñas-Sanjuan, A.; Godoy, V.; Arjandas, S.; Calero, M. Morpho-Structural and Thermo-Mechanical Characterization of Recycled Polypropylene and Polystyrene from Mixed Post-Consumer Plastic Waste. J. Environ. Chem. Eng. 2022, 10, 108332. [Google Scholar] [CrossRef]
- Koinig, G.; Rutrecht, B.; Friedrich, K.; Chiara, B.; Vollprecht, D. Latent Recycling Potential of Multilayer Films in Austrian Waste Management. Polymers 2022, 14, 1553. [Google Scholar] [CrossRef] [PubMed]
- Titone, V.; Gulino, E.F.; La Mantia, F.P. Recycling of Heterogeneous Mixed Waste Polymers through Reactive Mixing. Polymers 2023, 15, 1367. [Google Scholar] [CrossRef]
- Khait, K.; Torkelson, J.M. Solid-State Shear Pulverization of Plastics: A Green Recycling Process. Polym. Plast. Technol. Eng. 1999, 38, 445–457. [Google Scholar] [CrossRef]
- Saatcioglu, K.; Venkatraman, P.D. The Environmental Impact of End-of-Life PVC Flex Banners and Its Potential Upcycling Opportunities. Waste Manag. Bull. 2024, 2, 249–265. [Google Scholar] [CrossRef]
- Mukhtar, M.; Rizwan, M.; Ullah, A.; Elkamel, A.; Raza Naqvi, S.; Zaman, M. Municipal Solid Waste Supply Chain Optimization for Value-Added Product Development under Uncertainty. Waste Manag. Bull. 2025, 3, 66–75. [Google Scholar] [CrossRef]
- Alassali, A.; Picuno, C.; Chong, Z.K.; Guo, J.; Maletz, R.; Kuchta, K. Towards Higher Quality of Recycled Plastics: Limitations from the Material’s Perspective. Sustainability 2021, 13, 3266. [Google Scholar] [CrossRef]
- Salehi Morgani, M.; Jalali Dil, E.; Ajji, A. Effect of Processing Condition and Antioxidants on Visual Properties of Multilayer Post-Consumer Recycled High Density Polyethylene Films. Waste Manag. 2021, 126, 239–246. [Google Scholar] [CrossRef]
- Schwarz, A.E.; Ligthart, T.N.; Godoi Bizarro, D.; De Wild, P.; Vreugdenhil, B.; van Harmelen, T. Plastic Recycling in a Circular Economy; Determining Environmental Performance through an LCA Matrix Model Approach. Waste Manag. 2021, 121, 331–342. [Google Scholar] [CrossRef] [PubMed]
- Arman Alim, A.A.; Baharum, A.; Mohammad Shirajuddin, S.S.; Anuar, F.H. Blending of Low-Density Polyethylene and Poly(Butylene Succinate) (LDPE/PBS) with Polyethylene–Graft–Maleic Anhydride (PE–g–MA) as a Compatibilizer on the Phase Morphology, Mechanical and Thermal Properties. Polymers 2023, 15, 261. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.; Kroell, N.; Wickel, J.; Feil, A. Determining the Composition of Post-Consumer Flexible Multilayer Plastic Packaging with near-Infrared Spectroscopy. Waste Manag. 2021, 123, 33–41. [Google Scholar] [CrossRef]
- Castaño, E.; Calderón, A.; Cortes, M. Aplicación de las Buenas Prácticas de Manufactura para la Fabricación de Queso Fresco; Universidad Libre: Bogotá, Colombia, 2016. [Google Scholar]
- Wang, Y.; Mi, D.; Delva, L.; Cardon, L.; Zhang, J.; Ragaert, K. New Approach to Optimize Mechanical Properties of the Immiscible Polypropylene/Poly (Ethylene Terephthalate) Blend: Effect of Shish-Kebab and Core-Shell Structure. Polymers 2018, 10, 1094. [Google Scholar] [CrossRef]
- ASTM D7611/D7611M-21; Standard Practice for Coding Plastic Manufactured Articles for Resin Identification. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM D638-14; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM D790-17; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM-D792-20; Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement. ASTM International: West Conshohocken, PA, USA, 2020.
- Seier, M.; Roitner, J.; Archodoulaki, V.-M.; Jones, M.P. Design from Recycling: Overcoming Barriers in Regranulate Use in a Circular Economy. Resour. Conserv. Recycl. 2023, 196, 107052. [Google Scholar] [CrossRef]
- Schyns, Z.O.G.; Shaver, M.P. Mechanical Recycling of Packaging Plastics: A Review. Macromol. Rapid Commun. 2021, 42, 2000415. [Google Scholar] [CrossRef] [PubMed]
- Dahlbo, H.; Poliakova, V.; Mylläri, V.; Sahimaa, O.; Anderson, R. Recycling Potential of Post-Consumer Plastic Packaging Waste in Finland. Waste Manag. 2018, 71, 52–61. [Google Scholar] [CrossRef]
- Das, S.; Kumar, A. PP and LDPE Polymer Composite Materials Blend: A Review. Mater. Today Proc. 2023, 81, 511–514. [Google Scholar] [CrossRef]
- Shamsuyeva, M.; Endres, H.-J. Plastics in the Context of the Circular Economy and Sustainable Plastics Recycling: Comprehensive Review on Research Development, Standardization and Market. Compos. Part C Open Access 2021, 6, 100168. [Google Scholar] [CrossRef]
- Traxler, I.; Laske, S.; Fischer, J. Strategies for Improving Product Properties of Thermoformed Multilayer Cups with Contents of Post-Consumer Polypropylene Recyclates. J. Appl. Polym. Sci. 2023, 140, e54451. [Google Scholar] [CrossRef]
- Jung, S.; Raghavendra, A.J.; Patri, A.K. Comprehensive Analysis of Common Polymers Using Hyphenated TGA-FTIR-GC/MS and Raman Spectroscopy towards a Database for Micro- and Nanoplastics Identification, Characterization, and Quantitation. NanoImpact 2023, 30, 100467. [Google Scholar] [CrossRef] [PubMed]
- Sharma, M.; Usmani, Z.; Gupta, V.K.; Bhat, R. Valorization of Fruits and Vegetable Wastes and By-Products to Produce Natural Pigments. Crit. Rev. Biotechnol. 2021, 41, 535–563. [Google Scholar] [CrossRef] [PubMed]
- Nielsen, A.; Batchelder, D.; Pyrz, R. Estimation of Crystallinity of Isotactic Polypropylene Using Raman Spectroscopy. Polymer 2002, 43, 2671–2676. [Google Scholar] [CrossRef]
- Furukawa, T.; Sato, H.; Kita, Y.; Matsukawa, K.; Yamaguchi, H.; Ochiai, S.; Siesler, H.W.; Ozaki, Y. Molecular Structure, Crystallinity and Morphology of Polyethylene/Polypropylene Blends Studied by Raman Mapping, Scanning Electron Microscopy, Wide Angle X-Ray Diffraction, and Differential Scanning Calorimetry. Polym. J. 2006, 38, 1127–1136. [Google Scholar] [CrossRef]
- Campo Arnáiz, R.A. Aplicación de Técnicas Espectroscópicas al Estudio de la Morfología Polimérica, Propiedades Térmicas y de Emisión de Espumas de Baja Densidad Con Base Poliolefina. Ph.D. Thesis, Universidad de Valladolid, Valladolid, Spain, 2016. Volume 65. [Google Scholar]
- Ali, Z.I.; Youssef, H.A.; Said, H.M.; Saleh, H.H. Thermal Stability of LDPE, IPP and Their Blends. Thermochim. Acta 2005, 438, 70–75. [Google Scholar] [CrossRef]
- Borovanska, I.; Krastev, R.; Benavente, R.; Pradas, M.M.; Lluch, A.V.; Samichkov, V.; Iliev, M. Ageing Effect on Morphology, Thermal and Mechanical Properties of Impact Modified LDPE/PP Blends from Virgin and Recycled Materials. J. Elastomers Plast. 2013, 46, 427–447. [Google Scholar] [CrossRef]
- Arminas, D. PlasticRoad y Orbia Inauguran Ciclovía en México|Global Highways. Available online: https://www.globalhighways.com/news/plasticroad-orbia-unveil-cyclepath-mexico (accessed on 10 April 2025).
- Forbes. Staff Así es la Primera Ciclovía de América Latina Hecha Con Residuos de Plástico. Available online: https://forbes.co/2021/03/29/actualidad/asi-es-la-primera-ciclovia-de-america-latina-hecha-con-residuos-de-plastico/ (accessed on 16 July 2022).
- Mistretta, M.C.; Titone, V.; La Mantia, F.P.; Pellitteri, V.; Botta, L. Recycling of a Multilayer Barrier Food Packaging through the Use of a Nanofiller: Effect of Post-Consumer Plastic Bag Conditions. Polym. Test. 2023, 128, 108224. [Google Scholar] [CrossRef]
- Olawade, D.B.; Fapohunda, O.; Wada, O.Z.; Usman, S.O.; Ige, A.O.; Ajisafe, O.; Oladapo, B.I. Smart Waste Management: A Paradigm Shift Enabled by Artificial Intelligence. Waste Manag. Bull. 2024, 2, 244–263. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).