Abstract
Oil-in-water emulsions (O/W emulsions) are generally used to lubricate the cold rolling process of low-carbon steel. In addition to the obvious advantages of efficient lubrication and cooling of the process, there are also some disadvantages, mainly related to emulsion bath maintenance, subsequent production steps and waste disposal. In some application areas, Oil-Free Lubricants (OFL’s) have been shown to be at least equally effective in decreasing friction and wear as conventional oil-based lubricants, while resulting in benefits related to waste disposal. In 2023, a project named “Transfer of aqueous oil free lubricants into steel cold rolling practice” (acronym ‘RollOilFreeII’) began, with it receiving funding from the Research Fund for Coal and Steel (RFCS). This project aims at an industrial application of Oil-Free Lubricants in the steel cold rolling process. The project builds on the work of the ‘RollOilFree’ project (also carried out in the RFCS-framework). This article briefly recapitulates the findings in the RollOilFree project and describes the objectives, benefits, activities and first results of the RollOilFreeII project. Notably, a pilot mill trial at high speed has been carried out, showing a good performance of the investigated OFLs. Back-calculated friction values were equal to, or even slightly lower than, reference O/W emulsions. The strip cleanliness with OFLs is much better than it is with the reference O/W emulsions. Only for a very thin product, as is the case in tinplate rolling, does the direct application of a conventional O/W dispersion (a high-particle-sized O/W emulsion) give a better performance than the investigated OFLs. Further development of OFLs should focus on this aspect.
1. Introduction
Lubrication is of paramount importance for the cold rolling process of steel. It helps to reduce the necessary rolling forces, it improves process stability with respect to mill vibrations or skidding, it enhances the surface quality of the produced strip and it also increases the service time of the work rolls [1]. Furthermore, a good lubricant quality is crucial to avoid various types of surface defects [2]. Typically, emulsions with less than 5% oil-in-water are used to achieve these advantages; the water serves as a coolant, while the oil serves to lubricate the process. The application of O/W in cold rolling has been extensively studied; furthermore, its lubrication performance is much better than could be expected based on the relatively low oil concentration because of oil enrichment in the roll bite and plate out mechanisms [3,4]. Designing a cold rolling lubricant is a complex exercise. Obviously, the following physical properties of the base oil are important: higher viscosity and the pressure–viscosity coefficient increase the lubricant film formation [5]. The lubricant contains an ester package that is designed to protect the surface [6], for example, from heat scratches. To further protect the surface, EP/AW (extreme pressure and anti-wear) additives are added [7,8]. The degree of emulsification of the oil in the water phase is also important; therefore, emulsifiers are added to the lubricant formulation. Loose emulsions (or dispersion) contain relatively large oil particles and favour plate out, while more stable emulsions contain relatively small oil particles and favour bath maintenance [9,10]. From the above, it follows that cold rolling lubricant composition is quite complex, and it is a compromise between the different functionalities (decreasing friction, decreasing wear generation, emulsification, detergent action, etc.) imposed by the rolling process. Therefore, optimising the composition and condition of conventional lubricants [11,12], the application of O/W emulsions [13,14], the cold rolling of mixed lubrication models for O/W emulsions [15,16] and the fundamental research on the flow of two-phase lubrication [17,18] are still very relevant topics in the literature in recent years.
The disadvantage of using O/W emulsions is that much effort is needed in maintenance and care in order to keep the emulsion parameters within the specifications; furthermore, there are high costs related to the waste disposal of such fluids. Moreover, the carbon footprint of O/W emulsions is high, not only when mineral oil-based products are used, but also when they are based on natural vegetable oil or synthetic esters.
An interesting lubrication alternative that has emerged in the literature is the use of nano-particles [19,20]. The application of nano-particles is known to enhance lubrication in many applications, but in an open environment, like a cold rolling mill, a lubricant with nano-particles is not suitable because of the potential hazard for workers. Furthermore, ‘greener’ lubrication alternatives were investigated. One alternative is the use of more natural esters [21]. Although these esters are less thermo-oxidatively stable, this can be improved chemically [22]. Water-based lubricants also offer very interesting possibilities, and they are the subject of the current work. Other known methods to improve friction during cold rolling are related to the surface topography design of the work roll by special texturing methods [23].
The development of water-based lubricants was investigated in detail [24,25,26]. Because some PolyAlkylene Glycols (PAG’s) are soluble in water, they can be used as a performance additive in water-based lubricants [27]. In a contact where sufficient heat is generated (as in cold rolling processes), the PAG solution works as a ‘conditional emulsion’ and components cloud out of the solution and coat the surface with a lubricating polymer film [27]. Typically, the cloud-point temperature is between 30 and 60 °C. Common applications of PAGs are in worm gears [27], other gear applications in general [28] and as a metalworking fluid in abrasive machining [29,30], but also in metal-forming processes such as wire drawing [31].
Because of the aforementioned successes, whether or not water-based lubricants are suitable for rolling (both hot and cold) was investigated. Both for aluminium and steel, Tahir [32] reports coefficients of friction for water-based lubricants that are equal to emulsions. He concludes that water-based lubricants could be a good alternative for an O/W emulsion in the cold rolling of steel and the hot rolling of aluminium. Johnsson et al. [33] also tested the use of conditional emulsions for the hot rolling of aluminium and found that this water-based lubricant performed even better than the traditional oil-based concepts. It is important here to accentuate that both experiments (on a pilot rolling mill) were carried out at low rolling speed and with relatively thick strip material.
An extensive investigation of the applicability of water-based lubricants for rolling processes was performed in the RollOilFree (ROF) project carried out in the RFCS framework (Research Fund for Coal and Steel) [34]. The results of this project are discussed in more detail in the following subsection; however, the main conclusion was that despite having good results in laboratory tests and pilot mills, the OFL performed significantly worse in an industrial cold rolling trial of steel.
Because of the high potential for benefits, both financially and environmentally, it was decided to continue the work in the RollOilFreeII (ROF-II) project that started in September 2023. The objective of this project is to fully introduce an application of Oil-Free Lubricant (OFL) into the steel rolling industry. This means that all aspects of using OFLs in cold rolling will be evaluated, including not only the tribological behaviour of the lubricant inside of the roll bite, but also the bath maintenance and control, as well as subsequent production steps. Furthermore, the compatibility of the lubricant with seals, tubes, gaskets and bearings will be evaluated. Tribological testing of the lubricant behaviour inside the roll bite is difficult because there is not one piece of laboratory equipment that can simulate all aspects of cold rolling [35]. Standard tribological equipment such as ball-on-disk [36], pin-on-disk [37], ElastoHydrodynamic test rigs [35] or the 4-ball friction tester [38] is often used to ‘pre-select’ possible rolling oils. However, in rolling lubricant selection procedures, a pilot mill is usually preferred as the final assessment [39,40,41]. This procedure (pre-selection with laboratory equipment and final assessment on a pilot mill) is also followed in the ROF-II project. The project concludes with a trial at an industrial tinplate mill, using the most promising OFL.
The project partners established the following description of an OFL [42]: The OFL will be free of mineral oil and conventional, natural or synthetic esters. The raw materials for the OFL will be derived from sustainable resources as much as commercially feasible. The main components of the OFL have good water solubility compared to the conventional oils. The OFL, when diluted in water, will be a solution or a dilution, with solution-like properties, in view of homogeneity, stability, washability, non-miscibility with tramp oils and a low adhesion tendency to particles. The dilution can appear transparent, translucent, hazy or opaque. Due to its solution-like properties, the OFL can easily be washed off from the steel product. In addition to avoiding particulate and lubricant residues on the product, maintenance of the lubricant is facilitated by the simplified removal of tramp oils and particles.
As the ROF project is taken as the starting point for the new ROF-II project, the next section discusses the ROF project in more detail. The subsequent section describes the organisation of the ROF-II project and its main activities and experimental equipment. Section 4 describes the first high-speed pilot mill trial that has been carried out in the ROF-II project. The article ends with a general discussion and conclusions from the literature review and the initial results of the ROF-II project.
2. Most Relevant Results from the ROF Project
As mentioned in the introduction, an extensive investigation into the application of OFLs in the field of rolling has been carried out in the ROF project. Many aspects of using OFLs in rolling were tested on laboratory equipment, including the following [34]:
- -
- Tribological tests:
- The Mini Traction Machine (MTM) was used to determine a Stribeck curve by varying the speed between 0 and 4 m/s at a fixed temperature of 80 °C and a fixed load of 40 N (i.e., corresponding to typical pressures during cold rolling).
- The SRV-tester (German abbreviation for Oscillation, Friction and Wear) was used to determine the load-carrying capacity of the lubricant by increasing the load on a 10 mm diameter ball until failure occurs. The tests were carried out at 55 °C at an oscillation frequency of 50 Hz.
- A Ball-on-Disc machine was used at a load of 2 to 10 N, a speed of 0.1 m/s and a temperature of 45 °C to evaluate the ‘dynamic friction behaviour’ (i.e., stick-slip).
- -
- Corrosion tests, foaming tests and ageing tests were conducted to evaluate the steel surface protection and the stability of the OFL.
- -
- Compatibility tests of the OFL with bearings, gaskets and sealings were conducted.
- -
- The risks of implementing water-based lubricants in industrial rolling practice were further decreased by investigating their influence on the subsequent production steps.
- -
- Furthermore, lubricant maintenance and care technologies were developed.
Based on all of these aspects, the best OFLs scored approximately equally as well as the reference emulsions.
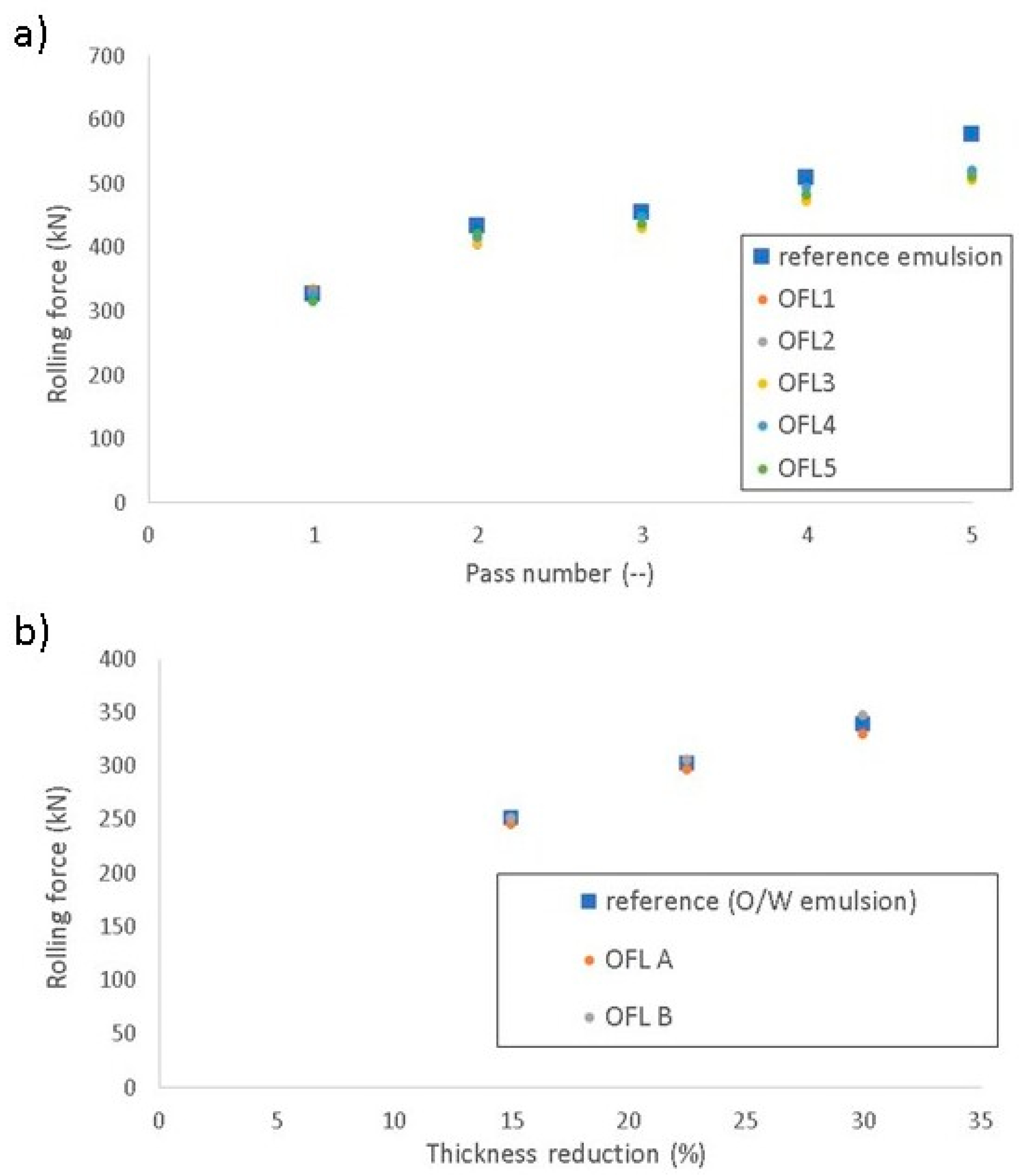
After optimizing water-based lubricants on the aforementioned equipment, the best-performing lubricants were tested during pilot mill experiments, both for the hot rolling of aluminium and the cold rolling of steel. The hot rolling trials of aluminium were carried out on a 2-high pilot mill with 600 mm diameter work rolls (Ra value = 1.3 micron). Slabs with an initial dimension of 1000 mm × 300 mm × 45 mm and temperature of 500 °C were rolled in five passes, with a thickness reduction of 20% per pass. The rolling speed was 0.7 m/s in each pass. The necessary rolling force is shown in Figure 1a. The cold rolling trials with steel were carried out on another 2-high mill (roll diameter around 160 mm and Ra value of 0.4 µm). Coils that were 2 mm thick and a 70 mm wide strip were rolled at three different reductions per coil (15%, 22.5% and 30%). The rolling speed was constant, at 3 m/s. In total, three rolling campaigns were conducted, enabling us to optimise the OFLs for cold rolling conditions. In the first rolling campaign, the emulsion still outperformed the OFL, leading to further optimisation of the OFL. In the last rolling campaign, the OFL performed at least equally as good as the reference emulsion. The necessary rolling force is shown in Figure 1b.
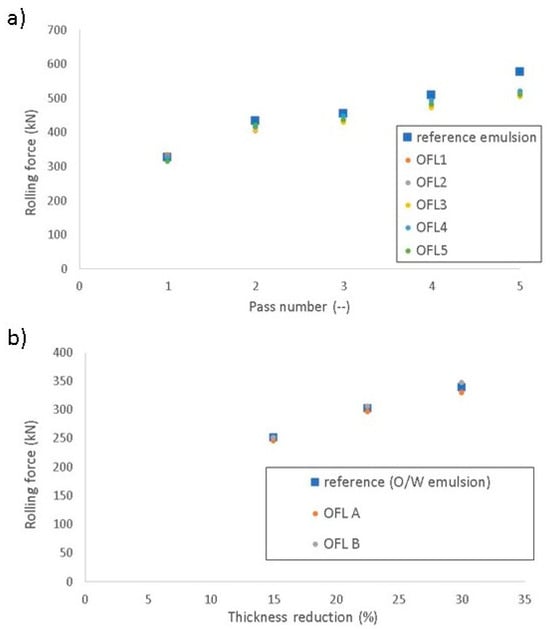
Figure 1.
Pilot mill results for hot rolling of aluminium (a) and cold rolling of steel (b).
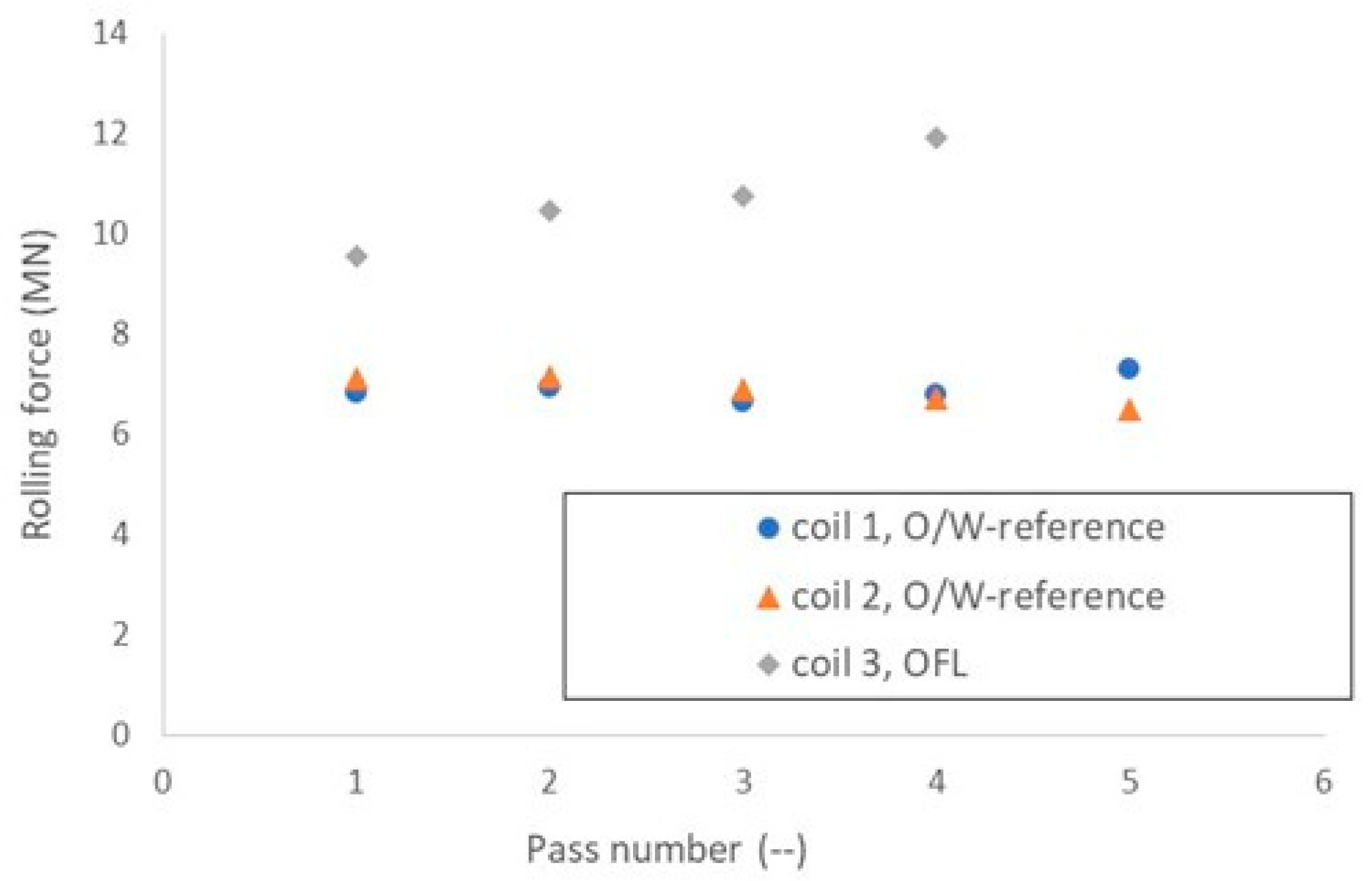
The results presented in Figure 1 clearly indicate that the optimised OFLs lubricate equally as well as the reference O/W emulsion. These results are in strong contrast to the results achieved on the industrial mill. The industrial trials were carried out at a reversible 6-high mill on an automotive steel grade (DD13), with initial dimensions of 1150 mm × 2.0 mm that were reduced in five passes to a final gauge of 0.45 mm. The necessary rolling forces are shown in Figure 2. The viscosity of the oil in the reference emulsion was 20.5 cSt at 40 °C; no mention was made of the viscosity of the OFL. The typical viscosity for an OFL would be 40–50 cSt; however, when diluted in water, the viscosity typically drops to 1–2 cSt.
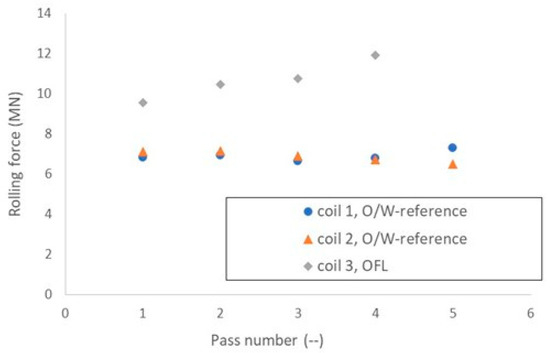
Figure 2.
Summary of main results of industrial cold rolling trial of steel with optimised OFL.
Figure 2 clearly shows that the rolling force is higher when rolling with the OFL. As the other process conditions (such as tensions and strip thickness reduction) are equal, this must be related to higher friction during rolling. For the coil rolled with the OFL, the strip shape deteriorated in each pass (most likely due to the high rolling force), eventually leading to a strip break in the fifth pass. Later, two other coils were rolled with the same OFL and the final gauge of 0.45 mm was reached, but in seven passes instead of five. This trial that was carried out at industrial rolling speeds clearly showed the shortcomings of the OFL.
An interpretation of the results on the various rolling mills in the ROF project could be that under conditions of boundary lubrication, the PAG-based OFLs result in coefficients of friction that are comparable to O/W emulsions. However, at higher speeds, i.e., under mixed lubrication conditions, the coefficient of friction is higher than it is for O/W emulsions, resulting in a poorer performance with the water-based lubricant. Unfortunately, the rolling speeds achieved in the industrial experiment were not mentioned in [34]; the maximum mill speed was 20 m/s, but the experiments were carried out at an ‘adapted rolling speed’. Therefore, it cannot be deduced with 100% certainty, but it seems likely that the hydrodynamic film formation, which is important at a high rolling speed, was less efficient for the used OFLs than for an O/W emulsion. This corresponds with MTM results in the ROF project, showing that the decrease in the coefficient of friction with speed is more pronounced for the reference oil than for the OFLs. This observation makes the MTM a crucial tribometer to evaluate the lubricants’ film-forming capacity.
This sets clear goals for the ROF-II project, which are as follows: based on the results of the ROF project, special attention must be paid to the lubricity under high-speed conditions. Obviously, PAGs will be investigated for their applicability as a water-based lubricant, but other concepts are also investigated.
3. ROF-II Project
This section describes the organisation and planned activities in the ROF-II project. The ROF-II project is partly funded by the RFCS and is expected to run from September 2023 to February 2027. The total project budget is 2.1 million euros.
3.1. Organisation of ROF-II Project
The consortium of the ROF-II project is a partnership between the steel industry (thyssenkrupp Steel Europe, thyssenkrupp Rasselstein and Tata Steel), a lubricant manufacturer (Quaker Houghton) and research institutes and academia (VDEh-Betriebsforschungsinstitute and Scuola Superiore Di Studi Universitari e di Perfezionamentos S Anna).
The main objective of the project is to prove the suitability of OFLs for their application on an industrial cold rolling mill for steel. To achieve this objective, the project starts with tribological testing and adapting available OFLs for the cold rolling of automotive and packaging steels. Similar tests to those in the ROF project will be performed to assure that the resulting fluids are compatible with other process fluids, as well as with all parts of the lubricant application system; furthermore, tests will be performed to assure that coils are suitable to be further processed in subsequent production steps. The best OFLs will be tested on a semi-industrial pilot mill, where the learnings of the ROF project will be taken into account: during these tests the coils will be run at high speed, but also under other ‘extreme’ conditions that could occur in the industrial mill, such as high temperature, high yield stress material and different work roll topographies. The most important and final milestone of the project is testing the most promising OFL on an industrial tinplate mill.
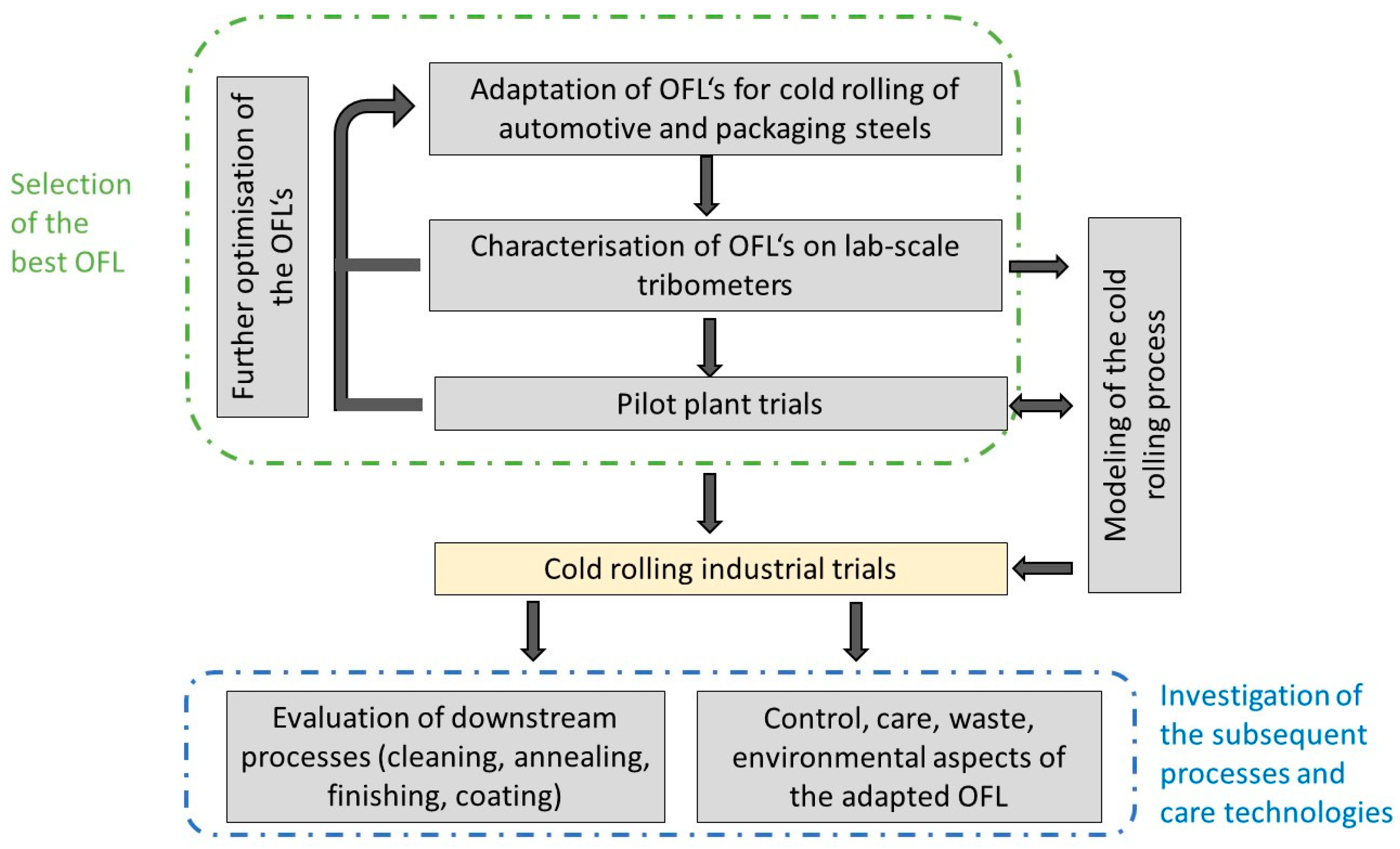
A comprehensive overview of all activities in the project is presented in Figure 3.
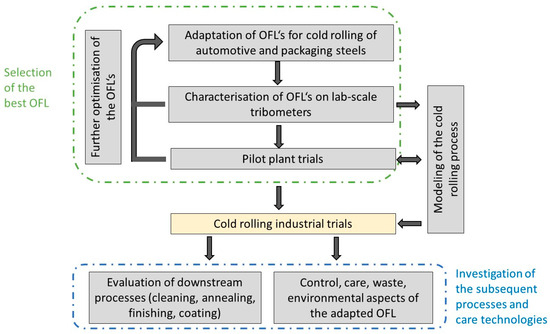
Figure 3.
Visual presentation of activities in the ROF-II project.
3.2. Experimental Equipment Used in the ROF-II Project
The ROF-II project relies heavily on experimental tribological equipment and test conditions that are relevant to, or that simulate, the contact conditions in the roll bite. As mentioned in the previous chapter, the main challenge seems to be achieving enough film formation when rolling at high speed.
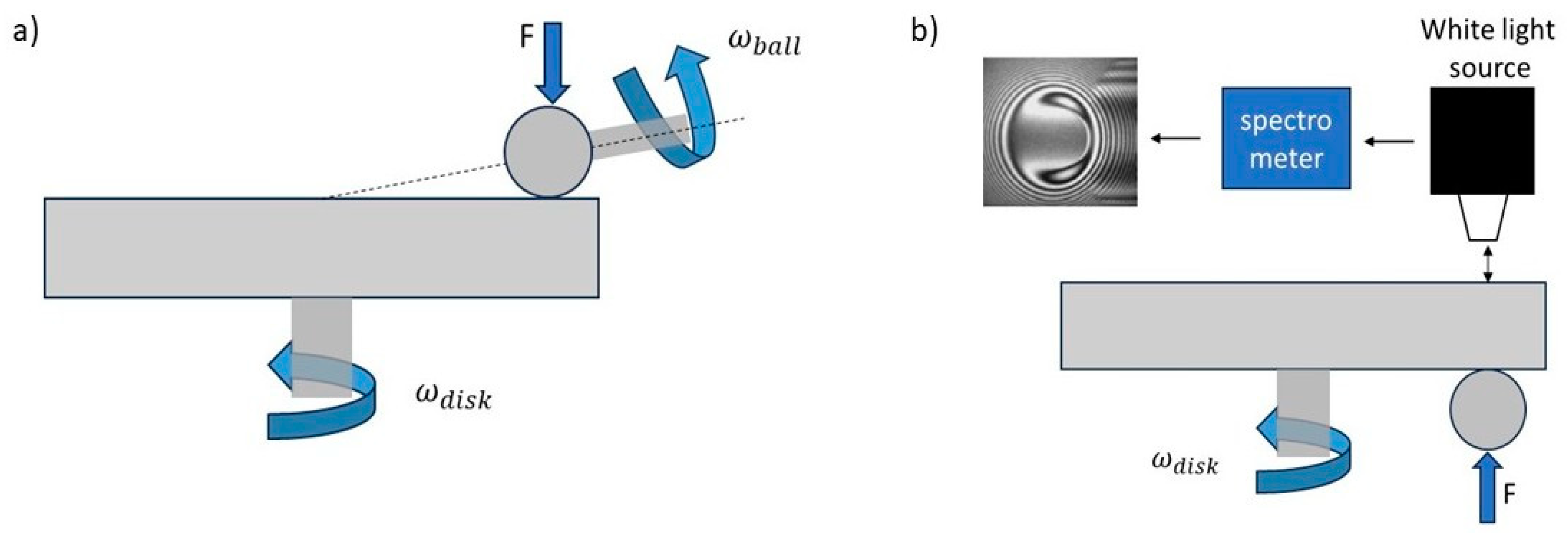
The well-known mechanisms to build a film from a lubricating O/W emulsion are described and modelled as follows (e.g., [3]): oil is preferentially drawn into the roll bite through a combination of plate out and enrichment mechanisms. These mechanisms ensure that almost-pure oil is entrained in the roll bite. For a single-phase lubricant, such as a solution of PAGs in water, the separation in phases is not possible below the cloud-point and both OFL and water will enter the rolling contact, most likely with negative consequences for the lubrication of the cold rolling process. Fortunately, under normal rolling conditions, the temperature of the work roll and strip will be above the cloud-point of the PAG solution, resulting in a colloidal solution in the inlet zone, from which a film can be formed. The exact conditions under which a suitable lubricant film will form cannot easily be determined theoretically; therefore, a reliable experimental program must be constructed. The lubricant film thickness can be directly measured on an ElastoHydrodynamic Lubrication (EHL) rig working on the principle of interferometry. Therefore, this instrument is ideal to determine under which conditions (pressure, temperature) a sufficient film can be built up under high-speed rolling conditions. Another crucial instrument is the MTM tribometer. A test procedure has been developed to mimic the roll bite conditions in [36], from boundary lubrication conditions to full film lubrication. In this ‘roll bite mimicking test’, both the frictional power intensity and the flash temperature in the roll bite are reproduced on the MTM, so that the behaviour of the lubricant can be studied under these conditions. A schematic overview of the MTM and the EHL rig is shown in Figure 4. The experimental results of OFLs and conventional lubricants on the EHL/MTM rig are presented in [43].
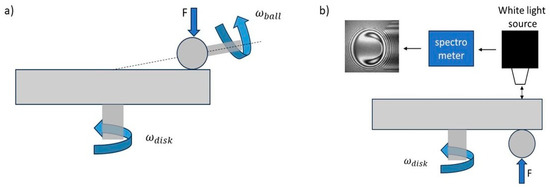
Figure 4.
(a) Schematic overview of MTM, (b) schematic overview of EHL rig.
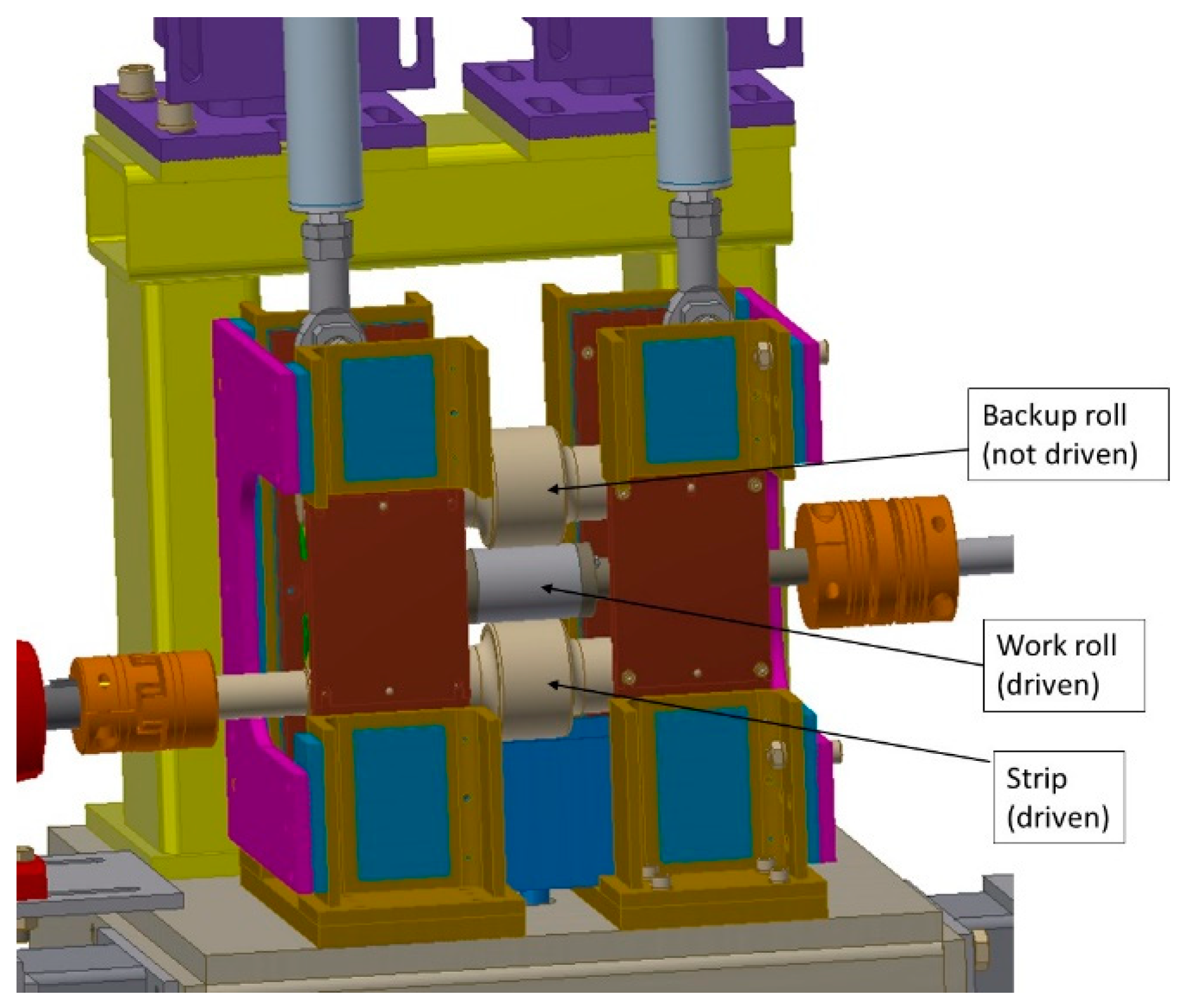
Other tribological tests are similar to the tests in the ROF project (described in Section 2). Furthermore, a new 3-rolls wear tester (Figure 5) will be used to assess lubrication under cold rolling conditions, while also investigating the long-term fluid performance and stability. The three rolls in this machine represent, respectively, the backup roll, the work roll and the strip. It is possible to simulate a combination of rolling and sliding friction by varying the rotational speeds of the rolls. Torque measurements enable us to determine the coefficient of friction.
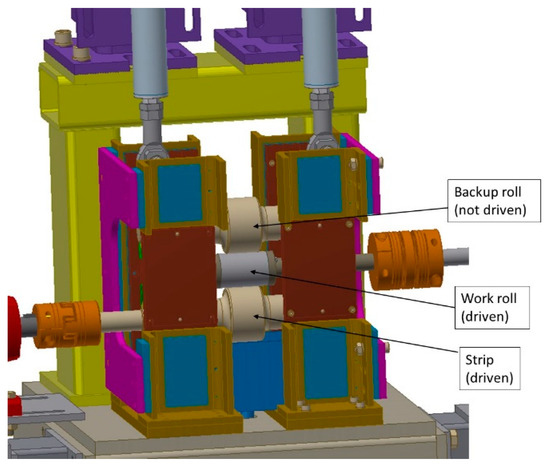
Figure 5.
Schematic overview of 3-rolls wear tester.
After the selection of potential OFLs, these will be tested on a semi-industrial pilot mill (Figure 6) that is described in the next section. Lubricant monitoring devices and lubricant care methods developed in the ROF project will be further developed in ROF-II and tested in the pilot mill if necessary.

Figure 6.
Photo of the pilot mill.
The rolled samples of the automotive steel sheet will be further examined on a pilot degreasing/cleaning unit (both with high pressure cleaner application and an ultrasonic degreasing) and on a pilot skin pass facility, by stacking the material on top in the industrial batch annealing furnaces and by hot dip galvanizing, as well as electro galvanizing pilot plants.
The rolled packaging steel samples will also be examined further: on a pilot degreasing section (comprising dip cleaning, electrolytic cleaning, rinsing, pickling and final rinsing), a pilot electrochemical tinning unit and, in the same industrial batch, anneal furnaces as the automotive steel strips.
These tests must ensure that the OFL is suitable to enable further faultless processing of the cold rolled strip, both in the automotive as well as the packaging steel route.
The final milestone of the ROF-II project is an industrial trial with the best-performing OFL that is planned to be carried out on a tinplate mill of thyssenkrupp Rasselstein.
4. Pilot Mill Trials
Pilot mill trials were carried out on the Tata Steel pilot mill, a stand-alone mill capable of rolling material up to 250 mm wide. The mill can be run in a 4-high configuration, but for the trials it ran in a 2-high configuration (i.e., no backup rolls), as this is the configuration wherein the work roll diameter (400 mm) corresponds better to the industrial standard. This semi-industrial pilot mill can run up to (almost) industrial rolling speeds of 23 m/s; however, for this initial trial, it was chosen to limit the rolling speed to 12 m/s. The specific rolling force, specific power and work roll speed of the pilot mill correspond to the capabilities of typical industrial mills. A complete lubricant system (tanks, nozzles, recirculation and filters) is available to apply the OFL. Furthermore, the mill is equipped with a Mobile Industrial Direct Application System (MIDAS) [14] to enable the mixing and application of different components and quantities of the OFL in water. Logging of all relevant rolling parameters in IBA (Intelligent Business Automation) enables back-calculation of the coefficient of friction (COF) during all rolling passes, and a comparison to reference coils rolled with O/W emulsions. Other critical parameters, such as strip cleanliness, work roll wear and strip surface topography, can be determined and compared to data obtained with O/W emulsions. Obviously, during the trial special attention was paid to the evolution of the coefficient of friction in the high-speed rolling regime.
Both the cold rolling of tinplate and automotive strip were simulated, and lubrication conditions were adapted according to the industrial standard, which is as follows:
- -
- For automotive rolling, the reference lubricant consists mostly of synthetic and natural esters, furthermore antioxidants, EP/AW additives and friction modifiers are added. Furthermore, emulsifiers are added to form a stable 2% O/W emulsion. This lubricant was compared to a recirculating 15% solution of OFL in (demineralised) water. The resulting lubricant was applied both at the entry and exit of the mill at a flow-rate of, respectively, 250 L/min and 150 L/min. The work roll diameter was 400 mm, ground to an initial Ra value of 0.8 µm, which is a typical value for an industrial sheet mill.
- -
- For tinplate rolling, the reference lubricant is entirely different than is is for automotive rolling, and it consists of palm oil with some additives. This lubricant has no emulsifying properties, and a MIDAS was used to apply the lubricant (18% oil in water). This lubricant was compared to a 15% solution of OFL in water. The total flow-rate through the MIDAS was 6 L/min. In this case, the recirculating system was filled with water and was used to cool the process (both at the exit and entry).
However, at the start of the trial, the MIDAS did not operate satisfactorily because of a malfunctioning pump; therefore, the OFLs were applied as a recirculating 15% solution in demineralised water (similar to the rolling of the automotive grades). The work roll diameter was 400 mm, ground to an initial Ra value of 0.5 µm, which is a typical value for the latter stands of an industrial tinplate mill.
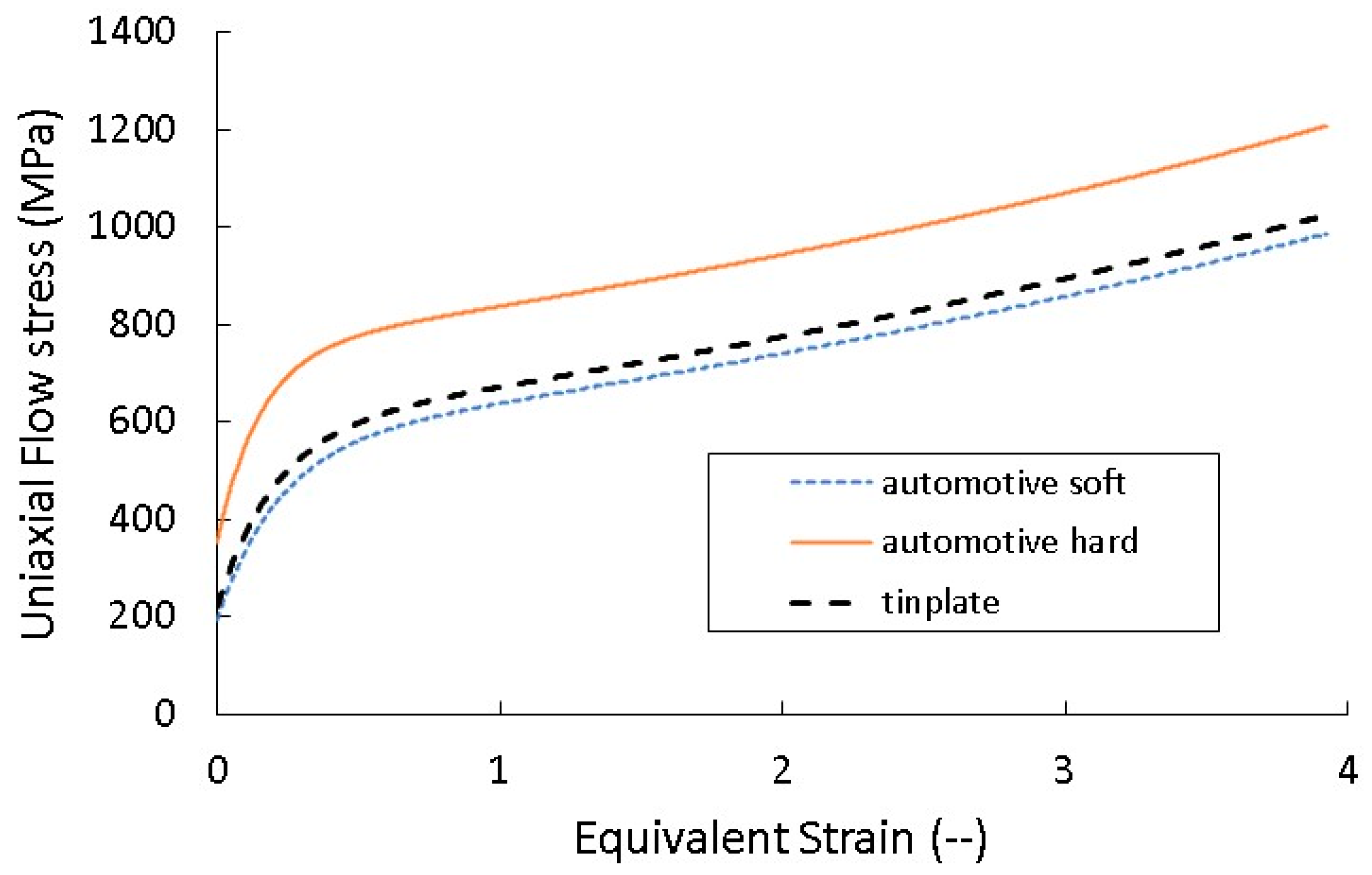
Three different steel grades were used in the trial, including one typical tinplate grade and two typical automotive grades (one soft grade, one hard grade). A stress–strain curve for each grade (from an internal Tata Steel database) is shown in Figure 7. Each coil was rolled with four or five passes. The strip thickness reduction per pass corresponds to typical industrial conditions. For this initial pilot mill trial, the rolling speed was limited to approximately 50% of the typical industrial rolling speed. The entry and exit thickness, as well as the rolling speed of each rolling pass, are shown in Table 1. All coils were 100 mm wide.
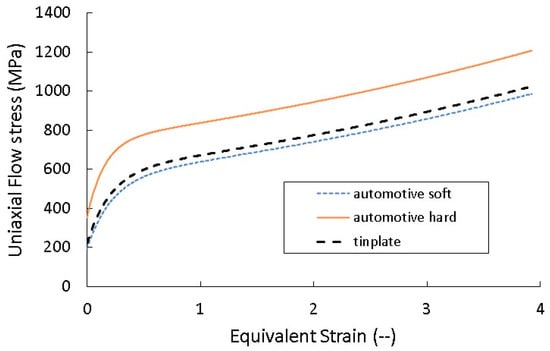
Figure 7.
Database results for the stress–strain curve of the three materials that were rolled during the trial.

Table 1.
Rolling schedules for the three grades that were rolled during the trial.
In total, 17 coils were rolled in the experiment. Two coils were used to run in the work rolls, as it is well-known that work roll wear is high when rolling the first coil in a work roll campaign. After these initial coils, the work roll roughness only marginally changed during the trial. Table 2 specifies which lubricant was used for each coil. The second experiment with the reference emulsion (coil 15 and 16) was carried out to validate the assumption that the work roll wear after the first coil was relatively low.
Table 2.
Overview of lubricant formulations used for each coil of the pilot mill experiment. “Ref” refers to the reference lubricant.
The main evaluation criteria of the lubricants are the lubricity (quantified by an average coefficient of friction during rolling) and the strip cleanliness (i.e., the amount of iron fines and carbonous residues on the strip after rolling). The latter is quantified by measuring the reflectivity of a tape that was stuck to the strip surface after cold rolling. If no residues are present on the strip surface, the tape is clean and gives 100% reflectivity. The more carbonous residues and iron fines that are present in the tape, the lower the reflection value. The results related to the lubricity are presented in Section 4.1; the strip cleanliness results are presented in Section 4.2.
4.1. Pilot Mill Results: Coefficient of Friction
The following parameters that are indicative of the friction during rolling were measured on the pilot mill:
- -
- The rolling force;
- -
- The forward slip (defined as , where is the exit speed of the strip and is the roll speed);
- -
- The rolling torque.
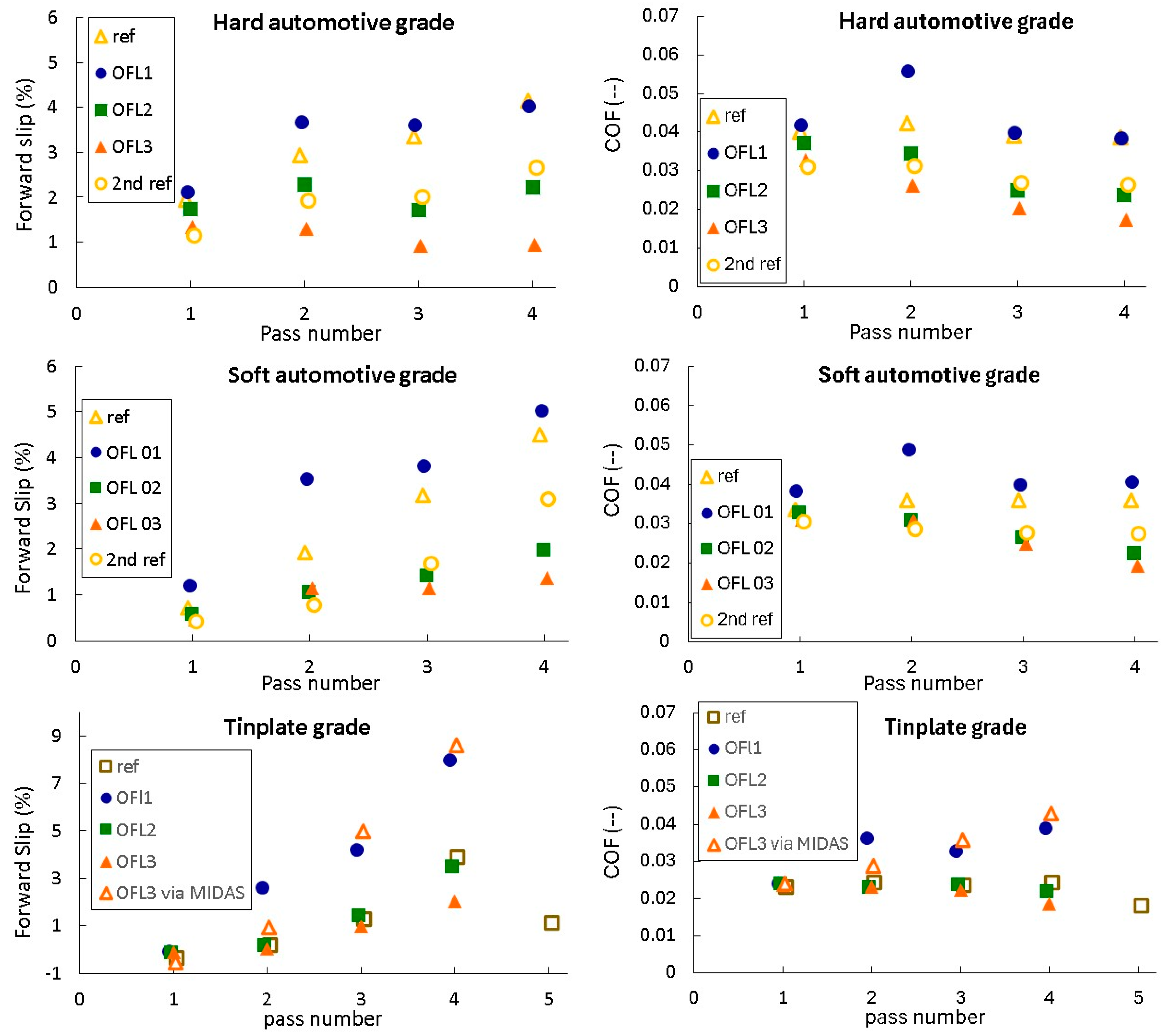
The lower the friction in the roll bite, the lower each of these parameters are. The speed of the strip and the work roll can be measured with very high accuracy (with tachometers); therefore, the forward slip can be determined with the highest accuracy. Therefore, based on this parameter, a slab model is used to back-calculate a coefficient of friction for each experiment. The measured forward slip was already presented in [43] and is shown again in Figure 8. The back-calculated coefficients of friction (COF) are also shown in Figure 8. The coefficient of friction varies for all experiments between 0.02 and 0.05, which are typical values for cold rolling [44]. For this study, the absolute value of the COF is not very important (because it also depends on the model); what matters are the differences between the various lubricants, because these serve the purpose of evaluating the applicability of OFLs for cold rolling. It is expected that the measurement accuracy of the forward slip is approximately 0.1 percent points; furthermore, the other variable input parameters of the model (strip thicknesses and tensions) are measured with high accuracy. The differences in the measured forward slip (Figure 8) are much higher and can therefore be considered significant.
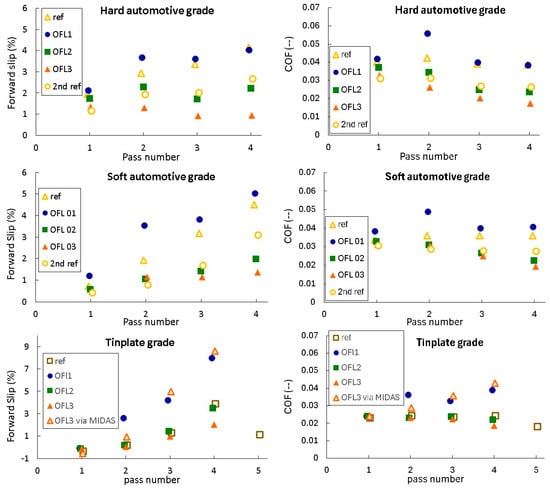
Figure 8.
(Left): measured forward slip during the pilot mill experiment; (right): back-calculated coefficient of friction.
The following conclusions can be drawn from the results in Figure 8.
- -
- The 2nd reference with O/W emulsion shows a lower forward slip than the 1st reference (thus, friction is lower for the 2nd reference). This is expected because the work rolls have slightly worn off during the trial. However, the difference between the 1st and 2nd reference is rather small compared to the differences between the different lubricants, showing that the work roll wear does not dominate. The differences between the various lubricants can therefore be attributed to the lubricant itself (and not the work roll wear).
- -
- Up to high rolling speeds (the 3rd and 4th pass were carried out at 10 m/s resp. 11 m/s), the OFLs perform reasonably well.
- -
- For the automotive grades, OFL1 results in similar (but slightly higher) COF than the reference emulsion. In contrast, OFL2 and OFL3 result in lower COF than the reference emulsion.
- -
- For the tinplate grade, it was impossible to complete pass five of the rolling schedule with the OFLs in the recirculating system. With an extra-high concentration of OFL3 in the MIDAS, it was possible to roll the 5th pass, but only at an adapted rolling speed and with a very low thickness reduction of 6% (therefore, this datapoint is not shown in Figure 8). Only with the conventional reference lubricant was it possible to roll the 5th pass at the foreseen rolling speed and at the desired thickness reduction of 35%. With the OFLs, work roll kissing apparently occurred in the 5th pass. The rolling force was very high, while the thickness reduction remained relatively low. In contrast, in passes 1–4, the OFLs performed equally as well as the reference product. This must be investigated further to determine whether or not this is a particularity of the oil-based lubricant; furthermore, the experimental results should be duplicated in a subsequent pilot mill trial.
- -
- The conclusions above show that to discern between different lubricants, rolling processes with thin material can best be used (which is in agreement with the rolling theory [45]). It seems as if the rolling of very thin material is a critical test for OFLs, and this finding should be incorporated in the trial program for any future OFL developments.
4.2. Pilot Mill Results: Strip Cleanliness
Strip cleanliness is an important customer requirement. The presence of iron fines and/or oily residues can cause problems in plating lines [46,47] or problems in subsequent annealing steps [46]. The cold rolling lubricant significantly influences the strip cleanliness after cold rolling [48]. In this section, the performance of the OFLs is compared to the that of the conventional O/W emulsions.
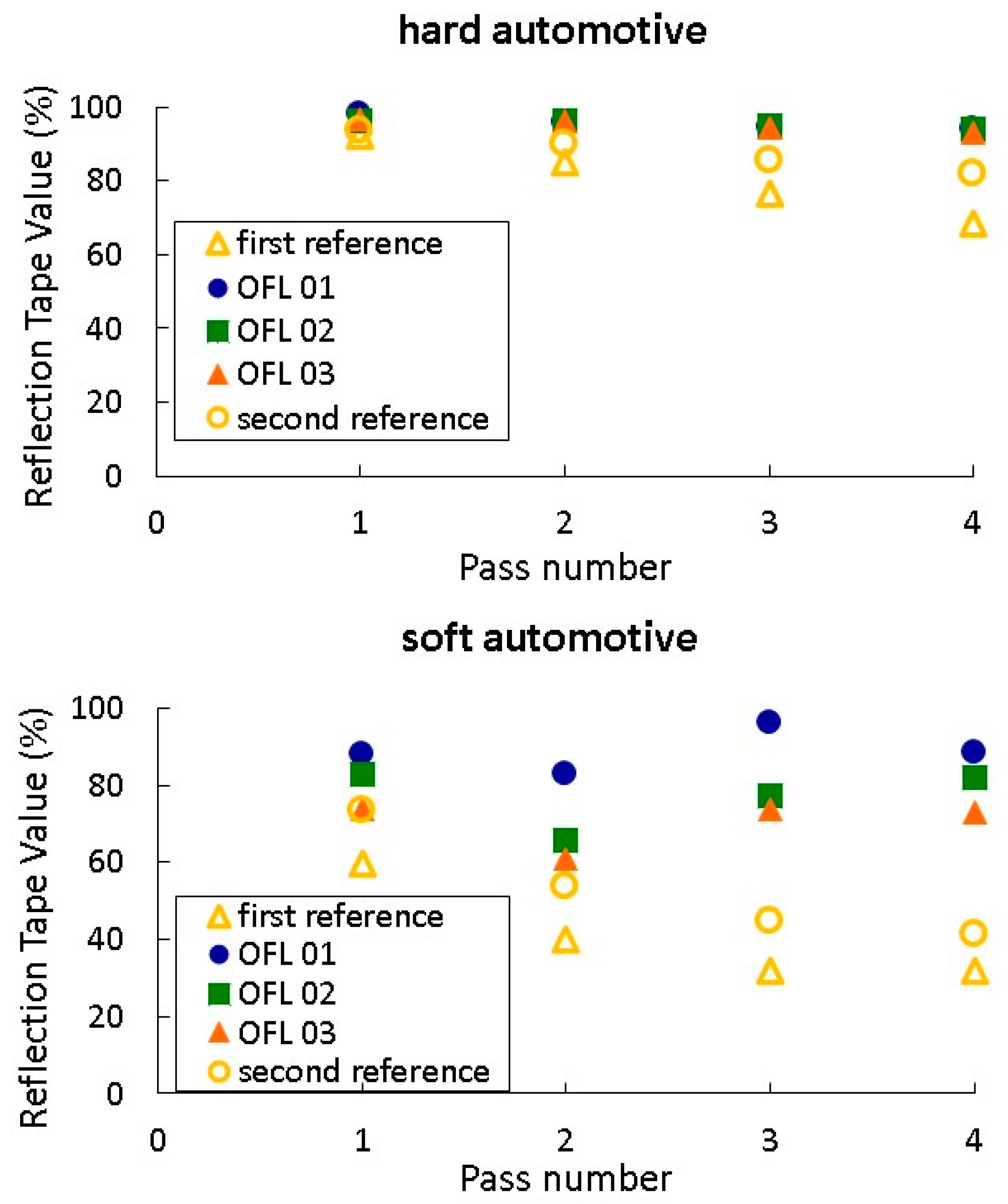
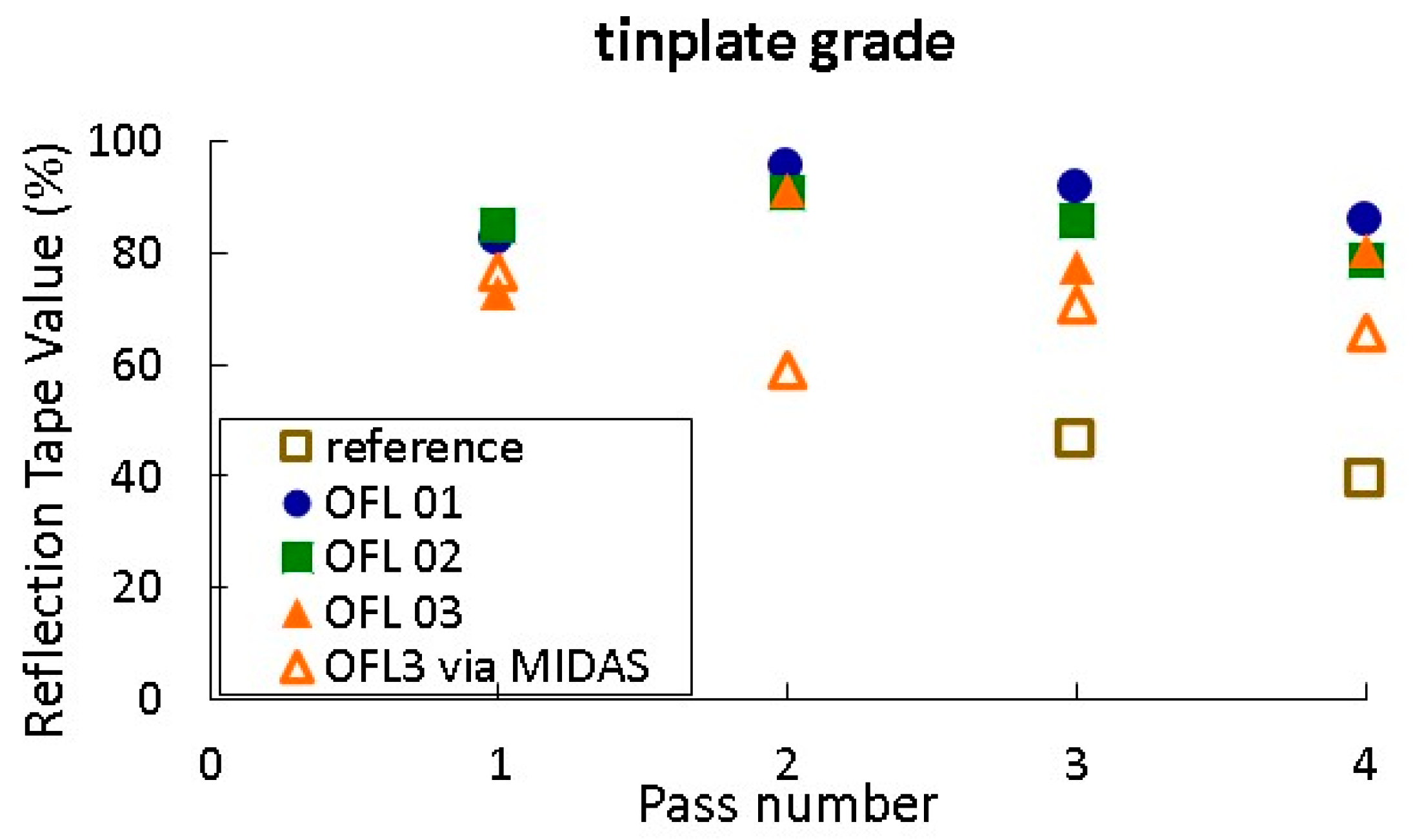
After each pass, eight tapes were taken (four on the top strip surface and four on the bottom strip surface). The average strip cleanliness (reflection tape value) after each pass is shown in Figure 9.
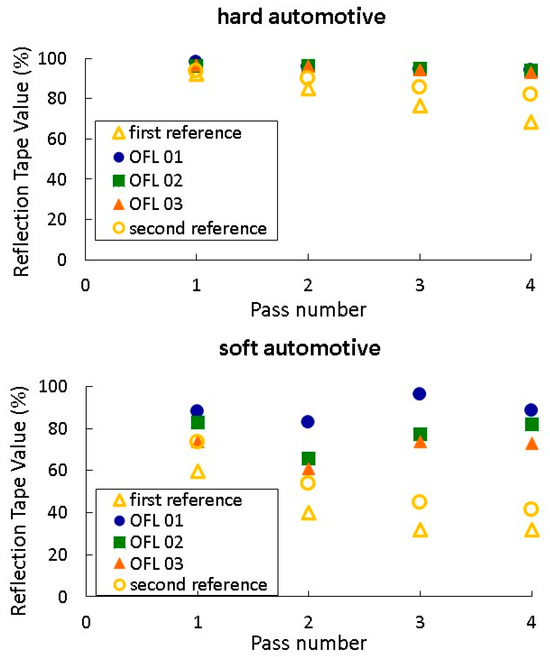
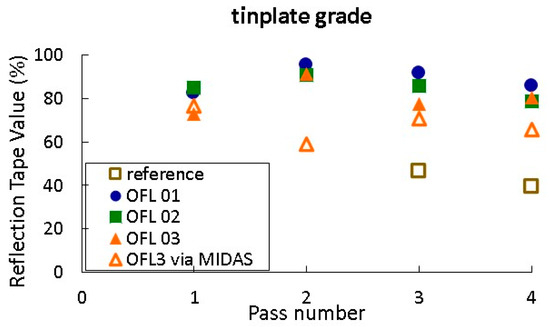
Figure 9.
Strip cleanliness results for each lubricant type as a function of pass number. Each data point is the average of 8 reflection tapes (4 on the top strip surface, 4 on the bottom strip surface).
It follows from Figure 9 that the strip cleanliness after rolling is very good when OFLs are used as the lubricant.
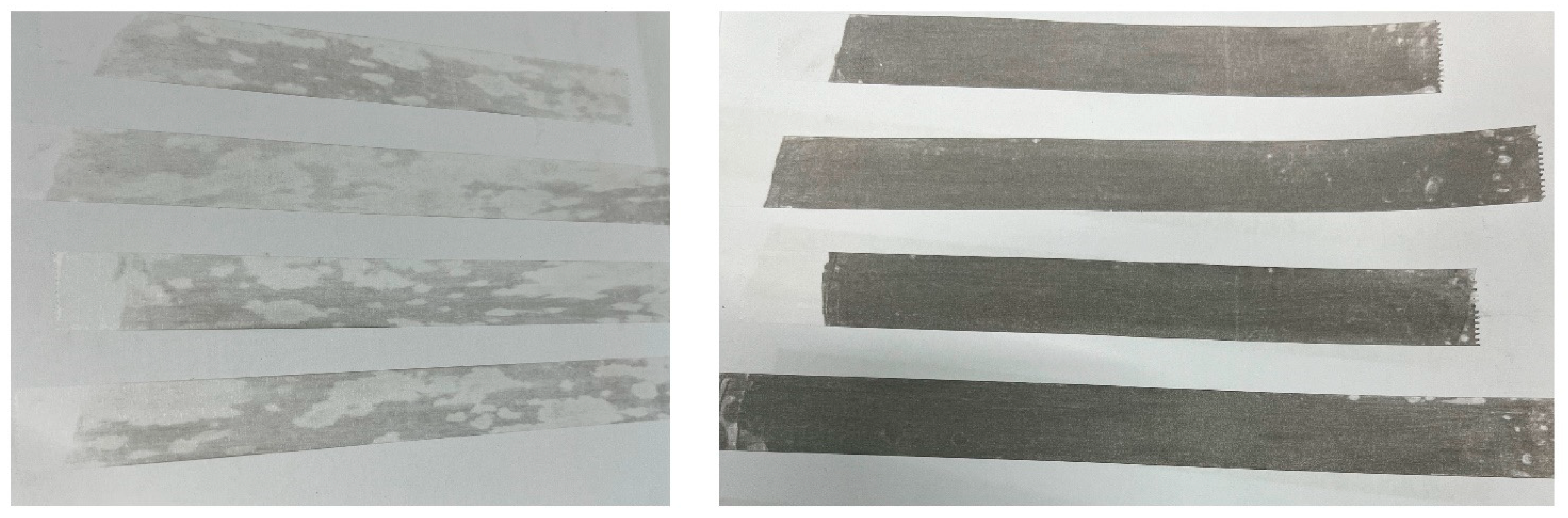
One critical remark on the strip cleanliness result with OFLs is that the reflection tapes seemed less homogeneous than with the conventional rolling oils. In Figure 10, photos of the tapes are shown to visualise this. The tapes obtained using the reference product are rather uniformly black, while the tapes obtained using OFL3 (also with OFL1 and 2) could be quite non-uniform. The current viewpoint on this is that the reflection tapes with conventional lubrication are also inhomogeneous, but the differences between the various levels of black are visually not easy to discern. The reflection tapes obtained using OFLs range from white to greyish, which is visually easier to discern.
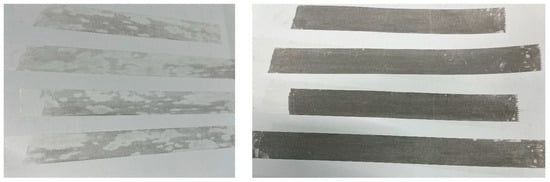
Figure 10.
(Left): tape tests after 4 passes on coil 14 (tinplate grade with OFL3 in the recirculating system). (Right): tape tests after 4 passes on coil 5 (tinplate grade with reference O/W dispersion applied via the MIDAS).
4.3. Pilot Mill Trial: Miscellaneous Results
This section briefly summarises some other results of the pilot mill trial:
- (1)
- The strip temperature was measured before and after each rolling pass. Only for OFL1 was the strip temperature before pass one lower than the cloud-point. The strip temperature before the other passes and after each pass was higher than the cloud-point for all of the OFLs.There was no clear relation between the measured strip temperature and the performance of the OFLs (or the conventional lubricants).
- (2)
- For OFL1, there was important mist formation in each pass, despite the available air suction system at the pilot mill. The degree of mist formation would not be acceptable in industrial cold rolling.
- (3)
- A magnetic filter was installed to examine the uptake of iron fines by an OFL solution. Furthermore, a monitoring device for OFL was installed during the pilot mill trial, which measured the conductivity, pH, temperature, refractive index and turbidity of the solution. The conclusions from this analytic device will be separately reported.
5. Summary and Outlook
The objective of the ROF-II project is to introduce Oil-Free Lubricants into the steel cold rolling industry.
Our analysis of the results of the previous ROF project suggests that state-of-the art OFLs lubricate equally as well as O/W emulsions in the boundary lubrication regime. However, they also suggest that, at higher rolling speeds and in the mixed lubrication regime, the OFLs lubricate less well than the reference emulsions. This suggests that, at that stage in the project, film formation was not as efficient as it was with O/W emulsions.
A new pilot mill trial was carried out at a relatively high rolling speed (up to 12 m/s). The following conclusions can be drawn:
- -
- All three OFLs result in very good strip cleanliness (quantified by the reflection tape value).
- -
- In the automotive steel rolling trials, OFL2 and OFL3 result in lower COF than the emulsion for the reference sheet mill (Thyssenkrupp Bruckhausen), while OFL1 performs slightly worse than this reference.
- -
- In the tinplate steel rolling trials, OFL2 and 3 perform equally as well in the first passes, but in the last pass with the thinnest material, the reference (oil-based) product performs better. Again, OFL1 performs slightly worse than the reference.
In the ROF project, the OFLs performed well on the pilot mill, but worse on the industrial mill; a possible explanation for this was related to the lower rolling speed in the pilot mill trials. The current pilot mill trials were carried out at rolling speeds almost equal to industrial rolling (up to 12 m/s), and the OFLs performed well under these conditions. Therefore, these initial results seem to indicate that the currently investigated OFLs are more suitable for cold rolling than the OFLs that were investigated in the ROF project.
Based on the pilot mill results, the most critical rolling process for the OFLs seems to be the high-speed rolling of thin material, which is typically the last stand of a tinplate cold rolling mill. The implications of this for the industrial implementation of OFLs in the cold rolling of steel must be incorporated in future pilot mill trials that are foreseen in the ROF-II project. Further optimisation of the OFLs by Quaker Houghton will focus on the tribological properties that are most relevant under these conditions. In addition to the technological challenge of lubrication, a rolling process for thin material at high speed, another challenge is to make an economically feasible application of OFL.
Author Contributions
Conceptualization, L.J.; Investigation, L.J.; Writing—original draft, L.J. and B.S.; Writing—review & editing, D.R., A.B., V.C., O.T., M.R., M.S., B.S., M.C. and W.F.; Visualization, L.J. All authors have read and agreed to the published version of the manuscript.
Funding
This work is partly funded by the Research Fund for Coal and Steel (grant agreement 101112433).
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
The authors express their gratitude to Research Fund for Coal and Steel for the support.
Conflicts of Interest
Author Leon Jacobs was employed by the Tata Steel, Research & Development. Authors Delphine Rèche and Andreas Bán were employed by VDEh-Betriebsforschungsinstitut GmbH. Author Martin Raulf was employed by the thyssenkrupp Steel Europe AG. Author Martin Schlupp was employed by the thyssenkrupp Rasselstein GmbH. Authors Bas Smeulders, Mike Cook, and Wim Filemon were employed by the Quaker Houghton BV. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- Diegelmann, V.; Ostrowski, J.; Folland, C.; Raulf, M.; Batista, C.; Charbonnier, P.; Speer, M.; Johnson, A.; Saffer, T.; Mintken, S. Application of Single-Phase Oil-Free-Lubricants in Cold and Hot Rolling of Flat Material. In Tribology—Industrial and Automotive Lubrication; Technische Akademie Esslingen: Esslingen, Germany, 2020. [Google Scholar]
- Chakraborty, S.; Giri, S.S.; Pandit, A.; Bhagat, A.; Jha, A.K. Kinetics study of cold rolling lubricant degradation through advanced instrumental techniques. Lubr. Sci. 2022, 35, 171–182. [Google Scholar] [CrossRef]
- Cassarini, S. Modélisation du Film Lubrifiant dans la Zone D’entrée, pour la Lubrification par Emulsion en Laminage à Froid. Ph.D. Thesis, École Nationale Supérieure des Mines de Paris, Paris, France, 2007. (In French). [Google Scholar]
- Schey, J.A. Tribology in Metalworking Friction, Lubrication and Wear; American Society for Metals: Metals Park, OH, USA, 1983; ISBN 0871701553. [Google Scholar]
- Wilson, W.R.D.; Walowit, J.A. An Isothermal Hydrodynamic Lubrication Theory for Strip Rolling with Front and Back Tension. In Tribology Convention; Institution Mechanical Engineers: London, UK, 1971; pp. 164–172. [Google Scholar]
- Lévêque, R.; de Werbier, P.; Biausser, H.; Fromholz, C. Lubrication as an element of cold rolling process. Rev. Métallurgie 1991, 88, 849–860. [Google Scholar] [CrossRef]
- Hiver, P. Synthese et Etude D’additifs Bifonctionnels Extreme-Pression et Tensioactifs pour Lubrifiants. Ph.D. Thesis, Université Paul Verlaine-Metz, Metz, France, 1995. (In French). [Google Scholar]
- Reich, R.; Wise, J.; Colbert, R. The Effectiveness of Boundary and Hydrodynamic Lubrication when Cold Rolling Aluminum Metal. Tribol. Trans. 2008, 51, 627–635. [Google Scholar] [CrossRef]
- Kimura, Y.; Fujita, N.; Matsubara, Y.; Kobayashi, K.; Amanuma, Y.; Yoshioka, O.; Sodani, Y. High-speed rolling by hybrid-lubrication system in tandem cold rolling mills. J. Mater. Process. Technol. 2015, 216, 357–368. [Google Scholar] [CrossRef]
- Tak Takakusaki, T.; Iwasaki, M.; Fukuyama, S.; Misonoh, K. Development of Rolling Oil for High Speed Cold Strip Rolling. Trans. Iron Steel Inst. Jpn. 1982, 22, 233–241. [Google Scholar] [CrossRef]
- Meulders, J.B.A.F. Coolant Demands for Silicon Steel Rolling. In Proceedings of the AISTech Conference 2023, Detroit, MI, USA, 8–11 May 2023. [Google Scholar]
- Chakraborty, S.; Giri, S.S.; Pandit, A.; Bhagat, A.N.; Prakash, R.; Jha, A.K. Effect of Ageing of Rolling Oil on the Performance of Cold-Rolled Steel. Lubr. Sci. 2023, 36, 457–467. [Google Scholar] [CrossRef]
- Dong, H.; Zhang, Y.; Hu, W.; Ba, Z.; Zhang, Y. Design and Engineering Application of Direct Mixing Lubrication System for Emulsion Pipeline in Secondary Cold Rolling Mill. Mech. Eng. Sci. 2020, 2, 36–47. [Google Scholar] [CrossRef]
- Jacobs, L.; Verhoeven, R.; Drent, P.; op ’t Roodt, J.; van Eijk, E.; Story, P. Flexible Lubrication Trial on Double Cold Reduction Mill No. 11 of Tata Steel. In Proceedings of the 12th International ROLLING Conference, Trieste, Italy, 26–28 October 2022. [Google Scholar]
- Lo, S.-W.; Yang, T.-C.; Lin, H.-S. The lubricity of oil-in-water emulsion in cold strip rolling process under mixed lubrication. Tribol. Int. 2013, 66, 125–133. [Google Scholar] [CrossRef]
- Lee, R.-T.; Yang, K.-T.; Chiou, Y.-C. Mixture Lubrication with Emulsions in Cold Rolling. Tribol. Trans. 2016, 59, 748–757. [Google Scholar] [CrossRef]
- Der, O.; Bertola, V. An experimental investigation of oil-water flow in serpentine channel. Int. J. Multiph. Flow 2020, 129, 103327. [Google Scholar] [CrossRef]
- Kovalev, A.; Yagodnitsyna, A.; Bisky, A. Plug flow of immiscible liquids with low viscosity ratio in serpentine microchannels. Chem. Eng. J. 2021, 417, 127933. [Google Scholar] [CrossRef]
- Ma, L.; Ma, X.; Bai, S.; Zhou, C.; Jiang, Z.; Wang, T.; Zhao, J. Research progress of nanolubrication for rolling process. Int. J. Adv. Manuf. Technol. 2023, 129, 999–1015. [Google Scholar] [CrossRef]
- Ma, L.; Ma, L.; Lian, J.; Wang, C.; Ma, X.; Zhao, J. Tribological Behavior and Cold-Rolling Lubrication Performance of Water-Based Nanolubricants with Varying Concentrations of Nano-TiO2 Additives. Lubricants 2024, 12, 361. [Google Scholar] [CrossRef]
- Antonicelli, M.; Liuzzo, U.; Palumbo, G. Evaluation of the Effect of a Natural-Based Emulsion on the Cold Rolling Process. J. Manuf. Mater. Process. 2023, 7, 121. [Google Scholar] [CrossRef]
- Gryglewicz, S.; Piechocki, W.; Gryglewicz, G. Preparation of polyol esters based on vegetable and animal fats. Bioresour. Technol. 2003, 87, 35–39. [Google Scholar] [CrossRef]
- Guglielmi, P.; Davoodi, F.; Palumbo, G.; Carbone, G. Tribological behaviour of microindented 100Cr6 steel surfaces in dry contact conditions. Int. J. Adv. Manuf. Technol. 2024, 133, 2381–2400. [Google Scholar] [CrossRef]
- Sato, T.; Besshi, T.; Sato, D.; Tsutsui, I. Effect of water based lubricants on wear of coated material. Wear 2001, 249, 50–55. [Google Scholar] [CrossRef]
- Fan, M.; Du, X.; Ma, L.; Wen, P.; Zhang, S.; Dong, R.; Sun, W.; Yang, D.; Zhou, F.; Liu, W. In situ preparation of multifunctional additives in water. Tribol. Int. 2019, 130, 317–323. [Google Scholar] [CrossRef]
- Liu, Z.; Xue, W.; Shi, J.; Han, S.; Yan, J. Recent advances in polyalkylene glycol base oil. Res. Chem. Intermed. 2024, 50, 1515–1539. [Google Scholar] [CrossRef]
- Greaves, M.R. PolyAlkylene Glycols: Present and future applications. Tribol. Lubr. Technol. 2013, 69, 34–39. [Google Scholar]
- N Sagraloff, N.; Dobler, A.; Tobie, T.; Stahl, K.; Ostrowski, J. Development of an Oil Free Water-Based Lubricant for Gear Applications. Lubricants 2019, 7, 33. [Google Scholar] [CrossRef]
- Rudnick, L.R. Lubricant Additives: Chemistry and Application, 3rd ed.; CRC Press: Portland, OR, USA, 2017. [Google Scholar]
- Basten, S.; Kirsch, B.; Hasse, H.; Aurich, J.C. Formulation of sub-zero metalworking fluids for cutting processes: Influence of additives. J. Manuf. Sci. Technol. 2020, 31, 25–33. [Google Scholar] [CrossRef]
- Lenard, J.G. (Ed.) Metal Forming Science and Practice; Elsevier Science: Amsterdam, The Netherlands, 2002. [Google Scholar]
- Tahir, M. Some Aspects on Lubrication and Roll Wear in Rolling Mills. Ph.D. Thesis, KTH Royal Institute of Technology, Stockholm, Sweden, 2003. [Google Scholar]
- Johnsson, A.; Ekman, M.; Janols, A. Developing environmentally friendly rolling lubricants. J. Eng. Tribol. 2011, 225, 932–939. [Google Scholar] [CrossRef]
- Diegelmann, V.; Raulf, M.; Charbonnier, P.; Batista, C.; Speer, M.; Nitzsche, G.; Johnson, A.; Sidestam, P.; Folland, C.; Ostrowski, J.; et al. Steel Cold Rolling with Aqueous Oil-Free Lubricants, Final Report RFCS (Grant Agreement 709504). Available online: https://www.bfi.de/en/projects/rolloilfree-steel-cold-rolling-with-aqueous-oilfree-lubricants/ (accessed on 14 April 2025).
- Helmetag, K. Predictive Testing of Steel Rolling Oils Using the Elastohydrodynamic Lubrication Rig. Tribol. Trans. 2005, 48, 119–126. [Google Scholar] [CrossRef]
- Smeulders, B. Novel Laboratory Lubrication Tests for Cold Rolling Emulsions. Iron Steel Technol. 2015, 12, 56–64. [Google Scholar]
- Gonçalves, J.L., Jr.; Biasoli de Mello, J.D.; Costa, H.L. Wear in cold rolling milling rolls: A methodological approach. Wear 2019, 426–427, 1523–1535. [Google Scholar] [CrossRef]
- Jianlin, S.; Xinming, Z. Evaluation of Lubricants for Cold Rolling Aluminum Strips. J. Cent. South Univ. Technol. 1997, 4, 65–68. [Google Scholar] [CrossRef]
- van Steden, H.; Neumann, W.; Suilen, F.; Bos, S.; Schoone, E. Pilot mill as the key to optimize lubrication and strip cleanliness. In Proceedings of the 7th International Conference on Steel Rolling, Chiba, Japan, 9–11 November 1998; pp. 467–472. [Google Scholar]
- Rolland, S.; Tacik, F.; Laugier, M.; Masson, P. Changement d’huile et optimization du process des émulsions recirculées du train tôles minces de Ste Agathe. Metall. Res. Technol. 2004, 101, 731–778. [Google Scholar]
- Lin, J.F.; Huang, T.K.; Hsu, C.T. Evaluation of lubricants for cold strip rolling. Wear 1991, 147, 79–91. [Google Scholar] [CrossRef]
- Colla, V. Comprehensive Overview of the ROF-II Project, Deliverable D1.1. 2024. Available online: https://www.rolloilfree2.eu/public-deliverables/ (accessed on 14 April 2025).
- Bakermans, P.; Smeulders, B.; Jacobs, L. Oil Free Lubricants for the Steel Cold Rolling Process. In Proceedings of the AISTech 2025, Nashville, TN, USA, 5–8 May 2025. [Google Scholar]
- Yuen, W.Y.D.; Popelianski, Y.; Prouten, M. Variations of Friction in the Roll Bite and their Effects on Cold Strip Rolling. Iron Steelmak. 1996, 23, 33–39. [Google Scholar]
- Von Karman, T. Beitrag zur Theorie des Walzvorganges. Z. Angew. Math. Mechanik 1925, 5, 139–141. [Google Scholar] [CrossRef]
- Krauth, P.J. Contrôle de la propreté des surfaces d’aciers. Rev. De Métallurgie 2002, 99, 561–568. (In French) [Google Scholar] [CrossRef]
- Fisher, T.W.; Lezzi, R.A.; Madritch, J.M. Theoretical and practical considerations of sheet steel surface cleanliness. SAE Trans. 1980, 89, 923–935. [Google Scholar]
- Klare, A.; Krietemeier, T.; Brüne, B.; Conradt, S. Increased Product Range and Cost Reduction by Modern Cold Rolling Emulsion. In Proceedings of the 6th European Rolling Conference & 9th International Rolling Conference, Venice, Italy, 10–12 June 2013. [Google Scholar]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).