Abstract
The concept of heating the near-wellbore zone (NWZ) using activated aluminum alloys offers a novel approach to enhancing oil recovery. This article reviews research on the development of hydrocarbon-based solvent formulations for removing asphaltene–resin–paraffin deposits (ARPD) in the NWZ and restoring well productivity. A comprehensive analysis of ARPD composition enabled the selection of solvent systems tailored to specific deposit types. The efficiency of ARPD removal from the NWZ, downhole equipment, and oil gathering systems in heavy and highly viscous Kazakhstani crude oils was evaluated using hydrocarbon solvent blends (e.g., hexane–toluene, gasoline–o-xylene, o-xylene–hexane–1-hexene) with surfactants (polyoxyethylene sorbitan–maleic anhydride esters), atactic polypropylene (APP), and activated aluminum alloys. The developed formulations accelerated ARPD breakdown and reduced energy consumption. It has been established that the optimal concentration of APP (0.5 wt.%) provides up to 100% cleaning efficiency and increases dissolving capacity by 25–30% compared to traditional binary systems. Cleaning efficiency is driven by a thermochemical reaction between water and the aluminum alloy, 2Al + 6H2O → 2Al(OH)3 + 3H2↑ + 17 kJ, which depends on the alloy’s microstructure, grain boundary condition, and additive distribution. The exothermic effect of the reaction leads to the formation of a hot gas–steam–hydrogen mixture, where atomic hydrogen actively breaks down ARPD and increases the reservoir permeability by 2 to 4.5 times. Results show that a composite formulation of hexane–toluene–alloy–H2O2 (46.5:15:0.25:38.25) reduces the treatment time of ARPD-3 from 60 to 10 min while maintaining high efficiency at the level of 98.3%.
1. Introduction
Technological processes of oil production are complicated by paraffin-salt deposits in the near-wellbore zone, as well as in downhole and surface equipment, which lead to reduced productivity and increased volumes of maintenance and preventive operations. According to the authors [1,2,3,4,5,6,7], the formation of ARPD is caused by the disruption of thermodynamic phase equilibrium in reservoir fluids during their ascent to the surface. This is due to continuously changing pressure, temperature, and the gas-to-oil ratio, as well as the composition of the gas and liquid phases and the phase transitions of various hydrocarbons. As noted in [7], asphaltene molecules undergoing changes in pressure and temperature, or during gas injection processes (e.g., CO2 injection), may become unstable, leading to their precipitation from crude oil. Asphaltene deposition in the reservoir can cause formation damage, while deposition in production tubing may reduce flow rates or even clog the wells, posing one of the main challenges in the production and transportation of asphaltene-containing crudes.
To more accurately predict and control flow assurance issues caused by asphaltene precipitation, it is crucial to determine the pressure, temperature, and gas injection conditions under which precipitation occurs for different crude oil samples, as well as the quantity of the precipitate formed.
To address this, reference [7] presents an algorithm for calculating three-phase vapor–liquid–solid (VLS) equilibrium of asphaltene precipitation in the vapor and liquid phases. Testing showed that the molar volume of the asphaltene component can significantly affect the lower boundary of precipitation in the PT phase diagram: the larger the molar volume, the lower the boundary.
Pressure and temperature have a substantial impact on asphaltene precipitation. At a fixed temperature, the amount of precipitated asphaltenes first increases, reaches a maximum, and then decreases with increasing pressure. At a given pressure, the amount of asphaltene precipitation decreases as the temperature increases. The maximum weight fraction of precipitated asphaltenes also decreases with increasing concentration of the injected gas.
With the changed composition balance of crude oil, a decrease in its ability to dissolve ARPD is observed [6]. The dissolution level of heavy organic compounds in crude oil depends on the ratio of polar to nonpolar molecules, as well as light to heavy molecules in the oil. According to gas chromatographic analysis data, alkanes with carbon numbers up to C100 account for more than 20% by weight [3,4,5].
The crystallization temperature of paraffin from crude oil determines the conditions for ARPD formation [6,7]. A decrease in temperature along the wellbore of a producing well causes a change in the physical state of components, leading to the formation of crystallization centers and growth of paraffin crystals [1]. It is noted [7] that the closer to the wellhead, the higher the content of ceresins in ARPD, and accordingly, the greater the structural strength of the organic deposits.
The process of paraffin formation, its intensity, and the composition of ARPD are determined by the properties and composition of the produced crude oil, the thermo- and hydrodynamic conditions of the productive horizons, the methods of well development and operation, as well as the ratio of asphaltic (A) to resinous (R) compounds in the crude oil [5,6,7,8,9,10,11,12]. It has been established [8,11] that with an increase in the A/R ratio, the paraffin saturation temperature of the oil decreases due to a lack of stabilizing components (resins). In this case, asphaltene associates in the oil are less stabilized; the paraffin crystallization process is suppressed by the associates, and paraffin precipitation does not occur. Conversely, at low A/R values, the paraffin saturation temperature increases, asphaltenes do not influence paraffin formation, and paraffin freely precipitates from the oil.
According to [11,12], the mechanism of ARPD formation and accumulation is adsorption-based and occurs on equipment surfaces under four-phase flow conditions (oil–gas–paraffin–formation water). This happens either due to the adhesion of paraffin crystals nucleating directly within the fluid flow to the surface, or due to the nucleation and growth of crystals directly on the metal surfaces of tubing (PCP), where mechanical adhesion occurs with surface cracks and irregularities, followed by nucleation and growth of crystals on the resulting resin–paraffin film.
Mathematical models describing the mechanism of paraffin deposition in crude oil within closed flow loops have been studied in works [13,14,15,16,17,18,19]. The authors [13,14] argue that for comprehensive modeling of crude oil flow, the model must include mechanisms governing both paraffin deposition and removal. It is noted [15] that, in most cases, the dominant mechanism of paraffin deposition is molecular diffusion. Gravitational settling and dispersion deformation contribute insignificantly to paraffin deposition formation. Asevedo [16] claims that dispersion deformation influences the rate at which paraffin accumulates. Mechanisms of paraffin removal include the action of internal deformation forces (detachment, ablation) [17,18]. Other mechanisms, including thermophoresis, the Saffman effect, and turbophoresis, have also been considered in paraffin deposition models by Merino-Garcia [19].
In recent years, a strategic objective for the development of Kazakhstan’s oil and gas sector has been the stabilization and gradual increase in oil production through both the development of new deposits and fields, as well as the improvement in the efficiency in operating existing oil assets. One of the important components of oil reserves, not only in Kazakhstan but also in other oil-producing countries, consists of fields with crude oil viscosity exceeding 35 mPa·s. Due to the development of heavy and highly viscous oil fields containing significant amounts of paraffin hydrocarbons, asphaltenes, and resins, the problem of combating ARPD has become widespread, important, and urgent. A novel approach to enhancing the oil recovery factor (ORF) of wells is the concept of heating the near-wellbore zone using physicochemical treatment with high-energy alloys and the targeted action of the resulting hot hydrocarbon gas–steam mixture. The fundamental distinction of this technology is that hydrogen does not dissolve in the oil but reacts chemically with its components, decomposing ARPD and improving the commercial properties of the oil [16,17,18,19,20].
One of the key scientific principles of this technology is the experimental confirmation that hydrogen, especially atomic hydrogen, acts as an activator of the diffusion process and increases the gas permeability of productive reservoir collectors by 2 to 4.5 times. It also facilitates the filtration of chemically active components into the formation, where secondary reactions occur with its mineral matrix and formation damage agents (colmatants) [20,21]. The complex composition and variety of components forming ARPD require detailed study of physicochemical approaches to selecting solvents for their removal [22,23,24,25,26,27,28] and reagents for their prevention. The issues of ARPD removal using hydrocarbon solvents—including aliphatic, aromatic, and unsaturated hydrocarbons—as effective chemical dissolving formulations and cleaning agents are discussed in works [24,25,26,27,28]. Dissolving formulations composed of three components have been studied: aliphatic and aromatic hydrocarbons, and surfactants (ionic, nonionic, or their mixtures). The combination of aliphatic and aromatic hydrocarbons is achieved both by compounding and by using specific hydrocarbon fractions [22,23,24,25,26,27,28]. Aliphatic hydrocarbons commonly used include hexane or hexane fractions and straight-run gasoline, while aromatic hydrocarbons include toluene or o-xylene [26,27,28,29]. In addition to aliphatic and aromatic hydrocarbons, unsaturated hydrocarbons are sometimes incorporated into ARPD removal formulations [25].
This scientific article presents a systematic review of research on the development of composite dissolving formulations with high efficiency for cleaning (dispersing and dissolving) ARPD from heavy and highly viscous oils of Kazakhstani oil fields, as well as physicochemical treatment methods using multicomponent alloys of light and dispersed metals to restore well productivity.
Based on a comprehensive study of the structural-group composition of ARPD, targeted selection of effective composite dissolving formulations was carried out for each type of deposit. Binary and ternary solvent systems were chosen for ARPD removal to ensure thorough cleaning of the well and downhole equipment, taking into account the evaluation of the dissolving efficiency of new multicomponent composite formulations, the availability and economic feasibility of hydrocarbon solvents and modifiers, and criteria for their applicability [10,22,28].
An environmentally friendly approach to solving asphaltene-related challenges in the oil industry is proposed in [30]. To reduce and sustainably manage asphaltene deposition during oil production at the Karazhanbas field while minimizing environmental impact, researchers utilized deep eutectic solvents (DES), known as “green” solvents. Three DES formulations were studied: DES1 (citric acid/glycerol, ratio 1:4), DES2 (citric acid/ethylene glycol, 1:4), and DES3 (choline chloride/glycerol, 1:2). Asphaltene precipitation was investigated both with and without DES inhibitors. The results showed that DES3 can be used as an effective asphaltene deposition inhibitor, as evidenced by significantly smaller asphaltene particle sizes compared to other DES formulations and the control sample without DES.
Green solvents include bio-based compounds such as methyl soyate, ethyl lactate, d-limonene (extracted from orange peels), various fatty acids, and vegetable oils. These solvents possess moderate solubility for paraffins and resinous components while demonstrating low toxicity and high biodegradability [31,32]. Alcohol-based solvents such as ethanol and isopropanol are used in mixtures with surfactants and co-solvents to enhance solubility and promote emulsification, while reducing the concentration of toxic components [31]. Ionic liquids and deep eutectic solvents (DES) formed from mixtures of chlorides and hydrogen bond donors, e.g., choline chloride with glycerol or urea, are of particular interest. These systems exhibit low volatility, tunable physicochemical properties, and high thermal stability, making them promising for dispersing asphaltenes and resinous fractions [28,32,33,34].
In addition, aqueous formulations with surfactants are being developed, including bio-based surfactants, sugar-based surfactants, and amino acid surfactants capable of breaking down ARPD structures without the use of aggressive organic solvents, thus ensuring biodegradability and low toxicity [31]. Mixtures of vegetable oils with polar additives such as ethanol or isopropanol are used as mild dispersing media that can partially dissolve paraffinic fractions, reducing environmental harm, although they act more slowly than aromatic solvents [30].
The choice of green solvent depends on the type of ARPD. For paraffinic deposits, fatty acids, vegetable oil esters, or vegetable oil–alcohol compositions are preferred, as they enable gentle dissolution of solid paraffins, although their solubility may be lower than that of conventional aromatic systems, sometimes requiring elevated temperatures. For resin–asphaltene-type deposits, DES and ionic liquids, as well as terpenes like limonene, are used to disperse asphaltene aggregates and offer a biodegradable alternative to aromatic solvents despite their higher cost and the need to ensure compatibility with process conditions. Mixed or transitional ARPDs require universal multicomponent systems that combine bio-based solvents with surfactants or DES and non-aggressive organic components, which in turn demands experimental optimization of concentration, temperature, and contact time for maximum efficiency [28,29,30,31,32,33,34,35].
It should be noted that bio-based green solvents, ionic liquids, and DES are more expensive than traditional solvents, may have lower solvency power, require careful formulation, and remain insufficiently studied under real field conditions. Formulations such as vegetable oil combined with ethanol or isopropanol act more slowly than aromatic solvents.
Unlike known solutions, the present study considers physicochemical treatment methods using multicomponent alloys of light and dispersed metals, which not only enhance ARPD removal efficiency but also restore well productivity by generating a hot gas–steam–hydrogen mixture. This approach combines traditional solvent formulations with a fundamentally new stimulation technology, laying the foundation for practical implementation of the method at heavy oil fields in Kazakhstan.
2. Materials and Methods
Hydrocarbon solvents of reagent-grade purity were used in the experiments: n-hexane (linear structure), 1-hexene, toluene, straight-run gasoline AI-92, o-xylene, and diesel fuel.
Samples of ARPD from the Uzen field, Embinsky fields of OGPD “Dossormunaigas” (East Makat and Botakhan), various horizons of the Karazhanbas field (ARPD-1, ARPD-2), Uzen GU-43, Well No. 4572 (ARPD-3), Uzen GU-3, Well No. 1157 (ARPD-4), Uzen NGDU-4, Well No. 253 (ARPD-5), Botakhan, Well No. 139 (ARPD-6), Botakhan, Well No. 4 (ARPD-7), Botakhan, Well No. 153 (ARPD-8), East Makat, Well No. 98 (ARPD-9), East Makat, Well No. 41 (ARPD-10), East Makat, Well No. 4 (ARPD-11), and East Makat, Well No. 70 (ARPD-12). This set of samples made it possible to compare the composition and properties of ARPD from different fields and horizons.
The content of mechanical impurities in ARPD was determined by the extraction method in accordance with ASTM D473 [36]. A weighed portion of the sample was extracted with toluene using a Soxhlet apparatus for 4 h. After solvent removal, the insoluble residue was dried to constant weight. The mass fraction of sediment (W) was calculated using the following equation:
where W is the content of mechanical impurities, %;
W = m1/m × 100%,
m1 is the mass of the insoluble residue, g;
m is the mass of the sample taken, g.
The elemental composition of ARPD was determined by X-ray fluorescence (XRF) analysis [37]. Samples were pre-dried at 60 °C to constant weight, ground to a fine powder, and pressed into pellets. The analysis was performed in vacuum and air modes depending on the atomic number of the elements.
The contents of asphaltenes, paraffins, and resins were determined according to GOST 11851-85 [38]. Asphaltenes were isolated by precipitating the sample with an excess of n-heptane at a solvent-to-sample volume ratio of 40:1, followed by keeping the mixture at room temperature for at least 24 h, filtration, washing, and drying of the residue to a constant weight. The asphaltene content (A, %) was calculated using the equation:
where m1—mass of the dry asphaltene residue, g;
A = m1/m × 100%,
m—mass of the sample, g.
After removal of asphaltenes, paraffins were precipitated from the filtrate by cooling, followed by filtration and drying of the precipitate. The paraffin content (P, %) was calculated as follows:
where m2—mass of the isolated paraffins, g.
P = m2/m⋅100%,
The resin content was determined by calculation as the difference between the content of the fraction without asphaltenes and paraffins and the total mass of the asphaltene-free material.
The density of ARPD was determined in accordance with ASTM D5002-99 [39] by immersing the sample in a liquid of known density (e.g., water). The weight of the sample was recorded in air and then in the reference liquid. Using these two weight values, the density (ρ) of the sample was calculated using the following formula:
where ρ—the density of the sample;
ρ= A/(A − B) × (ρ0 − ρL) + ρL
A—weight of the sample in air;
B—weight of the sample in the reference liquid;
ρ0—density of the reference liquid;
ρL—density of air (0.0012 g/cm3);
α—correction factor (0.99985), accounting for the buoyant force exerted by air on the calibration weight.
For density determination, AX/AT/AG PG-S/PG/PR balances Mettler-Toledo GmbH were used.
ARPD solvent efficiency was determined according to ANK ‘Bashneft’ STP 03-153-2001 [40]. The evaluation included the determination of dissolving ability (mass fraction of dissolved deposits) and removing ability (mass fraction of washed-off deposits). To obtain reproducible results, ARPD samples collected from different wells were used, which allowed comparison of the efficiency of the formulations on different types of deposits.
For studies under dynamic conditions, a U-shaped tube was used [40,41]. Samples of ARPD were placed in one of its cylinders, while a laboratory stirrer was inserted into the other to ensure circulation of the solvent composition throughout the cell volume. Metal plates with a pre-applied and weighed ARPD layer were used as samples. After solvent treatment, the mass of the residue was measured, which made it possible to calculate the washing efficiency. This method provided simulation of fluid circulation conditions in downhole equipment.
During the ARPD dissolution tests, experiments were conducted under controlled temperature and pressure conditions.
Temperature and Pressure Conditions: all laboratory experiments for ARPD dissolution were conducted under controlled conditions at a temperature of 25 ± 1 °C to simulate standard equipment operating conditions. For enhanced dissolution efficiency tests, temperatures up to 50 °C were used, maintained with a water bath. The pressure in the open laboratory system did not exceed atmospheric pressure (1 atm); when simulating downhole conditions, pressure up to 2 bar was applied in a sealed cell with a U-shaped tube.
Mixing Protocols: solvents and surfactants were mixed in a laboratory vessel using mechanical stirring on a magnetic stirrer at a speed of 300–500 rpm for 10–15 min until a homogeneous composition was obtained. For “oil + polar additive” systems, vegetable oil was first mixed with ethanol or isopropanol in a 1:1 volume ratio, followed by the addition of a surfactant at a concentration of 0.5–1.0 wt.%.
Sample Preparation Stages: ARPD samples were collected from various oil fields in Kazakhstan, dried at 50 °C to a constant weight, and ground to a particle size of 1–2 mm to standardize the contact surface with the solvent. For dynamic tests, a uniform layer of ARPD with a thickness of 0.5–1 mm was applied onto metal plates and weighed with an accuracy of 0.1 mg.
Procedure for Dissolution and Removal Tests: the metal plate with the ARPD layer was immersed in the solvent for a specified period (typically 30–60 min) under stirring. After the process was completed, the residual mass was measured, and the mass fraction of dissolved and removed deposits was determined. This allowed for calculating the dissolution and removal efficiency of the formulation according to the Bashneft Company Standard Procedure STP 03-153-2001.
For dynamic conditions, the solvent was circulated through a U-shaped tube with a working stirrer, simulating the fluid flow inside downhole equipment.
3. Results
The group chemical composition of ARPD from oil fields in Kazakhstan is presented in Table 1. The chemical composition of ARPD varies widely and depends on the composition of the produced oil, field development conditions (geological, geotechnical, thermobaric, hydrodynamic factors), and well operation [11,12,42].

Table 1.
Group chemical composition and type of ARPD from oil fields in Kazakhstan.
According to the classification of ARPD, which characterizes the contribution of oil components to the formation of the dispersed phase in the oil system expressed by the ratio P/(A + C) [11], the analyzed ARPD from Uzen oil can be attributed to type C (mixed type, P/(A + C) ≈ 1), characterized by high contents of both paraffins and resins, as well as to type A (asphaltene type, P/(A + C) < 1) and type P (paraffin type, P/(A + C) > 1). ARPD from East Makat and Karazhanbas oil fields can be classified as type A, while ARPD from Botakhan corresponds to both type A and type P. The density of ARPD varies with increasing content of asphalt–resinous substances and mechanical impurities from 937 kg/m3 to 1.01 kg/m3.
According to X-ray analysis data, ARPD mainly contains metals such as Ca, K, Ni, Cu, Zn, Sr, Ba, Fe, Cr, and Ti. The total metal content does not exceed 0.9%, with iron accounting for more than half.
Based on the composition of ARPD, composite mixtures of hydrocarbon solvents were developed using hexane, toluene, o-xylene, and gasoline, containing additives of unsaturated hydrocarbons, APP, and multicomponent alloys of activated aluminum.
The efficiency of reagent–solvents for the destruction and removal of ARPD was determined according to the enterprise standard of JSC Bashneft STP 03-153-2001, “Laboratory Method for Determining the Dissolving and Removing Ability of ARPD Solvents,” under both static and dynamic conditions [41].
The removal of ARPD includes the parallel processes of dissolution and dispersion. By varying the component ratios, optimal composite formulations were selected for the removal of ARPD from oils of various fields (Figure 1).
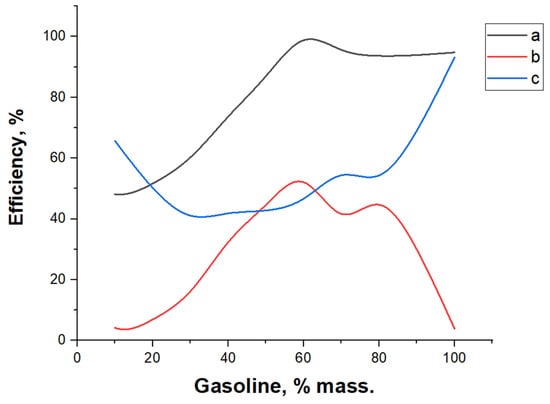
Figure 1.
Efficiency of the dissolving, cleaning, and dispersing ability of ARPD by a composition based on a mixture of straight-run gasoline with o-xylene with the addition of APP (0.5 wt%). a—cleaning ability, %; b—dispersing ability, %; c—dissolving ability, %.
Based on the data in Figure 1, it can be concluded that the efficiency of the dissolving composition based on a mixture of straight-run gasoline with o-xylene and the addition of APP (0.5 wt%) strongly depends on the component ratio.
It was established that the cleaning ability of the system increases with the gasoline content and reaches its maximum (90–95%) at 50–70% gasoline, after which it remains at a consistently high level (85–90%) up to 100%. The dissolving ability shows a different trend: at low gasoline content (10–20%) its values are minimal (5–15%), then increase to a maximum (50–55%) at 40–50%, followed by a decrease, not exceeding 10% at 100% gasoline. The dispersing ability is characterized by two zones of high efficiency: at low gasoline concentration (about 10%) and at high concentrations (60–100%, up to 90%), while in the 20–40% range it decreases to 40–45%.
It was revealed that modified polyolefins (APP) are capable of altering the phase composition of deposits. Upon the introduction of the modified reagent, a high degree of ARPD amorphization was observed: the amorphous phase content increased from 44% to 63%.
The high efficiency of the composite system gasoline–o-xylene–APP in relation to ARPD removal under static conditions is clearly demonstrated in Figure 2. A characteristic feature of the process is the monotonic increase in cleaning ability, reaching 98–100% within 180–210 min, indicating almost complete removal of deposits. At the same time, a complex dynamic interaction of the components with the deposits is observed: the intensive growth of dissolving ability up to 60–65% is accompanied by a regression in dispersing efficiency from 60 to 65% down to 35–40%, which indicates a sequential transition from the stage of mechanical dispersion to the phase of deep chemical dissolution.
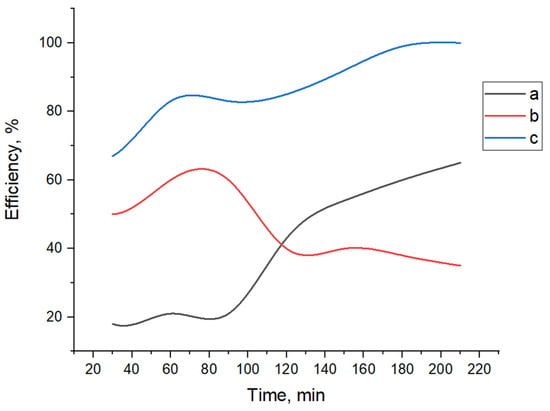
Figure 2.
Efficiency of ARPD destruction and dissolution in the composition gasoline: o-xylene with 0.5 wt% APP under static conditions. a—dissolving ability, % b—dispersing ability, %; c—cleaning ability, %.
The fundamental basis of such high efficiency of the composition is the established effect of structural modification of the paraffin matrix under the action of APP. The increase in the amorphous phase content from 44% to 63% indicates a deep disruption of the crystalline structure of paraffins, which significantly reduces the energy barrier for their interaction with solvents.
Based on the obtained results, it can be concluded that the developed composite composition can be used for tubing cleaning and well treatment.
The removal of ARPD involves simultaneously occurring processes of dissolution and dispersion [42]. By varying the component ratios, optimal composite formulations were selected for the removal of ARPD from oils of various fields.
The results of evaluating the dissolving and removal efficiency of ARPD-5 from Uzen oil using a hydrocarbon mixture of hexane–toluene at various component concentrations with the additional introduction of an unsaturated hydrocarbon (1-hexene) are presented in Table 2.
Table 2.
Results of the evaluation of the cleaning efficiency of ARPD-5 from the Uzen oil field using hydrocarbon mixtures of various classes.
The highest cleaning efficiency of ARPD-5 from Uzen paraffinic crude oil was achieved with a ternary composition containing 10 wt.% 1-hexene, 23 wt.% toluene, and 67 wt.% hexane, which provided complete dissolution of the deposits. This composition is considered optimal due to the balanced action of its components: toluene effectively dissolves resin–asphaltene fractions, hexane acts on the paraffinic part of ARPD, while the introduction of an unsaturated hydrocarbon (1-hexene) at a concentration of 10 wt.% enhances the dispersing capacity of the system and prevents paraffin recrystallization. A noticeable decrease in cleaning efficiency was observed upon changing the concentrations; for example, with 5 wt.% 1-hexene and 20 wt.% toluene, only satisfactory efficiency of about 98.9% was obtained. Further reduction in the proportion of the unsaturated hydrocarbon led to an even more pronounced decrease in the dissolving ability of the composition, highlighting the critical role of 1-hexene in the formation of a stable and active solvent system.
To increase the cleaning efficiency of ARPD, surfactants were added to the hydrocarbon solvent mixtures. As a surfactant, a condensation product of a complex ester of polyoxyethylene sorbitan with maleic anhydride was studied. The data are presented in Table 3.
Table 3.
Composition and efficiency of hydrocarbon mixtures for the removal of ARPD-1 from Karazhanbas oil and ARPD-3 from Uzen oil fields.
The table data confirmed that the optimal composite mixtures consisted of aliphatic and aromatic hydrocarbons with additives of unsaturated hydrocarbons. This mixture is effective for dissolving ARPD from both Uzen and Karazhanbas oils. It was noted that the addition of surfactants to the hydrocarbon mixture does not exhibit increased activity. The ARPD removal process is not accelerated over time.
The next approach to increasing the efficiency of the cleaning composition was the testing of APP as a modifier for the developed formulation. It was shown that using a composition based on a mixture of gasoline and o-xylene with the addition of the APP modifier increases the efficiency of ARPD removal and dissolution in wells and near-wellbore zones during oil production.
The main mechanism of the modifier’s action is that it alters the shape and surface energy of paraffin crystals, thereby reducing their tendency to agglomerate or adhere to the pipe walls.
Table 4, Table 5 and Table 6 present the results of evaluating the efficiency of compositions containing a mixture of o-xylene and gasoline in equal proportions with the addition of APP. The experiments used APP with a molecular weight of 18,000–40,000, a softening onset temperature of 105–125 °C, and a polydispersity index of 5.0–6.4. The dissolving ability of the ternary compositional systems was investigated on ARPD-4 (oil from the Uzen field) and ARPD-2 (Karazhanbas field) samples. The results obtained are presented in Table 4 and Table 5.
Table 4.
Influence of APP mass content in a gasoline and o-xylene mixture on the dissolution efficiency of ARPD-4 under dynamic conditions at 20 °C and 1 h contact time.
Table 5.
Time-dependent dissolving ability of ternary compositions for ARPD-4 from the Uzen oil field under static conditions, APP content: 0.5 wt.% [38], at 20 °C.
Table 6.
Dissolution efficiency of ARPD-4 from the Uzen oil and gas in a binary solvent mixture (gasoline–o-xylene) with 0.5 wt.% APP under dynamic conditions [43] at 20 °C and 1 h contact time.
The results presented in Table 4 show that the efficiency of ARPD-4 dissolution strongly depends on the mass fraction of APP in the gasoline–o-xylene mixture. At low additive concentrations (0.1–0.25 wt.%), the dissolving capacity of the composition does not exceed 60–75%, which confirms the limited efficiency of such systems. Increasing the APP content to 0.5 wt.% provides the maximum effect: the washing capacity reaches 100%, and the dissolving efficiency increases by 25–30% compared to the initial binary mixture. Further increase in concentration (0.75–1.0 wt.%) does not lead to a positive gain, and in some cases the efficiency decreases, which can be explained by the increase in solution viscosity and the restricted mobility of solvent molecules. The optimal APP concentration is 0.5 wt.%, at which the maximum washing capacity (100%) and high dissolving efficiency are achieved under dynamic conditions at 20 °C with a contact time of 1 h.
The results presented in Table 5 showed that the highest efficiency of ARPD-4 dissolution is achieved when using the ternary composition of gasoline–o-xylene with the addition of 0.5 wt% APP. Under static conditions at 20 °C, complete dissolution (100%) is observed after 180 min of treatment, which significantly exceeds the performance of binary systems and individual solvents. The introduction of APP provides a synergistic effect: the process of deposit destruction is accelerated and the time required to achieve complete solubility is reduced. Experiments under dynamic conditions [40] confirmed the practical applicability of this composition, ensuring high washing capacity and a significant reduction in cleaning time.
Table 6 presents comparative data on the dissolving efficiency of solvent compositions with different gasoline–o-xylene ratios in their formulation.
Table 6 presents comparative data on the dissolving efficiency of solvent compositions with varying gasoline–o-xylene ratios. The cleaning ability of the ternary composition under dynamic conditions reached 100%, while the dissolving efficiency was 76.6% after one hour of contact. The use of a solvent mixture of gasoline–o-xylene with the addition of 0.5 wt.% APP in the dynamic mode at 20 °C and a contact time of 1 h ensures high efficiency in the removal of ARPD-4. Unlike static conditions, where complete dissolution was observed only after 180 min, the dynamic mode significantly reduces the treatment time to 60 min while maintaining maximum cleaning efficiency. An important aspect of improving efficiency is the use of modified polyolefins. It has been established that their introduction leads to a significant change in the phase composition of deposits, manifested in the amorphization of ARPD, as a result of which the amorphous phase content increases from 44% to 63%. This structural transformation not only facilitates easier destruction and dissolution of the deposits but also has a beneficial effect on the overall rheological properties of crude oil.
Based on the data obtained, it was concluded that this composition is universal for the removal of ARPD from tubing and pump equipment [37]. The effectiveness of the compositions was also evaluated under dynamic conditions according to the methodology in [40].
To assess the dissolving efficiency of the developed composite formulations for cleaning ARPD on the walls of oil production wells, tests were conducted in a static mode using the basket method [40,41], developed by JSC Bashneft, on samples of ARPD-3 from the Uzen field. The experiment temperature was 30 °C. According to the data presented in our earlier publication [42], after 3 h, the maximum washing efficiency coincided with the maximum dissolving efficiency, indicating that this composition could be used both for tubing flushing and pump equipment treatment. The cleaning efficiency of the composition reached 100%, confirming its high effectiveness under static conditions at 30 °C. The introduction of APP in the optimal concentration enhanced the dispersing and dissolving properties of the mixture and promoted the accelerated destruction of asphaltene–resin–paraffin aggregates.
The high dissolving efficiency of the developed ternary composite mixture of gasoline–o-xylene–APP is confirmed by the dissolution efficiency data for ARPD-2 from the Karazhanbas oil field (Table 7).
Table 7.
Dissolution efficiency of gasoline–o-xylene solvent mixture with 0.5 wt.% APP for ARPD-2 from the Karazhanbas oil field under dynamic conditions at 20 °C and 1 h contact time [43].
The data in Table 7 indicate that the best effect of dissolving ARPD-2 is achieved at a gasoline-to-o-xylene ratio of 30:70 in the mixture (dissolving ability reaches 84.4%).
Effective methods for restoring well productivity with ARPD removal include thermal and thermo-gas-chemical treatment of the near-wellbore zone [18,19,20]. A method for ARPD removal has been developed, involving the injection into the tubing of special aluminum alloys dispersed in a hydrocarbon solvent or solvent mixtures that undergo a thermochemical reaction with formation water. An activated aluminum alloy containing indium, gallium, and tin has been developed, applied, and studied [18,19,20].
As an oxidizing medium in the use of composite compositions containing multicomponent activated aluminum alloys, distilled water, formation water, and hydrogen peroxide solutions of various concentrations were studied. The efficiency of the ARPD removal method is determined by the intensity of the thermochemical reaction between the metal alloy and the oxidizer. As a result of the interaction between the alloy and the oxidizer, a large amount of heat is released, which leads to heating of the near-wellbore zone and elimination of blockages and paraffin crystallization centers, thereby contributing to the extension of the well’s work interval between repairs.
Four ARPD solvent systems were evaluated—gasoline–benzene, nefras–benzene, nefras–toluene, and diesel fuel/toluene—each at an 80:20 v/v ratio. The washing efficiency was determined by the basket method [41]. Cleaning efficiency of ARPD-10 using distilled and formation water as the reactive medium is shown in Table 8.
Table 8.
Cleaning efficiency of ARPD-10 deposits from the East Makat oil field using aluminum alloy–hydrocarbon–water compositions.
Based on the data presented in Table 8, it was concluded that ARPD-10 is effectively removed by the developed composite compositions consisting of hydrocarbon solvents, water, and activated aluminum alloys. It was found that the cleaning effect of the compositions does not decrease despite the presence of mineral salts in the formation water and reaches 78–88%. It should be noted that the use of formation water is economically very advantageous.
The most effective systems for washing ARPD-10 were found to be the nefras–benzene and nefras–toluene systems containing aluminum alloy and water as the reactive medium. The efficiency of removing ARPD-10 using the nefras–benzene mixture without aluminum alloy decreases almost threefold.
Alongside the nefras–toluene–alloy–water system, the nefras–gasoline–aluminum alloy–water system was also studied. It was noted that in the studied system, the washing efficiency of ARPD-10 does not exceed 85%.
Table 9 presents the results of the study on the effect of the amount of activated aluminum alloy in the composition on the efficiency of removing ARPD-1 from the Karazhanbas oil field. The optimal washing efficiency of 96% is achieved with the addition of 0.3 g of alloy to the hydrocarbon composition. When the amount of alloy is increased, the efficiency decreases.
Table 9.
Dependence of the efficiency of dissolution of ARPD-1 from the Karazhanbas oil field in the composite composition alloy–hexane–toluene–water on the aluminum alloy consumption.
For intensification of the process, hydrogen peroxide solutions in a hydrocarbon solvent or their mixtures were used instead of water. The corresponding results are presented in Table 10 and Table 11.
Table 10.
Efficiency of washing ARPD-3 by composite compositions of aluminum alloy–hexane–toluene–water (hydrogen peroxide).
Table 11.
Efficiency of washing ARPD-3 with composite compositions of hydrocarbons–aluminum alloy–hydrogen peroxide.
According to the data in Table 10, it can be observed that replacing water with a 3% hydrogen peroxide solution in the composition aluminum alloy–hexane–toluene leads to a sharp reduction in the treatment time of ARPD-3 from 60 to 10 min while maintaining high cleaning efficiency (98.3%). Such a significant acceleration of the process, occurring at the same temperature of 20 °C, is due to the intensification of the exothermic reaction between the activated aluminum alloy and the stronger oxidizing agent (H2O2). This provides a powerful instantaneous thermal impulse and intense gas evolution, shifting the process from gradual chemical dissolution to rapid thermomechanical destruction of the deposits.
According to Table 11, it was found that the maximum cleaning efficiency of ARPD-3 (98.3%) within 10 min is achieved when using a hydrocarbon-based composition of hexane–toluene with the addition of an aluminum alloy and a 3.0% hydrogen peroxide solution. Substituting hexane with heptane reduces the efficiency to 90.0%, while the use of straight-run gasoline provides only 85.0%, which indicates the superior dissolving ability of the hexane–toluene system. The critical role of the oxidizing agent is confirmed by a sharp decrease in efficiency to 22.0% when hydrogen peroxide is excluded from the formulation, emphasizing the decisive contribution of the thermochemical reaction of the alloy with H2O2 to the destruction of deposits. Optimization of aluminum alloy consumption while maintaining high cleaning efficiency is demonstrated by the data on the effect of hydrogen peroxide concentration in formation water, as presented in Table 12.
Table 12.
Dependence of the washing efficiency of ARPD-10 from the East Makat oil field on composite formulations comprising reagent, solvent, aluminum alloy, and hydrogen peroxide in formation water.
Composite formulations consisting of hydrocarbon solvent (nefras, gasoline)–aluminum alloy–hydrogen peroxide solution in formation water indeed make it possible to reduce the consumption of aluminum alloy from 0.4 g to 0.1 g. The efficiency of ARPD-10 removal depends both on the nature of the hydrocarbon solvent and on the oxidizer concentration. When the alloy dosage is increased to 0.4 g, compared to the composition without oxidizer, the removal efficiency reaches 81% for nefras and 88% for gasoline. However, when using a 1% hydrogen peroxide solution in formation water at an alloy dosage of 0.1 g, the ARPD removal efficiency reaches 76% for gasoline. For nefras at the same alloy dosage, the optimal concentration is a 3% hydrogen peroxide solution, providing a removal efficiency of 62%.
The conducted studies open several strategic directions for the development of technologies aimed at combating ARPD. A promising approach is the development of “intelligent” formulations with controlled release of active components, where polymer matrices based on modified APP could provide prolonged reagent action over 5–15 days. The observed synergistic effect of using multicomponent aluminum alloys highlights the relevance of further research into nanostructured metallic systems with controlled porosity (10–100 nm) to optimize the kinetics of gas evolution.
For industrial implementation, it is critically important to design closed-loop recirculation systems with solvent recovery efficiencies of 85–90%, which would reduce both environmental impact and operating costs. Particular attention should be given to adapting the developed technologies for offshore oil fields, taking into account the specific challenges of working in confined environments and the stricter environmental safety requirements.
Another promising direction is the integration of physicochemical methods with digital technologies, namely, the creation of predictive models of ARPD formation using machine learning algorithms based on data on crude oil composition (paraffins 12–40%, resins 11–77%, asphaltenes 0.03–30%) and well operation parameters. This will enable a shift from a reactive to a predictive strategy of deposit management.
Further research should also focus on the development of unified testing protocols for reagents, taking into account the specific features of different ARPD types (paraffinic, asphaltenic, mixed) and geological conditions, thereby ensuring the comparability of results and accelerating the implementation of new technologies in industrial practice.
4. Conclusions
Based on the comprehensive study of processes for removing ARPD using modern chemical and thermochemical methods, the following key findings can be formulated, which have important scientific and practical significance for the oil production industry in Kazakhstan.
- A scientifically substantiated system for selecting reagents to remove ARPD of various chemical compositions has been developed. It has been established that the efficiency of solvent compositions directly depends on the group composition of the deposits. For paraffin-type ARPD (Uzen field, type P), the optimal formulation is a ternary system of hexane–toluene–1-hexene in a ratio of 67:23:10, ensuring 100% washing efficiency. For asphaltene-type deposits (Karazhanbas field, type A), the maximum dissolving capacity of 84.4% is achieved with a gasoline–o-xylene composition in a ratio of 30:70.
- The mechanism of action of polymer modifiers on the structure of paraffin deposits has been identified and studied. It has been experimentally demonstrated that the introduction of 0.5% APP into the gasoline–o-xylene (50:50) composition not only increases the washing ability to 100% but also significantly enhances the dissolving efficiency to 76.6% within 1 h under dynamic conditions. X-ray diffraction analysis confirmed that APP induces amorphization of the deposit structure, increasing the amorphous phase content from 44% to 63%, which substantially facilitates the destruction of the paraffin crystalline lattice.
- An innovative thermochemical technology for near-wellbore treatment has been developed and optimized. It has been established that the use of activated aluminum alloys (Al-Ga-In-Sn) in combination with a 3% H2O2 solution reduces the treatment time for ARPD-3 from 60 to 10 min while maintaining high efficiency at 98.3%. The highest efficiency was achieved with the hexane–toluene–alloy–H2O2 system (46.5:15:0.25:38.25). Thermodynamic calculations confirmed that the released heat (≈17 kJ/g) is sufficient for melting paraffin deposits and creating a thermal shock in the near-wellbore zone.
- A comparative analysis of the effect of solvent type on the efficiency of the thermochemical method has been carried out. The results show a significant dependence of efficiency on the solvent used: the hexane–toluene–H2O2 system demonstrates 98.3% efficiency, whereas replacing hexane with heptane reduces efficiency to 90.0%, and using gasoline provides no more than 85.0%. This highlights the necessity of carefully selecting the hydrocarbon base for each specific composition.
- The feasibility of using formation water as a reaction medium has been proven. Experiments demonstrated that the use of formation water instead of distilled water does not significantly reduce the efficiency of the compositions (78–88% versus 81–90%), which confirms the practical applicability of the developed methods under real well operating conditions and allows a significant reduction in reagent costs.
The results obtained are of great importance for improving the efficiency of well operation in fields with high-paraffin oils. The developed formulations and technologies not only provide effective removal of existing deposits but also prevent their re-formation, thereby extending the inter-maintenance period of wells and reducing operating costs.
Author Contributions
Conceptualization, G.B., R.S. and U.K.; methodology, G.B. and N.L.; software, G.B., N.L. and R.S.; formal analysis, Y.P.; investigation, N.L. and Y.P.; resources, G.B. and B.K.; data curation, G.B. and N.L.; writing—original draft preparation, G.B. and N.L.; writing—review and editing, N.L.; visualization, Y.P. and N.L.; supervision, G.B.; project administration, G.B., B.K. and U.K.; funding acquisition, G.B. and R.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research has been funded by the Committee of Science of the Ministry of Science and Higher Education of the Republic of Kazakhstan (Grant No. BR24992868).
Data Availability Statement
The original contributions presented in the study are included in the article, further inquiries can be directed to the corresponding author.
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Abbreviations
The following abbreviations are used in this manuscript:
| NWZ | Near-wellbore zone |
| ARPD | Asphaltene–resin–paraffin deposits |
| A | Asphaltic compound |
| R | Resinous compound |
| APP | Atactic polypropylene |
References
- Persiyantsev, M.N. Oil Production Under Complicated Conditions; Nedra-Businesscenter LLC: Moscow, Russia, 2000; 653p, Available online: https://www.geokniga.org/books/14128?utm_source=chatgpt.com (accessed on 14 October 2025). (In Russian)
- Ibragimov, N.G.; Khafizov, A.R.; Shaydanov, V.V. Complications in Oil Production; OOO Publishing House of Scientific and Technical Literature: Ufa, Russia, 2003; 203p, Available online: https://cat.gpntb.ru/?bid=f207cff320b2d23684063b53148170f8&id=EC%2FShowFull&irbDb=ESVODT&utm_source=chatgpt.com (accessed on 14 October 2025). (In Russian)
- Tumanyan, B.P. Scientific applied aspects of the theory of oil dispersed systems. Technics 2000, 336. Available online: https://nitu.ru/texnika/book3.htm (accessed on 14 October 2025). (In Russian).
- Erofeyev, A.A.; Turbakov, M.S.; Mordvinov, V.A. On the Calculation of the Saturation Temperature Distribution of Paraffin in Oil in Production Wells of a Siberian Oil Field; Vestnik of Perm State Technical University: Perm, Russia, 2012; pp. 57–60. Available online: https://cyberleninka.ru/article/n/k-raschetu-raspredeleniya-temperatury-nasyscheniya-nefti-parafinom-v-dobyvayuschih-skvazhinah-sibirskogo-neftyanogo-mestorozhdeniya/viewer?utm_source=chatgpt.com (accessed on 14 October 2025). (In Russian)
- Mansoori, G.A. A unified perspective on the phase behaviour of petroleum fluids. Int. J. Oil Gas Coal Technol. 2009, 2, 141–167. [Google Scholar] [CrossRef]
- Fadairo, A.; Ameloko, A.; Ako, C.; Duyilemi, O. Modeling of wax deposition during oil production using two-phase flash calculation. Pet. Coal 2010, 52, 193–202. [Google Scholar]
- Chen, Z.; Li, R.; Li, H. An Improved Vapor-Liquid-Asphaltene Three-Phase Equilibrium Computation Algorithm. Fluid Phase Equilib. 2021, 546, 113004. [Google Scholar] [CrossRef]
- Jennings, D.W.; Weispfennig, K. Experimental solubility data of various n-alkane waxes: Effects of alkane chain length, alkane odd versus even carbon number structures and solvent chemistry on solubility. Fluid Phase Equilib. 2005, 227, 27–35. [Google Scholar] [CrossRef]
- Barskaya, E.E.; Yusupova, T.N. Influence of the composition features of oil components on the stability of oils against asphaltene precipitation. Oil Gas Technol. 2008, 2, 39–43. (In Russian) [Google Scholar]
- Turukalov, B.M. Criteria for Selecting Effective Hydrocarbon Solvents for Removal of Asphalt-Resin-Paraffin Deposits. Ph.D. Dissertation, Kuban State Technological University, Krasnodar, Russia, 2007; 156p. Available online: https://www.dissercat.com/content/kriterii-vybora-effektivnykh-uglevodorodnykh-rastvoritelei-dlya-udaleniya-asfalto-smolo-para?ysclid=mgkiub8hi6394864967 (accessed on 14 October 2025). (In Russian).
- Ivanova, L.V.; Koshelev, V.N. Removal of asphalt-resin-paraffin deposits of different origins. Oil Gas Bus. 2011, 2, 257–271. (In Russian) [Google Scholar]
- Gutorov, A.Y.; Petrova, L.V. Mechanism and conditions of asphalt-resin-paraffin deposit formation during the final stage of oil field development. Oilfield Oper. 2014, 2, 23–26. (In Russian) [Google Scholar]
- Fusi, L. On the stationary flow of a waxy crude oil with deposition mechanisms. Nonlinear Anal. 2003, 53, 507–526. [Google Scholar] [CrossRef]
- Fasano, A.; Fusi, L.; Correra, S. Mathematical models for waxy crude oils. Meccanica 2004, 39, 441–482. [Google Scholar] [CrossRef]
- Leiroz, A.T.; Azevedo, L.F.A. Studies on the mechanisms of wax deposition in pipelines. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 2–5 May 2005; 11p. [Google Scholar] [CrossRef]
- Azevedo, L.F.A.; Teixeira, A.M. A critical review of the modeling of wax deposition mechanisms. Petrol. Sci. Technol. 2003, 21, 393–408. [Google Scholar] [CrossRef]
- Solaimany Nazar, A.R.; Dabir, B.; Islam, M.R. Experimental and mathematical modeling of wax deposition and propagation in pipes transporting crude oil. Energy Sources 2005, 27, 185–207. [Google Scholar] [CrossRef]
- Correra, S.; Fasano, A.; Fusi, L.; Merino-Garcia, D. Calculating deposit formation in the pipelining of waxy crude oils. Meccanica 2007, 42, 149–165. [Google Scholar] [CrossRef]
- Merino-Garcia, D.; Margarone, M.; Correra, S. Kinetics of waxy gel formation from batch experiments. Energy Fuels 2007, 21, 1287–1295. [Google Scholar] [CrossRef]
- Kravchenko, O.V. Hydrogen activation in processes of enhancing the permeability of oil and gas reservoir rocks. East Eur. J. Adv. Technol. 2013, 1, 21–25. (In Russian) [Google Scholar]
- Ibragimov, N.G.; Gus’kova, I.A.; Shafigullin, R.I.; Gilmanova, D.R.; Pavlova, A.I.; Emelyanycheva, S.E.; Zakharova, E.F.; Shvetsov, M.V. Method for Evaluating the Efficiency of Solvents for Organic Deposits. Russia Patent RU2429344C1, 20 September 2011. Available online: https://patents.google.com/patent/RU2429344C1/ru (accessed on 14 October 2025). (In Russian).
- Stroganov, V.M.; Turukalov, M.B.; Yasyan, Y.P. Some aspects of ARPD removal using hydrocarbon solvents. Oil Refin. Petrochem. 2006, 12, 25–29. (In Russian) [Google Scholar]
- Sharifullin, A.V. Mechanism of oil deposit removal using composite formulations. Oil Gas Technol. 2007, 4, 45–50. (In Russian) [Google Scholar]
- Akchurin, V.A.; Maryin, V.I.; Demakhin, A.G. Chemical Methods for Removal and Prevention of Asphalt-Resin-Paraffin Deposits in Oil Production; Publishing House of State UNTs College: Saratov, Russia, 2001; 156p, Available online: https://knigogid.ru/books/1867451-himicheskie-metody-udaleniya-i-predotvrascheniya-obrazovaniya-aspo-pri-dobyche-nefti-analiticheskiy-obzor?ysclid=mgkm8orstv778076258 (accessed on 14 October 2025). (In Russian)
- Pavlychev, V.N.; Khismatullin, S.G.; Safonov, E.N.; Surkov, V.D.; Logutov, I.Y.; Prokshina, N.V.; Umetbaev, V.V. Composition for Removal of Asphalt-Resin-Paraffin Deposits. Russia Patent RU2228432C1, 10 May 2004. Available online: https://patents.google.com/patent/RU2228432C1/ru (accessed on 14 October 2025). (In Russian).
- Ivanova, I.K.; Shits, E.Y. Application of kinetic study results for evaluating the efficiency of solvents for asphaltene-resin-paraffin deposits (ARPD). Electron. Sci. J. Neftegazov. Delo (Oil Gas Bus.) 2012, 3, 345–352. (In Russian) [Google Scholar]
- Gaile, A.A.; Zaichenko, L.P.; Saifidinov, B.M.; Koldobskaya, L.L. Solubility of asphaltene-resin-paraffin deposits in sulfur-containing aromatic extract of diesel fraction. Neftepererab. Neft. (Oil Refin. Petrochem.) 2011, 9, 3–4. (In Russian) [Google Scholar]
- Ryspaeva, S.; Kerimkulova, A.; Rafikova, K.; Nauryzova, S.; Islam, S.; Aydemir, M.; Kozhaisakova, M. Deep Eutectic Solvents for Sustainable Management of Asphaltene Deposition in Oil Production. Eng. Sci. 2024, 29, 1102. [Google Scholar] [CrossRef]
- Mathews, T.A.; Cortes, J.; Hascakir, B. Evaluation of Environmentally Friendly Green Solvents for the Recovery of Heavy Oils. In Proceedings of the SPE International Conference, Virtual, 25–29 April 2022; Society of Petroleum Engineers: Richardson, TX, USA, 2022. [Google Scholar] [CrossRef]
- Alrashidi, H.O.; Afra, S.; Nasr-El-Din, H. Application of Natural Fatty Acids as Asphaltenes Solvents with Inhibition and Dispersion Effects: A Mechanistic Study. J. Pet. Sci. Eng. 2019, 173, 11–21. [Google Scholar] [CrossRef]
- Elochukwu, O.H.; Mahmud, H.K.B. An Environmentally Friendly Solvent Mix for Asphaltene Deposit Removal. ARPN J. Eng. Appl. Sci. 2015, 10, 17672–17677. [Google Scholar]
- Sanati, A.; Malayeri, M.R.; Busse, O.; Weigand, J.J. Inhibition of Asphaltene Precipitation Using Hydrophobic Deep Eutectic Solvents and Ionic Liquid. J. Mol. Liq. 2021, 336, 116100. [Google Scholar] [CrossRef]
- Aswath, S.; Dey, P.; Vatti, A.K. Probing the Effect of Aliphatic Ionic Liquids on Asphaltene Aggregation Using Classical Molecular Dynamics Simulations. ACS Omega 2023, 8, 1–11. [Google Scholar] [CrossRef]
- Abbott, A.P.; Boothby, D.; Capper, G.; Davies, D.L.; Rasheed, R.K. Transitioning from Ionic Liquids to Deep Eutectic Solvents. ACS Sustain. Chem. Eng. 2022, 10, 3747–3759. [Google Scholar] [CrossRef]
- Ferreira, R.D.M.; Dias, P.K.K.; Ferreira, T.F.; Coelho, M.A.Z.; Ribeiro, B.D. Deep Eutectic Solvents and Asphaltenes in Oil Operations: Current Status and Future Prospective toward Sustainable Processes. Ind. Eng. Chem. Res. 2024, 63, 1234–1245. [Google Scholar] [CrossRef]
- ASTM D473-07(2017); Standard Test Method for Sediment in Crude Oils and Fuel Oils by the Extraction Method. ASTM International: West Conshohocken, PA, USA, 2017. Available online: https://store.astm.org/d0473-07r17.html?utm_source=chatgpt.com (accessed on 14 October 2025).
- ISO 9516-1:2003; Iron Ores—Determination of Various Elements by X-Ray Fluorescence Spectrometry—Part 1: Comprehensive Procedure. International Organization for Standardization: Geneva, Switzerland, 2003. Available online: https://cdn.standards.iteh.ai/samples/27131/309aa2209fd14b7f8e85f997cbd21182/ISO-9516-1-2003.pdf (accessed on 14 October 2025).
- GOST 11851–85; Crude Oil. Method for Determination of Paraffin. Standards Publishing: Moscow, Russia, 1986. Available online: https://meganorm.ru/Index2/1/4294839/4294839352.htm (accessed on 14 October 2025). (In Russian)
- ASTM D5002; Standard Test Method for Density, Relative Density, and API Gravity of Crude Oils by Digital Density Analyzer. Mettler-Toledo GmbH: Giesen, Germany, 2001. Available online: https://www.astm.org/d5002-22.html (accessed on 14 October 2025).
- STP 03-153-2001; Laboratory Method for Determining the Dissolving and Removing Ability of Solvents for Asphalt-Resin-Paraffin Deposits (ARPD). Enterprise Standard of ANK Bashneft: Ufa, Russia, 2001. Available online: https://www.researchgate.net/publication/358874769_Improvement_of_the_method_of_removing_asphalt-resin-paraffin_deposits_to_ensure_the_safety_of_technological_processes (accessed on 14 October 2025). (In Russian)
- Akhmetov, A.F.; Gerasimova, E.V.; Nuriazdanova, V.F. Analysis of laboratory methods for determining the effectiveness of solvents for asphalt-resin-paraffin deposits. Bashkir Chem. J. 2008, 15, 65–67. (In Russian) [Google Scholar]
- Aitkaliyeva, G.S.; Askarova, S.A.; Boiko, G.I.; Shaikhutdinov, E.M.; Lyubchenko, N.P.; Sarmurzina, R.G.; Karabalin, U.S. Comparative analysis of the composition of asphalt-resin-paraffin deposits and the structure of paraffins from oilfields of Western Kazakhstan and the South Turgay Basin. Neft. Khozyaystvo (Oil Ind. J.) 2014, 64–66. (In Russian) [Google Scholar]
- Boiko, G.I.; Lyubchenko, N.P.; Aitkaliyeva, G.S.; Sarmurzina, R.G.; Karabalin, U.S.; Tiesov, D.S.; Bukaeva, G.A. Asphalt-resin-paraffin deposits of Western Kazakhstan oilfields and compositions for their removal. Bull. Oil Gas Ind. Kazakhstan 2020, 1, 60–69. (In Russian) [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).