Abstract
This study aims to investigate the characteristics of ash accumulation and slagging in boilers during low- and medium-load operation and to analyse the migration pattern of alkali metals in high-alkali coal. In this paper, the ash accumulation characteristics and slagging trend of the furnace interior under a 500 MW load were investigated using numerical simulation by comparing the ash accumulation and slagging characteristics under two different burner configurations, and analysing the slagging trend of the furnace with upper burner arrangement and lower burner arrangement by taking the deposition location on the furnace wall and the deposition rate and the temperature of the furnace wall as the indices. The existing formation of sodium in Jundong coal at different temperatures was investigated using computational methods; SiO2, Al2O3, and kaolin were doped separately; and the migration and transformation characteristics of their different additives on the sodium-based compounds in Jundong coal were explored. The results showed that, under a 500 MW load, the size of the tangent circle formed in the furnace by commissioning the upper burner condition was larger than the lower burner, and the main combustion zone was larger than the lower burner. The ash accumulation of coal ash particles in the boiler was mainly concentrated in the hearth region, and the deposition rate was higher at the height regions of 10 m and 25 m in the hearth. The solid-phase NaCl transition temperature was reduced to 350 °C after the doping of SiO2 in Jundong coal, and the doping of Al2O3 inhibited the transition of solid-phase NaCl, promoted the generation of gas-phase NaCl, and had certain inhibitory effects on the generation of sodium-based silica–aluminium compounds, the content of which at all temperatures was inversely proportional to the proportion of doping. The doping of kaolin promotes the transformation of solid-phase NaCl and inhibits the generation of gas-phase NaCl.
1. Introduction
Energy has a direct impact on the survival and development of humankind and is a material guarantee for economic, civilisational, and social development. Since the beginning of the 21st century, global energy demand has continued to grow at a high rate [1]. At present, China is experiencing rapidly developing industrialisation and urbanisation, expanding energy demand, sharply rising energy consumption, and a grim energy supply and storage situation. According to the BP World Energy Statistics Yearbook on China’s energy consumption statistics, despite the economic slowdown, China’s primary energy consumption in 2018 grew by 4.3%, the highest growth rate since 2012, energy consumption accounted for 24% of the world’s energy consumption, energy consumption growth accounted for 34% of the world’s energy growth, and coal has a pivotal position in China’s energy architecture [2]. In 2018, coal made up 58% of China’s energy structure, a record low, but it is still the most dominant primary energy source [3]. Under the general trend of energy conservation and emission reduction in the past decade, China is facing the challenges of optimising its energy structure, adjusting its methods of energy utilisation, and developing various new energy sources. The proportion of coal consumption in China has been gradually decreasing, but with total energy consumption climbing year by year, and based on China’s oil-poor, gas-poor, and coal-rich energy structure, its actual total consumption of coal is still showing a growing trend [4]. For a long time to come, the dominant position of coal in China’s primary energy consumption will not change [5]. Currently, the Chinese government is fully implementing the concept of green development, promoting the development of low-carbon industries, and strengthening domestic actions to address climate change [6]. Therefore, realising the clean and efficient use of coal is of great strategic significance to the overall sustainable development of China’s economy.
The key to achieving carbon neutrality is the transformation of the energy structure from a traditional power system based on coal-fired power generation to a new power system based on renewable energy power generation; the role of coal-fired generating units needs to be transformed from the main power source to a basic power source providing reliable capacity, peak shifting and frequency regulation, and other auxiliary services. The operating load of coal-fired power stations varies with the peak shifting and scheduling of the power grid, so that studies on coal-fired boilers are no longer limited to the rated loads. When boilers operate at low and medium loads, the characteristics of ash accumulation and slagging are different, compared with during high-load operation; these differences are mainly reflected in the following aspects: At low and medium loads, due to the lower combustion temperature, fuel combustion is not sufficient, which leads to a slower rate of ash accumulation. However, simultaneously, due to the decrease in combustion efficiency, a specific area of high-rate ash accumulation may form. During low- and medium-load operation, due to the lower combustion temperature, the flow rate of the gas in the furnace is slowed down, resulting in the ash particles in the flue gas in the furnace being more likely to condense on the tube wall, forming slag, covering the heat-exchange surface, and reducing the thermal efficiency. In addition, different types of coal also have a huge impact on boiler’s ash buildup; high-alkali coals especially have the most serious impact on boilers. Fly ash is a form of tiny ash particles discharged from the combustion process of fuel (mainly coal), and its particle size is generally between 1 and 100 μm, which is a fine solid particulate matter in the flue gas ash produced by fuel combustion. Fly ash is formed when pulverised coal enters the furnace at 1300–1500 °C and cools down after heat absorption by the hot surface under suspended combustion conditions. The chemical composition of fly ash is related to the composition of coal combustion, coal particle size, boiler type, combustion conditions, and collection methods. Fly ash emissions and coal combustion in the ash are directly related. According to China’s coal situation, burning 1 t of coal produces about 250–300 kg of fly ash.
China’s coal resources are very rich, with proven reserves of 1020 billion tonnes, of which low-rank coals account for a relatively large proportion, accounting for more than 55 percent of the proven ones, with lignite accounting for about 13 percent and low-metamorphic bituminous coal accounting for 42 percent [7]. Low-metamorphic bituminous coal is characterised by low sulphur and low ash, and it is mainly distributed in Xinjiang, western Inner Mongolia and Shaanxi, and other regions of China [8]. At present, more than half of China’s coal consumption is used in power station boilers and industrial boilers, and the utilisation method is relatively singular [9]. Due to the influence of national coal policy factors, boilers generally use poor quality coal. However, due to the relatively high content of ash, sulphur, and alkali metal salts in the poor quality coal, it is easy to produce problems such as ash accumulation, slagging, and wear and corrosion on the heating surface of the boiler. During the operation of the power plant, the problems of ash accumulation, slagging, and corrosion bring great potential danger to the safe and stable operation of the boiler and will reduce the thermal efficiency of the boiler, so that the operating cost increases significantly, thus affecting the normal operation and economic benefits of coal-fired power plants [10,11,12,13,14,15,16]. Therefore, under the current increasingly stringent standards, how to efficiently and cleanly utilise coal for power generation is an important research objective to address the sustainable development of the thermal power industry and to meet the large-scale grid connection and utilisation of new energy sources.
The Xinjiang Uygur Autonomous Region (XUAR) is a vast region, accounting for about one-sixth of China’s land area, and is very rich in coal resources [17]. With the implementation of China’s “Western Development” strategy and related policies such as the West-to-East Gas Pipeline and West-to-East Electricity Pipeline, the western region, especially the Xinjiang region, has become one of the key regions for the development of national resources [18]. Coal in Xinjiang is rich in the north and poor in the south, of which there are 24 coalfields with reserves of 10 billion tonnes and 3 fields with reserves of more than 300 billion tonnes [19]. The Jundong region is a narrow strip of land east of Junggar Basin, which is currently the richest coal resource area in Xinjiang. Jundong Coalfield spans about 220 kilometres from east to west, with a coal formation area of about 13,000 square kilometres, and a predicted coal reserve of 390 billion tonnes, with a cumulative proved reserve of 213.6 billion tonnes at present. The coalfield accounts for 17.8% (2.19 trillion tonnes) of Xinjiang’s total coal reserves and 7% (5.56 trillion tonnes) of the country’s total. It is currently the largest whole coalfield in China and the world [20].
The huge reserves of Jundong Coalfield have attracted a large number of coal power, coal chemical and coal companies to invest and develop. However, the power plants that burned Jundong coal or purely burned Jundong coal had the problem of large-area ash accumulation and coking from the hearth to the horizontal flue and then to the tail convection heating surface, and the coking was very hard and difficult to deal with, and pipe bursting phenomenon occurred frequently, which greatly restricted its large-scale application in power plant boilers, and the high-moisture, easy-to-coke, and fouling characteristics of Jundong coal seriously limited its wide application in coal-fired power generation and other fields [21]. It was found that Jundong coal belongs to marine sedimentary coalfield, which exists high moisture content, alkali metals and alkaline earth metals content (AAEMs, such as Na, Ca, Mg, etc.), and is a typical high-alkali coal. During combustion of high-alkali coals, alkali metal salts are prone to precipitate and condense on the lower temperature heating surface, leading to boiler staining and coking [22]. Currently, the research on the deposition characteristics of boiler fly ash focuses on the effect of ash composition on deposition and the analysis of the ash deposition mechanism. High-alkali coal will exacerbate the phenomenon of fly ash deposition in the boiler, which requires frequent blowing under the same fuel and similar operating conditions. Moreover, fly ash is deposited on the convection heating surface, resulting in reduced thermal efficiency, increased exhaust temperature and decreased thermal efficiency of the boiler. A 10 °C increase in exhaust temperature decreases boiler thermal efficiency by 0.4% to 0.6% [23]. In addition, the increase in ash accumulation affects the safe and stable operation of the boiler system, which can lead to shutdown in extreme conditions [24]. Ash deposition tests by Akiyama et al. [25], showed that the ash deposition characteristics are closely related to the ash melting characteristics, i.e., as the slag content in the ash increases, the rate of ash deposition increases. The experimental results of Hu Hongwei [26] showed that the addition of additives rich in Al2O3 or SiO2 to the ash could reduce the ash deposition. Yang et al. [27,28] established a particle adhesion model for the ash droplet impact process based on energy conservation, and the calculations found that ash deposition is determined by inertial impact and particle adhesion, and the furnace operating conditions (velocity and temperature), contact angle and particle size are important factors controlling the adhesion of ash particles. The simulation results of Ni et al. [29] showed that the higher the temperature, the larger the particle size of deposited particles, and the deposition probability is greater. Pan Yadi et al. [30] established an inertial collision deposition model between particles and the deposited body based on the physical and surface characteristics of the deposited body, using the critical rebound velocity and the critical adhesion angle as the particle deposition criterion, and the computational results were basically similar to the actual characteristics of the ash accumulation distribution.
At present, coal-fired power plants mainly reduce the alkali metal content of the pulverised coal fed into the furnace by blending other coal types such as low-sodium coal. Power plants in the Jundong region have also achieved good results by blending medium ash coals [31]. However, due to the high price of other coal types, the cost of the plant also needs to be considered. Blending additives can significantly reduce the high-alkali coal boiler slag staining; from the existing practice, high-alkali coal blending kaolin and gangue, slag staining prevention and control effect is even far better than the high-alkali coal and low-sodium coal blending, the reason is that kaolin and gangue no heat or very low heat, in the early stage of combustion on the intense combustion of high-alkali coal has decelerated the cooling effect, which reduces the release rate and release amount of alkali metals in high-alkali coal, while the temperature reduction of alkali metals in the high-alkali coal this can reduce the release rate and amount of alkali metals in high-alkali coal, and at the same time, the temperature reduction can also reduce the tendency of melting of quasi-eastern coal ash and inhibit slagging [32].The relatively high content of sodium-based compounds in high-alkali coal has a significant impact on the combustion and operation of boiler pulverised coal. Sodium-based compounds are easy to volatilise at high temperatures and react with other minerals (e.g., silicon, aluminium, etc.) during the cooling process to form low melting point eutectics. These low-melting-point substances solidify on the surface of the boiler or heat-exchanger, which can easily lead to slagging and coking phenomena, affecting the efficiency of heat exchange and increasing the difficulty of cleaning and maintenance. In conclusion, the characteristics of sodium-based compounds in high-alkali coal have a significant impact on coal combustion and boiler operation, so the migration and transformation laws of sodium-based compounds in high-alkali coal are studied to effectively alleviate the problem through reasonable measures and ensure the efficient and stable operation of coal-fired boilers.
The existing research status is still unclear with regard to calculated temperature conditions higher than 1000 °C, the lack of low-load conditions under the operation of the boiler’s ash accumulation characteristics of the study, and low- and medium-load combustion characteristics and ash slagging characteristics. For this reason, this paper studies the boiler ash accumulation characteristics under low-load combustion and analyses the trend of slag deposition on the combustion hearth. The ash accumulation characteristics and alkali metal migration and transformation characteristics of quandong coal were investigated, and the influence of kaolin on the slagging of high-alkali coal was discussed for further research on the migration of alkali metals in high-alkali coal.
2. Simulation Object and Method
2.1. Geometric Modelling
The boiler is a π-type boiler with primary intermediate reheat, ultra-supercritical, single hearth, balanced ventilation, solid slag discharge, an all-steel frame, a full-suspension structure, and a tightly closed arrangement. The boiler has a height of 78.1 m, a width of 20.402 m, and a depth of 20.072 m. The boiler adopts a direct-blowing primary fan pulverising system, with six medium-speed coal mills for each furnace, five of which are in operation and one which is on standby for burning the designed coal type. The boiler adopts the four-corner cut-circle combustion method, the main burners are arranged in the four corners of the furnace, and each layer of burners corresponds to a coal mill. Each corner of the boiler is arranged with 6 primary air nozzles, 15 secondary air nozzles, and 7 separate combustion air nozzles along the height direction. The boiler model and burner arrangement are shown in Figure 1. The burners for the exhaust air are arranged above the main burners, also at the corners of the furnace.
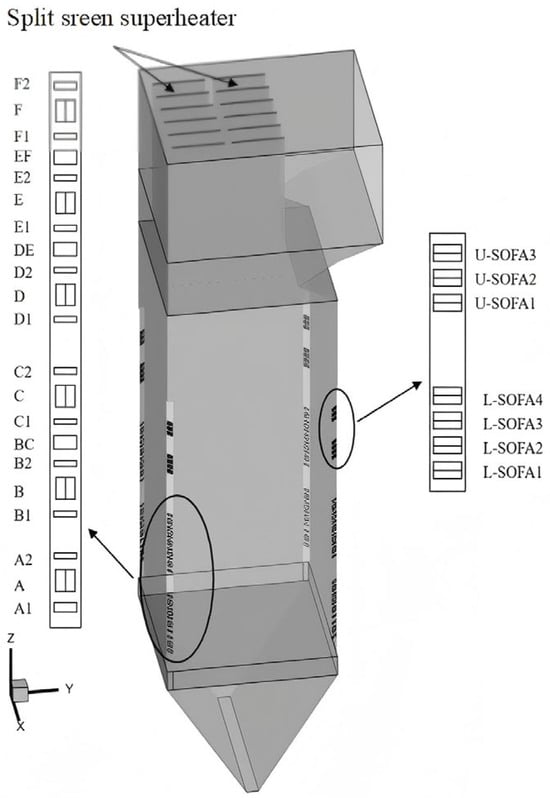
Figure 1.
Boiler model and burner arrangement.
2.2. Mathematical Modelling of Boiler Combustion
The simulation of boiler combustion should firstly follow the equations of conservation of mass, momentum, and energy. Meanwhile, in this study, the realizable k-ε model was used to describe the turbulent flow in the furnace chamber [33]. The discrete-phase model was used to track the trajectory of coal particles. The Probability Density Function (PDF) model was chosen to calculate the gas-phase combustion. Two competing rate models were used to model coal de-volatilisation. The kinetic/diffusion-limited model was chosen for coke combustion. In addition, radiative heat transfer in the furnace was predicted by the P-1 radiation model [34].
2.2.1. Gas-Phase Turbulence Modelling
The air injected from the primary and secondary air nozzles, the gas-phase products released by the pulverised coal particles, and the high-temperature flue gases from combustion form the gas-phase part. The gas phase is affected not only by turbulent fluctuations but also by chemical reaction kinetics. At larger time-averaged strain rates and vortex intensities, the standard k-ε and RNG k-ε are likely to produce negative stresses [35]. The realisable k-ε model associated with curvature rotation, which does not generate negative stresses, can simulate the real flow field well. Therefore, in this paper, the realisable k-ε model with rotational correction is selected to simulate the gas-phase turbulent flow process in the furnace.
k mathematical equation:
mathematical equation:
In Equations (1) and (2),
—turbulent energy/m2·s−2;
—rate of dissipation of turbulent kinetic energy/m2·s−3;
—dynamic viscosity/Pa·s;
—turbulent viscosity/Pa·s;
—term for the generation of turbulent kinetic energy due to the mean velocity gradient/m2·s−2;
—buoyancy-induced turbulent kinetic energy generating term/m2·s−2;
—fluctuation energy from overdiffusion/m2·s−2;
—empirical constant;
—empirical constants corresponding to and ;
—source term.
2.2.2. Particle Motion Modelling
In this paper, a stochastic particle orbital model based on the Lagrangian method is used to track the motion of pulverised coal particles in the furnace chamber. By analysing the force equilibrium of the coal particles in the gas-phase flow field, the equation of motion of the coal particles can be obtained as follows:
In Equation (3),
—particle mass/kg;
—drag coefficient;
—gas density/kg·m−3;
—surface area of particles/m2;
—velocity component of a particle in a given direction/m·s−1;
—average velocity of the gas phase in a given direction/m·s−1;
—pulsation velocity of the gas phase in one direction/m·s−1;
—gravitational acceleration/m·s−2.
By integrating and solving Equation (3), the motion velocity of coal particles can be obtained, and then Equation (4) can be integrated in order to obtain the motion trajectory of coal particles.
2.2.3. Gas-Phase Combustion Modelling
For the gas-phase combustion model, we selected a non-premixed combustion model; the main reason for using this model is to take into account the more complex pulverised coal combustion itself; thus far, there is still no model that can accurately describe it, and the non-premixed combustion model is based on the concept of conservation, the coal combustion process of one or two conserved quantities of the transport equation for solving, so as to predict the distribution of concentration of the individual components, and this prediction with the nature of the model instead better describes the pulverised coal combustion process in the furnace. The model considers the instantaneous thermochemical state of the fluid to be related to a conserved quantity (mixing fraction ), which is defined as follows:
In Equation (5),
—elemental mass fraction of element i;
—value at the inlet of the oxidiser stream;
—value at the inlet of the fuel stream.
The simulation calculations require solving the equation for the mixing fraction, which is expressed as follows:
In Equation (6),
—mass transfer of pulverised coal particles into the gas phase;
—user-defined source items.
The calculation also requires solving the conservation equation for the mean square value of the average mixed score:
In Equation (7),
2.2.4. Volatilisation Analysis out of the Model
The combustion of pulverised coal should go through the following stages: firstly, in the heat absorption stage, water is analysed after the pulverised coal is heated, and then the dry pulverised coal is thermally decomposed and the volatile components start to precipitate; the precipitated volatile components first ignite and burn, the heat released from the combustion of the volatile components heats up the coke, the carbon particles ignite and burn as ash when the oxygen diffuses to the surface of the carbon particles, and the carbon particles are heated up to a certain temperature. However, in the actual combustion process of pulverised coal, the above processes are not carried out sequentially, but may be carried out at the same time and influence each other.
For the complex devolatilisation process, researchers have developed different devolatilisation models to describe it through long-term experiments and calculations. In this paper, the two-competition rate model proposed by Kobayashi et al. [36] is used to simulate the devolatilisation process of coal dust. The model takes into account that the pyrolysis process of coal dust is controlled by two parallel reactions which react at different temperatures. It is modelled as follows:
In Equations (8) and (9),
—competitive precipitation rate constant.
The expression for the total precipitation rate is shown in the following equation:
In Equation (10),
—mass of volatile matter precipitated at time /kg;
—initial particle mass of the injection source/kg;
—particle ash content/kg;
—generation rate factor.
2.2.5. Coke Combustion Modelling
After the pulverised coal particles are volatilised and analysed, the remaining coke begins to burn, which starts locally and then extends to the entire surface. In this paper, the diffusion-dynamics-controlled reaction rate model is chosen to describe the coke combustion, which takes into account the diffusion rate of the gas phase to the surface of the coke and the influence of reaction kinetics on the reaction rate on the surface of the carbon particles and describes the coke combustion process in a more comprehensive way.
Oxygen diffusion rate to the coke surface:
Coke surface chemical reaction rate:
In Equations (11) and (12):
—surrounding medium temperature (K);
—diffusion rate constant;
—chemical reaction rate constant;
—activation energy (J·mol−1).
Surface reaction combustion rate of coke obtained from weighting of diffusion rate and chemical reaction rate:
In Equation (13),
—partial pressure of gas-phase oxidant around particles;
—kinetic reaction constants for the reaction and its diffusion on the inner surface of the coke.
According to the mass fraction of the oxidant, assuming a constant particle size and a decrease in the density of the particles, the rate of combustion of the coke surface reaction can be obtained as Equation (14):
2.2.6. Radiative Heat Transfer Modelling
The pulverised coal boiler operates at a high temperature inside the furnace during normal operation, and therefore heat transfer is mainly carried out by means of thermal radiation. Scholars have established many models to describe the radiative heat transfer through continuous research and exploration, but for the radiative heat transfer inside the furnace, the P-1 model and the DO model are usually chosen. The P-1 model is suitable for solving the radiative heat transfer in the furnace at such a large scale because the model itself is simpler and the effect of scattering is taken into account.
The radiant heat flow qr follows the following equation:
In Equation (15),
—Stephen Boltzmann’s constant, 5.67 × 10−8/W·m−2·K−4;
—user-defined radiation source term.
When the model considers the effect of particle radiation, the transport equation for the incident radiation G due to its radiation is as follows:
In Equation (16),
—equivalent radiation of particles;
—equivalent absorption coefficient of particles.
They are defined as follows:
In Equations (17) and (18),
—blackness of the nth particle;
—temperature of the nth particle/K;
—projected area of the nth particle/m2.
In Equation (19),
—diameter of the nth particle/m.
In Equation (20), is defined as Equation (21),
The expression for the heat source term in the energy equation due to particle radiation is Equation (22):
2.3. Grid Division and Model Validation
2.3.1. Verification of Mesh Delineation and Mesh-Independence
Because of the use of a four-corner cut-circle boiler, the temperature change gradient in the furnace area is large compared to other areas, the grid of the main combustion zone is refined, taking into account the shape factor, and the grid at the cross-section of the main combustion zone is divided along the diagonal direction, which coincides with the direction of the gas flow in the furnace, in order to obtain more accurate simulation results. The region from the bottom cold ash hopper to the horizontal flue outlet has been chosen as the computational domain to avoid high computational costs. Structured grids are used as they are more accurate compared to unstructured grids. A high quality structured grid was used for meshing as shown in Figure 2. The grid at the cross-section of the main combustion zone is divided along the diagonal direction to coincide with the gas flow direction in the furnace to obtain more accurate simulation results. Meanwhile, 1,393,011, 1,558,319, and 1,691,424 grids are selected to verify the grid independence to ensure that the grid division does not bring large errors. The validation results are shown in Figure 3. When the grid numbers are 1,558,319 and 1,691,424, the distribution of the average temperature of the furnace section along its height is constant; when there are 1,393,011 grids, the difference is very apparent. Therefore, the total number of grids was finally determined to be 1,558,319.
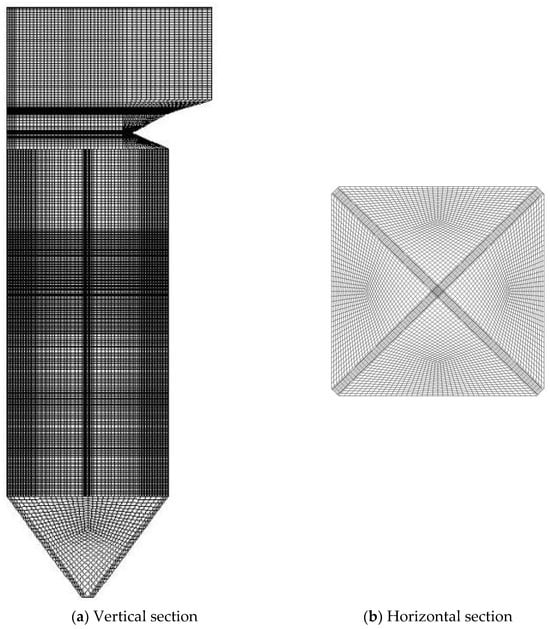
Figure 2.
Boiler grid diagram.
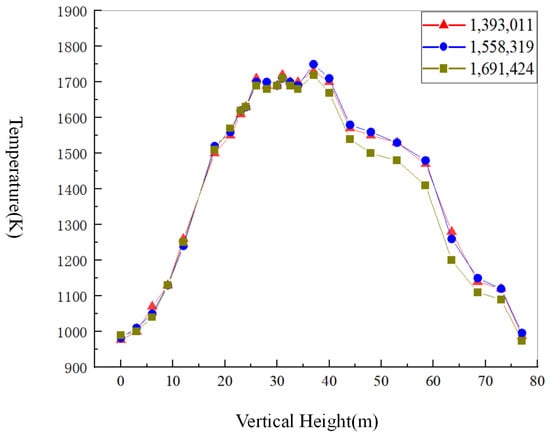
Figure 3.
Grid-independence validation graph.
2.3.2. Model Validation
In order to ensure the reliability of the simulation, the simulation results were compared with the results of the field test, as shown in Table 1. The numerical simulation results and the results of the field test are the average value of the furnace outlet, the results of the field test are the average value of the three measurement points, the temperature is close to the average value of the temperature of the surface, and the numerical simulation results are the average value of the temperature of the surface. The test conditions and numerical simulation conditions are all at a 660 MW load, and the air distribution and boiler operating conditions remain consistent. As can be seen from Table 1, the relative error between the numerical simulation results and the field test results is less than 5%, and the measured value of the furnace temperature is slightly lower than the calculated value. The numerical simulation results are reasonable within this range. The results show that the grid delineated and the mathematical model chosen in this paper are feasible and can reasonably simulate the flow, combustion and heat transfer characteristics in the furnace chamber. Therefore, the model can be applied to the calculation of other working conditions.

Table 1.
Validation of simulation results.
3. Calculation of Alkali Metal Migration Patterns
Thermodynamic Calculation Methods
Chemical thermodynamic equilibrium calculations are an important computational method based on the Gibbs free energy minimisation principle, which plays a key role in understanding and predicting the behaviour of substances during chemical reactions [37]. Gibbs free energy is a measure of the energy of a system that can be converted in an ordered manner at a certain temperature and pressure, which combines both the thermodynamic energy of a system (enthalpy) and the degree of disorder (entropy) aspects of both. According to the Gibbs free energy minimisation principle, a spontaneously occurring chemical reaction will progress in a direction that causes the Gibbs free energy of the system to decrease until it reaches an equilibrium state, at which point the Gibbs free energy of the system is minimised.
In a chemical reaction, specific temperature and pressure conditions cause the concentrations of the components of the system to adjust to a state that minimises the overall Gibbs free energy. Chemical thermodynamic equilibrium calculations make use of this principle to predict the concentration distribution of components at equilibrium by mathematically and physically synthesising all the chemical reactions and interactions between substances that may occur under a given set of conditions. Such calculations take into account not only the direction and extent of chemical reactions, but also non-expansion work that does not involve volume changes during the reaction process, such as electromagnetic work, surface work, etc., which is particularly important for accurately describing the state of the system.
Chemical thermodynamic equilibrium calculations are used in an extremely wide range of applications, including chemical process simulation, materials science, environmental science, energy engineering, and many other fields. Within these fields, the calculations can help engineers and scientists to understand and predict the behaviour of chemical reactions under specific conditions, to optimise reaction conditions, to design efficient chemical processes and materials, and to evaluate the generation and control strategies of environmental pollutants. For example, in chemical production, chemical thermodynamic equilibrium calculations can be used to optimise the production process, improve the conversion rate of raw materials and the purity of products, and reduce energy consumption and production costs; in environmental engineering, the generation and emission of hazardous substances can be predicted and controlled, and a scientific basis for environmental protection can be provided. Commonly used thermodynamic simulation software includes FactSage 8.2, HSC chemistry 9, Thermo-Calc(2023a), NASA-CEA2022, CHEMKIN4.0.1, Aspen PlusV12, and so on.
Using the HSC-Chemistry 9 software and its thermodynamic model and database, we can accurately predict and analyse the equilibrium state of the chemical reactions of the major elements in Jundong coal at different temperatures, predict the existence of the formations and proportions of the various chemical substances at different temperatures and pressures, and reveal the potential impact of these chemical reactions on the slagging, coking, and corrosion problems that may occur in the process of coal utilisation. This will provide strong technical support for the efficient and clean utilisation of coal and environmental protection.
During coal combustion, alkali metals in the coal are released from the minerals into the combustion gases as the temperature increases. This process occurs mainly in the pyrolysis and combustion stages of coal. The alkali metals released into the gas phase will react chemically with the silicate, sulphate, and other components in the coal ash to form low-melting-point complexes. These low-melting-point complexes are prone to form ash and slag on the heat-exchange surface. The release and migration of alkali metals can be affected when other fuels are blended in Jundong coal. For example, the potassium content in biomass is usually high, and blending biomass may increase the concentration of alkali metals in the combustion gases, thus affecting the nature of ash and slag build-up. In addition, combustion temperature is one of the important factors affecting alkali metal migration and transformation. Higher combustion temperatures favour the release of alkali metals, but may also promote the formation of low-melting-point complexes, exacerbating ash and slagging problems.
Coal samples from the Jundong area were selected as the research object to investigate the migration characteristics of alkali metals, the coal quality analysis is shown in Table 2, the ash content of this coal sample is only 12.97%, but Table 3 shows the analysis of its ash composition, and the content of the alkali metal Na2O in the coal ash is greater than the international indicator of 2% of high-alkali coal, which is 2.71%, and it belongs to a typical coal of Jundong. Na in coal mainly exists in the form of NaCl in a water-soluble state; following the results of the study of the alkali metal endowment morphology in Jundong coal, it is assumed that all of the Na in coal exists in the form of NaCl, in order to understand the reaction characteristics of the reaction between NaCl and the compounds consisting of Si, Al, H, O, and other major elements of the coal in the presence of different additives. In order to compare the migration and transformation characteristics of sodium-based compounds in Jundong coal and that doped with different additives, the amount of substances was kept the same.
Table 2.
Industrial and elemental analyses of Jundong coal.
Table 3.
Ash composition analysis of Jundong coal/%.
4. Results and Discussion
4.1. Simulation Results of In-Furnace Combustion with Different Burner Configurations for 500 MW Loads
This paper simulates the flow field and combustion characteristics in a boiler furnace at 500 MW load conditions to ensure that the ash accumulation characteristics in the furnace can be accurately modelled.
From the analysis of the velocity field distribution in the furnace in Figure 4, it is known that the area of higher wind speed in the furnace is mainly concentrated near the furnace wall, and this feature is conducive to the formation of a good tangent circle flow of pulverised coal gas flow in the furnace chamber. As shown in Figure 5, the higher-temperature region in the furnace is mainly distributed in the vicinity of the furnace wall, and the combustion reaction is mainly carried out in this region.
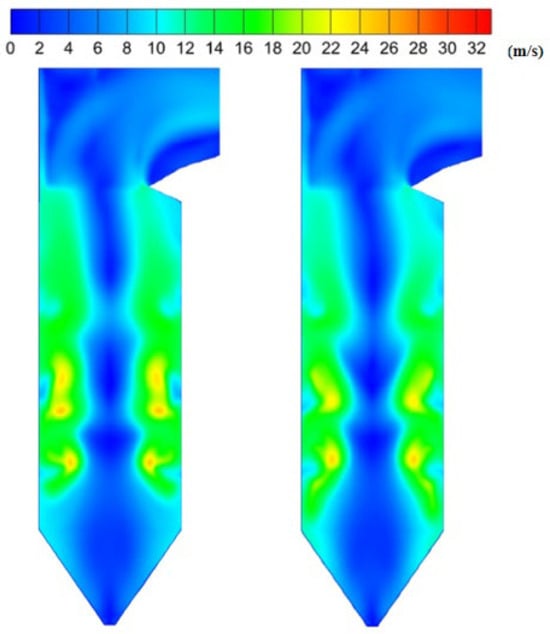
Figure 4.
Velocity field distributions in the furnace with configured upper (left) and lower (right) burners.
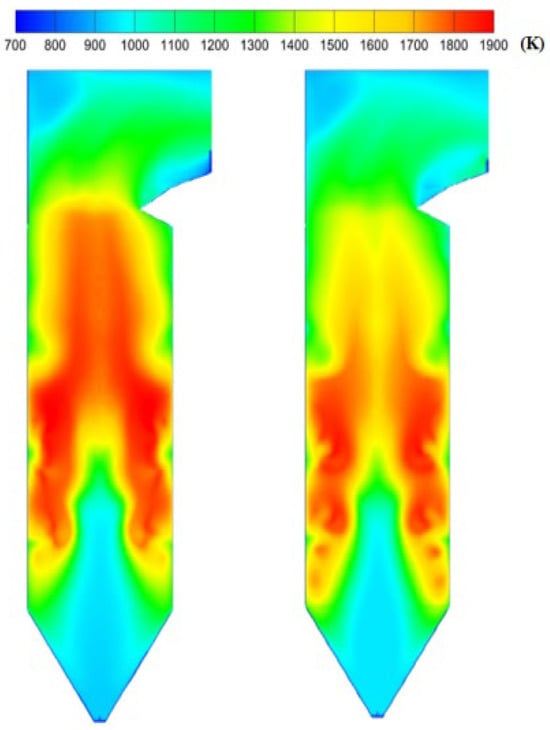
Figure 5.
Temperature field distributions in the furnace with configured upper (left) and lower (right) burners.
Figure 5 shows the temperature field distribution of the two conditions of a 500 MW load. Comparing the temperature fields of the two conditions, the condition with the lower burner is more uniform and has a lower temperature, while the condition with the upper burner is more concentrated and is prone to form a high-temperature region. From the figure, it can be seen that in the upper part of the main combustion zone, because the wind speed of the upper burner condition arrangement is higher, the combustion of the coal particles in the main combustion zone is not complete enough, and these incompletely combusted coal particles are carried to the upper region by the high-speed wind, where they continue to carry out the combustion process, releasing more heat, resulting in a significant increase in the temperature of this region.
4.2. Characterisation of Ash Accumulation in Different Burner Configurations for 500 MW Loads
In the combustion process of the boiler, the burner arrangement and air distribution method have an important influence on the ash accumulation characteristics in the furnace.
The layout in the lower burner conditions in the cold ash bucket of ash accumulation is greater than the arrangement of the upper conditions, because in the lower burner—out of the pulverised coal gas flow in the gravity and the upper part of the gas flow of the extrusion—there will be part of the pulverised coal in the cold ash bucket of combustion or combustion of coal ash particles in the lower part of the hearth failed to follow the upward movement of rotating airflow, discharged from the boiler, but in the action of gravity, adhered to the cold ash hopper. In the hearth, the deposition rate of the case with the upper burner is larger than that with the lower burner, and the deposition rate of the case with the upper burner is 34.6%, while that of the lower one is 33.3%, and the difference between the two is not obvious.
As can be seen from Figure 6, the ash accumulation of coal ash particles in the 500 MW loaded boiler is mainly concentrated in the hearth region, so the ash accumulation characteristics in the hearth region were analysed. The furnace burner region was divided into seven parts along the vertical height, each part being five metres high, as shown in Figure 7, and the deposition rate of each part of the region was explored for the arrangement of the upper burner and for the arrangement of the lower burner water-cooled wall surrounding the wall surface. From the figure, it can be seen that the highest deposition rates are found at the heights of 10–15 m and 25–30 m, mainly due to the fact that these two heights just benefit from the arrangement of the burner and are located at the burner nozzles, and therefore have higher deposition rates. In the lower part of the furnace chamber, the case with the lower burner at 0–5 m has a higher deposition rate than the case with the upper burner, mainly because the case with the upper burner does not activate the burner in the lowest part of the furnace chamber. In the upper-middle region of the furnace, the ash deposition in the case of the upper burner is more than that of the lower burner, because the main combustion zone is a little higher.
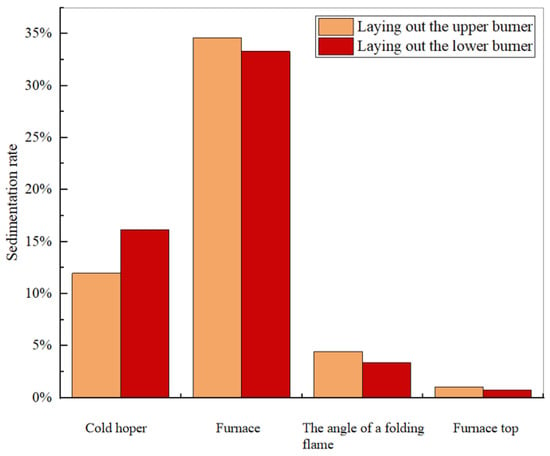
Figure 6.
Characteristics of ash accumulation in the furnace for two burner arrangements.
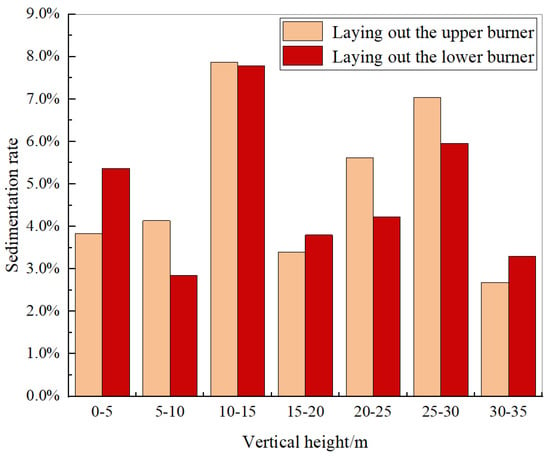
Figure 7.
Characteristics of ash accumulation at the vertical height of the furnace chamber for two burner arrangements.
4.3. Analysis of Slagging Trends in the Upper Burner Furnace for 500 MW Load Arrangement
The slagging behaviour of coal ash in a furnace is a complex process influenced by a number of factors. The deposition of coal ash particles on the wall surface and their adhesion properties are the key factors determining the slagging behaviour.
In the previous, the ash accumulation characteristics of the working conditions with two burner arrangements were analysed, and in this section, the slagging trend of the boiler with two burner arrangements is analysed by analysing the temperature at which the coal ash particles are deposited to the furnace wall, the deposition rate, and the reducing atmosphere at the wall. The slagging trend of coal ash particles is more obvious in the high-temperature region, which is due to the fact that the higher the temperature of the coal ash particles, the higher the probability of adhesion and the easier it is to slag. Through the analysis in the previous section, the ash accumulation in the water-cooled wall of the boiler is mainly concentrated in the hearth region and is located in the main combustion zone, which has a higher temperature and is prone to form slagging. Therefore, in this section, the deposition rate and deposition temperature in the hearth region are analysed to explore the slagging trend in the furnace.
In order to investigate the ash accumulation characteristics of the water-cooled wall in the main combustion zone of the furnace, the water-cooled wall is divided into seven regions along the vertical height of the wall in the four directions of the front, back, left, right, and the simulation calculates the deposition rate of coal ash particles in each region, and the results are shown in Figure 8. Regarding the arrangement of the upper burner condition, the region with the most deposition is 10–15 m and 20–30 m. This region is the arrangement area of the burner, and the coal dust particles are rapidly burned in the high-temperature region of the furnace chamber after the particles are sprayed out from the burner nozzle and collide on the furnace wall under the drive of the airflow to form deposition. At 0–5 m and 15–20 m, the burners were not activated or arranged, so there was less deposition. As shown in Figure 8, the deposition rate of the right wall of the furnace is larger than that of the other wall surfaces, so in the actual operation of the site, we should observe and monitor the ash accumulation on the right wall more, and arrange more sootblowers or increase the frequency of sootblowing.
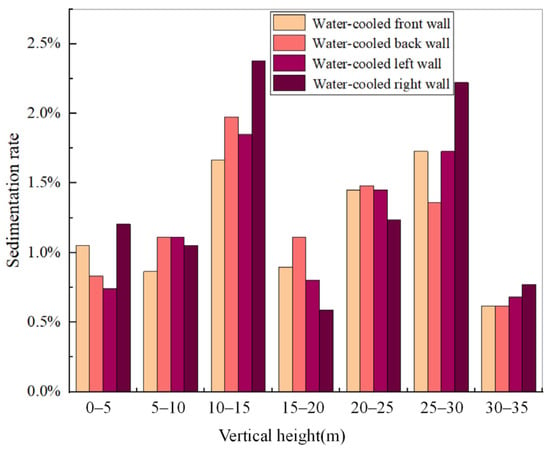
Figure 8.
Deposition rate distribution of vertical height of the water-cooled wall of the upper burner in position.
The adhesion characteristics of the coal ash particles are related to the temperature: the higher the temperature, the higher the probability of adhesion and the easier it is to slag. Therefore, the temperature of the deposited particles on the four wall surfaces of the water-cooled wall of the furnace and the vertical height of the deposited particles are simulated, and the correspondence is shown in Figure 9. The temperature distribution of the deposited particles on the four wall surfaces is basically the same, and the areas with a higher temperature of deposited particles are mainly concentrated in the vicinity of vertical heights of 10 m and 25 m. This is mainly due to the arrangement of the upper burners, and the burners enabled by them are mainly concentrated in the two height areas. The coal dust particles ejected from the combustion enter the furnace chamber and burn rapidly, releasing a large amount of heat and forming a high-temperature region, in which the temperature of the coal ash particles increases and the probability of adhesion increases. Figure 8 shows that the deposition rate of 10 m and 25 m height region is also larger than the deposition rate of other heights.
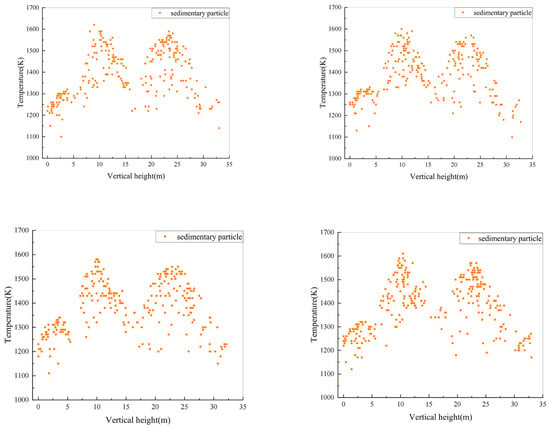
Figure 9.
Temperature distribution of deposited particles in the front wall (top left) and back wall (top right) of the furnace chamber (bottom left) and right wall (bottom right).
4.4. Analysis of Slagging Trends in the Lower Burner Furnace for 500 MW Load Arrangement
At the same load, the operation of different layers of burners in the boiler significantly affects the flow field characteristics and combustion characteristics of the furnace, which in turn affect the slagging characteristics of the furnace.
Using the same method as in the previous section, the wall surface of the water-cooled wall in the four directions of front, back, left, and right is divided into seven areas along the vertical height, and the deposition rate of coal ash particles in each area of the lower burner condition under the 500 MW load arrangement is simulated and calculated; the results are shown in Figure 10. As with the arrangement of the upper burner conditions, 10–15 m and 25–30 m of the height of the region deposited more, mainly because these in two height regions for the arrangement of the burner area, pulverised coal particles from the burner nozzle move out of the furnace in the high-temperature region of the rapid combustion of the gas flow driven by the collision on the furnace wall, leading to the formation of deposits.
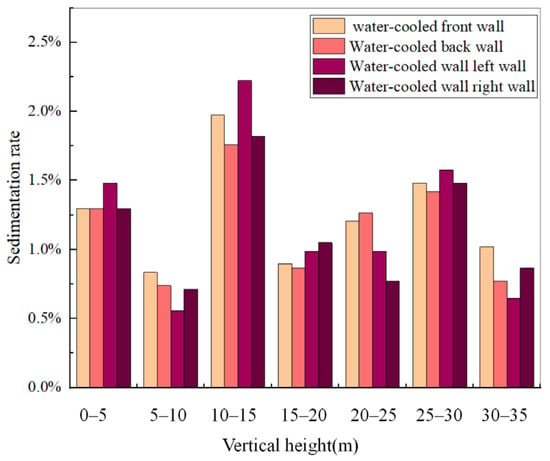
Figure 10.
Deposition rate distribution of vertical height of the water-cooled wall of the lower burner in position.
As mentioned previously, the temperature affects the adhesion characteristics of coal ash particles, and the higher the temperature, the higher the probability of adhesion and the more serious the slagging phenomenon. Therefore, the temperature of the deposited particles on the four wall surfaces of the water-cooled wall of the furnace and the vertical height of the deposited particles are simulated for the lower burner condition, and the corresponding relationship is shown in Figure 11. Consistent with the arrangement of the upper burner conditions, the temperature distribution of the deposited particles on the four wall surfaces is the same, but the temperature of deposited particles is higher in three height zones, respectively 2 m, 10 m, and 25 m, mainly because its enabled burners are mainly concentrated in these three height zones. The coal dust particles sprayed by combustion enter the furnace chamber and burn rapidly, releasing a large amount of heat and forming a high-temperature region, in which the temperature of the coal ash particles increases and the probability of adhesion increases.
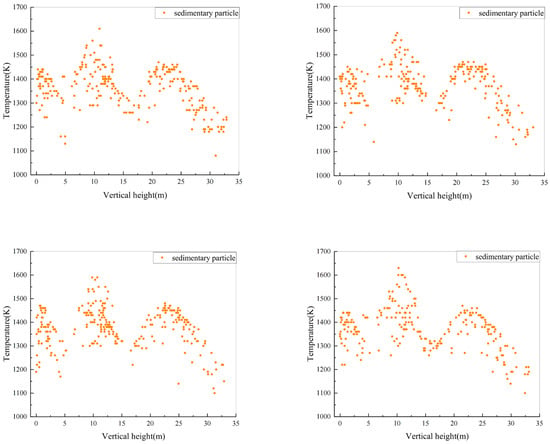
Figure 11.
Temperature distribution of deposited particles in the front wall (top left) and back wall (top right) of the furnace chamber (bottom left) and right wall (bottom right).
4.5. Migration Patterns of Sodium-Based Compounds in High-Alkali Coals
The variation in solid-phase NaCl content was calculated for sodium-based compounds in Jundong coal as shown in Figure 12. From Figure 12, it can be seen that at 0.1 MPa, the amount of solid-phase NaCl starts to decrease at about 300 °C and drops to zero at close to 700 °C, and the rate of solid-phase NaCl transformation increases with the increase in temperature. With the gradual increase in pressure, the transition of solid-phase NaCl requires higher and higher temperatures, and when the pressure is 1 bar, the transition of solid-phase NaCl starts from 400 °C, and the amount of solid-phase NaCl decreases to zero at close to 800 °C. When the pressure is increased to 4 bar, the transition of solid-phase NaCl is not fully completed until 850 °C. The increase in pressure is not proportional to the magnitude of the required temperature, with each 1 bar increase in pressure, the solid-phase NaCl transformation is elevated by a smaller and smaller temperature.
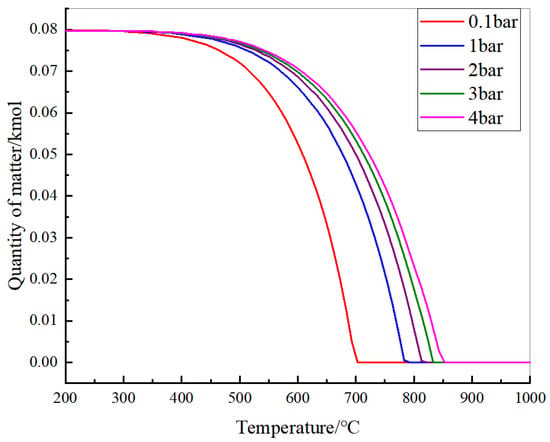
Figure 12.
Changes in solid-phase NaCl in the coal of Jundong under pressurised conditions.
As can be seen from Figure 13, the content of solid-phase NaCl started to decrease at 400 °C under atmospheric pressure, while the contents of NaAlSiO4, Na2SiO3, and NaAlSi3O8 started to increase, and the content of solid-phase NaCl decreased to zero when the temperature reached 800 °C, and the contents of Na2SiO3 and NaAlSi3O8 reached the maximum. And with the increase in temperature, the content of Na2SiO3 and NaAlSi3O8 gradually decreased again, and the content dropped to nearly zero and remained stable at 1150 °C. The content of NaAlSi3O8 was always low, and the maximum value of the amount of the substance was only 0.003 kmol. The content of NaAlSiO4 started to increase with the transformation of the solid-phase NaCl at 400 °C, and the content of NaAlSiO4 increased with the transformation of the solid-phase NaCl during the process of the transformation of NaCl, the content of NaAlSiO4 also reached 0.003 kmol. During the transformation of solid-phase NaCl, the generation rate of NaAlSiO4 is increasing, and when the transformation of solid-phase NaCl is finished, the generation rate of NaAlSiO4 decreases significantly. At 900 °C, the maximum value of 0.3 kmol was reached, and the content of NaAlSiO4 gradually decreased again as the temperature continued to increase. The content of gas-phase NaCl gradually increased from 750 °C, and the generation rate of gas-phase NaCl gradually decreased with the increase in temperature.
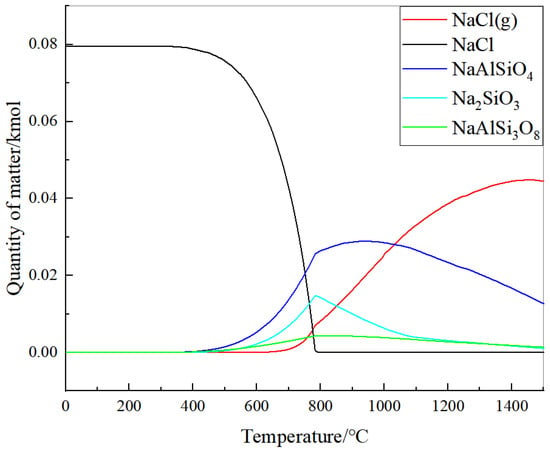
Figure 13.
Migration and transformation properties of Na-based compounds at atmospheric pressure.
From the above analysis, it can be seen that NaCl in Jundong coal remains solid below 400 °C. From 400 °C, it reacts with SiO2 and Al2O3 to form NaAlSi3O8, NaAlSiO4, and Na2SiO3. From 800 °C, the content of Na2SiO3 and NaAlSi3O8 starts to decrease, i.e., it reacts with other Cl-containing compounds or Cl2 to form gas-phase NaCl.
4.6. The Migration Law of Alkali Metal After Doping Silica
In order to deeply understand the effect of adding silica on the behaviour of sodium-based compounds in Jundong coal, HSC-chemistry software was used to calculate and analyse the migration and transformation of sodium-based compounds in Jundong coal after mixing different proportions of silica. The proportion of doped silica was set to 4%, 6%, 8%, and 10%, respectively, to explore the effect of silica addition on the migration and transformation of sodium-based compounds. Figure 14 shows the migration and transformation characteristics of Na-based compounds in Jundong coal mixed with 10% SiO2. It can be seen from the figure that the solid-phase NaCl began to change from 350 °C to 720 °C, and the content became zero. The initial transition temperature of solid-phase NaCl was 50 °C lower than that of unblended Jundong coal. At 350 °C, with the transformation of solid-phase NaCl, the content of NaAlSiO4, Na2SiO3, and NaAlSi3O8 began to increase. The content of Na2SiO3 and NaAlSi3O8 reached the maximum at the temperature when the solid-phase NaCl transformation was completed, and the maximum value was much larger than that of the unblended Jundong coal. With the increase in temperature, the decrease rate of Na2SiO3 content is greater than that of NaAlSi3O8, and the content of NaAlSi3O8 decreases slowly and tends to be stable. The formation rate of NaAlSiO4 increases gradually with temperature in the temperature range of solid-phase NaCl transformation. The formation rate of NaAlSiO4 decreases gradually after the end of solid-phase NaCl transformation, and reaches the maximum value of 0.03 kmol at 1000 °C, which is basically consistent with the undoped Jundong coal. Therefore, the addition of SiO2 has little effect on the formation and decomposition of NaAlSiO4. Gaseous NaCl begins to form at 700 °C, and the formation rate is basically the same with the increase in temperature. Compared with the unblended Jundong coal, the content of gas-phase NaCl is lower, and the blending of SiO2 has a certain inhibitory effect on the formation of gas-phase NaCl.
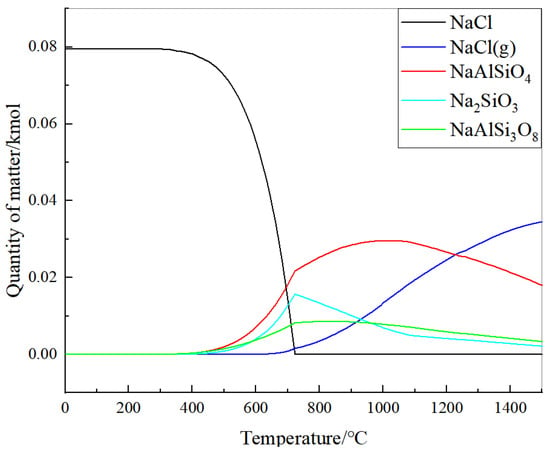
Figure 14.
Migration and transformation characteristics of Na-based compounds in Jundong coal mixed with 10% SiO2.
It can be seen from Figure 15 that the solid-phase NaCl began to change from 350 °C, which was 50 °C lower than that of the solid-phase NaCl in the Jundong coal without additives, and the transition temperature of the solid-phase NaCl gradually decreased with the increase in the addition ratio. For the formation of gaseous NaCl, when the temperature reaches 750 °C, the addition of SiO2 has an effect on it. As the proportion of SiO2 addition increases, the rate of formation gradually decreases. And when the temperature reaches 1500 °C, its content tends to be stable.
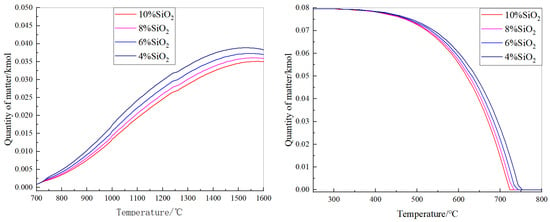
Figure 15.
The migration and transformation characteristics of different proportions of silica NaCl (g) (left) and NaCl (right).
It can be seen from Figure 16 that the proportion of doped SiO2 has little effect on the content of Na2SiO3 and NaAlSiO4. With the increase in the proportion of doped SiO2, the generated Na2SiO3 and NaAlSiO4 also increase. For NaAlSi3O8, the content is proportional to the blending ratio; the content of NaAlSi3O8 doped with 10% SiO2 is 0.002 kmol higher than that of NaAlSi3O8 doped with 4% SiO2, which is about 28.6% higher. The content of the three sodium-based compounds increases first and then decreases with the increase in temperature. The temperature at which NaAlSiO4 reaches the maximum value is 200 °C higher than that of the other two compounds. The peak temperature of Na2SiO3 decreases slightly with the increase in blending ratio. The peak temperature of NaAlSi3O8 will not change with the blending ratio. The temperature at which NaAlSiO4 reaches its peak increases slightly with the increase in the blending ratio.
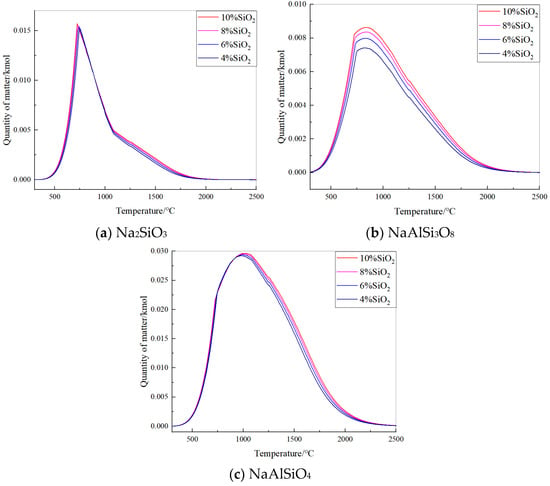
Figure 16.
Migration and transformation characteristics of sodium-based silicon–aluminum compounds doped with different proportions of silica sodium-based silicon–aluminum compounds.
4.7. The Migration Law of Alkali Metals After Mixing with Aluminum Oxide
In order to reveal the specific effect of Al2O3 addition on the behaviour of sodium-based compounds in Jundong coal, HSC-chemistry was used to calculate and analyse the migration and transformation of sodium-based compounds in Jundong coal with different proportions of Al2O3. In the experimental design, four different Al2O3 blending ratios of 4%, 6%, 8%, and 10% were selected. Through the setting of a proportional gradient, the specific effect of Al2O3 addition on the migration and transformation of sodium-based compounds was explored. In order to ensure the comparability and accuracy of the results, the amount of Jundong coal and additives was kept consistent, so as to eliminate the interference of other variables and ensure the accuracy and reliability of the data and thus accurately measure the effect of alumina addition on the migration and transformation characteristics of sodium compounds. In the process of thermodynamic calculation, according to the input ratio of Jundong coal and alumina and the reaction conditions (such as temperature), the software uses its built-in thermodynamic model and database to calculate the migration path and transformation products of sodium-based compounds in the process of combustion or gasification, including the new compounds formed by the reaction of sodium-based compounds with alumina, the volatilisation behaviour of sodium, and other related information, such as in-depth understanding of the migration path and conversion products of sodium-based compounds during combustion or gasification under different alumina additions, including stable compounds formed by reaction with alumina.
Figure 17 shows the migration and transformation characteristics of Na-based compounds in Jundong coal mixed with 10% Al2O3. It can be seen from the figure that the solid-phase NaCl began to change from 400 °C to 830 °C, and the content became zero. The starting transition temperature of NaCl solid phase is consistent with that of Jundong coal, and 50 °C higher than that of Jundong coal mixed with SiO2. Therefore, the addition of SiO2 will increase the transition temperature of the solid-phase NaCl of Jundong coal, while the addition of Al2O3 will not affect it. After the solid-phase NaCl began to transform, the temperature increased by 250 °C, and NaAlSiO4 began to form when it reached 650 °C. In the case of undoped and doped SiO2, the formation of NaAlSiO4 was carried out at the same temperature as the transformation of solid-phase NaCl. The temperature at which the amount of NaAlSiO4 reaches the peak is 1200 °C, which is about 200 °C higher than that of the two conditions of undoped and doped SiO2. After adding Al2O3, almost no Na2SiO3 and NaAlSi3O8 were formed in the conversion process of Jundong coal Na-based compounds. The maximum amount of Na2SiO3 was only 0.0005 kmol, and the maximum amount of NaAlSi3O8 was 0.000025 kmol. Gas-phase NaCl began to form at 700 °C, and its production increased with the increase in temperature. The rate of gas-phase NaCl formation is higher than that of unblended Jundong coal, and the blending of Al2O3 has a certain promoting effect on the formation of gas-phase NaCl.
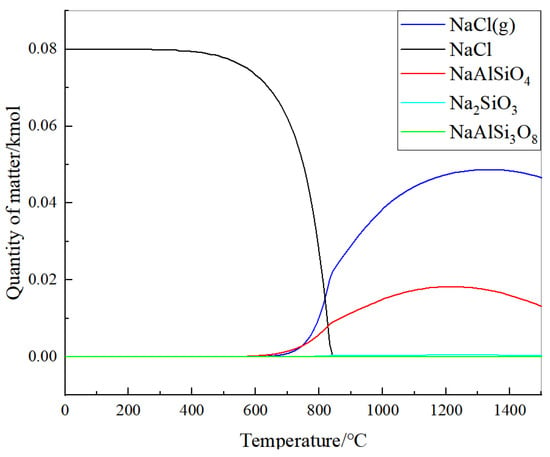
Figure 17.
Migration and transformation characteristics of Na-based compounds in Jundong coal mixed with 10% Al2O3.
It can be seen from Figure 18 that the solid-phase NaCl began to change from 400 °C, which was consistent with the transition temperature of solid-phase NaCl in Jundong coal without additives. With the increase in the addition ratio, the transition temperature of solid-phase NaCl gradually decreased. The completion temperature of solid-phase NaCl is inversely proportional to the proportion of Al2O3. For the formation of gas-phase NaCl, when the temperature reaches 850 °C, the transformation of solid-phase NaCl is completed, and the addition of Al2O3 begins to affect it. With the increase in the blending ratio, the slope in the figure gradually increases, so the formation rate of gas-phase NaCl with temperature is proportional to the blending ratio, and the blending of Al2O3 will promote the formation of gas-phase NaCl.
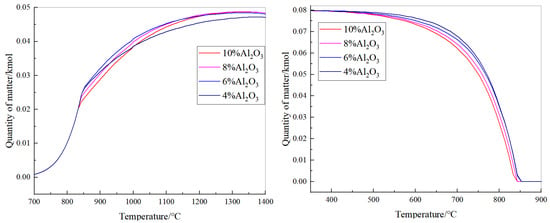
Figure 18.
The migration and transformation characteristics of different proportions of aluminum oxide NaCl (g) (left) and NaCl (right).
It can be seen from Figure 19 that the proportion of doped Al2O3 has an effect on the content of the three sodium-based compounds. It can be seen from Figure 17 that the content of NaAlSi3O8 and Na2SiO3 is basically zero after doping Al2O3. However, it can be seen from Figure 19 that the proportion of doping will still affect the formation of two sodium-based compounds, and its content is inversely proportional to the proportion of doped Al2O3. The less Al2O3 is doped, the less NaAlSi3O8 and Na2SiO3 are generated. After the addition of Al2O3, the main form of Na, Si, and Al compounds is NaAlSiO4, and its content is inversely proportional to the proportion of Al2O3. The content of NaAlSiO4 with 4% SiO2 is 0.0125 kmol higher than that with 10% SiO2, which is about 71.4% higher than that with 10% SiO2. The content of the three sodium-based compounds increases first and then decreases with the increase in temperature, and the temperature at which the content of the three sodium-based compounds reaches a peak gradually increases with the increase in the blending ratio.
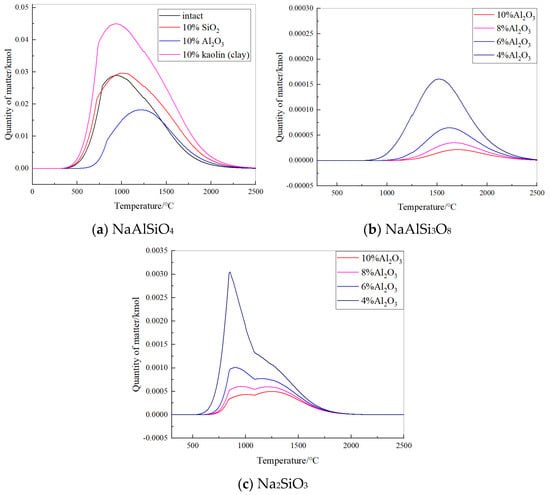
Figure 19.
Migration and transformation characteristics of sodium aluminosilicate compounds doped with different proportions of aluminum oxide.
4.8. Migration Law of Alkali Metals in Mixed Kaolin
Jundong coal is widely used because of its high calorific value and low sulfur content, but its high alkali metal (mainly sodium and potassium) content will lead to a series of problems, such as ash deposition, slagging, and corrosion. Mixing kaolin is an effective method to reduce the occurrence of these problems. Kaolinite is an aluminosilicate mineral with a strong alkali metal trapping ability. During combustion and gasification, silicates and aluminates in kaolin can form more stable compounds with alkali metals, thereby reducing the volatilisation of alkali metals. According to the data in Table 4, kaolin is mainly composed of silica (SiO2) and alumina (Al2O3), with a ratio of about 59.39% of SiO2 corresponding to 25.01% of Al2O3. In order to facilitate the calculation and analysis by thermodynamic calculation software, it is helpful to understand the effect of kaolin addition on the migration and transformation behaviour of sodium-based compounds more clearly, and the ratio is simplified to 7:3.
Table 4.
Kaolin ash composition data.
In order to further study the effect of kaolin on the migration and transformation characteristics of sodium-based compounds in Jundong coal, the same blending ratios as the first two sections were selected, namely 4%, 6%, 8%, and 10%. Through this series of ratio changes, the specific effects of adding different proportions of kaolin on the migration and transformation of sodium-based compounds were explored, and the effects of different additives (i.e., SiO2, Al2O3, and kaolin) on the migration and transformation characteristics of sodium-based compounds were compared. On the premise of ensuring the consistency of the total mass of Jundong coal samples, the analysis of Jundong coal samples containing different proportions of kaolin by HSC-chemistry can eliminate the interference of other variables and ensure the comparability and accuracy of the experimental results. The calculation and analysis will be based on the chemical composition of kaolin (i.e., the mixture of SiO2 and Al2O3), considering its possible reaction path with sodium-based compounds during combustion or gasification, including the new compounds formed by the reaction of sodium-based compounds with SiO2 and Al2O3, and the volatilisation behaviour of sodium.
Figure 20 shows the migration and transformation characteristics of Na-based compounds in Jundong coal mixed with 10% kaolin. It can be seen that the solid-phase NaCl began to change from 400 °C to 720 °C, and the content became zero. At 400 °C, with the transformation of solid-phase NaCl, the content of NaAlSiO4, Na2SiO3, and NaAlSi3O8 began to increase. The content of Na2SiO3 and NaAlSi3O8 reached the maximum at the temperature when the solid-phase NaCl transformation was completed, and the maximum value was much larger than that of the unblended Jundong coal. With the increase in temperature, the decrease rate of Na2SiO3 content is greater than that of NaAlSi3O8, and the content of NaAlSi3O8 decreases slowly and tends to be stable. The formation rate of NaAlSiO4 increases gradually with temperature in the temperature range of solid-phase NaCl transformation. The formation rate of NaAlSiO4 gradually decreases after the solid-phase NaCl transformation and reaches the maximum value of 0.045 kmol at 900 °C. Therefore, the addition of kaolin will promote the formation of NaAlSiO4. The gas-phase NaCl begins to form at 700 °C, and the content of NaCl increases with the increase in temperature, and the formation rate is basically the same.
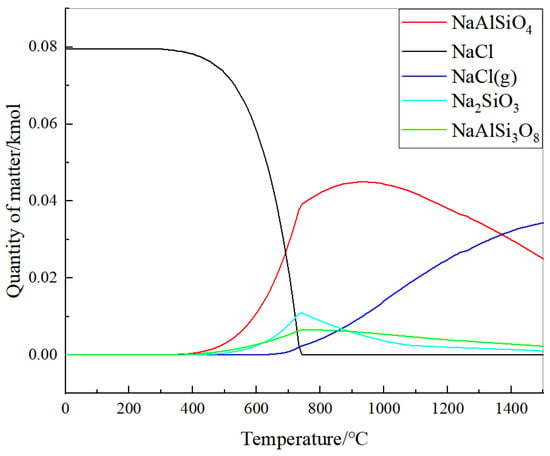
Figure 20.
Migration and transformation characteristics of Na-based compounds after mixing with 10% kaolin.
It can be seen from Figure 21 that the solid-phase NaCl began to change from 350 °C, which was 50 °C lower than that of the solid-phase NaCl in the Jundong coal without additives, and the transition temperature of the solid-phase NaCl gradually decreased with the increase in the addition ratio. The completion temperature of solid-phase NaCl transformation is inversely proportional to the blending ratio. The higher the blending ratio, the lower the temperature required for solid-phase NaCl transformation. For the formation of gas-phase NaCl, when the temperature reaches 750 °C, the solid-phase NaCl transformation is completed, and the addition of kaolin has an effect on it. As the proportion of kaolin added is higher and higher, the content of its formation gradually decreases; and when the temperature reaches 1500 °C, its content tends to be stable.
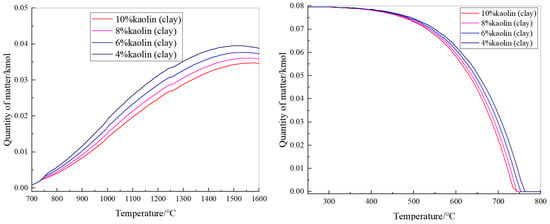
Figure 21.
The migration and transformation characteristics of NaCl (g) (left) and NaCl (right) after adding 10% kaolin.
From Figure 22, it can be seen that the proportion of mixed kaolin will affect the content of three sodium-based compounds. As the proportion of mixed kaolin increases, the generated Na2SiO3 gradually decreases. For NaAlSi3O8 and NaAlSiO4, the content is proportional to the blending ratio; the NaAlSi3O8 content of 10% kaolin was 0.0015 kmol higher than that of 4% kaolin, which was increased by about 27.7%. The content of the three sodium-based compounds increases first and then decreases with the increase in temperature. The temperature at which NaAlSiO4 reaches the maximum value is 200 °C higher than that of the other two compounds. The peak temperature of Na2SiO3 increases slightly with the increase in blending ratio. The peak temperature of NaAlSi3O8 will not change with the blending ratio. The temperature at which NaAlSiO4 reaches its peak increases slightly with the increase in the blending ratio.
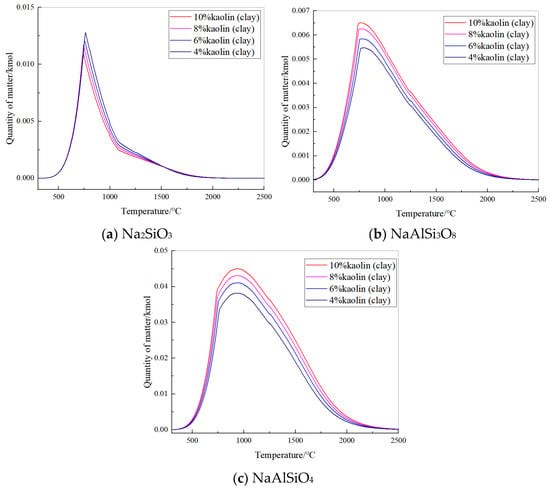
Figure 22.
Migration and transformation characteristics of sodium-based silicon–aluminum compounds mixed with different proportions of kaolin.
The content of NaAlSiO4 in the three sodium-based compounds is higher than that of the other two. Therefore, the amount of NaAlSiO4 produced by the three additives and the unblended Jundong coal is compared, as shown in Figure 23. The peak value of NaAlSiO4 content after blending 10% kaolin is 0.045 kmol, the peak value of NaAlSiO4 content of unblended Jundong coal is 0.029 kmol, the peak value of SiO2 blending 10% is 0.03 kmol, and the peak value of Al2O3 blending 10% is 0.017 kmol. Compared with the unblended Jundong coal, 10% kaolin-blended Jundong coal increased by 0.016 kmol, increased by 55.2%. After blending with 10% Al2O3, the content of NaAlSiO4 is lower than that of undoped Jundong coal. Figure 24 displays the transformation characteristics of NaCl with different additives. The addition of kaolin and SiO2 will promote the transformation of NaCl, while the addition of Al2O3 will increase the transformation temperature of NaCl and inhibit its transformation. Figure 25 shows the release characteristics of gas-phase NaCl with different additives. The addition of kaolin and SiO2 will inhibit the formation of gas-phase NaC. After the addition of Al2O3, the amount of gas-phase NaCl is greater than that of the undoped condition, so the addition of Al2O3 will promote the formation of gas-phase NaCl.
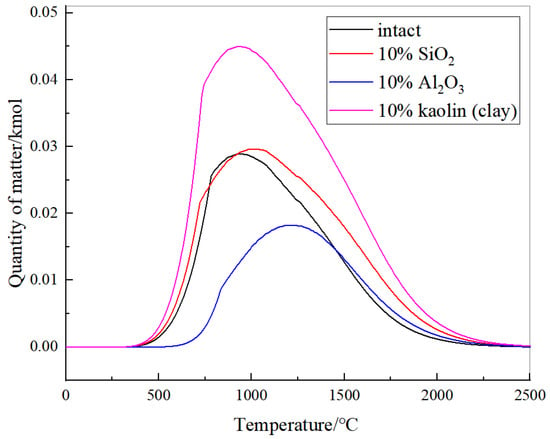
Figure 23.
Migration and transformation characteristics of NaAlSiO4 doped with different additives.
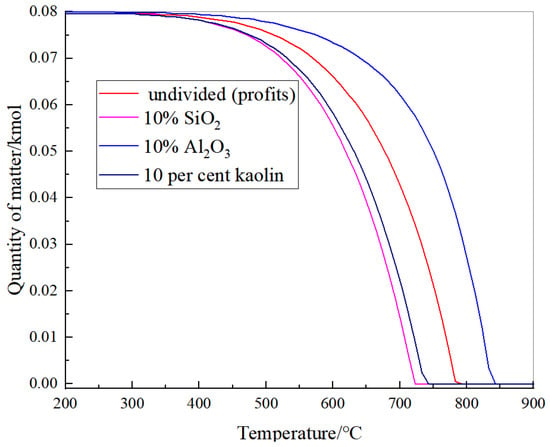
Figure 24.
Characteristics of migration and transformation of NaCl with different additives.
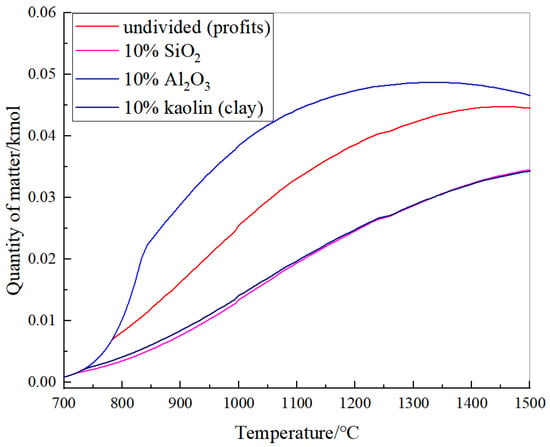
Figure 25.
Gas-phase NaCl release characteristics of different additives.
5. Conclusions
This paper simulates the flow field characteristics and pulverised coal combustion characteristics of a boiler with a load of 500 MW under two burner arrangements, calculates the deposition characteristics of the boiler furnace wall under the two conditions, and analyses the slagging trend of the furnace in the upper burner arrangement and the lower burner arrangement by taking the position of the furnace wall deposition, the deposition rate, and the deposition temperature as the indexes. The initial layer is the foundation of ash deposition formation, and the alkali metal and alkaline earth metal elements rich in Jundong coal are the important causative factors for the formation of the initial layer. The alkali metals in the high-alkali coal volatilise at high temperatures and condense on the surface of the heat-exchanger at low temperatures to form a viscous surface layer that enhances its capture efficiency of coal ash particles. In this paper, we calculated the existence forms of Na-based compounds at different temperatures after unblended Jundong coal was blended with different proportions of additives such as SiO2, Al2O3, and kaolin, analysed the migration and transformation characteristics of alkali metals, derived the effects of different additives on slagging and staining, and analysed the intrinsic mechanisms. The following conclusions were drawn:
(1) Under a 500 MW load, the size of the tangent circle formed in the furnace by the upper burner arrangement is larger than that of the lower burner, and the main combustion zone is larger than that of the lower burner. At a 500 MW load, the upper burner is arranged with more ash deposition at the upper flaming angle of the boiler and at the top of the furnace, and the lower burner is arranged with more deposition at the lower cold ash hopper of the boiler.
(2) Regarding the upper burner condition, in the height area with a higher deposition temperature, the deposition rate of the right wall of the furnace chamber is obviously larger than the other wall surfaces. In the arrangement of the upper burner conditions, for the 10 m and 25 m height regions, the deposition rates are greater than the other height of the deposition rate, the deposition temperature is high, and this region of the hearth can easily form a slagging area.
(3) Different silica-aluminium additives (silica, kaolin) have different effects on the melting characteristics and elemental migration and transformation patterns of high-alkali coal ash. The proportion of kaolin doped affects the content of the three sodium-based compounds, and the generated Na2SiO3 gradually decreases as the proportion of doping increases. For NaAlSi3O8 and NaAlSiO4, the contents are directly proportional to the proportion of blending; the NaAlSi3O8 content of 10% blended kaolin increased by 0.0015 kmol, or about 27.7%, compared with the NaAlSi3O8 content of 4% blended kaolin. NaCl in Jundong coal remains solid below 400 °C. From 400 °C, it reacts with SiO2 and Al2O3 to form NaAlSi3O8, NaAlSiO4, and Na2SiO3. From 800 °C, the content of Na2SiO3 and NaAlSi3O8 begins to decrease, i.e., the solid phase is transformed from 350 °C to 300 °C by the reaction of Na2SiO8 and NaAlSi3O8 with other chlorine-containing substances and the incorporation of SiO2. NaCl starts to transform from 350 °C, which is 50 °C lower compared with the solid-phase NaCl transformation temperature in Jundong coal without additives, and the generated gas-phase NaCl content is lower compared with Jundong coal without additives, and the generation of gas-phase NaCl is suppressed by SiO2 doping to a certain extent.
(4) The peak value of NaAlSiO4 content after 10% kaolin blending is 0.045 kmol, the peak value of NaAlSiO4 content of unblended Jundong coal is 0.029 kmol, the peak value of SiO2 with 10% blending is 0.03 kmol, and the peak value of Al2O3 with 10% blending is 0.017 kmol. The peak value of NaAlSiO4 content of 10% kaolin blending is 0.03 kmol, and the peak value of Al2O3 with 10% blending is 0.017 kmol. The peak value of NaAlSiO4 content of 10% kaolin blending is 0.017 kmol, compared with the unblended Jundong coal, by 0.016 kmol, an increase of 55.2%. The content of NaAlSiO4 was lower than that of unadulterated Jundong coal after a 10% Al2O3 admixture. The admixture of Al2O3 suppressed the conversion of solid-phase NaCl, promoted the generation of gas-phase NaCl, and suppressed the generation of sodium-based silica-aluminium compounds to a certain extent, and its content at all temperatures was inversely proportional to the admixture ratio. The amount of NaAlSiO4 generated after doping with kaolin is significantly higher than other additives, which is theoretically the best, and kaolin is cheap and easy to obtain. Therefore, it is recommended that kaolin be burned in power plants to reduce the slagging and scaling of Jundong coal.
Author Contributions
Conceptualisation, A.P. and W.Z.; methodology, H.M. and A.P.; software, W.Z.; validation, A.P., W.Z. and H.L.; formal analysis, H.L.; investigation, A.P.; data curation, H.M.; writing—original draft preparation, A.P., W.Z. and H.L.; writing—review and editing, A.P. and H.M.; visualisation, W.Z. and M.Z.; supervision, H.L.; project administration, M.Z.; funding acquisition, H.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Xinjiang Regional Coordination Special Project-International Science and Technology Cooperation Program (No. 2022E01026).
Data Availability Statement
There are no new data in this study.
Acknowledgments
We would like to express our sincere thanks to the project for its strong support, which enabled the research to be carried out. We thank our colleagues for their efforts in completing this article together.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Xi, J.P. Speech at the General Debate of the 75th UN General Assembly. People’s Daily, 23 September 2020. [Google Scholar]
- Gu, N.Z.; Gu, J.; Zhang, Z.X. The necessity and development trend of desulfurization in small and medium-sized boilers. Ind. Boil. 1999, 2, 4–6. [Google Scholar]
- Li, L.L.; Liang, X.; Li, J.J.; Jiao, J.L. Air pollution control policies and air pollution management in China-an empirical study based on city-level panel data. Ecol. Econ. 2024, 40, 179–186. [Google Scholar]
- Hao, Q.E.; Wang, F.; Gao, S.H.; Huang, Y. Preparation and performance study of high sulfur-solidifying coal using coal ash residue as sulfur fixing agent. Guangzhou Chem. Ind. 2022, 50, 179–181. [Google Scholar]
- Gao, C.Y. Estimation of air pollutant emissions from coal-fired boilers in thermal power plants. Environ. Sci. Manag. 2022, 47, 32–37. [Google Scholar]
- Jiang, H.H. Characterization of integrated device for desulfurization wet electric precipitation. Shanxi Metall. 2023, 46, 18–20. [Google Scholar]
- LHe, Y.; Han, L.Q. Characterization of combustion conditions in power plant boilers. J. Beijing Technol. Bus. Univ. (Nat. Sci. Ed.) 2008, 4, 55–59. [Google Scholar]
- Zhao, X.C.; Wang, J.J. Research on the program to reduce the exhaust temperature of lignite boiler. J. Power Eng. 2023, 43, 686–691+734. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, Z.P.; Yan, L.C.; Bai, S.G.; Shen, X.R. A review of the emission characteristics and control of fine particulate matter in the flue gas of pulverized coal boilers. Chem. Manag. 2020, 28, 82–83. [Google Scholar]
- Qu, S.J. Industrialization of clean coal technology/new coal chemical industry and its development in China. In Proceedings of the 2013 High-Level Academic Forum of China Coal Society; Beijing Coal Chemical Industry Branch, General Research Institute of Coal Science; Coal Chemical Industry Committee of China Coal Society: Beijing, China, 2013; 32p. [Google Scholar]
- Yu, H.; Shen, X.J.; Fu, H. Development and application of desulfurization technology in high temperature flue gas. Energy Conserv. Environ. Prot. 2022, 3, 89–90. [Google Scholar]
- Yao, H.J. Comparison and analysis of coal desulfurization technologies. Guangdong Chem. Ind. 2013, 40, 102–103. [Google Scholar]
- Xie, Y.; Wang, H.Y.; Zhao, J.; Liu, X.; Zhang, C.Q. Influence of furnace flue gas composition on heat transfer characteristics of oxygen-enriched combustion boilers. Combust. Sci. Technol. 2022, 28, 283–291. [Google Scholar]
- Li, Z.Y.; Cheng, J.; Liu, J.Z.; Liu, X.S.; Song, Y.C.; Cao, X.Y.; Cen, K.C. Dynamic monitoring and analysis of clean combustion flue gas composition in industrial boilers. Power Stn. Syst. Eng. 2002, 4, 1–4. [Google Scholar]
- Li, X. Optimization and reconstruction technology of SCR flue gas denitrification ultra low emission in coal fired power plant. IOP Conf. Ser. Mater. Sci. Eng. 2017, 231, 012111. [Google Scholar] [CrossRef]
- Song, J.; Lu, X.C.; Zhang, L.K. Excess air factors of boiler flue gases. In Proceedings of the 2022 Annual Scientific and Technical Conference of the Chinese Society of Environmental Science–Environmental Engineering Technology Innovation and Application Session (II); China Society of Environmental Science, Environmental Engineering Branch: Beijing, China, 2022; pp. 184–187. [Google Scholar]
- Lei, X.; Lu, H.; Chang, X.Q.; Zhou, E. Numerical simulation of the influence of gear-type combustion stabilizer on the flow field distribution and combustion products of swirl burner. Case Stud. Therm. Eng. 2024, 55, 104078. [Google Scholar] [CrossRef]
- Menni, Y.; Chamkha, A.J.; Zidani, C.; Benyoucef, B. Numerical analysis of heat and nanofluid mass transfer in a channel with detached and attached baffle plates. Math. Model. Eng. Probl. 2019, 6, 52–60. [Google Scholar] [CrossRef]
- Ghose, P.; Patra, J.; Datta, A.; Mukhopadhyay, A. Prediction of soot and thermal radiation in a model gas turbine combustor burning kerosene fuel spray at different swirl levels. Combust. Theory Model. 2016, 20, 457–485. [Google Scholar] [CrossRef]
- Richards, A.P.; Fletcher, T.H. A comparison of simple global kinetic models for coal devolatilization with the CPD model. Fuel 2016, 185, 171–180. [Google Scholar] [CrossRef]
- Wang, Y.; Zhou, Y. Numerical optimization of the influence of multiple deep air-staged combustion on the NOX emission in an opposed firing utility boiler using lean coal. Fuel 2020, 269, 116996. [Google Scholar] [CrossRef]
- Laubscher, R.; Rousseau, P. CFD study of pulverized coal-fired boiler evaporator and radiant superheaters at varying loads. Appl. Therm. Eng. 2019, 160, 114057. [Google Scholar] [CrossRef]
- Zhang, J. Effect of boiler exhaust gas temperature increased on boiler efficiency and coal consumption. Electr. Power Surv. Des. 2016, 1, 38–43. [Google Scholar]
- Huang, Q.; Li, S.Q.; Shao, Y.C.; Zhao, Y.Q.; Yao, Q. Dynamic evolution of impaction and sticking behaviors of fly ash particle in pulverized coal combustion. Proc. Combust. Inst. 2019, 37, 4419–4426. [Google Scholar] [CrossRef]
- Akiyama, K.; Pak, H.; Tada, T.; Ueki, Y.; Yoshiie, R.; Naruse, I. Ash deposition behavior of upgraded brown coal and bituminous coal. Energy Fuels 2010, 24, 4138–4143. [Google Scholar] [CrossRef]
- Hu, H.W. Theoretical and Experimental Study of Ash Deposition Characteristics. Master’s Thesis, University of Science and Technology of China, Beijing, China, 2017. [Google Scholar]
- Yang, X.; Ingham, D.; Ma, L.; Zhou, H.; Pourkashanian, M. Understanding the ash deposition formation in Zhundong lignite combustion through dynamic CFD modelling analysis. Fuel 2017, 194, 533–543. [Google Scholar] [CrossRef]
- Yang, X.; Ingham, D.; Ma, L.; Troiano, M.; Pourkashanian, M. Prediction of particle sticking efficiency for fly ash deposition at high temperatures. Proc. Combust. Inst. 2019, 37, 2995–3003. [Google Scholar] [CrossRef]
- Ni, J.J.; Yu, G.G.; Guo, Q.H.; Zhou, Z.; Wang, F. Submodel for predicting slag deposition formation in slagging gasification systems. Energy Fuels 2011, 25, 1004–1009. [Google Scholar] [CrossRef]
- Pan, Y.; Si, F.; Xu, Z. Modeling of ash deposition on the heating surface of power station boilers. Chin. J. Electr. Eng. 2010, 38, 63–67. [Google Scholar]
- Krzywanski, J.; Sztekler, K.; Szubel, M.; Siwek, T.; Nowak, W.; Mika, L. A comprehensive three-dimensional analysis of a large-scale multi-fuel CFB boiler burning coal and syngas. Part 1. The CFD model of a large-scale multi-fuel CFB combustion. Entropy 2020, 22, 964. [Google Scholar] [CrossRef]
- Shang, T. Experimental Study and Numerical Simulation on a Low-NOx Semi-Anthracite Coal Swirl Burner. Master’s Thesis, Tsinghua University, Beijing, China, 2016. [Google Scholar]
- Zhou, H.; Mo, G.; Si, D.; Cen, K. Numerical simulation of the NOx emissions in a 1000 MW tangentially fired pulverized-coal boiler: Influence of the multi-group arrangement of the separated over fire air. Energy Fuels 2011, 25, 2004–2012. [Google Scholar] [CrossRef]
- Fang, Q.; Musa, A.A.B.; Wei, Y.; Luo, Z.; Zhou, H. Numerical simulation of multifuel combustion in a 200 MW tangentially fired utility boiler. Energy Fuels 2012, 26, 313–323. [Google Scholar] [CrossRef]
- Shih, T.H.; Liou, W.W.; Shabbir, A.; Yang, Z.; Zhu, J. A new k-ϵ eddy viscosity model for high reynolds number turbulent flows. Comput. Fluids 1995, 24, 227–238. [Google Scholar] [CrossRef]
- Kobayashi, H.; Howard, J.B.; Sarofim, A.F. Coal devolatilization at high temperatures. Symp. (Int.) Combust. 1977, 16, 411–425. [Google Scholar] [CrossRef]
- Li, G. Experimental Study on the Generation, Evolution and Deposition Characteristics of Fine Particulate Matter from Pulverized Coal Combustion. Master’s Thesis, Tsinghua University, Beijing, China, 2014. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).