Figure 1.
Research content and technical roadmap.
Figure 1.
Research content and technical roadmap.
Figure 2.
Photo of chessboard.
Figure 2.
Photo of chessboard.
Figure 3.
(a) Eye-to-hand configuration; (b) Eye-in-hand configuration.
Figure 3.
(a) Eye-to-hand configuration; (b) Eye-in-hand configuration.
Figure 4.
Camera and wheel hub placement position.
Figure 4.
Camera and wheel hub placement position.
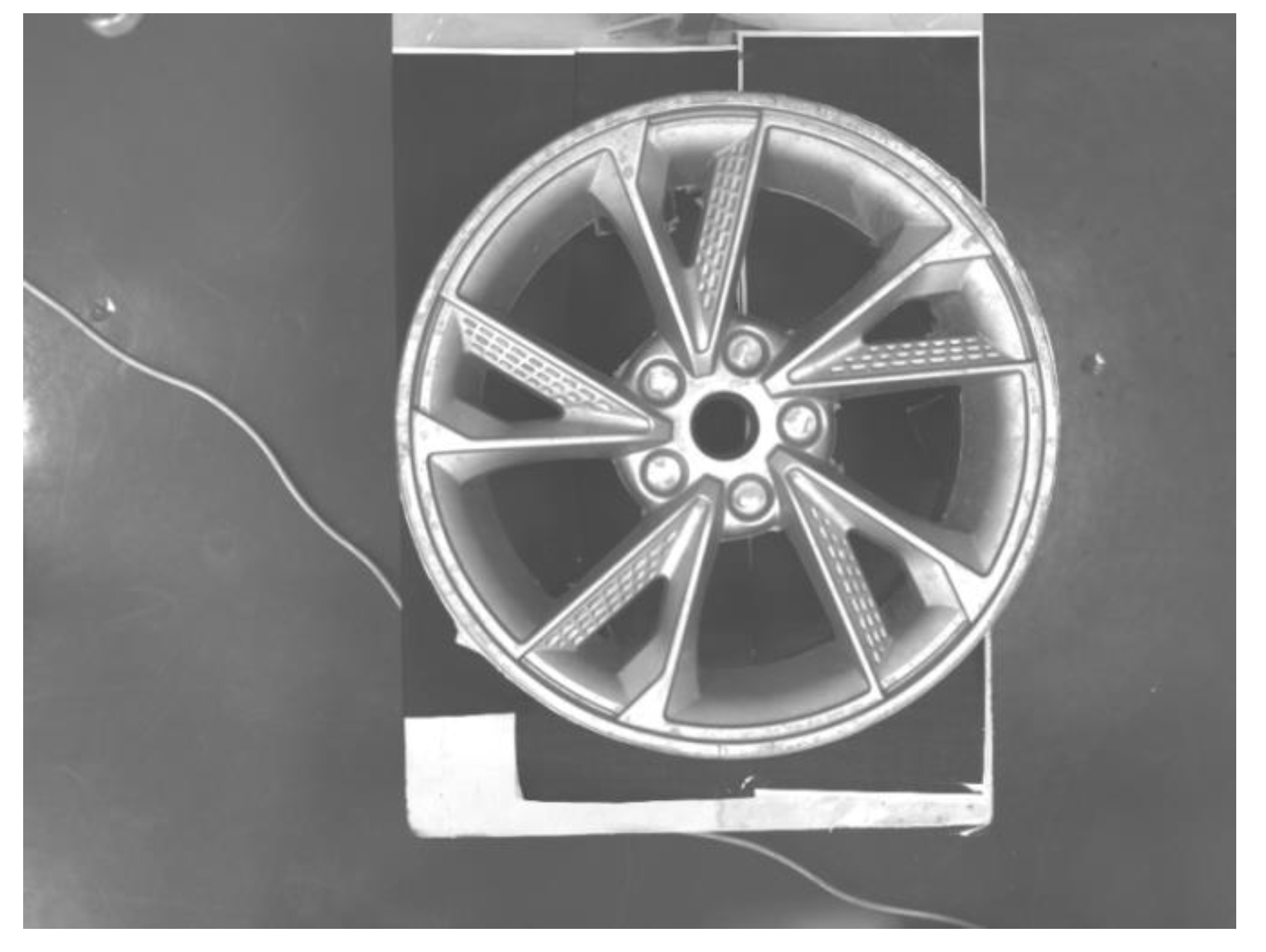
Figure 5.
Image of the wheel hub casting.
Figure 5.
Image of the wheel hub casting.
Figure 6.
(a) Raw image brightness information; (b) Histogram equalization results.
Figure 6.
(a) Raw image brightness information; (b) Histogram equalization results.
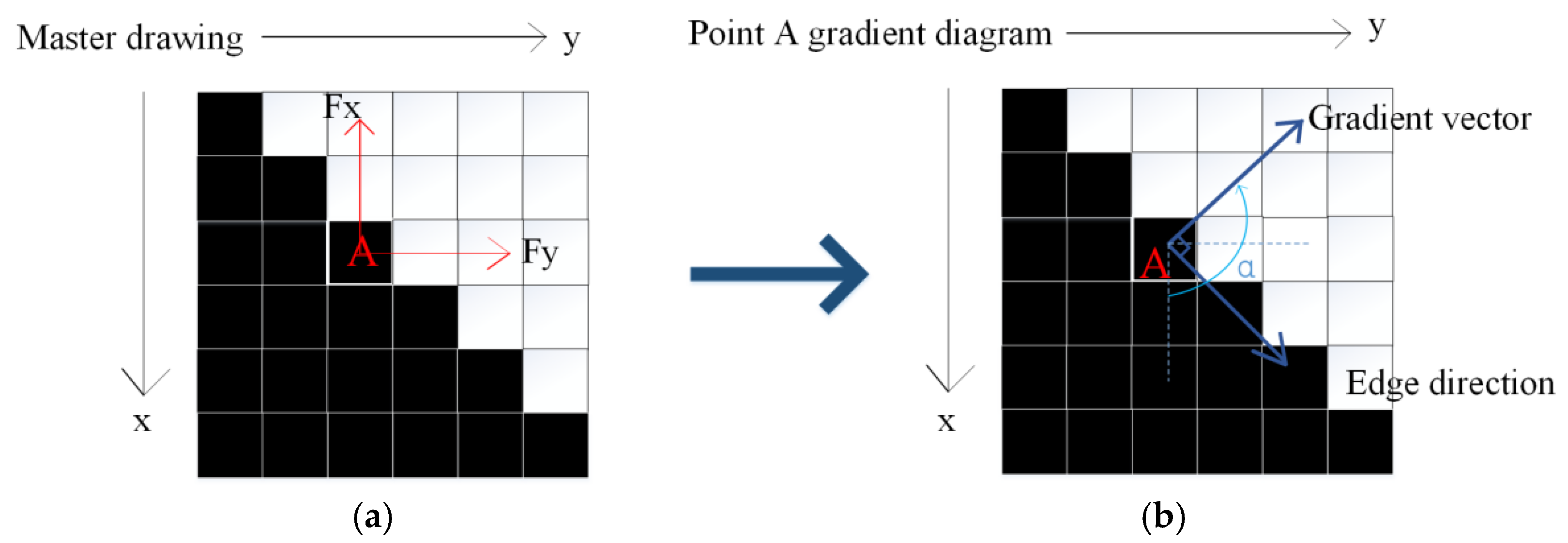
Figure 7.
(a) Point A original image; (b) Point A gradient diagram.
Figure 7.
(a) Point A original image; (b) Point A gradient diagram.
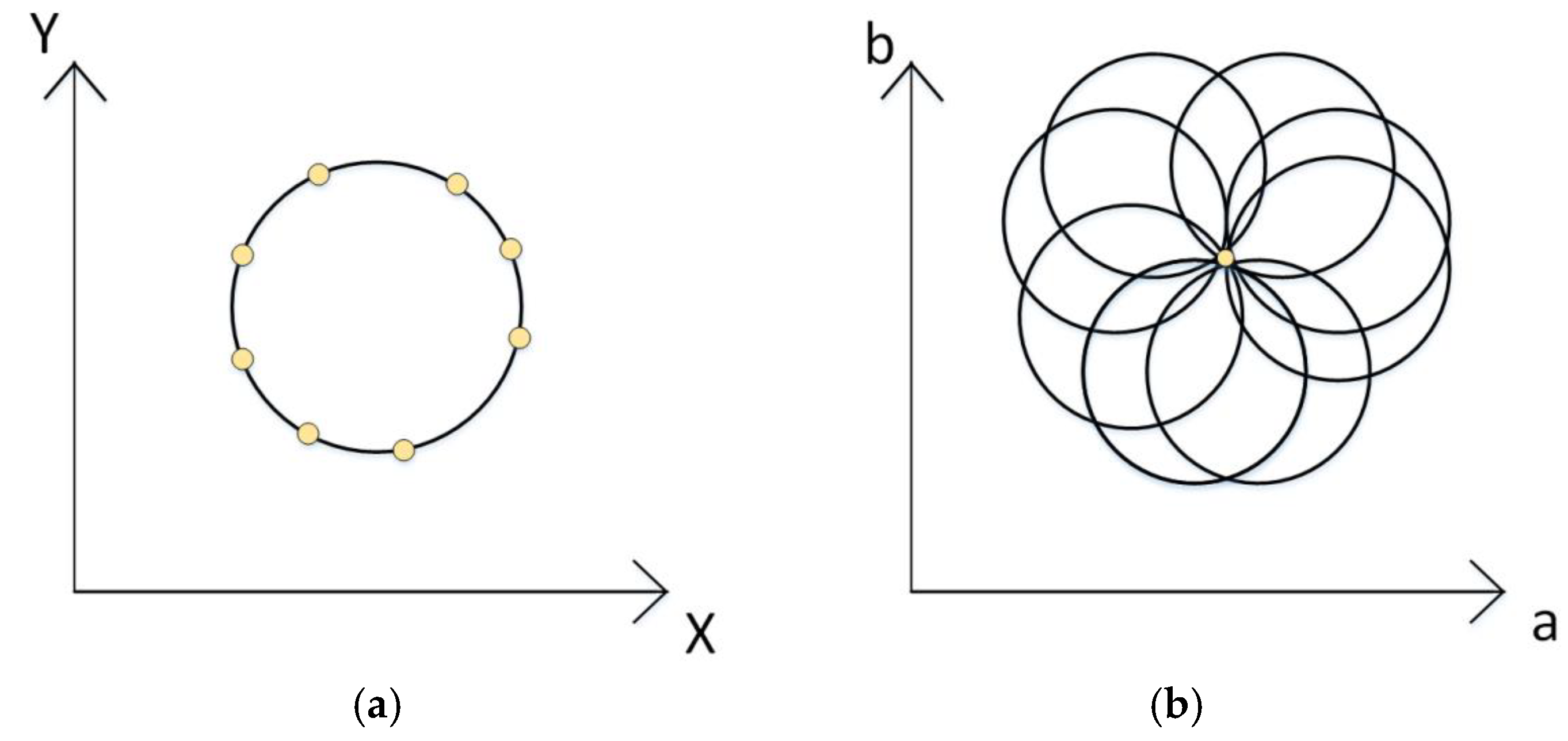
Figure 8.
(a) Image space; (b) Parameter space.
Figure 8.
(a) Image space; (b) Parameter space.
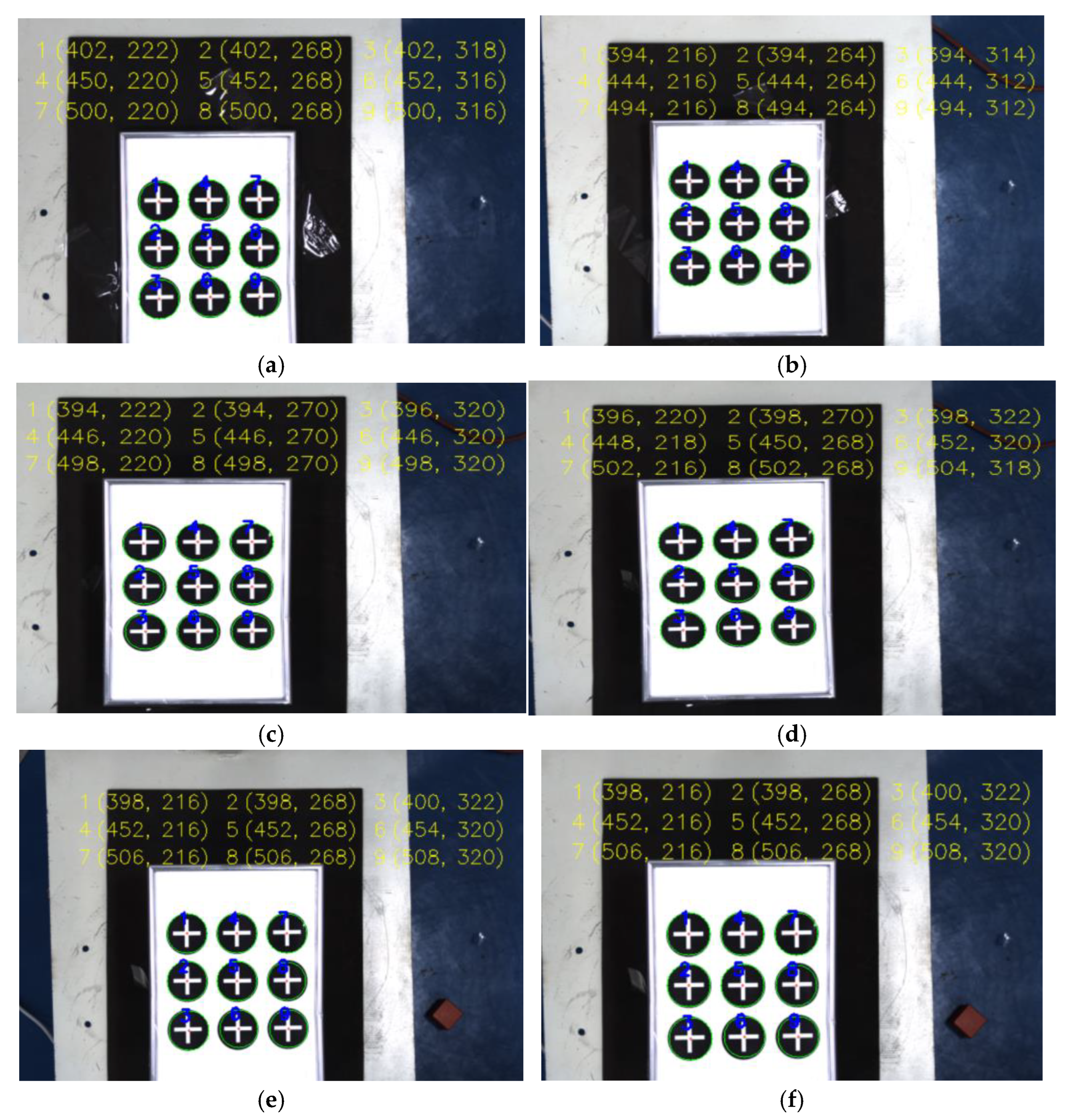
Figure 9.
(a) An image with a height of 0; (b) An image with a height of 4; (c) An image with a height of 8; (d) An image with a height of 12; (e) An image with a height of 16; (f) An image with a height of 20.
Figure 9.
(a) An image with a height of 0; (b) An image with a height of 4; (c) An image with a height of 8; (d) An image with a height of 12; (e) An image with a height of 16; (f) An image with a height of 20.
Figure 10.
Relationship between height and magnification.
Figure 10.
Relationship between height and magnification.
Figure 11.
Location map of the burr points on the wheel hub.
Figure 11.
Location map of the burr points on the wheel hub.
Figure 12.
Schematic diagram of path angles in space.
Figure 12.
Schematic diagram of path angles in space.
Figure 13.
Images of the checkerboard in 30 different configurations.
Figure 13.
Images of the checkerboard in 30 different configurations.
Figure 14.
Calibration plate processing diagram.
Figure 14.
Calibration plate processing diagram.
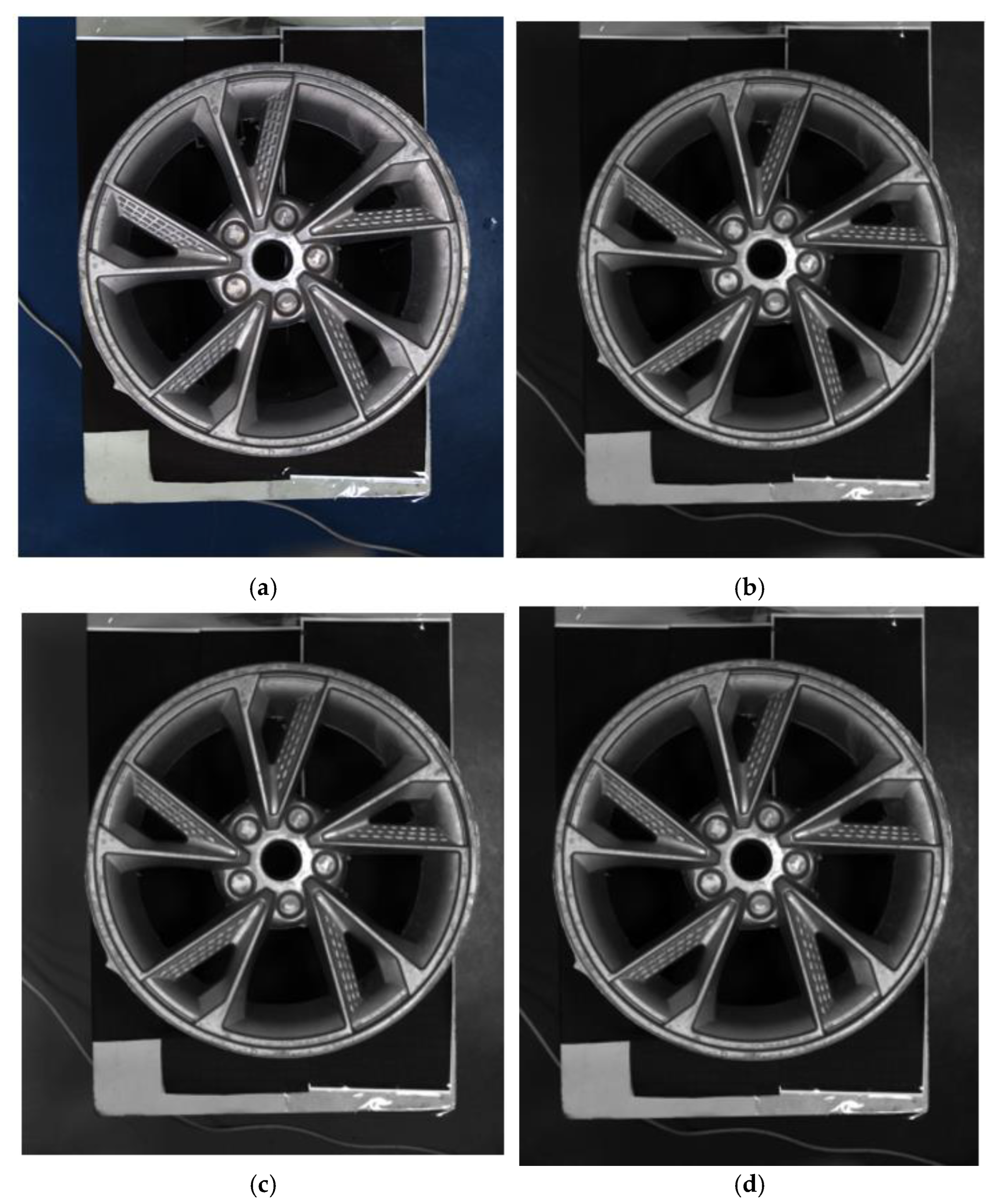
Figure 15.
(a) Original image; (b) Gray mean image; (c) Gray maximum image; (d) Weighted mean image.
Figure 15.
(a) Original image; (b) Gray mean image; (c) Gray maximum image; (d) Weighted mean image.
Figure 16.
(a) Median filtering processing results; (b) Mean filtering processing results.
Figure 16.
(a) Median filtering processing results; (b) Mean filtering processing results.
Figure 17.
Image after HE with enhanced high-frequency regions.
Figure 17.
Image after HE with enhanced high-frequency regions.
Figure 18.
Image combined with sobel operator processing and grayscale image.
Figure 18.
Image combined with sobel operator processing and grayscale image.
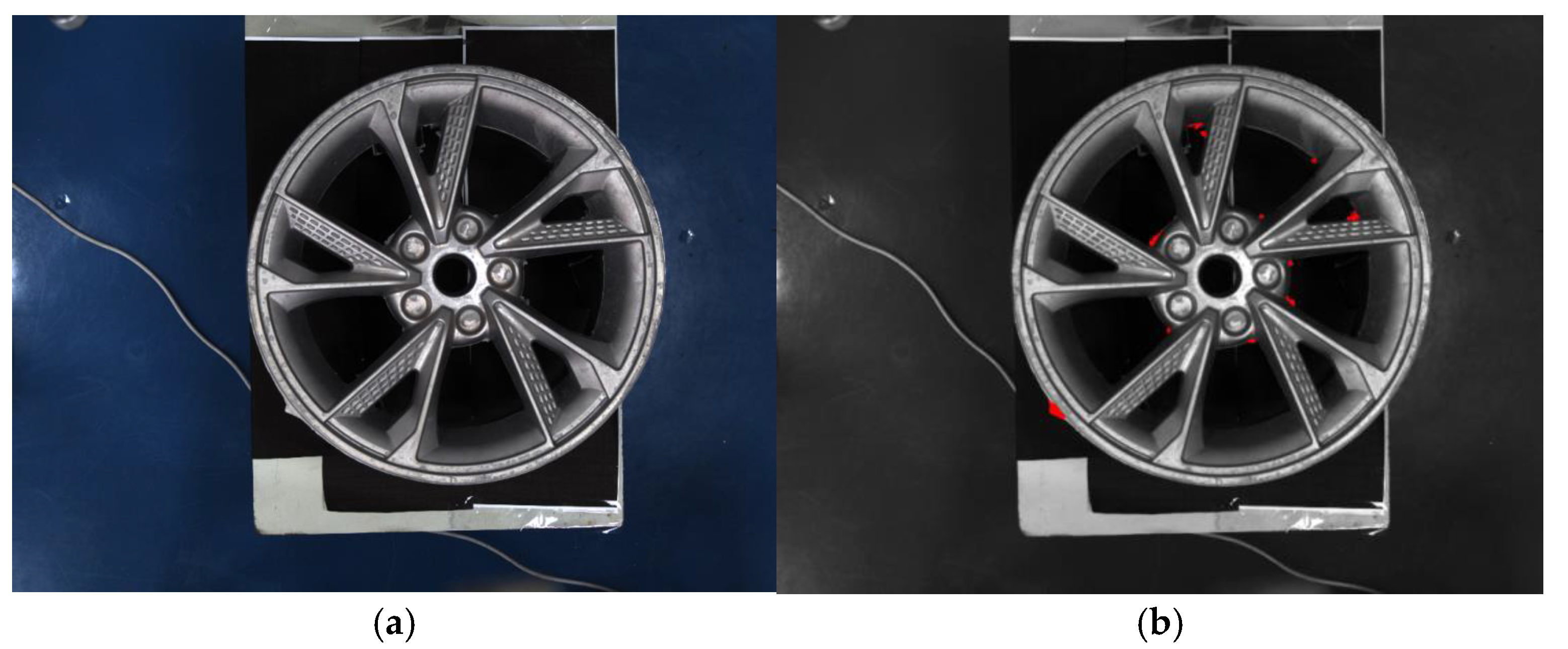
Figure 19.
(a) Original image; (b) Burr extraction result.
Figure 19.
(a) Original image; (b) Burr extraction result.
Figure 20.
Height error compensation results.
Figure 20.
Height error compensation results.
Figure 21.
(a) Burr image at 0 mm height; (b) Burr image at 60 mm height.
Figure 21.
(a) Burr image at 0 mm height; (b) Burr image at 60 mm height.
Figure 22.
Comparison of centroid coordinates with standard values before and after compensation.
Figure 22.
Comparison of centroid coordinates with standard values before and after compensation.
Figure 23.
3D burr point information.
Figure 23.
3D burr point information.
Figure 24.
Path graph not processed by optimization algorithm.
Figure 24.
Path graph not processed by optimization algorithm.
Figure 25.
Path graph processed by ACO algorithm.
Figure 25.
Path graph processed by ACO algorithm.
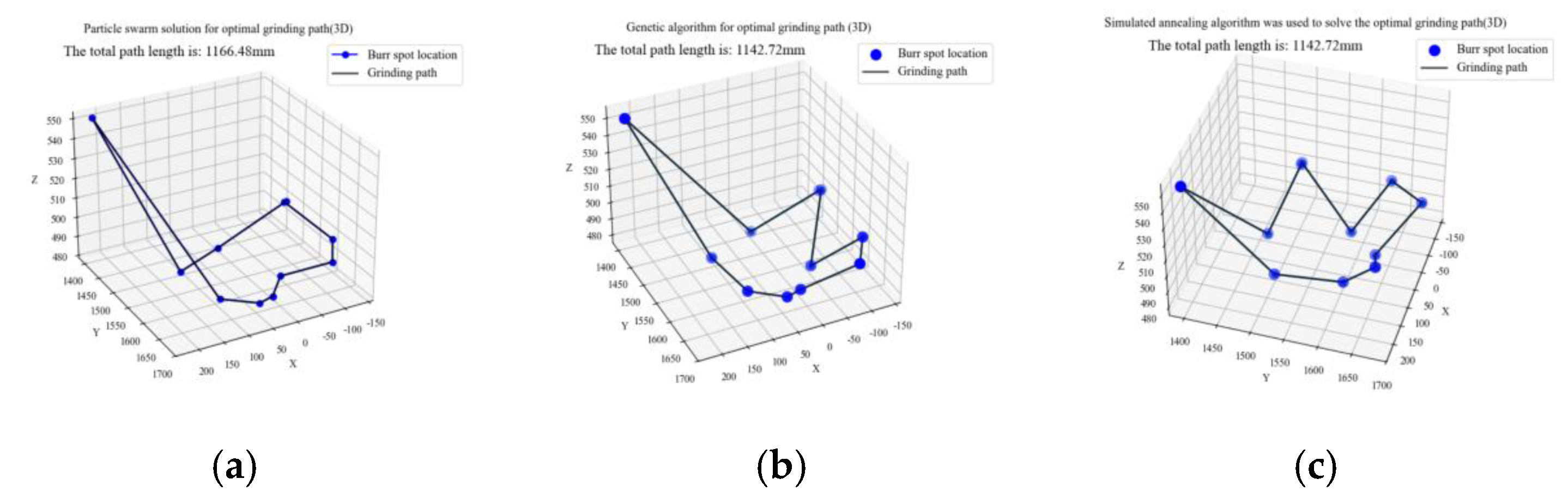
Figure 26.
(a) PSO algorithms results; (b) GA algorithms results; (c) SA algorithms results.
Figure 26.
(a) PSO algorithms results; (b) GA algorithms results; (c) SA algorithms results.
Figure 27.
The relationship between the number of iterations of four intelligent optimization algorithms and the minimum path length.
Figure 27.
The relationship between the number of iterations of four intelligent optimization algorithms and the minimum path length.
Figure 28.
(a) ACO algorithms; (b) PSO algorithms; (c) GA algorithms; (d) SA algorithms.
Figure 28.
(a) ACO algorithms; (b) PSO algorithms; (c) GA algorithms; (d) SA algorithms.
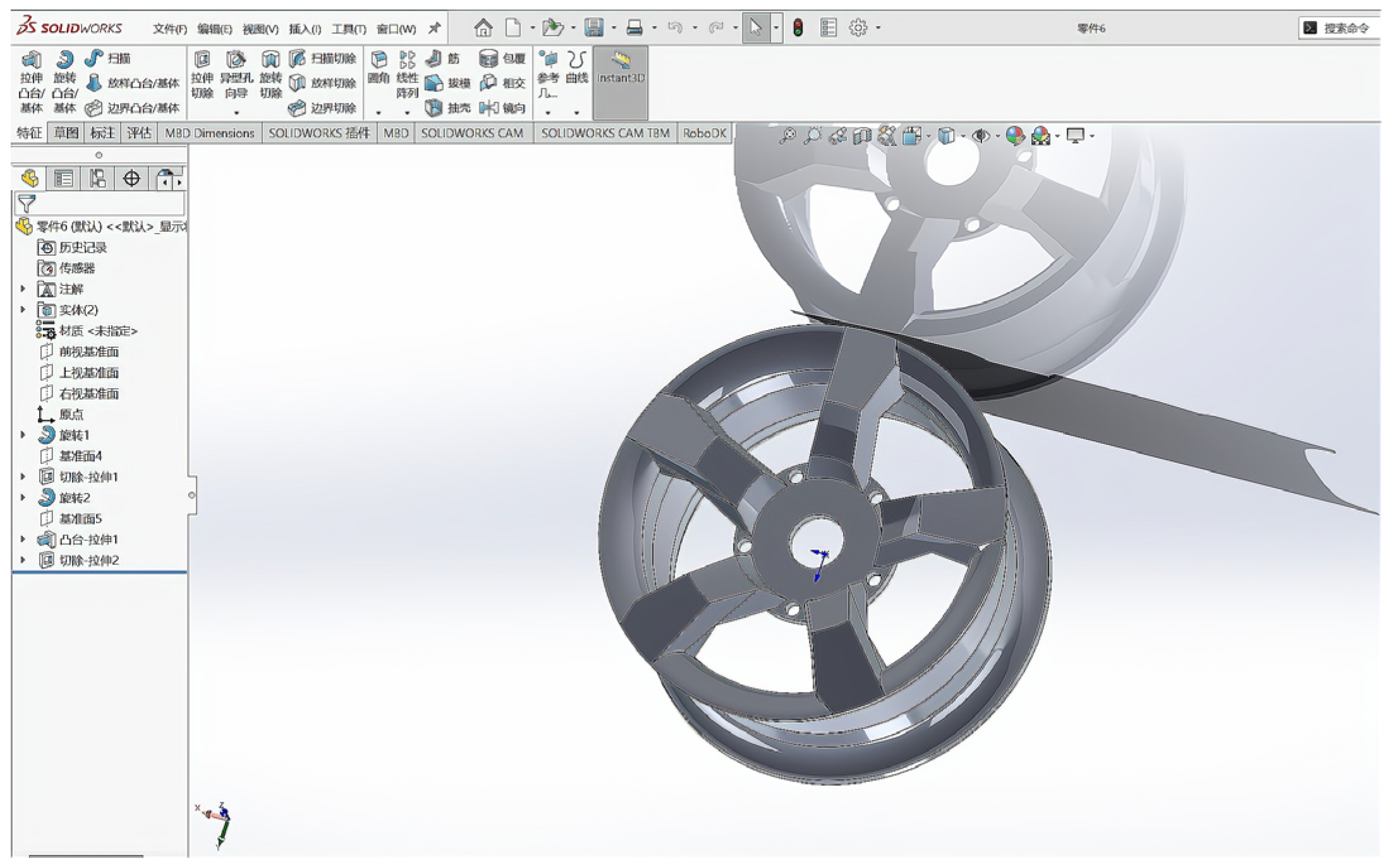
Figure 29.
3D model of wheel hub casting.
Figure 29.
3D model of wheel hub casting.
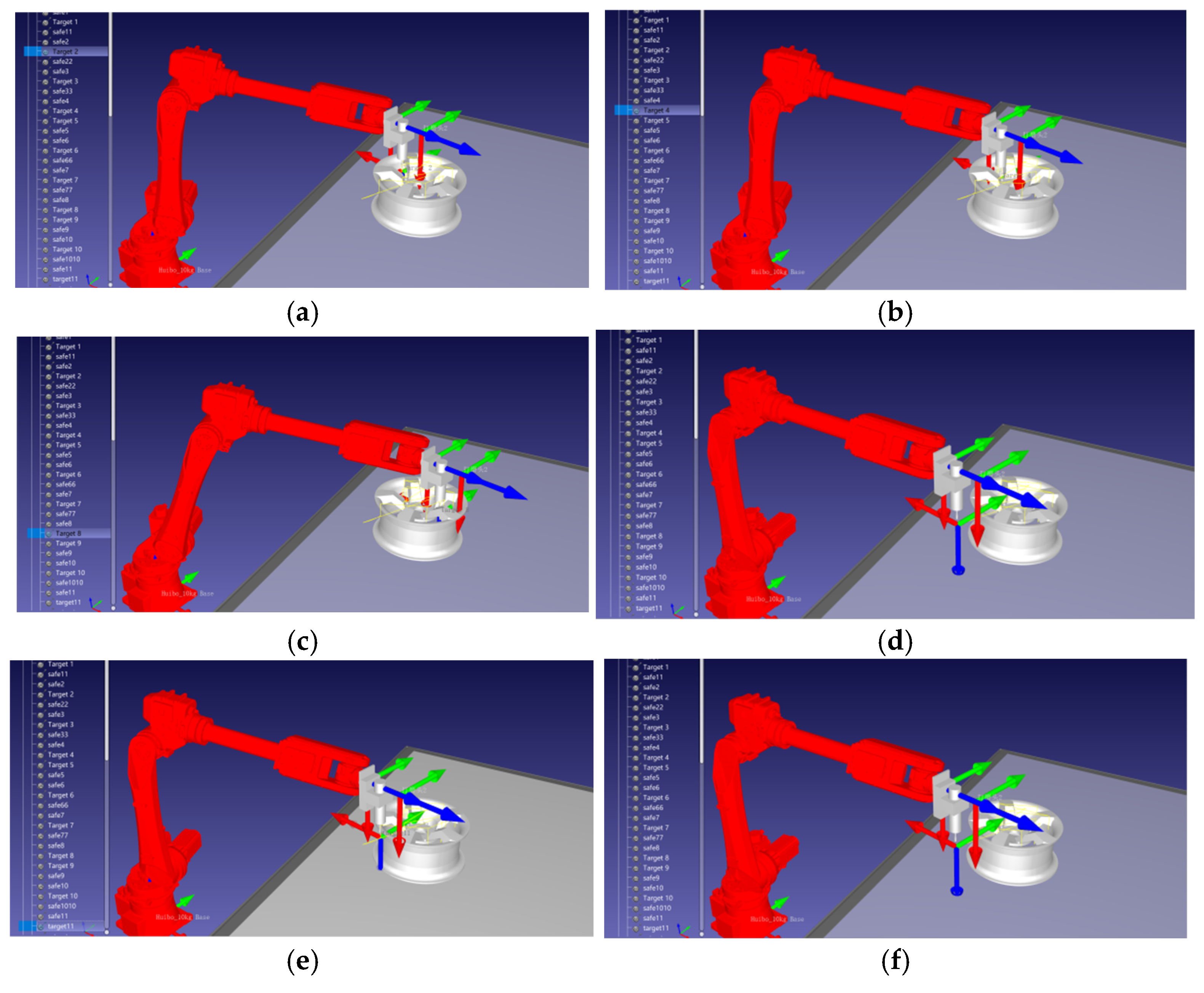
Figure 30.
(a) Burr point; (b) Burr point 4; (c) Burr point 8; (d) Burr point 10; (e) Burr point 11; (f) Retract point.
Figure 30.
(a) Burr point; (b) Burr point 4; (c) Burr point 8; (d) Burr point 10; (e) Burr point 11; (f) Retract point.
Figure 31.
Robot grinding wheel hub experimental platform.
Figure 31.
Robot grinding wheel hub experimental platform.
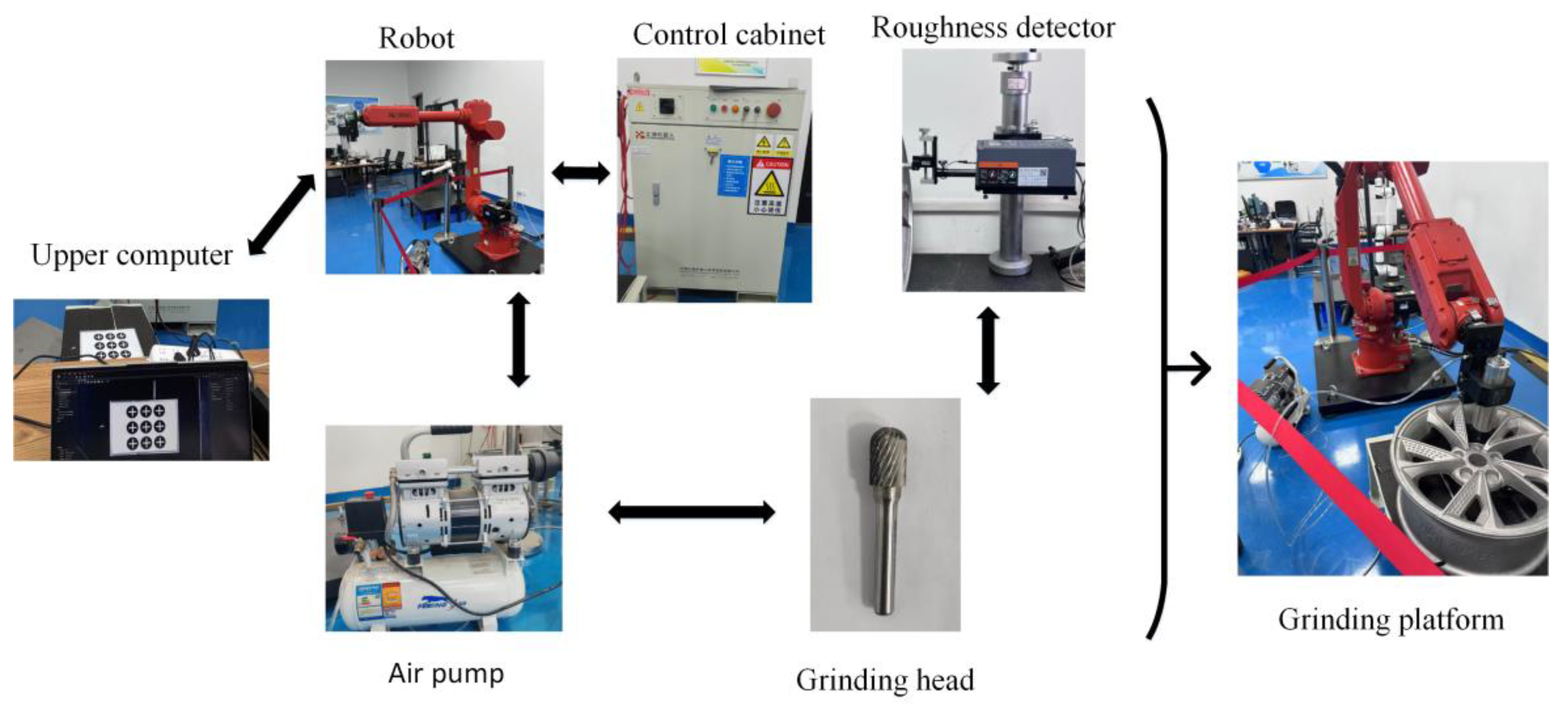
Figure 32.
Composition of the robot grinding system.
Figure 32.
Composition of the robot grinding system.
Figure 33.
Burrs 7 and 8 on the wheel hub casting.
Figure 33.
Burrs 7 and 8 on the wheel hub casting.
Figure 34.
(a) Image at 200 rpm; (b) Image at 400 rpm; (c) Image at 600 rpm; (d) Image at 800 rpm.
Figure 34.
(a) Image at 200 rpm; (b) Image at 400 rpm; (c) Image at 600 rpm; (d) Image at 800 rpm.
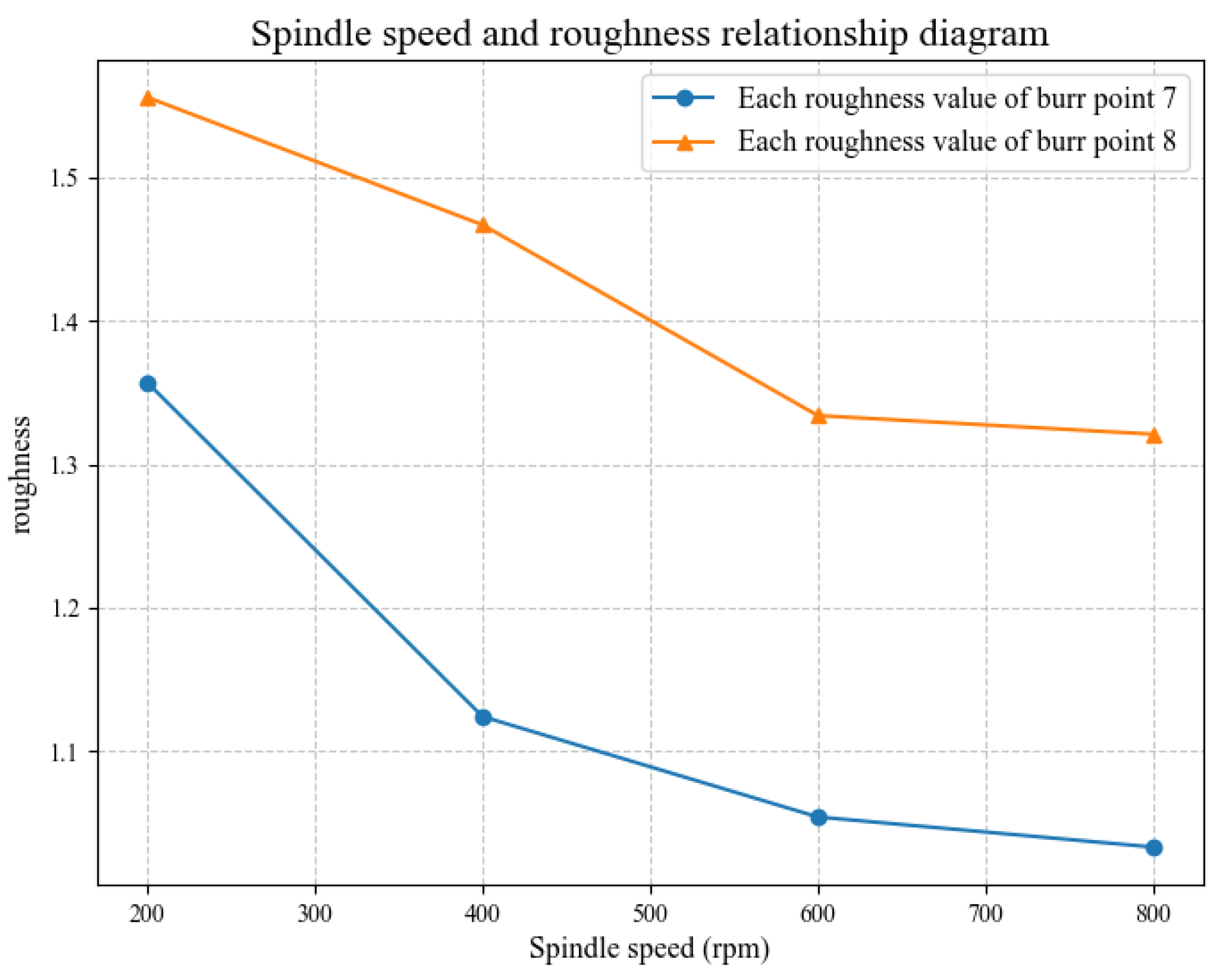
Figure 35.
Relationship between spindle speed and roughness after burr grinding.
Figure 35.
Relationship between spindle speed and roughness after burr grinding.
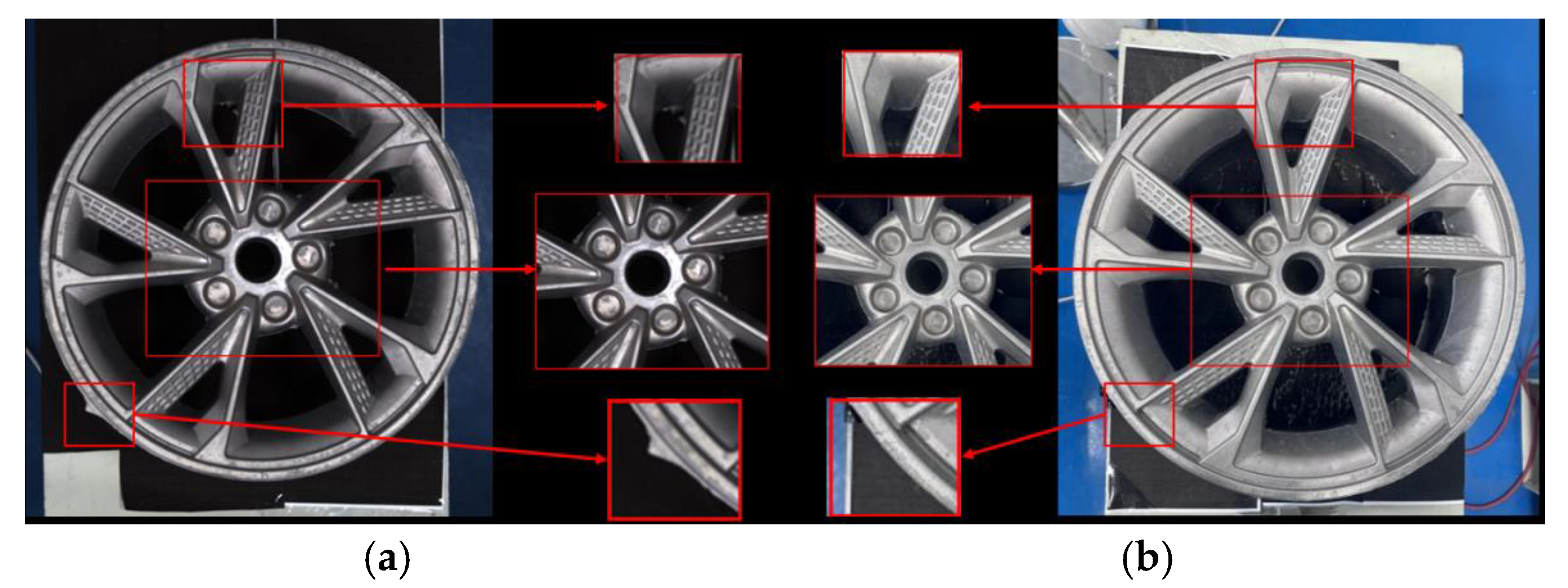
Figure 36.
(a) Diagram before burr grinding; (b) Diagram of burr grinding after grinding.
Figure 36.
(a) Diagram before burr grinding; (b) Diagram of burr grinding after grinding.
Table 1.
Experiment on the elevation height and circular measurement size of the calibration plate.
Table 1.
Experiment on the elevation height and circular measurement size of the calibration plate.
| Elevation Height (mm) | Magnification |
|---|
| 0 | 0.00489 |
| 40 | 0.004979 |
| 80 | 0.00506 |
| 120 | 0.00515 |
| 160 | 0.00524 |
| 200 | 0.00533 |
Table 2.
Basic parameter settings for the ant colony optimization algorithm.
Table 2.
Basic parameter settings for the ant colony optimization algorithm.
| Parameter Meaning | Parameter Abbreviation | Value |
|---|
| Number of ants | ants | 100 |
| Maximum iterations | iterations | 5000 |
| Pheromone emphasis factor | α | 3 |
| Minimum pheromone concentration | τmin | 1 |
| Maximum pheromone concentration | τmax | 10 |
| Pheromone volatility coefficient | ants | 100 |
Table 3.
Internal parameters of the camera.
Table 3.
Internal parameters of the camera.
| Internal Parameter | | | | | |
|---|
| Value | 8373.8 | 8362.1 | 2024.3 | 1348.2 | 0 |
Table 4.
Camera distortion coefficients.
Table 4.
Camera distortion coefficients.
| Parameter | | | | | |
|---|
| Value | −0.0592 | 0.6125 | 0 | 0 | 0 |
Table 5.
Transformation matrix parameters between the camera and the robot.
Table 5.
Transformation matrix parameters between the camera and the robot.
| Parameter | a | b | c | d | e | f |
|---|
| Value | −0.0592 | 0.6125 | 0 | 0 | 0 | 1346.5 |
Table 6.
Parameters of the tool–hand coordinate t1.
Table 6.
Parameters of the tool–hand coordinate t1.
| Name | Value (mm) | Name | Value (°) |
|---|
| X | −307.378 | A | −0.045 |
| Y | 0.556 | B | 89.982 |
| Z | 98.660 | C | 179.980 |
Table 7.
Centroid coordinates position.
Table 7.
Centroid coordinates position.
| Position | Centroid Coordinates at 0 mm Height (X, Y) | Centroid Coordinates at 60 mm Height (X, Y) | Compensated Centroid Coordinates (X, Y) |
|---|
| 1 | (538, 163) | (550, 144) | (534, 168) |
| 2 | (550, 165) | (559, 154) | (547, 168) |
| 3 | (688, 201) | (704, 189) | (683, 204) |
| 4 | (623, 274) | (635, 263) | (619, 277) |
| 5 | (739, 271) | (756, 264) | (734, 273) |
| 6 | (489, 310) | (495, 293) | (487, 314) |
| 7 | (662, 332) | (673, 324) | (658, 334) |
| 8 | (665, 380) | (674, 374) | (662, 381) |
| 9 | (511, 422) | (513, 412) | (510, 424) |
| 10 | (617, 432) | (623, 426) | (615, 433) |
| 11 | (374, 529) | (366, 518) | (376, 532) |






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}