
Advanced Design and Performance Evaluation of an Automatic Synchronized Grafting Machine for Solanum Vulgare

 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Overall Design of the Grafting Machine
2.2. Structural Design of Cutting Mechanism
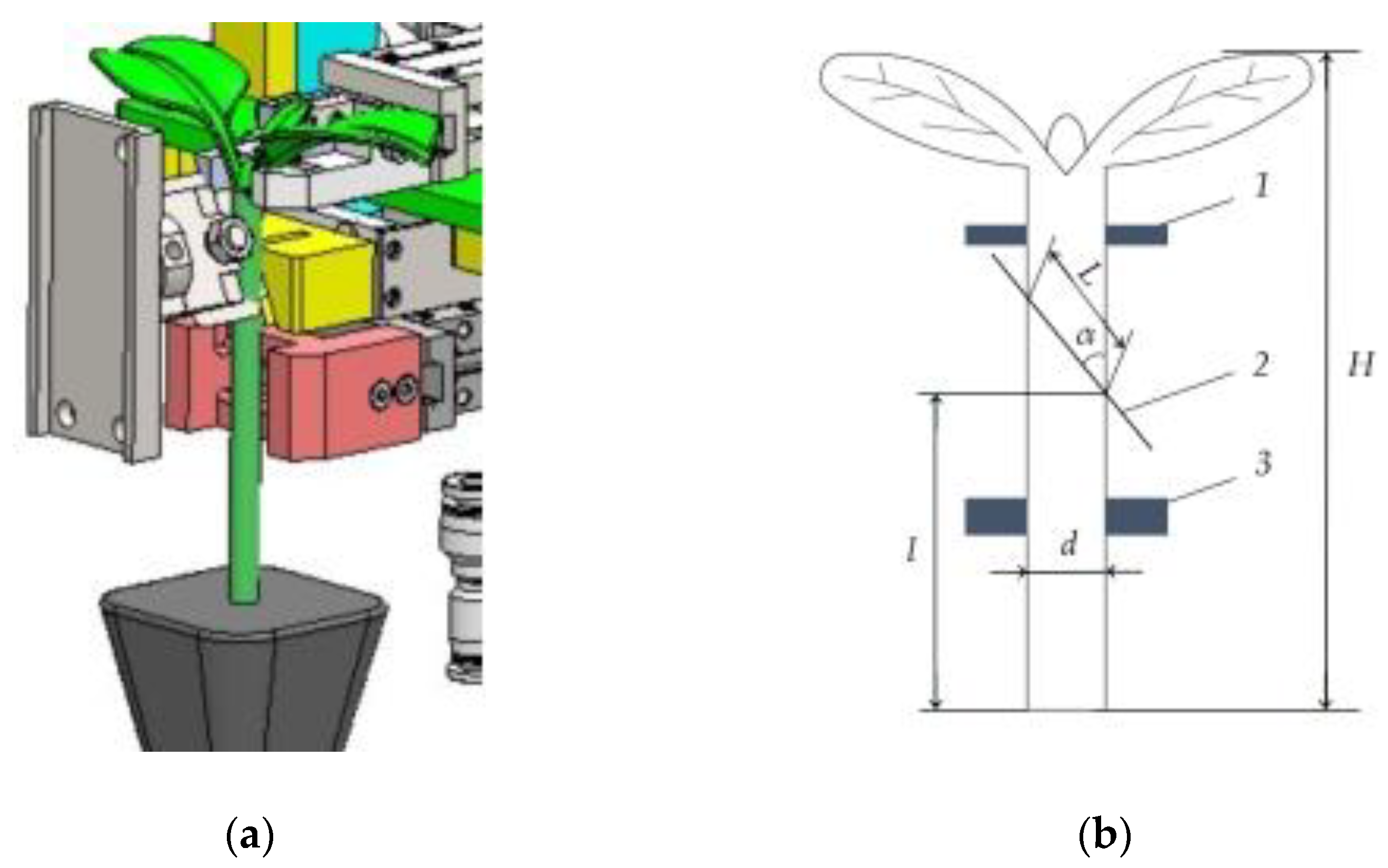
2.2.1. Mechanistic Study of Cutting Angle
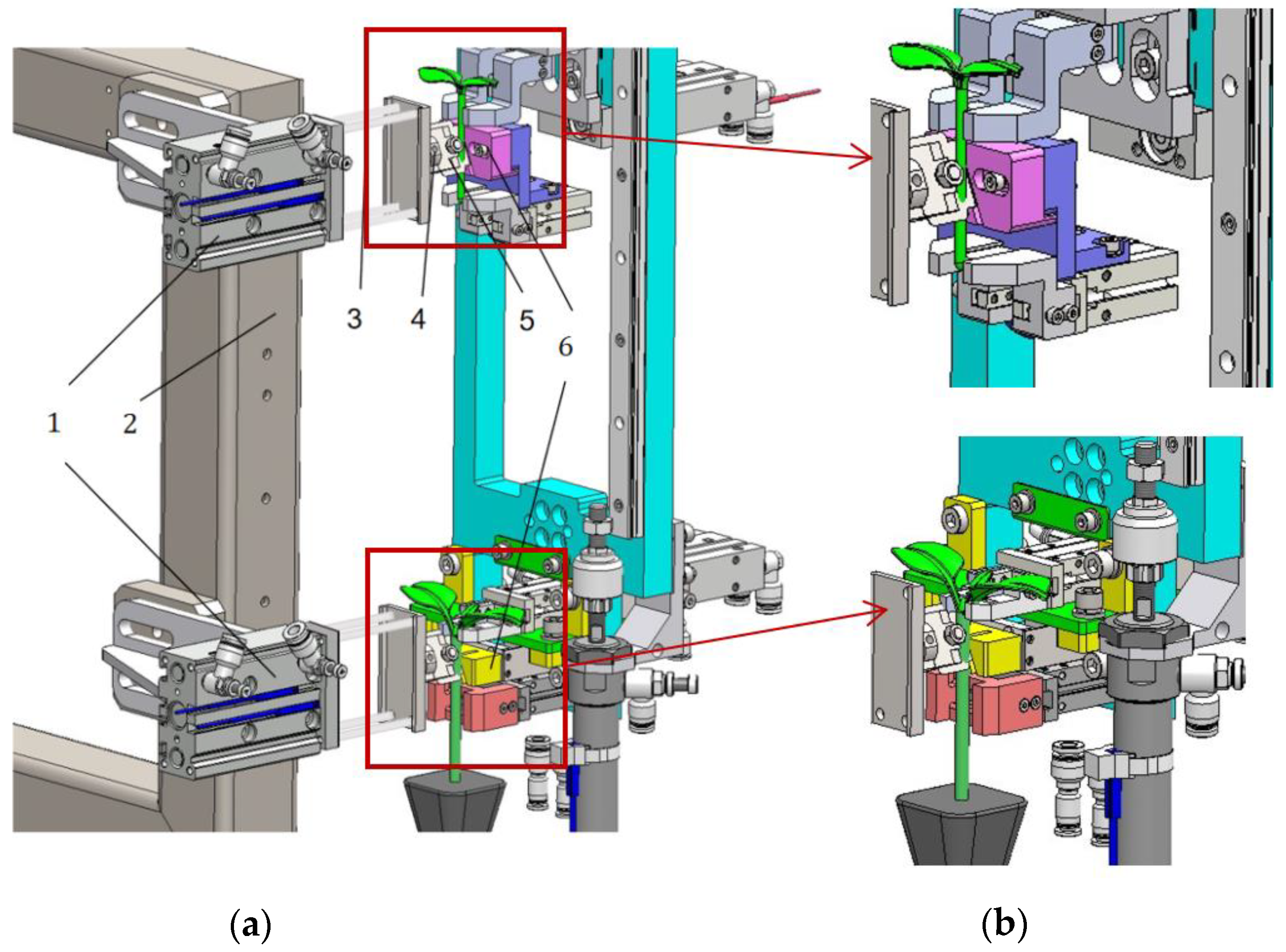
2.2.2. Mechanized Structural Design
2.3. Design of the Integrated Clamping and Laminating Mechanism
2.3.1. Selection of Elastic Shims for Clamping Fingers
2.3.2. Structural Design of the Clamping Jaws
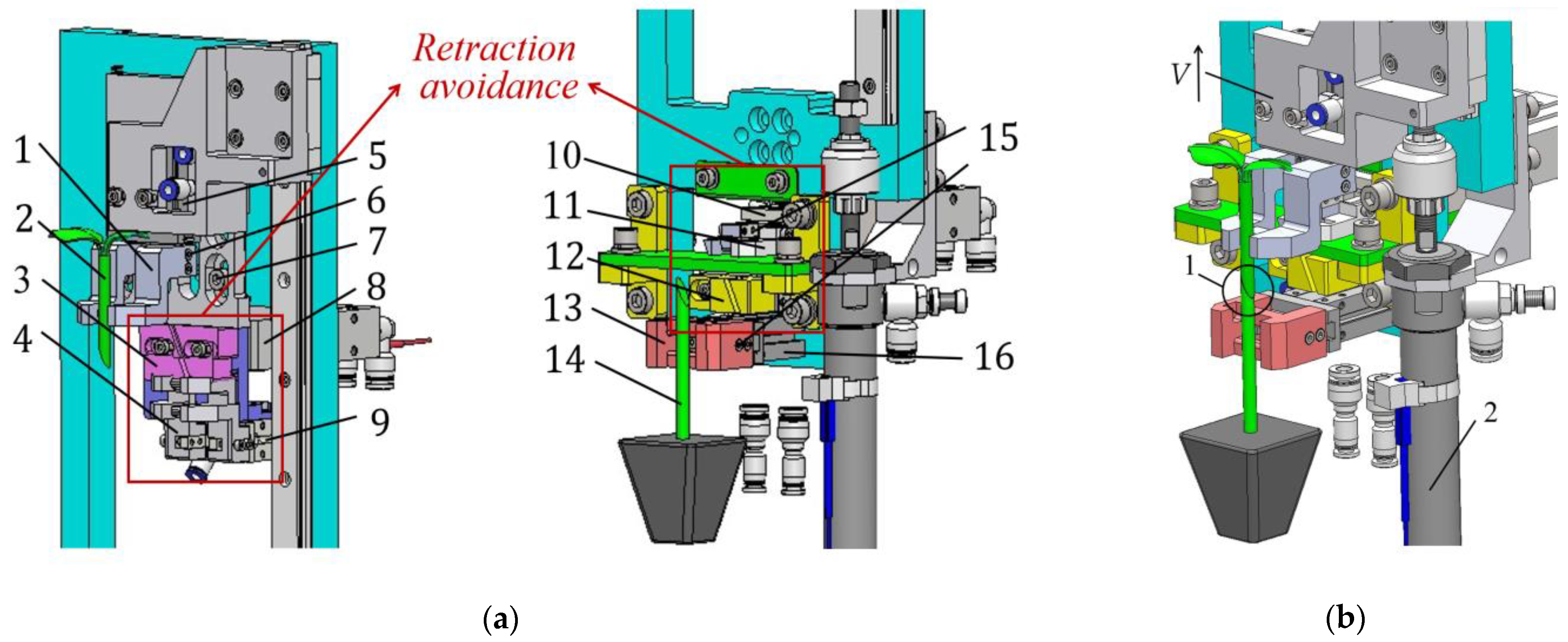
2.3.3. Structural Design of the Attachment Mechanism
2.4. Design of the Clamping and Wrapping Mechanism
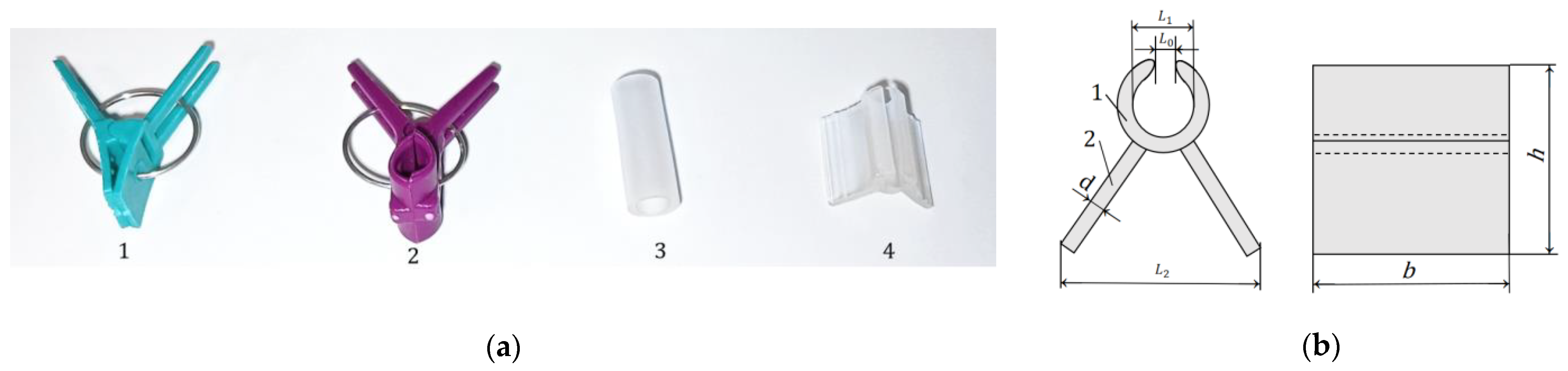
2.4.1. Mechanistic Studies of Grafting Clamps
- Selection of Grafting Clips
- 2.
- Verification of the Safety of PE Polyethylene Rubberized Butterfly Clips
2.4.2. Structural Design of the Continuous Clamping Mechanism
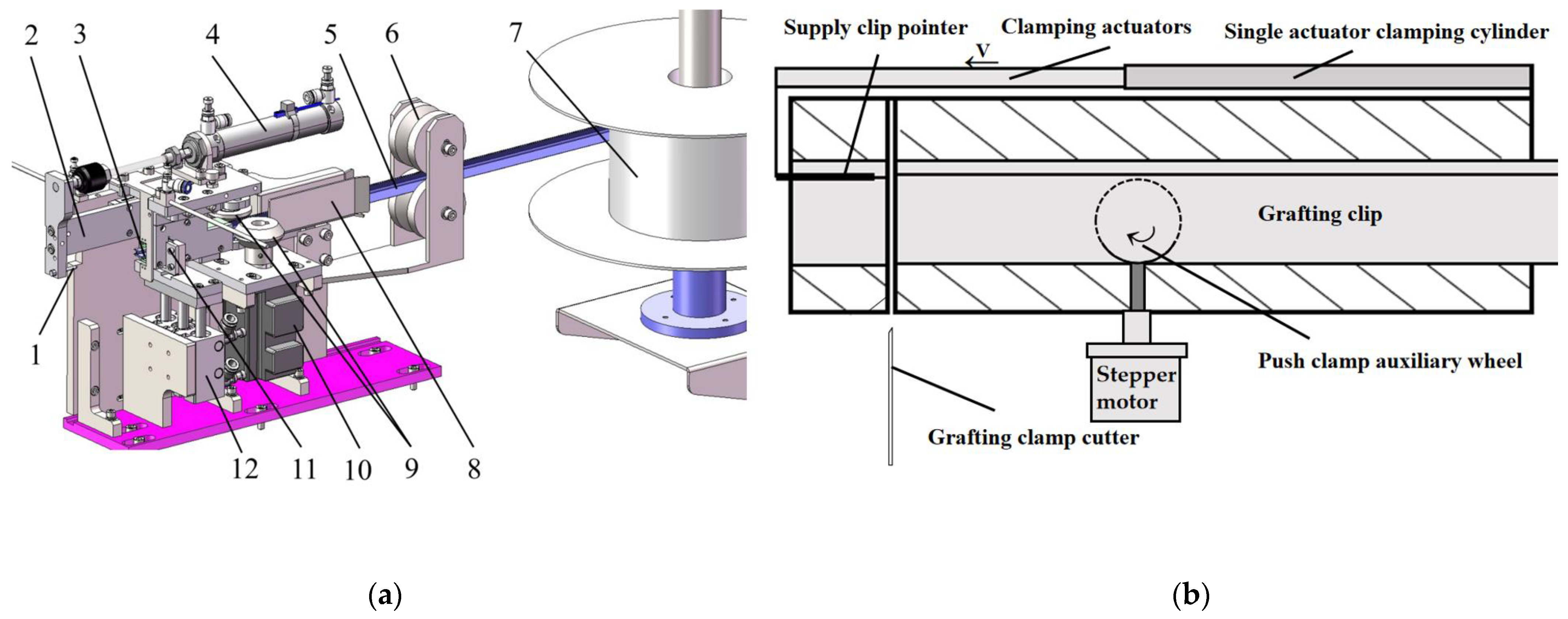
2.4.3. Structural Design of the Push-Up Clamping Mechanism
- Architectural Design
- 2.
- Stepping Motor Selection for the Upper Clamping Mechanism
3. Results and Discussion
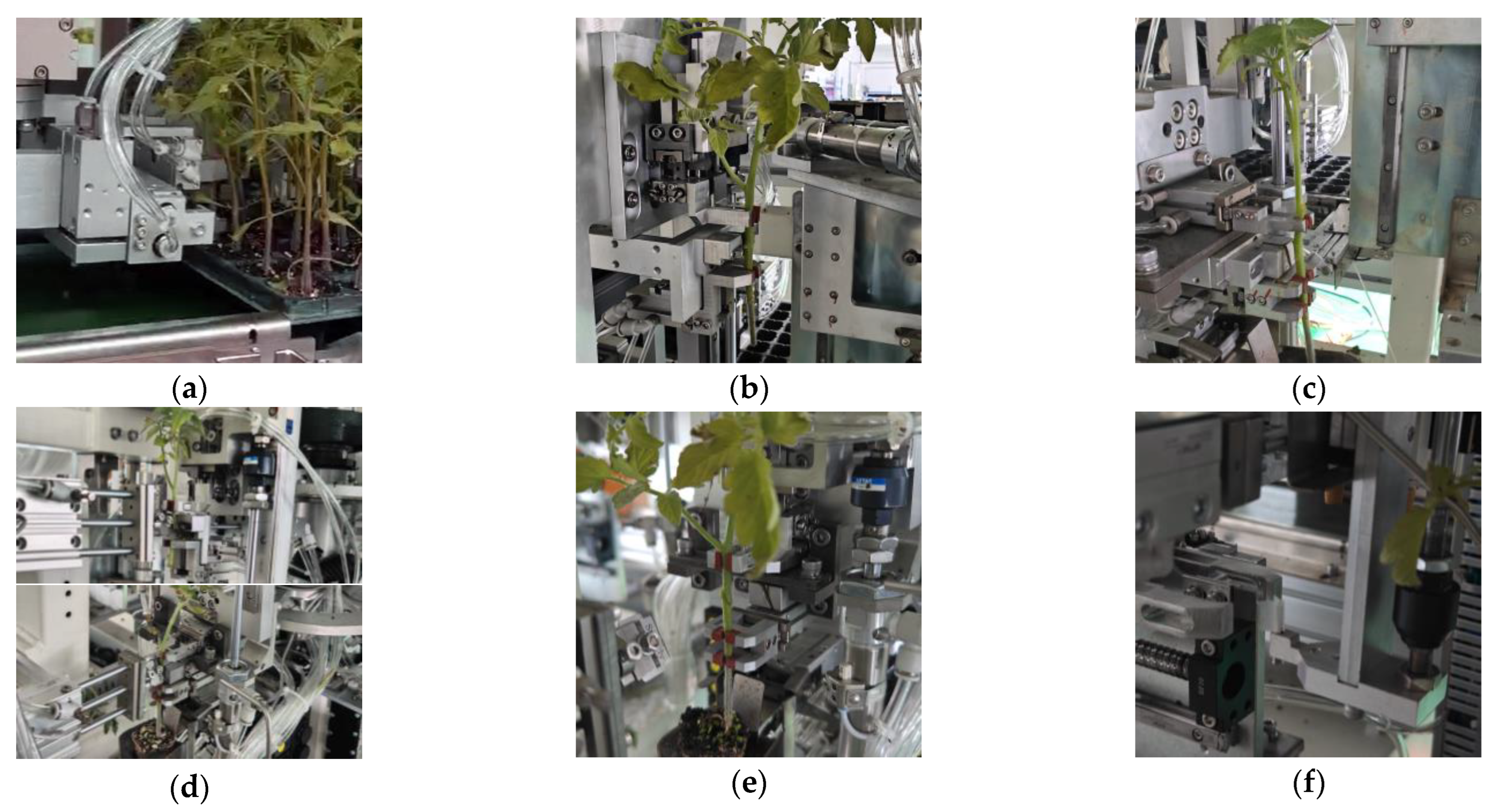
3.1. Results of Grafting Trials
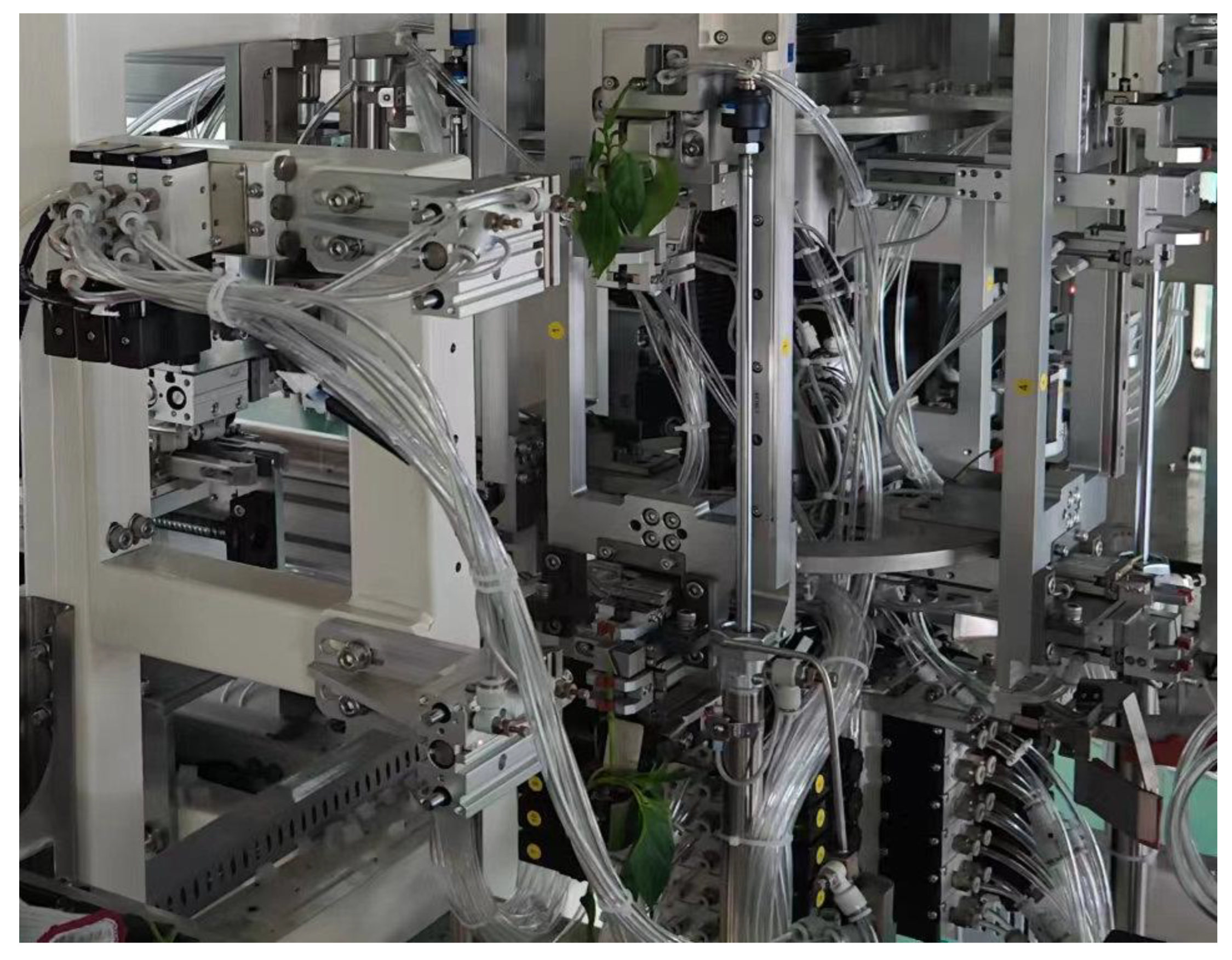
3.1.1. Development of an Automated Grafting Device for Eggplant and Tomato Seedlings
3.1.2. Evaluation of Cutting Parameters for Enhanced Grafting Success in Eggplant and Tomato Seedlings
3.1.3. Results of the Whole Machine Grafting Success Rate Test
3.2. Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A

References
- Huang, Y.; Kong, Q.; Chen, F.; Bie, Z. The history, current status and future prospects of vegetable grafting in China. Int. Symp. Veg. Grafting 2014, 1086, 31–39. [Google Scholar] [CrossRef]
- Qu, D. In History and status of the vegetable industry in China. In XXVI International Horticultural Congress: Asian Plants with Unique Horticultural Potential: Genetic Resources. Cultural 2002, 620, 43–51. [Google Scholar]
- Hu, W.; Zhang, Y.; Huang, B.; Teng, Y. Soil environmental quality in greenhouse vegetable production systems in eastern China: Current status and management strategies. Chemosphere 2017, 170, 183–195. [Google Scholar] [CrossRef]
- Gaion, L.A.; Braz, L.T.; Carvalho, R.F. Grafting in Vegetable Crops: A Great Technique for Agriculture. Int. J. Veg. Sci. 2018, 24, 102–185. [Google Scholar] [CrossRef]
- Frank, M.H.; Chitwood, D.H. Plant chimeras: The good, the bad, and the ‘Bizzaria’. Dev. Biol. 2016, 419, 41–53. [Google Scholar] [CrossRef] [PubMed]
- Khah, E.; Kakava, E.; Mavromatis, A.; Chachalis, D.; Goulas, C. Effect of grafting on growth and yield of tomato (Lycopersicon esculentum Mill.) in greenhouse and open-field. J. Appl. Hortic. 2006, 8, 3–7. [Google Scholar] [CrossRef]
- Khah, E. Effect of grafting on growth, performance and yield of aubergine (Solanum melongena L.) in the field and greenhouse. J. Food Agric. Environ. 2005, 3, 92–94. [Google Scholar]
- Frey, C.J.; Zhao, X.; Brecht, J.K.; Huff, D.M.; Black, Z.E. High Tunnel and Grafting Effects on Organic Tomato Plant Growth and Yield in the Subtropics. HortTechnology 2020, 30, 492–503. [Google Scholar] [CrossRef]
- Louws, F.J.; Rivard, C.L.; Kubota, C. Grafting fruiting vegetables to manage soilborne pathogens, foliar pathogens, arthropods and weeds. Sci. Hortic. 2010, 127, 127–146. [Google Scholar] [CrossRef]
- Bogoescu, M.; Doltu, M.; Sora, D. Prevention and control of soilborne diseases and nematodes in eggplants crop by grafting plants combined with soil fumigation. In Proceedings of the VIII International Symposium on Chemical and Non-Chemical Soil and Substrate Disinfestation 1044, Turin, Italy, 13–17 July 2014; pp. 331–336. [Google Scholar]
- Baiyang, L. Vegetable grafting machine research status and development trend. Agric. Mach. Using Maint. 2015, 4, 2. [Google Scholar]
- Devi, P.; Lukas, S.; Miles, C. Advances in Watermelon Grafting to Increase Efficiency and Automation. Horticulturae 2020, 6, 88. [Google Scholar] [CrossRef]
- Song, G.; Linbin, J. Development of domestic and foreign vegetable grafting robot. J. Northeast Agric. Univ. 2007, 6, 5. [Google Scholar]
- Lee, J.M.; Kubota, C.; Tsao, S.J.; Bie, Z.; Echevarria, P.H.; Morra, L.; Oda, M. Current status of vegetable grafting: Diffusion, grafting techniques, automation. Sci. Hortic. 2010, 127, 93–105. [Google Scholar] [CrossRef]
- Kubota, C.; McClure, M.A.; Kokalis-Burelle, N.; Bausher, M.G.; Rosskopf, E.N. Vegetable grafting: History, use, and current technology status in North America. HortScience 2008, 43, 1664–1669. [Google Scholar] [CrossRef]
- Hai, Y. Japanese sop-jag800-u automatic grafting machine. New Rural Technol. 2017, 10, 40. [Google Scholar]
- An, S.; Bae, J.H.; Kim, H.C.; Kwack, Y. Production of grafted vegetable seedlings in the republic of Korea: Achievements, challenges and perspectives. J. Hortic. Sci. Technol. 2021, 39, 547–559. [Google Scholar] [CrossRef]
- Chang, Y.-C.; Chen, S.; Chiu, Y.-C.; Lin, L.-H.; Chang, Y.-S. Environment, Biotechnology, Growth and union acclimation process of sweet pepper grafted by a tubing-grafting robotic system. Environ. Biotechnol. 2012, 53, 93–101. [Google Scholar]
- Yetısir, H.; Sari, N.; Yucel, S. Rootstock resistance to Fusarium wilt and effect on watermelon fruit yield and quality. Phytoparasitica 2003, 31, 163–169. [Google Scholar] [CrossRef]
- Yan, G.; Feng, M.; Lin, W.; Huang, Y.; Tong, R.; Cheng, Y. Review and Prospect for Vegetable Grafting Robot and Relevant Key Technologies. Agriculture 2022, 12, 1578. [Google Scholar] [CrossRef]
- Jiang, K.; Zhang, Q.; Xiu, W.; Qingchun, F.; Rui, G. Design for Automatic Sequencing and Supplying Device for Grafting Clips. Trans. Chin. Soc. Agric. Mach. 2012, 43, 256–261. [Google Scholar]
- Jun, L.; Tiezhong, Z.; Jia, C.; Libo, Z.; Wenbo, Z.; Quan, Y. Design and Experiment of Grafting-clip Transporting Mechanism of Full Automatic grafting machine for Whole-row Vegetable Seedlings. Trans. Chin. Soc. Agric. Mach. 2017, 48, 14–20. [Google Scholar]
- Jiasheng, W.; Mei, Z.; Chunfeng, G.; Shuqi, S.; Dongwei, W. Design and Test of Key Components of Vegetable Grafting Robot for Plug Seedlings. Trans. Chin. Soc. Agric. Mach. 2023, 54, 38–45. [Google Scholar]
- Jia, C. Research on Fully Automatic Grafting System for Entire Tray Solanaceae Seedlings. Ph.D. Thesis, China Agricultural University, Beijing, China, 2017. [Google Scholar]
- Xu, P.; Zhang, T.; Chen, L.; Huang, W.; Jiang, K. Study on the Method of Matched Splice Grafting for Melon Seedlings Based on Visual Image. Agriculture 2022, 12, 929. [Google Scholar] [CrossRef]
- Jiang, K.; Guo, W.; Chen, L.; Huang, W.; Ge, Y.; Wei, X. Design and Experiment of Automatic Clip-Feeding Mechanism for Vegetable-Grafting Robot. Agriculture 2022, 12, 346. [Google Scholar] [CrossRef]
- Wang, C.; Song, C.; Song, J. Optimization and test of working parameters of cutting device of vegetable grafting machine. J. Phys. 2023, 2528, 012003. [Google Scholar] [CrossRef]
- Morini, S. The use of the grafted cutting and of a grafting machine in fruit production. Inf. Agrar. 1980, 36, 12583–12586. [Google Scholar]
- Zhao, X.; Wang, Z.; Liu, S.; Wang, R.; Tian, S. Grading system of tomato grafting machine based on machine vision. In Proceedings of the 2015 8th International Congress on Image and Signal Processing, Jeju Island, Republic of Korea, 25–28 November 2015; pp. 604–609. [Google Scholar]
- Fu, X.; Shi, J.; Huang, Y.; Zhu, E.; Bie, Z.; Lin, W. Design and Experiment of Full-Tray Grafting Device for Grafted Melon Seedling Production. Agriculture 2022, 12, 861. [Google Scholar] [CrossRef]
- Comba, L.; Gay, P.; Aimonino, D.R. Robot ensembles for grafting herbaceous crops. Biosyst. Eng. 2016, 146, 227–239. [Google Scholar] [CrossRef]
- Chen, S.; Liang, H.; Zhang, Q.; Feng, Q.; Li, T.; Chen, L.; Jiang, K. Melon Robotic Grafting: A Study on the Precision Cutting Mechanism and Experimental Validation. Agriculture 2023, 13, 2139. [Google Scholar] [CrossRef]
- Pardo-Alonso, J.-L.; Carreño-Ortega, Á.; Martínez-Gaitán, C.-C.; Callejón-Ferre, Á.-J. Combined Influence of Cutting Angle and Diameter Differences between Seedlings on the Grafting Success of Tomato Using the Splicing Technique. Agronomy 2019, 9, 5. [Google Scholar] [CrossRef]
- Zhiyu, M.; Hongyu, W.; Yinghui, M.; Song, G. Determination of insertion angle of hole-insertion grafting method by grafting machine. Trans. Chin. Soc. Agric. Eng. 2014, 30, 43–49. [Google Scholar]
- Wu, K.; Lou, J.; Li, C.; Li, J. Experimental Evaluation of Rootstock Clamping Device for Inclined Inserted Grafting of Melons. Agriculture 2021, 11, 736. [Google Scholar] [CrossRef]
- Yinghui, M.; Song, G.; Zhiyu, M. Experimental analysis on biomechanical properties of cucurbits grafted seedlings. Trans. Chin. Soc. Agric. Eng. 2012, 28, 6. [Google Scholar]
- Yi, Z.; Jinjiang, Y. Innovative development of modern facility agriculture: Theoretical logic, realistic situation and reform path. Dongyue Trib. 2024, 45, 68–77. [Google Scholar]
- Jiaxiu, C.; Lin, C. Effect of different commodity substrates on pepper seedling cultivation. J. Chang. Veg. 2024, 24, 10–13. [Google Scholar]
- Hassell, R.L.; Memmott, F.; Liere, D.G. Grafting methods for watermelon production. HortScience 2008, 43, 1677–1679. [Google Scholar] [CrossRef]
- Mohamed, F.; Abd El-Hamed, K.; Elwan, M.; Hussien, M. Evaluation of different grafting methods and rootstocks in watermelon grown in Egypt. Sci. Hortic. 2014, 168, 145–150. [Google Scholar] [CrossRef]
- Cveticanin, L.; Maretic, R. Dynamic analysis of a cutting mechanism. Mech. Mach. Theory 2000, 35, 1391–1411. [Google Scholar] [CrossRef]
- Fariborz, H.; Tie, L.; Kevin, F.; Ali, S. Physiological, biochemical, and molecular aspects of grafting in fruit trees. Hortic. Res. 2022, 9, uhac032. [Google Scholar]
- Islam, M.N.; Iqbal, M.Z.; Ali, M.; Chowdhury, M.; Kabir, M.S.N.; Park, T.; Kim, Y.-J.; Chung, S.-O. Kinematic Analysis of a Clamp-Type Picking Device for an Automatic Pepper Transplanter. Agriculture 2020, 10, 627. [Google Scholar] [CrossRef]
- Yue, R.; Hu, J.; Liu, Y.; Yao, M.; Zhang, T.; Shi, J. Design and Working Parameter Optimization of Pneumatic Reciprocating Seedling-Picking Device of Automatic Transplanter. Agriculture 2022, 12, 1989. [Google Scholar] [CrossRef]
- Devouge, S.; Salvagnini, C.; Marchand-Brynaert, J. A practical molecular clip for immobilization of receptors and biomolecules on devices’ surface: Synthesis, grafting protocol and analytical assay. Bioorg. Med. Chem. Lett. 2005, 15, 3252–3256. [Google Scholar] [CrossRef] [PubMed]
- Huerta, E.; Corona, J.; Oliva, A.; Avilés, F.; González-Hernández, J. Universal testing machine for mechanical properties of thin materials. Rev. Mex. Física 2010, 56, 317–322. [Google Scholar]
- Kai, L.; Qi, C.; Yuanqiang, L.; Yanqiu, L.; Yan, Y. Research Development of Solanaceae Vegetables Automatic grafting machines. J. Agric. Mech. Res. 2011, 33, 230–233. [Google Scholar]
- Caracciolo, R.; Richiedei, D. Optimal design of ball-screw driven servomechanisms through an integrated mechatronic approach. Mechatronics 2014, 24, 819–832. [Google Scholar] [CrossRef]
- Chirikjian, G.S.; Stein, D. Kinematic design and commutation of a spherical stepper motor. IEEE/ASME Trans. Mechatron. 1999, 4, 342–353. [Google Scholar] [CrossRef]
- Johnson, J.G.; Engineer, P.; Wood Dale, I. Selecting and Sizing Ball Screw Drives. Power Transm. Eng. 2012, 6, 36–39. [Google Scholar]
- Yılmazlar, E.; Erdemir, V.; Kuşçu, H.; Güllü, A. Design of Stepper Motor Control Interface with Embedded Systems. Int. J. Eng. Res. Dev. 2018, 14, 17–22. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Angle α (°) | Rootstock: Tolu Bam | Scion: Tomato New Star 101 | ||
|---|---|---|---|---|
| Mean Stem Diameter D (mm) | Length of Beveled Section L1 (mm) | Mean Stem Diameter d (mm) | Length of Beveled Section L2 (mm) | |
| 20 | 5.64 ± 0.16 (CV 2.83%) | 16.49 ± 0.21 | 4.83 ± 0.12 (CV 2.48%) | 14.12 ± 0.18 |
| 25 | 13.35 ± 0.14 | 11.43 ± 0.14 | ||
| 30 | 11.28 ± 0.18 | 9.66 ± 0.27 | ||
| 35 | 9.83 ± 0.25 | 8.42 ± 0.12 | ||
| 40 | 8.77 ± 0.24 | 7.51 ± 0.26 | ||
| 45 | 7.98 ± 0.17 | 6.83 ± 0.13 | ||
| Movement of the Indenter (mm) | Pressure Values on Rigid Iron Bars at Different Levels of Compression (N) | |||
|---|---|---|---|---|
| Highly Elastic Rubber | 38-Degree EVA Foam | High Density Xps Extruded Plastic | Polyurethane Shock Pads | |
| 2 | 3.78 ± 0.84 | 1.45 ± 0.72 | 2.03 ± 0.64 | 2.73 ± 0.48 |
| 4 | 7.18 ± 0.63 | 3.26 ± 0.77 | 4.88 ± 0.57 | 4.97 ± 0.51 |
| 5 | 8.42 ± 0.81 | 4.87 ± 0.58 | 6.25 ± 0.73 | 7.38 ± 0.45 |
| 6 | 10.07 ± 0.55 | 6.33 ± 0.52 | 7.31 ± 0.43 | 8.66 ± 0.68 |
| Clamp Structure | Clamp Body Material | Initial Length | Initial Clamping Diameter | Clamp Grip Distance | Clamp Body Width | Clamp Body Height | Clamp Body Mass |
|---|---|---|---|---|---|---|---|
| L0 (mm) | L1 (mm) | L2 (mm) | b (mm) | h (mm) | m (g) | ||
| One-piece Molding | PE Polyethylene | 2.5 | 3.7 | 10.5 | 14.5 | 10.0 | 0.52 |
| Types of Grafted Seedlings | Stem Thickness (mm) | Seedling Elasticity Limit Value (N) | Clamp Opening (mm) | Clamp Shank Compression (mm) | Clamping Shank Average Pressure (N) | Maximum Jaw Clamping Force (N) |
|---|---|---|---|---|---|---|
| Carter 188 | 4.87 ± 0.39 | 8.29 | 3.92 ± 0.22 | 1.69 ± 0.29 | 3.56 | 3.28 |
| Jiaozhen 108 | 5.16 ± 0.42 | 8.97 | 4.39 ± 0.35 | 2.87 ± 0.34 | 5.25 | 3.55 |
| China Pepper No.5 | 5.66 ± 0.40 | 10.83 | 5.28 ± 0.27 | 4.10 ± 0.42 | 8.33 | 3.88 |
| Red Choice Pepper King | 5.53 ± 0.61 | 9.74 | 4.86 ± 0.42 | 3.83 ± 0.37 | 7.20 | 3.62 |
| Tolu Bam | 5.62 ± 0.44 | 10.35 | 5.28 ± 0.30 | 4.10 ± 0.28 | 8.33 | 3.87 |
| Nova 101 | 4.80 ± 0.32 | 8.12 | 3.95 ± 0.23 | 1.61 ± 0.25 | 3.51 | 3.25 |
| Test Number | Scion: Tomato New Star 101 | Rootstock: Tolu Bam | Cut Surface Fit Rate/% | ||||
|---|---|---|---|---|---|---|---|
| Shaft Diameter (mm) | Shaft Length (mm) | Length of Beveled Section (mm) | Shaft Diameter (mm) | Shaft Length (mm) | Length of Beveled Section (mm) | ||
| 1 | 4.88 | 7.25 | 9.78 | 5.64 | 9.38 | 9.81 | 97.4% |
| 2 | 4.76 | 7.10 | 9.50 | 5.43 | 9.44 | 9.43 | 98.2% |
| 3 | 4.83 | 7.22 | 9.66 | 5.61 | 9.17 | 9.78 | 98.7% |
| 4 | 4.79 | 7.28 | 9.52 | 5.75 | 9.25 | 10.02 | 95.6% |
| 5 | 4.77 | 7.35 | 9.58 | 5.58 | 9.30 | 9.77 | 97.8% |
| Test Number | Total Number of Plants | Number of Successful Seeding (Grains) | Number of Successful Cuts (Grains) | Number of Successful Attachments (Grains) | Success Rate of Bonding (%) | Upper Clip Success Rate (%) | Grafting Success Rate (%) | Production Efficiency (Grains/h) | ||
|---|---|---|---|---|---|---|---|---|---|---|
| S | R | S | R | |||||||
| 1 | 144 | 72 | 72 | 72 | 72 | 70 | 97.2 | 100 | 97.2 | 703 |
| 2 | 144 | 71 | 69 | 70 | 69 | 66 | 95.6 | 98.4 | 91.6 | 677 |
| 3 | 144 | 70 | 72 | 70 | 72 | 68 | 97.1 | 98.5 | 94.4 | 684 |
| 4 | 144 | 72 | 72 | 72 | 72 | 70 | 97.2 | 100 | 97.2 | 727 |
| 5 | 144 | 72 | 71 | 71 | 71 | 69 | 97.1 | 100 | 95.8 | 690 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Z.; Zhou, W.; Wang, F.; Li, J.; Jiang, L.; Wang, G.; Zhang, C. Advanced Design and Performance Evaluation of an Automatic Synchronized Grafting Machine for Solanum Vulgare. Processes 2025, 13, 131. https://doi.org/10.3390/pr13010131
Liu Z, Zhou W, Wang F, Li J, Jiang L, Wang G, Zhang C. Advanced Design and Performance Evaluation of an Automatic Synchronized Grafting Machine for Solanum Vulgare. Processes. 2025; 13(1):131. https://doi.org/10.3390/pr13010131
Chicago/Turabian StyleLiu, Zhenya, Wei Zhou, Fahao Wang, Jiawei Li, Luyan Jiang, Guoqiang Wang, and Caihong Zhang. 2025. "Advanced Design and Performance Evaluation of an Automatic Synchronized Grafting Machine for Solanum Vulgare" Processes 13, no. 1: 131. https://doi.org/10.3390/pr13010131
APA StyleLiu, Z., Zhou, W., Wang, F., Li, J., Jiang, L., Wang, G., & Zhang, C. (2025). Advanced Design and Performance Evaluation of an Automatic Synchronized Grafting Machine for Solanum Vulgare. Processes, 13(1), 131. https://doi.org/10.3390/pr13010131