1. Introduction
The food industry utilizes a wide variety of processing methods. Even for the production of the same product, methods differ depending on each company’s unique recipes and conditions. To produce a uniform taste and quality, the food industry has enhanced automated processes by integrating advanced technologies, accelerating the digital transformation of automation [
1]. Key technological elements in food technology for automated processes include robotics and simulation, which have attracted significant attention in Industry 4.0 [
2,
3]. Robotics has proven to be a valuable tool in addressing the operational demands of modern food processing environments [
4]. Robots vary in structure, ranging from Cartesian robots, which move along a single axis, to more complex multi-joint robots capable of executing intricate process trajectories designed by operators [
5]. Articulated robots have been commonly used to provide a wide range of operations and high flexibility [
6]. These robots have been increasingly integrated with existing equipment or employed in challenging work environments, replacing human workers to enhance operational efficiency [
7].
By transitioning to robotic automation systems, food manufacturing companies aim to develop flexible manufacturing processes capable of accommodating small-quantity production across a variety of products [
8]. However, robots lack the intelligence and flexibility to independently respond to changes in dynamic environments, making extensive programming necessary for effective integration into manufacturing processes [
9]. Robots have primarily been applied in labor-intensive and challenging processes to achieve this flexibility, such as handling and palletizing heavy materials—tasks that have typically been avoided by workers due to physical demands [
10,
11]. Various types of robots have been used to identify product positions for packaging and to apply palletizing for packed boxes [
12]. After implementing robotic systems, companies have reported a reduction in the need to handle heavy boxes, thereby decreasing health risks for workers [
13]. Robotic automation systems have also been adopted in meat processing [
14]. Additionally, a study found that by using vision technology and two robots to pick and place pizzas, each robot was able to supply up to 80 pizzas per packaging line [
15].
Despite these advancements, a report by the International Federation of Robotics (IFR) indicated that the deployment rate of industrial robots in the food and beverage sector was the lowest among other industries [
16]. This limitation was largely due to the complexity of standardizing robotic applications across various food processing methods and compatibility issues between different platforms. For small- and medium-sized enterprises (SMEs), several factors created additional challenges in adopting robotic automation systems. Financial costs and perceived risks were significant concerns for these companies. In addition, they faced specific requirements related to hygiene, worker safety, productivity, and ease of operation, which further complicated the adoption process. Companies that decided to implement robotic automation aimed to minimize both the transition period and potential errors that might arise after installation. They also focused on reducing any production losses during the downtime caused by this transition.
Simulation is one of the critical decision-making methods widely used to analyze potential issues. This approach helps validate any potential difficulties that might arise when modifying process lines before implementation [
17]. Simulation allows companies to proactively test and confirm changes within a virtual environment. A range of computer-aided design (CAD) and simulation tools have been utilized to support this process. Discrete event simulation (DES) is one of the notable process simulation techniques that can diagnose bottlenecks by accurately predicting when specific events will occur in the processes [
18]. Simulation has allowed companies to optimize production processes by analyzing factors such as equipment utilization, material flow and labor efficiency [
19,
20]. As conventional 2D logic-based process simulations have enabled 3D visualization, it has become easier for both companies and individuals to understand simulation results. As a range of commercial programs is available, it is essential to select software that best fits specific operational needs [
21]. For instance, improvements in automation solutions have been proposed using Tecnomatix Plant Simulation within industrial plant factories [
22]. The food industry has also used simulation to demonstrate potential process improvements, emphasizing its importance in food manufacturing. One application area that has employed simulation to improve production efficiency and reduce costs is the bakery production line. Simulation of the bakery line allowed one study to identify issues within existing production systems and propose two improvement scenarios, which were expected to reduce future design time and costs [
23]. The study also employed various algorithms within the simulation to optimize production diversity, minimize process delays, and demonstrate the potential for reducing energy consumption [
24,
25]. In Finland, a bakery production line was enhanced through the application of collaborative robots along with modeling and simulation techniques [
26]. Technological advancements have led to the emergence of the digital twin (DT) model, which enables complex real-world data to be represented digitally [
27,
28]. In plant simulation, virtual reality (VR) applications in virtual spaces now support system production and training processes [
29]. Tecnomatix commercial software has been used to optimize production processes, evaluate the economic impact of investments including associated risks [
30], and develop digital twin systems for real-time monitoring [
31].
This study addresses gaps in the current literature regarding the practical application of robotic automation in bakery SMEs. While prior research has focused on robotics and simulation in large-scale operations, this study emphasizes the challenges and opportunities in smaller, resource-constrained environments. By integrating simulation-based tools and applying them to repetitive tray handling tasks, this study demonstrates their potential to enhance productivity and reduce worker strain in bakery production lines.
However, the food industry is largely composed of SMEs and faces significant challenges in implementing DT technology [
32,
33]. Although extensive research has been conducted on simulations and robotics, studies demonstrating their practical effectiveness in the food industry remain limited. Although this study focuses on optimizing tray transporting in bakery production, the simulation-based approach and robotic automation techniques used are also applicable to other industries with repetitive and labor-intensive tasks. Examples include packaging, automotive assembly, and logistics. These industries face challenges such as process bottlenecks and resource optimization, which can be addressed using insights from simulation tools like SIEMENS Plant Simulation. These tools provide flexibility in configuring workflows and improve operational consistency, making them suitable for various production environments.
This study provides a novel perspective on applying robotic automation systems to address the specific challenges faced by bakery SMEs. Unlike previous works that focused on large-scale environments, this study aims to validate the practicality of automation in small-scale production processes. The findings emphasize the role of simulation-based tools in enhancing productivity, operational consistency, and worker safety. The main purpose of this study was to demonstrate the effectiveness of robotic applications in bakery SMEs through simulations of two similar processes that have traditionally been performed by human workers. The selected processes involve transferring trays of freshly produced doughnuts from storage racks to a glazing station and relocating trays of finished products for packaging. This study emphasized the difference between manual processes and the implementation of a robot application system. Key performance indicators (KPIs) were applied to evaluate the improvements. Robots were implemented in each process where worker tasks involved repetitive movements. The simulation models identified worker fatigue and evaluated the robotic automation, which could serve as an effective improvement strategy. This study aimed to predict the productivity potential and assess these projections in practical application cases using simulation models. A virtual commissioning simulation framework was tested to conduct virtual operational tests, removing the need for physical equipment production or on-site implementation. To support this study, discrete event simulation (DES)-based tools, including Tecnomatix Process Simulation and Plant Simulation, were utilized to improve line productivity and address the digitalization challenges faced by SMEs.
2. Materials and Methods
Two similar cases were chosen for this study: the initial process of supplying food material and the final step before packaging. Both processes involved the use of racks and trays. Case A represented the process of supplying trays to the manufacturing line, while Case B involved placing completed products onto racks and transferring the trays to a holding rack in preparation for the packaging stage. Modeling and simulation were utilized to evaluate the robotic automation of the production line for each case. A virtual production environment was designed to replicate the original workplace conditions. This setup enabled us to compare manual operations and a robot-applied system. Facility layout, tray and rack equipment, and the shared workspace between humans and robots were considered as factors for simulation. Commercial simulation software tools were employed to analyze worker overload in the existing manual process and evaluate the impact of robotic automation on operational efficiency.
2.1. Methodology Description
Simulation serves as a key decision-making tool for modeling and optimizing manufacturing processes. Many companies use it to determine whether to invest in new production lines or enhance existing processes by introducing new machinery. Specific procedures and approaches were followed to design and test the simulation effectively [
34,
35]. Process analysis began with the collection of data from the existing production site. Information regarding the site dimensions, production volumes, and workforce input was gathered to incorporate into the simulation results for the current production environment. The collected data supported the simulation analysis in identifying the issues related to worker overload. The production output and number of workers involved in each manual process were calculated. Simulations incorporating robotic implementation were conducted to evaluate improvements over the existing manual process. Based on the measured and restructured site data, suitable robots were selected to improve efficiency through targeted enhancements.
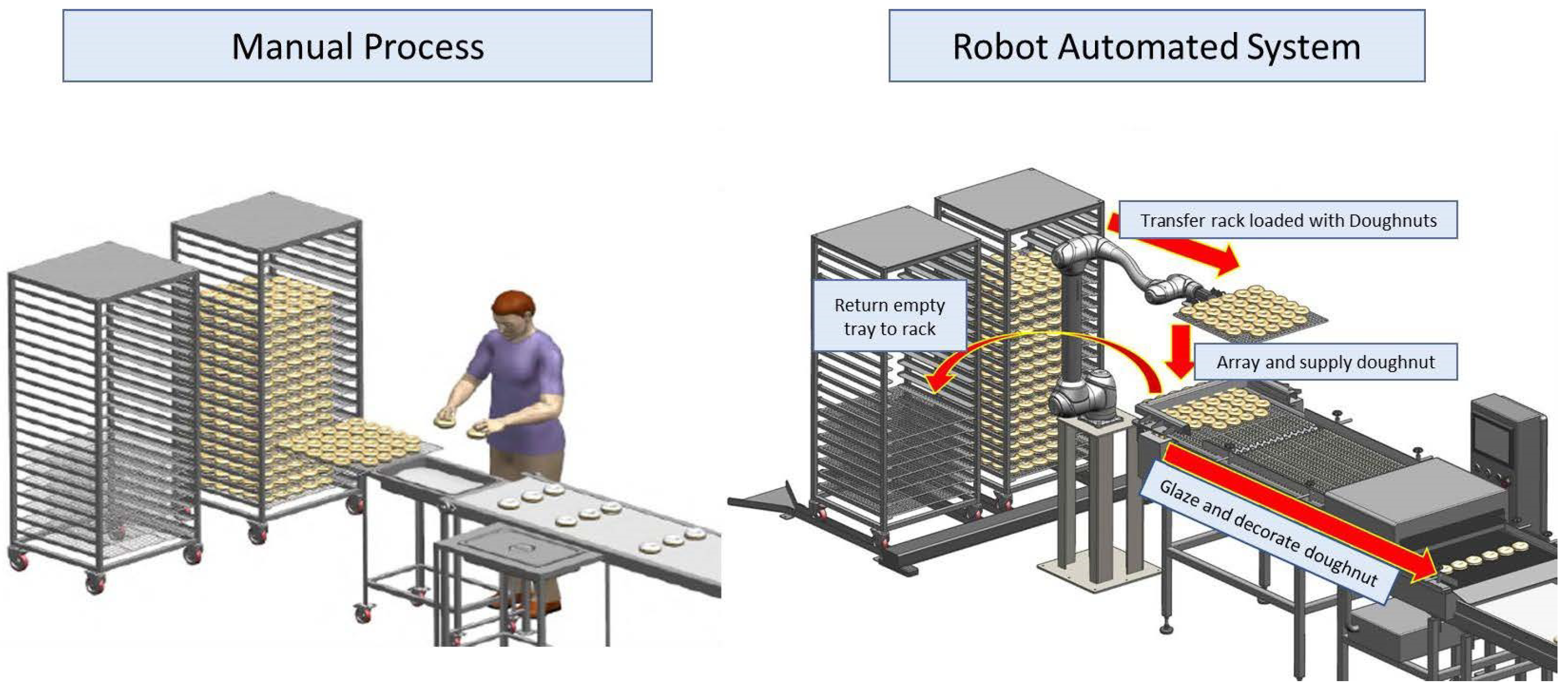
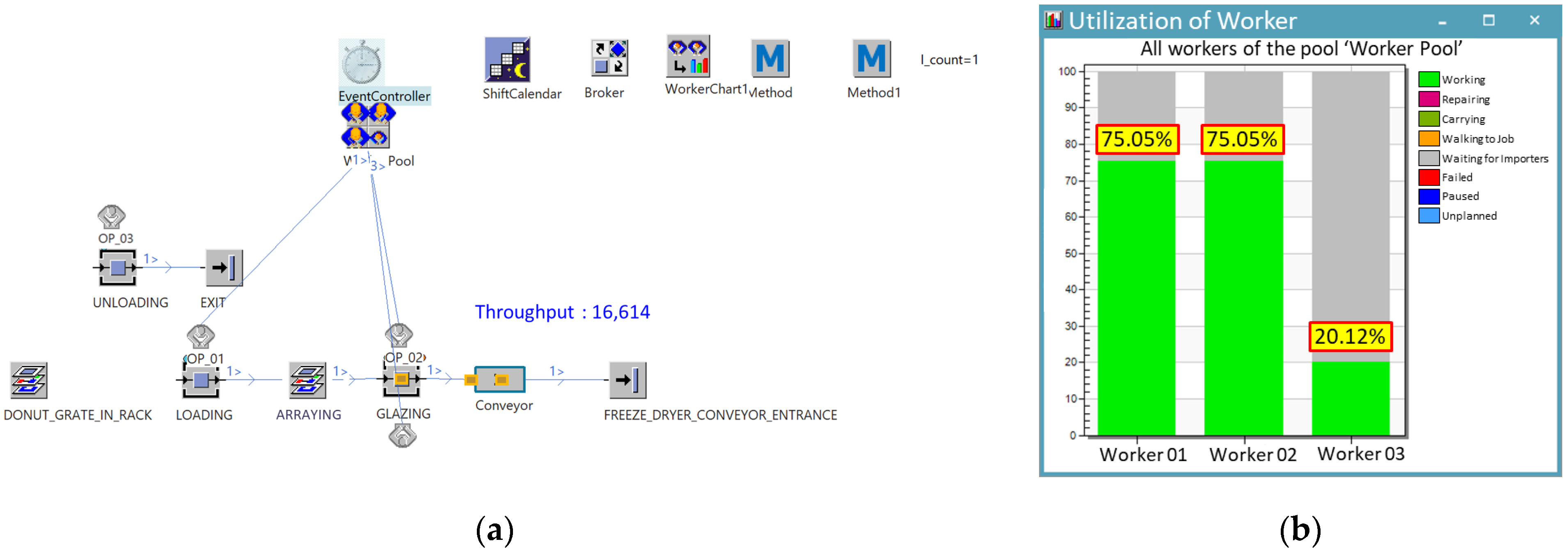
The process in Case A begins with a worker removing trays of oil-fried, naturally degreased products from racks and supplying them for glazing. Once the trays are emptied, they are returned to their original positions on the racks. The worker repeatedly performs this task, bending to access the lowest levels of the rack and reaching overhead to place trays on the highest levels, creating ergonomic risks.
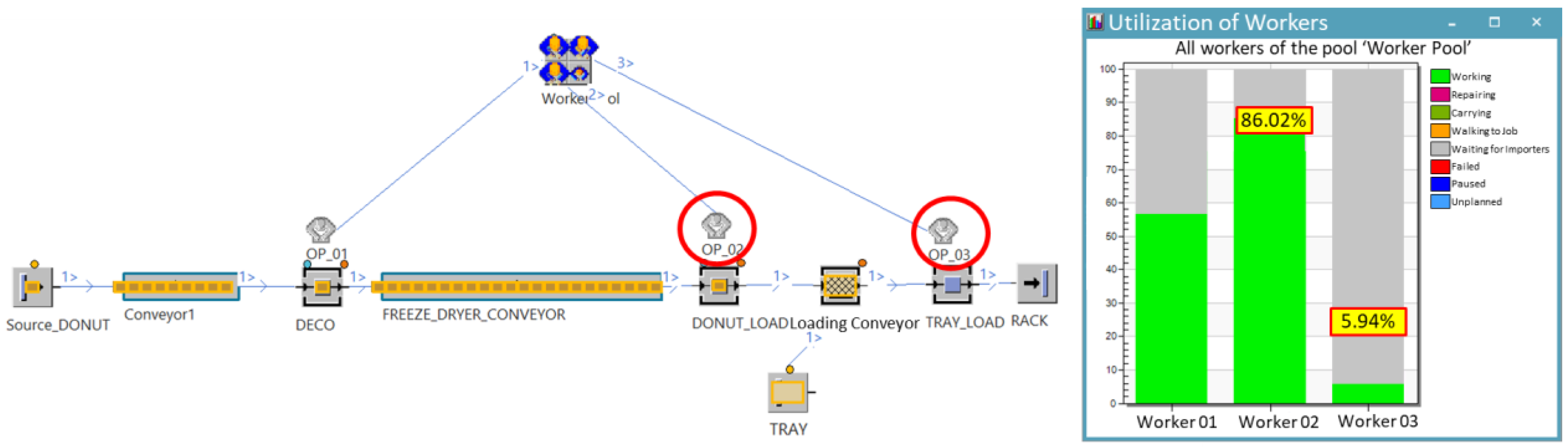
Case B involves loading glazed products, which have been rapidly cooled, onto trays. The worker retrieves empty trays from the racks and, unlike in Case A where products are aligned horizontally, vertically aligns the products on the tray. Once the trays are loaded, they are returned to the racks. This process requires enhanced repetitive handling and presents similar challenges to Case A.
To address these issues, a thorough pre-analysis and simulation were conducted to evaluate the feasibility of applying a robotic automation system to the existing production environment.
The dimensions of the production site were measured using a FARO Focus
3D Premium 70 Laser Scanner (FARO Technologies Inc., Lake Mary, FL, USA) to construct the process simulation. The laser scanner generated 3D point cloud data composed of ‘X, Y, Z + Color’ points, which provided precise spatial and color information for each point to ensure the accurate representation of the process line. This high-precision point cloud data, accurate within approximately 2 mm, was used to create the projected shape of the production environment, as shown in
Figure 1. The collected data were then reconstructed into a 3D model using Autodesk 3DS Max (version 2021, Autodesk Inc., San Rafael, CA, USA), enabling an accurate 3D simulation of the current manufacturing site.
SIEMENS Tecnomatix Plant Simulation (V2201, SIEMENS Inc., Munich, Germany) and Process Simulate (V16.0.1, SIEMENS Inc., Munich, Germany) were chosen for this study due to their extensive industrial databases, which provided a stronger foundation for the research compared to other available tools. These programs enabled detailed trajectory configurations and virtual implementation of robotic systems, enhancing the reliability of the simulations. Their 3D visualization capabilities made analyses easy to understand for general users and proved the suitability of SIEMENS tools for this study. Plant simulation processes were utilized to explore the potential for improving existing manual operations through the application of robotic automation. SIEMENS Tecnomatix Process Simulate (V16.0.1, SIEMENS Inc., Munich, Germany) was employed to design robot movements and path loading when either supporting or cooperating with human labor. SIEMENS Tecnomatix Plant Simulation (V2201, SIEMENS Inc., Munich, Germany) was used to compare the outcomes of the current manual process with the improved robotic automation system.
2.2. Application of Robot Process Simulation and Plant Simulation
Collaborative robots, known as cobots, were chosen to enhance the process due to their ability to operate safely with human workers. These robots were equipped with collision detection capabilities to operate in shared workspaces. Operating speeds were modified to increase safety and reduce potential risks for workers and nearby objects [
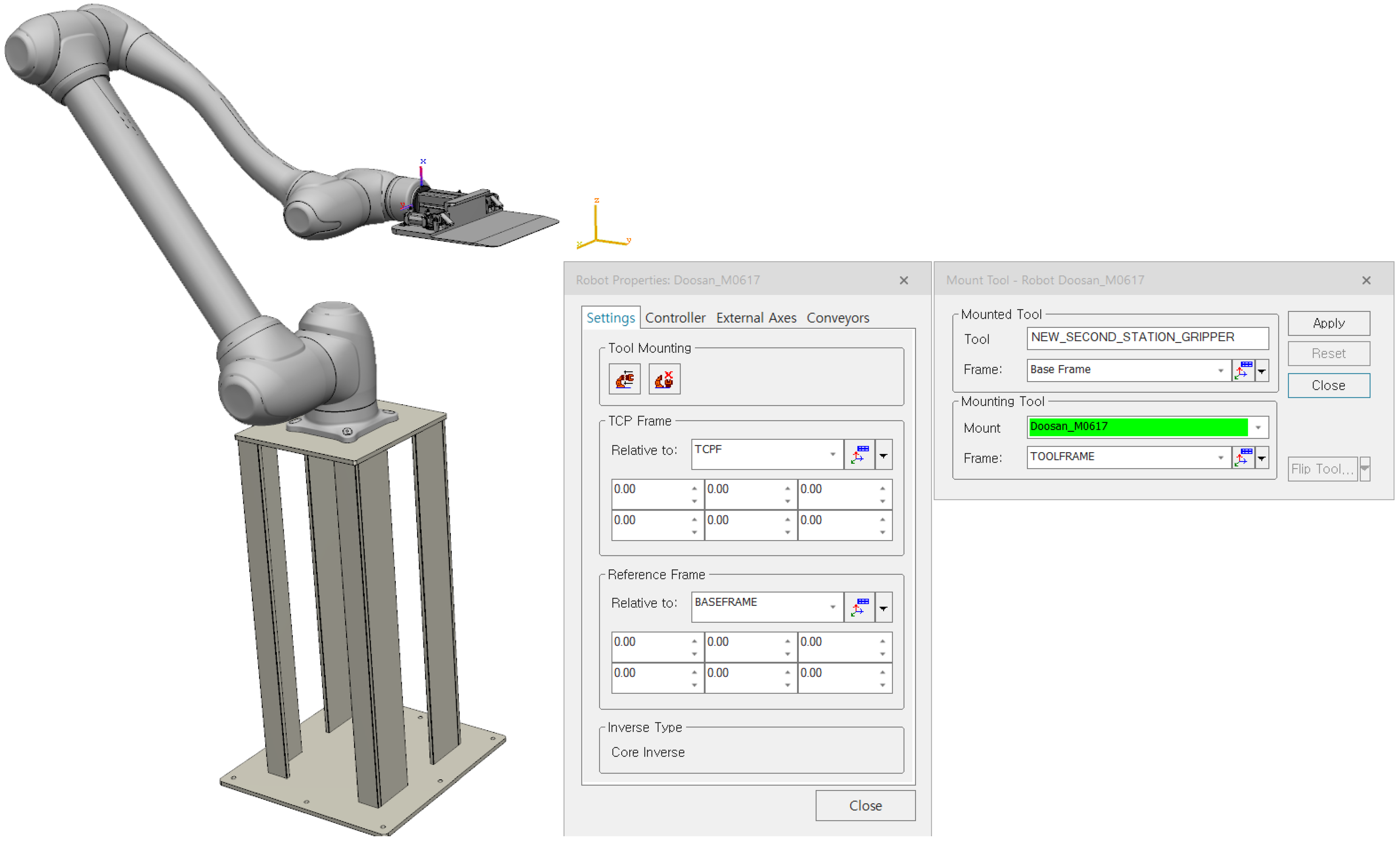
36]. This study implemented an articulated robot with a payload capacity of 6 kg, a reach of 1700 mm, and a repeatability of 0.1 mm (Doosan Robotics, Suwon, Republic of Korea, Model: M0617). This robot model was incorporated into the simulation library to allow accurate replication of its movements in the simulated production process.
To connect the end-effector to the robot’s arm, the tool and frame were configured in the process simulation, as illustrated in
Figure 2. This configuration is crucial for establishing the tool’s position and orientation in relation to the robot, enabling accurate trajectory and motion planning by setting the end-effector as the tool center point (TCP). The robot uses the TCP and its body configuration to determine spatial limitations. If the TCP is defined in poses, the position of the robot flange must be represented as a pose (including both position and orientation) in relation to either the robot base or a reference coordinate frame. After a specific trajectory is programmed, the TCP aligns with the designated path. This arrangement in Tecnomatix Process Simulate supports precise object placement and trajectory planning, as shown in
Figure 2.
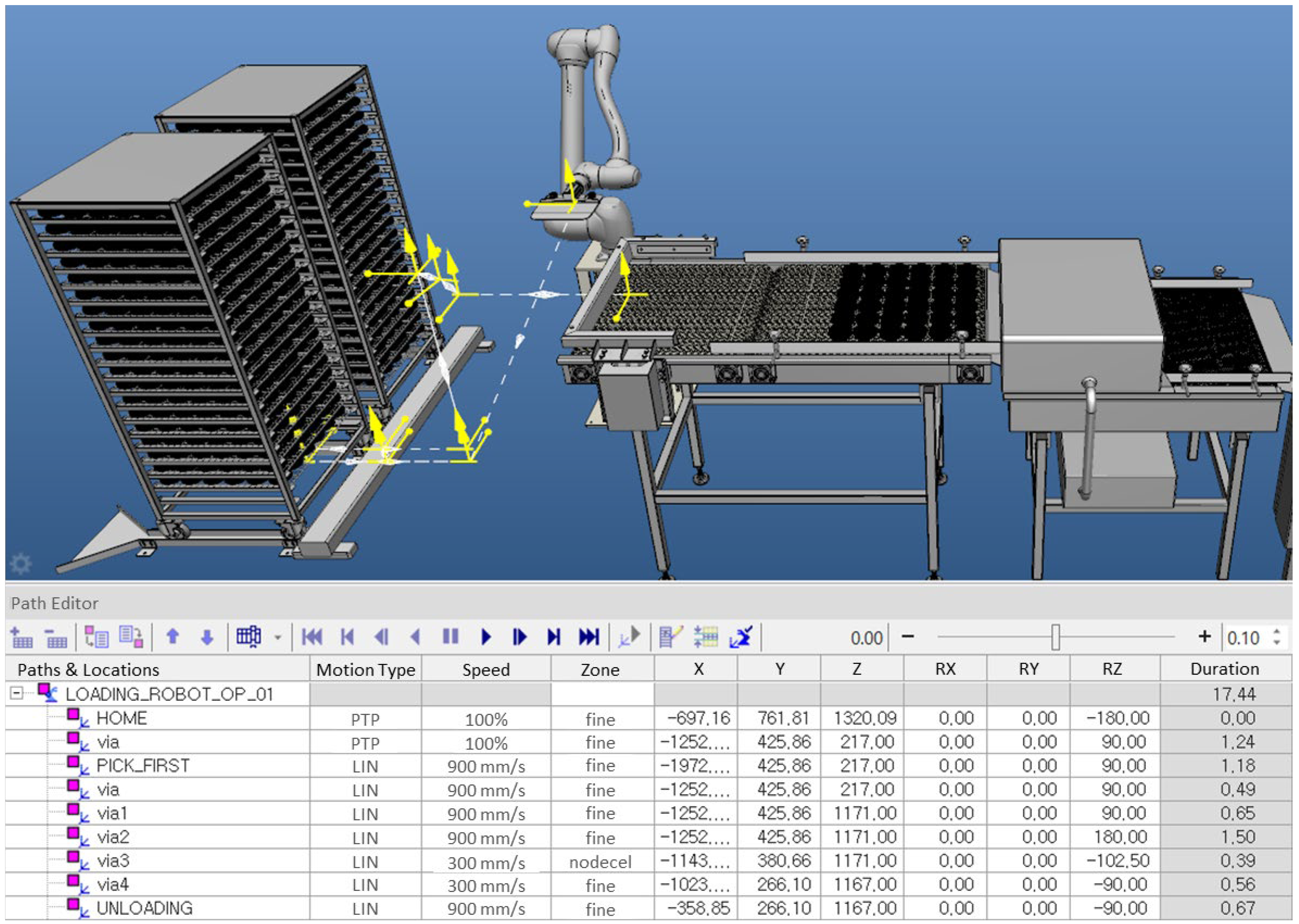
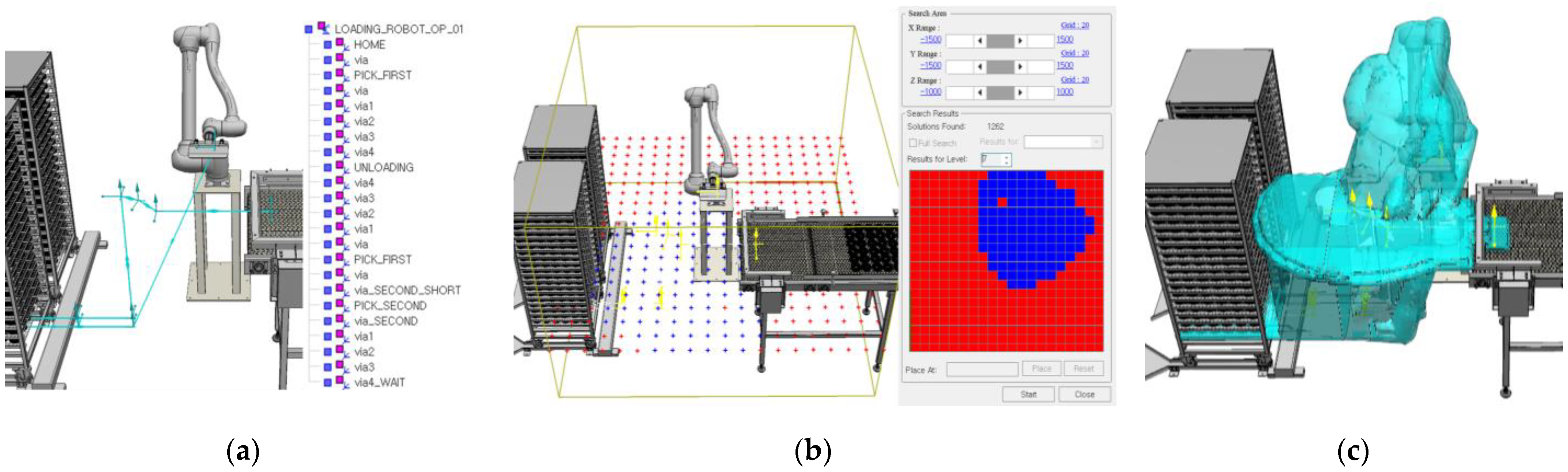
Tecnomatix Process Simulate software (V16.0.1) was used to configure the trajectory and speed to ensure precise movement. ‘Home Position’, which is the starting position, was set as the initial task location and return point after completing each cycle. The specific trajectory of the pick-up and placement points on the tray were created using point-to-point (PTP) movements. Collision detection and additional software tools were applied to improve these paths. This allowed the testing of the robot movements within the production environment. This ensured safe and efficient operation by identifying potential collisions with conveyors, trays, and other equipment.
Worker speeds were inconsistent in conventional settings. The robot’s speed was calibrated along the simulated paths shown in
Figure 3. This approach helped to reduce process time and maintain a steady production rate. The speed of the robot was limited to 90 percent of its maximum capacity to ensure worker safety. It operated at full speed only along a short and designated path segment. Adjusting the robot’s movements and speed allowed for production rates that exceeded those of manual operations. Although each quick movement saved only around 0.1 s, these small time savings added up over weeks and months, leading to substantial reductions in production time.
2.3. Chosen KPIs
The objective in both cases was to improve the production process by implementing a robot-automated system. This aimed to either increase throughput or maintain consistent productivity. A set of key performance indicators (KPIs) was selected to analyze the effect of the enhanced simulation, with a focus on production. The throughput, utilization rate, and human resources were chosen as the primary KPIs. SIEMENS Tecnomatix Plant Simulation (V2206) standard library tools were utilized to model and sequence the simulation logically. Each KPI reflected distinct performance measures obtained from the observations and data gathered at the production site. The KPIs were organized into related categories to simplify analysis and interpretation [
37].
For the current process, throughput was estimated from manual records of production, and worker involvement was documented for each time period. Detected production data from the company were used to establish the maximum production level, reflecting the highest recorded output. Throughput was then calculated as shown in Equation (1) [
37]:
where
GQ refers to good quantity,
RQ indicates rework quantity, and
AOET represents the actual order execution time in hours. Throughput in the robotic automation system was measured based on the same production time as the manual process.
The utilization rate referred to the proportion of actual work time (
AWT) for machines, robots, and workers compared to their planned operational time (
POT). This measure was effective in detecting worker overload in manual processes, while in automated systems, it evaluated whether the robotic operations ran continuously without interruption. This allowed for the robot’s continuous operation to be assessed, particularly for avoiding delays caused by bottlenecks. The utilization rate was determined according to the following equation:
The Plant Simulation software (V2206) was configured with consistent parameters for availability and the shift calendar in both manual and robotic automation systems. Availability was set at 95% to reflect the percentage of time the robot remained functional and ready to perform tasks. Ensuring reliability is critical in the food industry to avoid disruptions during operations. The robot’s mean time to repair (MTTR) was defined as 15 min. This represented the shortest duration necessary to return the equipment to its full operational state after experiencing downtime. The shift calendar followed a 5-day, 40 h workweek format, ensuring the simulation results accounted for a maximum of 8 operational hours per day.
2.4. Model Creation Using Simulation: Robotic Automation System
The movement of the robot and the overall system flow were modeled in Tecnomatix Plant Simulation (V2206) using the SimTalk programming language within the method function, as shown in
Figure 4. Commands were set to interact with conveyor sensors. In Case A, the robot delivered trays to a designated “location” and paused until all products were removed. Then, the robot transferred the empty tray back to the rack and repeated the cycle. In Case B, the robot provided an empty tray to the worker. Once the tray was fully loaded with products and reached the robot’s position, the robot placed the loaded tray onto the rack. Specific conveyor points were designated to ensure trays stopped at precise locations for loading or unloading. The robot’s movements followed predefined actions set in the earlier robot process simulation.
2.5. Environment of Virtual System Configuration
In the 3D simulator, a virtual robotic automation system was set up using the OPC-UA (Open Platform Communication—Unified Architecture) protocol, allowing for a virtual manufacturing environment where the control logic could be tested without the need for physical equipment production, installation, or commissioning. The simulation enabled control verification from the initial design phase of the robotic automation process to the commissioning phase through the virtualization of the equipment.
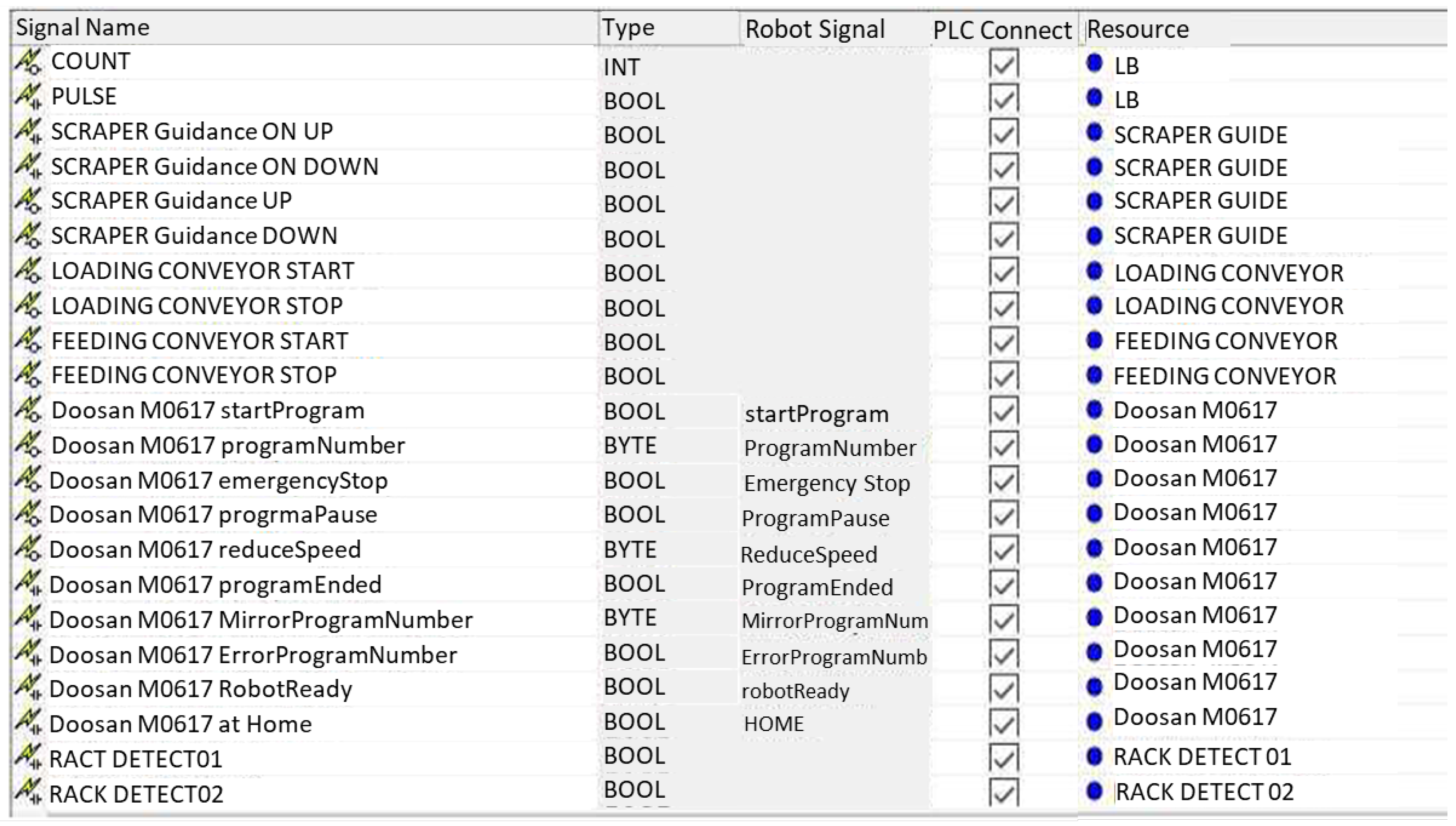
Table 1 shows the configuration of the virtual system environment used for robotic automation process simulations. The hardware setup includes the XBC-DR64H PLC (LSIS Inc., Seoul, Republic of Korea) and eXP40-TTA HMI (LSIS Inc., Seoul, Republic of Korea). The software components consist of the OPC-UA protocol (KEPServerEx6, Kepware Technologies, Portland, OR, USA) for communication, XG5000 (LSIS Inc., Seoul, Republic of Korea) for PLC programming, and Tecnomatix V2206.0 (SIEMENS Inc., Munich, Germany) as the simulation platform. This setup enabled a comprehensive virtual commissioning process, allowing control logic testing from the design to the commissioning stages without physical equipment installation.
The virtual commissioning system focused on supplying trays to the manufacturing station. When a tray was moved to the main rack, the robot gripped it with its gripper. The robot then placed the products onto the loading conveyor and returned the empty tray to its original position on the rack. In the 3D simulator, virtual devices and signals were generated to represent the process, linking the control PLC with virtual devices and equipment through the OPC-UA protocol. The scraper’s up–down motion, the loading conveyor, and the feeding conveyor were all tested in manual mode to verify operation.
Figure 5 shows the virtual commissioning testbed environment. Signal mapping for activating, selecting task programs, and stopping the operations of the virtual Doosan robot (M0617) was configured.
4. Discussion
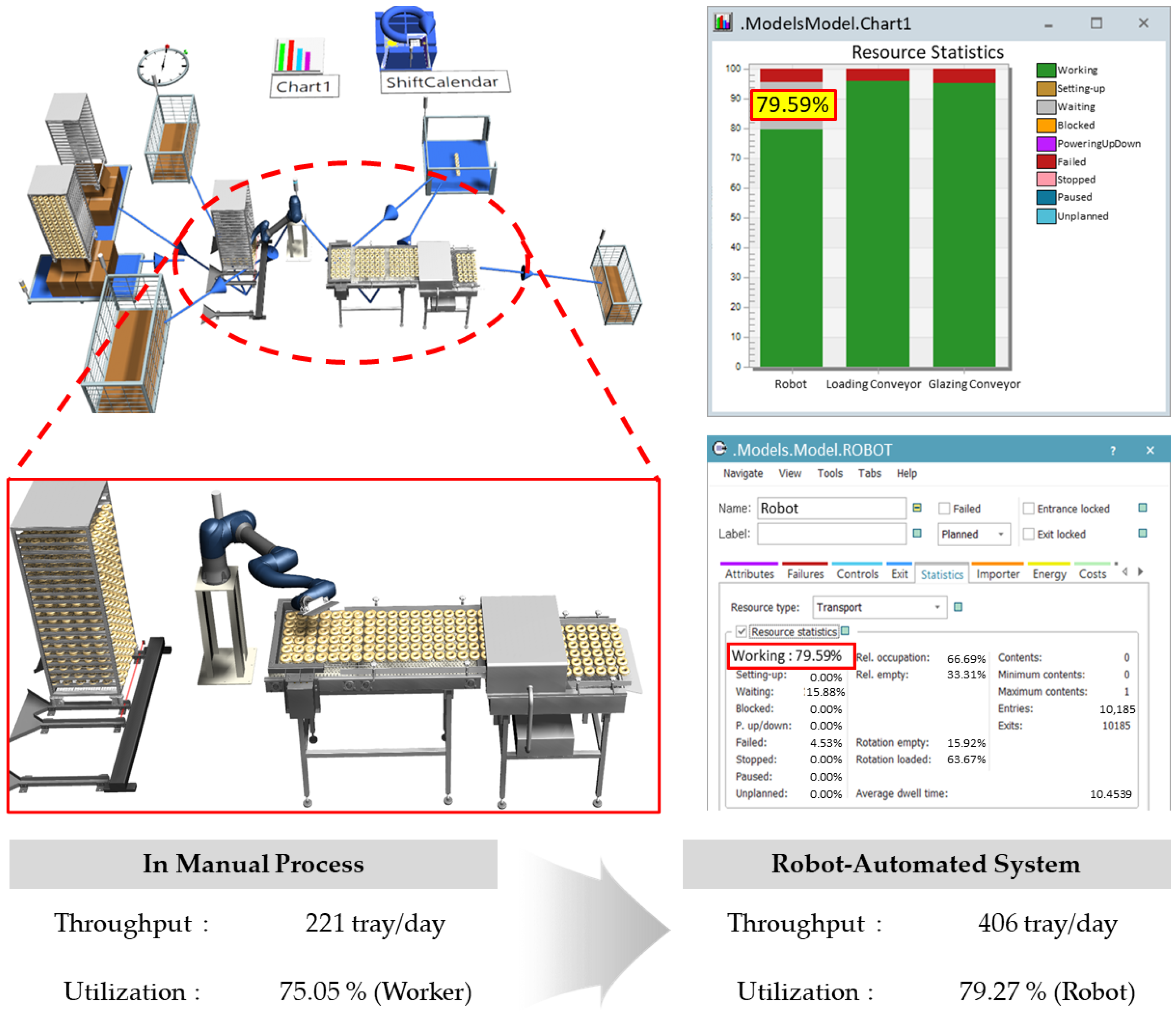
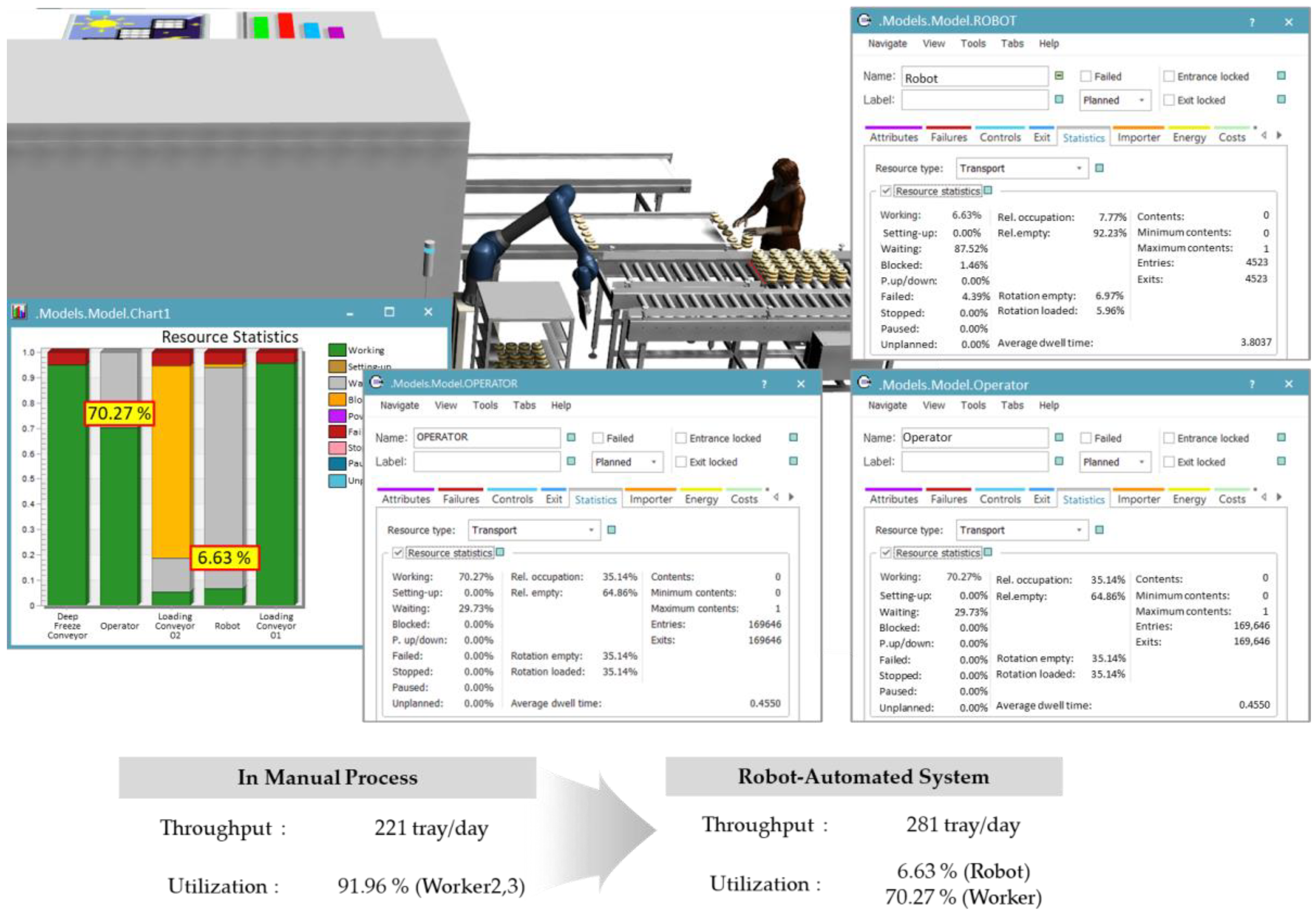
This study investigated the implementation of robotic automation within a food manufacturing setting. It specifically evaluated two cases (Case A and Case B) to assess improvements in productivity, worker utilization, and process efficiency. By comparing automated and manual processes, the results highlighted the effectiveness of robotic systems in streamlining operations and reducing worker strain. Simulations were used to assess performance in the bakery industry, where tasks often require handling trays and involve repetitive motions that can strain workers over time.
The simulation analyses revealed substantial improvements in utilization rates and throughput with robotic automation. These findings align with previous research suggesting that automation can significantly enhance productivity and operational consistency in manufacturing environments [
14,
15,
20,
21]. Both cases applied similar robotic systems at different stages of the manufacturing process, before and after primary processing. This underscored the flexibility of robotic automation and its potential applicability across diverse production environments in the bakery industry. The validation was conducted virtually via OPC-UA, demonstrating the feasibility of implementing the simulated system. This validation showed that simulation results could closely match actual production outcomes. This confirmed the reliability of simulations as predictive tools for identifying potential improvements when implementing robotic systems. These findings support the value of simulations in planning and refining production enhancements.
The KPIs, such as throughput and utilization rates, were essential in evaluating the robotic automation system’s impact. These KPIs provided a clear basis for comparing manual and automated setups. The results revealed that robotic systems not only maintained but also increased production output. Workforce reduction served as an indicator in the analysis. This demonstrated the system’s ability to lessen the need for manual labor in repetitive, physically demanding tasks.
Despite the promising results, several limitations of this study should be acknowledged. The simulations were based on specific case scenarios in the bakery industry, and their applicability to other production environments may vary. This study focused exclusively on a particular type of tray process with fixed dimensions, which may not capture the variability of different bakery products or processes. For different product weights or sizes, the loading times achieved by workers would need to be reconsidered, and increased weight may require replacing the robot and reanalyzing its trajectory. However, based on its operations, the system is expected to be highly effective for repetitive tasks, such as supplying trays from racks and transporting them back to racks after processing. The results of this study extend beyond time savings, as the implementation of robotic systems showed potential for reducing workforce dependency. While this research primarily focused on productivity improvements, future applications of similar systems could significantly lower operational costs, including maintenance and resource consumption. In this study, the costs associated with implementing the robotic automation system and the return on investment (ROI) were not analyzed. Future research could calculate the costs of commercialized equipment and robots to incorporate labor costs and provide more comprehensive economic value assessments. This approach could further highlight the potential for similar systems to lower operational costs and increase overall efficiency. The simulations were based on fixed assumptions and did not account for dynamic factors like unexpected disruptions or variations in worker performance. Furthermore, the lack of economic analysis or physical validation in a real-world production setting suggests the need for further research to explore these aspects comprehensively. These limitations provide avenues for future research to enhance the generalizability and practical applicability of robotic automation in food manufacturing and beyond.
Future research should expand the scope to include more-diverse production setups, enabling a comprehensive analysis that accounts for preceding and subsequent processes. This approach would support full-scale factory simulations and assist in furthering digital transformation goals in the bakery sector. Further studies should consider detailed cost–benefit analyses to assess the financial feasibility of robotic integration for SMEs.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}