1. Introduction
Chemical industries have had a significant impact on human lives through the production of essential goods and services. Since the advent of automated control systems, decentralized architecture has become the dominant approach to managing the complexity of controlling entire chemical plants. This architectural structure consists of multiple PID control loops responsible for maintaining controlled variables at predetermined setpoints in each operating unit. These controllers function autonomously, regulating their designated process segments without information exchange. Implementing a traditional decentralized control structure necessitates an initial optimal process design phase.
Although optimal operation is projected at the design-phase operating point, inevitable disturbances and uncertainties can alter process conditions, potentially shifting the optimal operating parameters. The failure to recognize the existence of disruptions and uncertainties can significantly impact profitability and process safety. Therefore, managing uncertainty in the context of economic optimization is a key challenge in process control today. As a result, decisions made within a robust plant-wide control (PWC) framework require careful consideration of uncertainties. Solutions failing to mitigate uncertainty impacts can compromise economic efficiency and control effectiveness, potentially resulting in unsafe and financially detrimental conditions.
This study proposes a comprehensive approach to solve the ship problem while considering uncertainties, called Stochastic Plant-Wide Optimization Control (S-PWOC); this method builds on previous research [
1,
2], integrating economic viability and process safety considerations to improve control system design. This framework addresses dynamic stochastic real-time optimization (D-RTO), emphasizing economic profit as the primary control objective.
The proposed method is being validated using the acrylic acid production process as a case study. This choice is based on the paramount importance of this process in the chemical industry, coupled with its inherent safety concerns, making it particularly suitable for evaluating the effectiveness of the proposed S-PWOC framework. Market forecasts project the global acrylic acid industry to reach USD 20.19 billion by 2027 [
3] due to the increasing demand for superabsorbents, thus increasing production of acrylic acid worldwide. Notably, there is a growing demand for superabsorbent polymers in applications such as adult urinary incontinence, water treatment additives, and radioactively cured coatings, especially in low-cost economies in emerging regions such as the Asia-Pacific region, Central America, and South America, which are poised to increase demand for acrylic acid [
4].
Forecasts predict a global production volume of 9 million tons by 2025, driven by the rise of global industrialization and the expansion of acrylic acid applications in various sectors [
5]. Therefore, coordinated research efforts targeting process control and optimization are required to improve the economic viability of acrylic acid production in the face of inherent uncertainty. The PWC formula accounts for three primary uncertainty sources: external disturbances, market fluctuations, and model parameter variations.
In this study, we have introduced a novel approach by integrating stochastic optimization into a plant-wide control strategy specifically designed for the acrylic acid production process. This integration allows for enhanced decision-making under uncertainty, addressing both economic efficiency and safety risks inherent in chemical plant operations. The proposed Stochastic Plant-Wide Optimization Control (S-PWOC) framework is distinguished from traditional control methodologies by its ability to account for multiple sources of uncertainty—such as external market fluctuations and internal process disturbances—while simultaneously optimizing key performance objectives. This framework not only improves operational stability but also enhances profitability by dynamically adjusting control actions to mitigate the impact of unpredictable variables. The S-PWOC approach, therefore, offers a robust solution to the challenges faced in managing complex industrial processes, providing a clear advantage over existing deterministic and decentralized control strategies.
In modern industrial settings, human factors remain one of the primary sources of variability in production, which can significantly affect process efficiency and product quality [
6]. To mitigate these uncertainties, fully automated systems have emerged as essential tools, especially in the context of Industry 4.0, where real-time data analytics and smart decision-making systems drive operational consistency [
7]. In this work, we have integrated the Stochastic-Plantwide Optimizing Control (S-PWOC) methodology into a chemical production system, enhancing real-time decision-making and operational flexibility. The S-PWOC framework enables dynamic adjustment of process variables in response to internal and external uncertainties, ensuring economic efficiency, safety, and robustness in operations [
8,
9]. By accounting for market fluctuations, process disturbances, and model parameter variations, the S-PWOC system offers a comprehensive approach to uncertainty management that enhances both economic profitability and control reliability [
10,
11]. This integration of stochastic optimization techniques with automated control systems represents a significant advancement in the management of large-scale chemical processes, such as acrylic acid production.
The Stochastic-Plantwide Optimizing Control (S-PWOC) framework is inherently flexible and can be adapted to a wide range of chemical production processes beyond acrylic acid. Its modular design allows it to handle the uncertainties associated with various industrial processes, including fluctuations in feedstock quality, environmental changes, and process disturbances. For example, the S-PWOC methodology could be applied to ammonia production, where managing energy consumption and nitrogen–hydrogen ratio control are critical to ensuring both efficiency and product quality [
8]. Similarly, in ethanol production, the S-PWOC framework can be used to optimize fermentation conditions, such as temperature and pH, while dynamically adjusting the feed rates to account for variations in biomass content [
9]. The framework’s ability to integrate real-time data and make predictive adjustments also makes it ideal for polymer production, where slight deviations in reactor conditions can result in significant differences in polymer chain length distribution and product properties [
12]. By providing a robust solution for managing uncertainty and optimizing process performance, the S-PWOC framework offers a generalizable approach that can be customized to suit the specific requirements of various chemical manufacturing systems, enhancing both economic outcomes and operational reliability across different industries [
7]. Another potential application is in the petrochemical industry, where the S-PWOC framework could be used to manage complex refinery operations, adjusting flow rates and temperatures in real time to ensure product quality and efficiency [
13]. Moreover, the S-PWOC approach can be applied to pharmaceutical manufacturing, where precise control over reaction conditions is crucial for ensuring consistency in drug formulation and production [
14]. By leveraging its stochastic optimization capabilities, the S-PWOC framework offers a robust solution for optimizing performance, reducing waste, and increasing profitability in various production settings, reinforcing its generalizability across the chemical industry [
9].
The following sections of this manuscript are described as follows.
Section 2 comprehensively presents the theoretical foundations related to whole-process control (PWC) strategies and stochastic optimization methods. Part 3 outlines the details of the process, describes the identified safety risks, and explains the nuances of the Aspen Plus model specific to the acrylic acid (AA) process. In
Section 4, the Stochastic Plantwide Optimization Control (S-PWOC) method is implemented to control an acrylic acid production plant.
Section 5 attempts to compare the effectiveness of the proposed S-PWOC approach to resolve the uncertainties associated with the decentralized PWC architecture and the deterministic PWOC approach. Finally,
Section 6 summarizes the conclusions drawn and provides recommendations for future efforts.
4. Stochastic Optimization of Acrylic Acid Production: Managing Uncertainties in Plantwide Control
The proposed SPWOC approach is a framework that improves the PWOC methodology proposed in [
2] by including explicitly different sources of uncertainty. The proposed S-PWOC framework is implemented for the acrylic acid process, described in
Section 3. Finally, a comparison between the proposed S-PWOC, a deterministic P-WOC approach, and a decentralized PWC structure is presented. The proposed Stochastic Plantwide Optimal Control (PWOC) methodology comprises six sequential steps, as illustrated in
Figure 2. In the present work, the design of step 1 is achieved according to process knowledge. In several PWC methodologies, process knowledge is important for taking decisions [
1,
8].
In our study, we provide a detailed explanation of how the acrylic acid plant is controlled using a two-layer Stochastic Plant-Wide Optimization Control (S-PWOC) framework. This advanced control strategy combines both local control loops, which are responsible for maintaining specific process variables at their predefined setpoints, and plant-wide manipulated variables, which work to optimize the overall performance of the plant. The S-PWOC framework distinguishes itself by effectively managing uncertainties that arise from both internal factors—such as process disturbances and model parameter variations—and external conditions like market fluctuations. By doing so, the framework ensures that the plant operates efficiently, maintaining economic viability while prioritizing safety. Additionally, we have elaborated on the unique benefits of this stochastic optimization approach, which allows for real-time adaptation to changing conditions, ultimately leading to a more robust and reliable plant operation.
As follows, each stage of the S-PWOC framework is given, specifically applied to the acrylic acid process case study. The proposed steps provide a roadmap for formulating and addressing the resulting S-PWOC) framework. The optimization problem aims to achieve a balanced integration of economic considerations and control objectives while ensuring the safe operation of the plant. The general approach illustrated in
Figure 2 is applicable to various other applications.
Stage 1. Selection of local and plantwide manipulated variables
The local control strategy must ensure the safe operation of equipment during plant processes. Typically, these local control loops encompass level and pressure control objectives. The primary aim of this strategy is to maintain the controlled variables at their predefined set-points. To achieve this objective, local manipulated variables are selected based on process knowledge.
Following the closure of local control loops, the remaining manipulated variables are identified as plantwide manipulated variables
. These plantwide manipulated variables serve as decision variables in the resulting stochastic programming problem formulation.
Table 4 illustrates the pairing of local control loops and the plantwide manipulated variables employed to enhance the economic profitability of the process. This selection is grounded in process knowledge and aligns with the recommendations of Suo et al. [
12] and Turton et al. [
36].
Figure 3 visually distinguishes local control loops and plantwide manipulated variables, depicted in green and red, respectively. Moreover, PI controllers were fine-tuned using Tyreus–Luyben correlations to optimize control performance.
Stage 2. Uncertainty analysis
In this stage, the effects of uncertainties in the plant are described and quantified. Three primary sources of uncertainty are identified: internal, external, and process uncertainty [
32]. Internal uncertainty pertains to model errors arising from parameters derived from experimental data, such as kinetic constants, physical properties, and transfer coefficients. External uncertainties involve external events impacting the process performance, including fluctuations in the costs of raw materials and products, variations in environmental conditions, and inconsistencies in the quality of raw materials. Process uncertainties refer to disturbances within the process itself, such as variations in stream composition, temperatures, and pressures. To effectively identify the principal sources of uncertainty affecting a specific process, it is recommended to integrate process knowledge with a sensitivity analysis.
The identified set of uncertain variables is incorporated into the S-PWOC framework to determine optimal process trajectories that reduce the influence of uncertainty on production. In the acrylic acid manufacturing process, six key variables encapsulate the primary internal uncertainties: the activation energies for the three reactions () and the pre-exponential kinetic factors (). These parameters, which are based on experimental data, have a significant impact on both the acrylic acid (AA) yield and the economic performance of the process.
External uncertainties that greatly affect the economic outcomes include the market prices of acrylic acid, acetic acid, and propylene. These factors are crucial because they directly influence production costs and profitability. By addressing both internal and external uncertainties, the S-PWOC framework enables process optimization, increasing the robustness and efficiency of acrylic acid production.
Table 5 and
Table 6 summarize the results of a global sensitivity analysis for internal uncertainties, conducted using normalized linear regression. The boundary values for activation energies and pre-exponential factors were obtained from prior kinetic studies on acrylic acid [
40].
Table 7 presents the sensitivity analysis results for external uncertainties. Price limit values for acrylic acid, propylene, and acetic acid were sourced from a chemicals market database [
4]. Additionally, the air temperature at the reactor inlet is considered a process-related uncertainty, reflecting potential disturbances.
These three categories of uncertainties—internal, external, and process-related—are used to assess the effectiveness of the S-PWOC framework. This comprehensive evaluation allows for a thorough analysis of how well the framework mitigates the impact of uncertainties on acrylic acid production.
Based on the global sensitivity analysis results for internal uncertainty parameters (
Table 4 and
Table 5), it is evident that the activation energy for the first reaction (
) has the most significant effect on the overall economic profit. Similarly, as shown in
Table 7, the price of acrylic acid, which is the primary product, has the largest influence on the profit objective. As a result, these two variables are included in the set of random variables
. The evolution of uncertainties is modeled using lower, nominal, and upper values, while decision variables are adjusted to mitigate the effects of uncertainty within this range. For simplicity and to reduce computational effort, a robust horizon of two stages is used. This involves branching the scenario tree only up to stage two, after which constant values are assumed for the uncertainties. This approach helps prevent the scenario tree from growing exponentially as the prediction horizon extends. The rationale behind this simplification is that, due to the receding horizon nature of NMPC, accurately modeling distant future stages is less critical since all control inputs are recalculated at each sampling interval [
30].
Stage 3. Statement of objective function
In this work, multistage programming is employed to handle uncertainties and formulate the corresponding Stochastic PWOC problem. Decision variables, states, and constraints are represented across multiple stages. At each decision stage, the objective function is maximized based on the values of the random variables
. Equation (5) defines the economic objective function for the acrylic acid production plant under conditions of uncertainty:
In this context,
represents the expected economic objective function of the plant. The term
denotes the probability of occurrence for each scenario
, while
is the total number of scenarios or leaf nodes considered. The cost associated with each scenario,
, is defined by Equation (6):
In this formulation,
represents cost factors obtained from a chemicals market website [
4]. The first and second terms in Equation (6) account for the production of acrylic acid and acetic acid at stage
for each scenario
. The subsequent three terms, weighted by
,
, and
, consider the costs of raw materials—air, propylene, and steam—at stage
for each scenario
.
The term weighted by accounts for toluene makeup in the decanter at stage for each scenario . Additionally, terms weighted by , , , and impose penalties for energy consumption associated with utility fluids in the reactor and heat exchangers E-101, E-103, E-106, E-105, and E-102 at stage for each scenario . The economic objective function for each scenario is computed over a prediction horizon .
Stage 4. Identification of safety risks during plant operation
The incorporation of safety risks as constraints in the S-PWOC formulation is essential to ensure the safe operation of the process during multistage economic optimization. This objective is achieved by imposing limitations on states and manipulated plant-wide variables, thereby balancing economic performance, control, and process safety. For the acrylic acid process, these constraints must be satisfied across all scenarios within the S-PWOC framework.
The first constraint aims to prevent a reactor explosion, which could occur if the oxygen composition exceeds 5% by mole. The second and third constraints limit the bottom temperatures in the azeotropic and rectification columns to prevent acrylic acid polymerization. Constraints (7) to (9) must be satisfied when solving the S-PWOC formulation at stage k k for each scenario j.
Stage 5. Design of PWC architecture
The performance of the proposed S-PWOC approach is compared against a deterministic PWOC and a typical decentralized PWC structure to assess the impact of incorporating uncertainties in a PWC formulation. Although achieving a robust solution increases computational time demands, the resulting improvement in economic profitability justifies this trade-off. Robust optimization, such as min-max NMPC, is another strategy for handling uncertainties; however, it was not selected due to its tendency to yield conservative solutions by optimizing for the worst-case scenario [
31].
For the implementation of the S-PWOC, a two-layer PWC structure was employed instead of a single-layer structure. This choice is based on the proven stability of the two-layer structure in rejecting disturbances [
41] and its ability to satisfy constraints across all scenarios, leveraging the nature of multistage NMPC [
30,
31].
To manage various sources of uncertainties and ensure a balance between economic performance, control, and safe operation, the use of a multilayer architecture is recommended at this stage. The formulation of a multilayer stochastic programming problem that includes diverse sources of uncertainty, such as model mismatches, market conditions, and process disturbances, is a novel approach from a PWC perspective.
Until now, stochastic programming approaches have primarily been applied within single-layer control architectures and have focused solely on addressing model mismatches in chemical processes [
30,
31,
42,
43,
44,
45,
46,
47]. The general implementation scheme proposed involves two main layers: the optimization layer and the control layer. In the optimization layer, a Dynamic Real-Time Optimization (D-RTO) problem under uncertainties is solved to maximize the economic profitability of the process.
The optimization layer provides optimal plant-wide manipulated variables and state trajectories, which are then sent as set-points to the regulatory control layer. This regulatory control layer comprises a multistage Nonlinear Model Predictive Control (NMPC) system, which predicts future process operations and tracks the set points provided by the optimization layer. The optimal decision variables determined by the multistage NMPC are subsequently applied to the actual plant. The Dynamic Real-Time Optimization (D-RTO) problem solved in the optimization layer is defined by Equation (10):
The vector is the solution to the D-RTO problem, providing optimal decision variables for each scenario . The cost function for each scenario, , represents the economic profit of the process and is defined by Equation (6). Each state depends on the previous state , the control decision variable , and the realization of the uncertainty .
The second constraint delineates the search space for decision variables during optimization. The third constraint, for
, is a productivity requirement. The fourth constraint, for
, ensures the required product purity of acrylic acid. From the fifth to the last constraint, safety risks for plant operation must be satisfied. The final constraint is the non-anticipative constraint, which stipulates that states with the same parent node must share identical decision variable profiles.
In the multistage NMPC layer, the optimization problem formulation is given by Equation (11). Here,
represents the probability of occurrence for each scenario,
is the vector of predicted states at stage
, and the constraints hold the same meanings as in Equation (10), except for the last one. The final constraint assigns the initial conditions for the decision variables of the NMPC layer to the optimal profiles
calculated by the optimization layer. The cost function for each scenario,
, represents a tracking objective function that penalizes deviations of state variables from their optimal values calculated in the optimization layer, as well as penalizing control movements to ensure smooth operation.
As delineated in Equation (12), penalization terms are implemented to address deviations of both temperature and plantwide manipulated variables from their optimal values, as determined by the optimization layer. The plantwide manipulated variables, previously defined in stage 2, encompass the following parameters:
The volumetric flow rate of air, ;
The mass flow rate of propylene, ;
The mass flow rate of steam, ;
The flow rate of utility fluid circulated through the reactor jacket, ;
The flow rate of utility fluid utilized in heat exchangers E-101 and E-102, ;
The flow rate of recycled water introduced into the absorber column, ;
The flow rate of organic phase recycled into the azeotropic column, ;
The flow rate of utility fluid employed in the reboiler of the azeotropic column, ; and
The reflux ratio in the rectification column, .
Additionally, to ensure smooth solutions, there are penalizations for movements of decision variables between stages k
k and k + 1 are incorporated into the NMPC. The tuning parameters employed in the tracking objective function are as follows: .
The actual plant is modeled by the dynamic nonlinear process developed in Aspen Dynamics. This study exclusively conducts simulation analyses, assuming a fully observable process.
Stage 6. Solution of the Stochastic-PWOC problem
The optimization problems delineated by Equations (10) and (11) are solved utilizing a sequential approach. In both the optimization and regulatory layers, the decision variables undergo discretization through the application of a polynomial piecewise constant approximation.
To emulate realistic industrial conditions, the nominal operating parameters reported by [
12] were adopted as initial conditions. It is important to note that while the results may exhibit sensitivity to the chosen starting point, the employed metaheuristic algorithm for solving the optimization problem offers a significant advantage. By virtue of its stochastic nature, this algorithm facilitates the exploration of an expansive region within the domain of manipulated variables. Consequently, as elucidated by [
7], this approach enhances the likelihood of identifying a near-global optimum solution.
The nonlinear dynamic model of the process, utilized for predicting future plant behavior and evaluating the efficacy of both optimization and regulatory layers, was developed using Aspen Dynamics, as elaborated in
Section 3. The integration between this process model and the MATLAB optimization toolbox is facilitated through the AM Simulation Block in Simulink.
The seamless interconnection between Aspen Dynamics and MATLAB for addressing stochastic programming problems represents a significant advancement in PWOC, particularly when a rigorous dynamic nonlinear model of the process is requisite. This integration methodology enables a more comprehensive and accurate representation of complex industrial processes.
The operational workflow involves the transmission of discretized decision variables from MATLAB to the Aspen Dynamics model via the AM Simulation Block. This transfer mechanism allows for the subsequent evaluation of system states and the objective function within the high-fidelity Aspen Dynamics environment.
The bidirectional communication between the process model and optimization routine is crucial for iterative refinement. Specifically, state variables and model outputs are transmitted back to the MATLAB-based optimization algorithm. This feedback loop continues until a predetermined stopping criterion is satisfied, ensuring convergence to an optimal solution.
The optimization layer operates with a prediction horizon of 25 h, a parameter chosen to balance computational efficiency with forecast accuracy. The optimization routine is invoked at regular intervals of 0.5 h, providing frequent updates to the control strategy. Additionally, the system is designed to trigger an optimization call if the economic objective function experiences a decrease below a specified tolerance threshold.
The multistage Nonlinear Model Predictive Control (NMPC) layer operates with a prediction horizon of 2 h, a parameter carefully selected to balance computational load with control performance. This layer is activated on a periodic basis every 0.2 h, ensuring frequent updates to the control actions.
Furthermore, the system incorporates an event-triggered mechanism: the NMPC algorithm is also invoked when the controlled variables deviate from their optimal setpoints beyond a predefined tolerance. This dual activation strategy, combining time-based and deviation-based triggers, enables the control system to maintain tight regulation under normal operating conditions while also responding swiftly to significant process disturbances or setpoint changes.
The computer modeling framework used in this study integrates stochastic optimization to address the inherent uncertainties in the production process, ensuring optimal control across varying operational conditions. Stochastic optimization techniques allow the model to incorporate probabilistic variables, such as fluctuations in raw material quality, environmental changes, and equipment performance variability, into the control system. By simulating a range of potential scenarios, the framework evaluates the likelihood of different outcomes and identifies control strategies that optimize key performance indicators such as energy consumption, product quality, and economic efficiency. Uncertainties are simulated by introducing random disturbances and deviations within the system, which the model dynamically adjusts for by recalculating optimal setpoints and control actions in real-time. This approach not only enhances the system’s robustness but also ensures continuous performance improvements despite unpredictable factors, making the Stochastic Plant-Wide Optimizing Control (S-PWOC) framework a highly effective tool for managing complex, real-world chemical processes.
5. S-PWOC for the Acrylic Acid Process: Results and Discussion
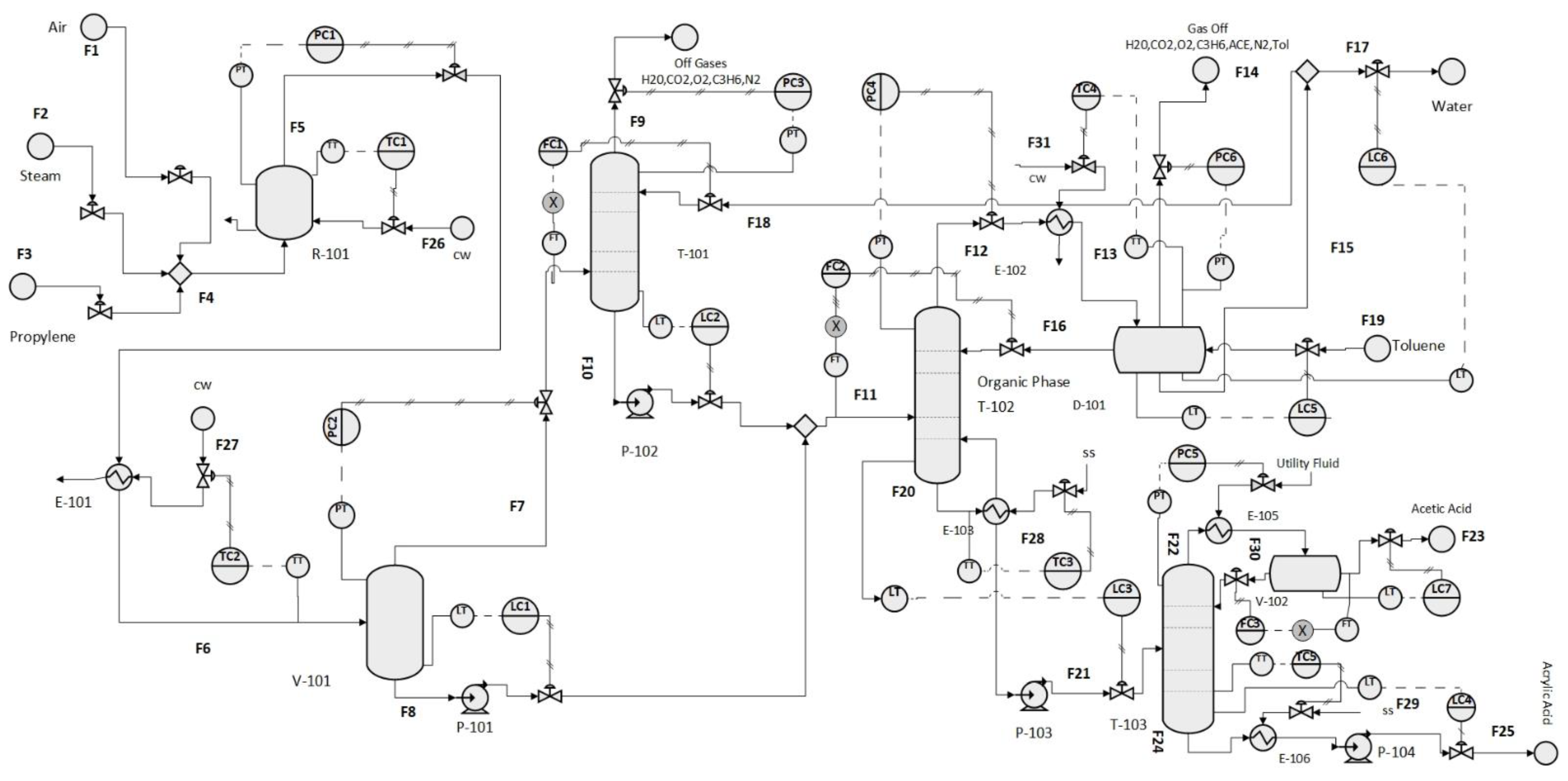
This section presents a comparative analysis of the proposed Stochastic PWOC approach against two alternative methodologies: the deterministic PWOC and the conventional PWC structure illustrated in
Figure 1. The study evaluates three distinct scenarios, each addressing a specific type of uncertainty. Case 1 focuses on a known process uncertainty, specifically an air temperature disturbance. Case 2 examines the impact of an unknown internal uncertainty, specifically a model parameter variation. Case 3 focuses on an unknown external uncertainty, namely fluctuations in the cost of the main product.
Case 1: Air temperature disturbance as known process uncertainty.
To assess the performance of the three PWC architectures, namely the Stochastic PWOC, deterministic PWOC, and decentralized PWC, a process disturbance is introduced, specifically a 10 °C increase in air temperature at 0.4 h. For clarity in subsequent figures, a consistent color scheme is employed: black denotes Stochastic PWOC results, blue represents deterministic PWOC, and red indicates decentralized PWC outcomes.
Figure 4 illustrates the system response to a known process uncertainty, depicting key process variables: air and propylene feeding profiles, reactor oxygen molar composition, reactor temperature, acrylic acid flowrate, and its molar composition at the rectification column bottoms. The Stochastic PWOC approach demonstrates optimal control by adjusting air flowrate (F
1) upwards and propylene flowrate (F
3) downwards, enhancing acrylic acid production (FAA-25). Notably, all control structures maintain the reactor’s oxygen molar fraction (XO2-5) below 5% mol/mol, ensuring safe operation and mitigating explosion risks.
The Stochastic PWOC achieves the lowest reactor temperature (TR), significantly enhancing the main reaction’s selectivity. This optimization leads to increased acrylic acid production in the reactor, consequently improving the process economic profitability. All control structures exhibit satisfactory performance, with the Stochastic and deterministic PWOC approaches effectively tracking optimal temperature trajectories, while the decentralized PWC maintains its predefined setpoint. Notably, all control structures consistently meet the acrylic acid molar fraction specification in the rectification column bottoms (XAA-25 > 0.995 mol/mol) throughout the entire time horizon.
Figure 5 illustrates key process indicators under known disturbances: economic profitability, azeotropic and rectification column bottom temperatures, and toluene makeup in the decanter.
Table 8 reveals that the Stochastic PWOC approach achieves the highest cumulative profitability (1.7166 × 10
5 USD), establishing it as the most economically advantageous control scheme among those evaluated.
The deterministic PWOC approach ranks second in economic performance, achieving a cumulative profitability of 1.6274 × 105 USD. In contrast, the decentralized PWC control structure exhibits the least favorable economic outcome, with a cumulative profitability of 1.4158 × 105 USD.
All analyzed control structures successfully maintain bottoms temperature constraints for both azeotropic and rectification columns throughout the entire time horizon, effectively preventing acrylic acid polymerization. Notably, the Stochastic PWOC achieves a significant reduction in toluene makeup (F19), strategically minimizing raw material costs and thereby enhancing overall economic profitability.
Case 2: Uncertainty related to a model parameter (activation energy EA1): unknown internal uncertainty
Figure 6 illustrates key process parameters and outputs under conditions of unknown internal uncertainty. The figure presents feeding profiles for air and propylene, oxygen molar composition in the reactor, reactor temperature, acrylic acid flowrate, and acrylic acid composition at the bottom of the rectification column. These variables are shown to demonstrate system behavior in response to unknown internal uncertainties. The deterministic PWOC approach disregards uncertainty evolution, solving the optimization problem with a fixed nominal value for activation energy
.
The decentralized PWC approach, like its deterministic counterpart, ignores uncertainty evolution, focusing solely on maintaining controller variables at their set-points. In contrast, the Stochastic PWOC approach models uncertainty evolution using a scenario tree representation, with the optimization problem solved via Equations (10) and (11).
The uncertainty in the simulated plant model is revealed after 0.4 h, with extreme values from the scenario tree used to evaluate the performance of the analyzed control structures. The worst-case scenario, characterized by maximum activation energy (EA1), leads to lower economic profitability, while the best-case scenario, with minimum EA1, results in higher economic profitability.
The Stochastic PWOC approach employed a strategy of increasing air flowrate (F1) while reducing propylene flowrate (F3) to an optimal ratio. This method aimed to cool the reactor temperature (TR) and enhance acrylic acid production (FAA-25). In the best-case scenario, the deterministic PWOC approach leads to safety constraint violations for reactor operation. Specifically, between 3–5 h, the oxygen molar fraction in the reactor (XO2-5) exceeds the 5% safety threshold.
This behavior is characteristic of deterministic approaches, which assume complete knowledge of model parameters. Such assumptions can lead to safety violations when uncertainties are present in the actual system [
46,
47,
48]. When the optimizer of the model deviates from the actual plant conditions, constraint violations may arise [
31]. However, all analyzed control structures maintain the molar fraction specification of acrylic acid in the rectification column bottoms (X
AA25 > 0.995 mol/mol).
Figure 6 illustrates the reactor temperature dynamics for the analyzed control structures. The decentralized control structure exhibits good performance in both best-case and worst-case scenarios. The Stochastic PWOC structure demonstrates reliable tracking of optimal temperature trajectories set by the optimization layer. In contrast, the Deterministic PWOC structure shows poor control performance in both extreme scenarios.
Figure 7 depicts four key performance indicators under conditions of unknown internal uncertainty: economic profitability, bottom temperature in the azeotropic column, bottom temperature in the rectification column, and toluene makeup in the decanter.
Table 9 shows the economic profitability of the plant across all analyzed control structures. It is evident that the deterministic PWOC structure under the optimistic scenario achieves the highest cumulative profitability, at 1.6259 × 10
5 USD, closely followed by the Stochastic PWOC structure with 1.6243 × 10
5 USD. In third place is the deterministic PWOC structure for the pessimistic scenario, with a cumulative profitability of 1.5966 × 10
5 USD. The decentralized control structure displays the weakest economic performance, with cumulative profitability values of 1.4198 × 10
5 USD and 1.4139 × 10
5 USD for the optimistic and pessimistic scenarios, respectively.
Case 3: Uncertainty in the acrylic acid price: unknown external uncertainty
Figure 8 and
Figure 9 compare the performance of the Stochastic PWOC approach against the deterministic PWOC approach and decentralized PWC structure when an unknown disturbance in acrylic acid prices affects the process. The uncertainty in the simulated plant model is revealed after 0.4 h. Extreme values from the scenario tree are then used to evaluate the performance of the analyzed control structures. The worst-case scenario, characterized by minimum acrylic acid price, results in lower economic profitability. Conversely, the best-case scenario, with maximum acrylic acid price, leads to higher economic profitability. The safety constraint for reactor oxygen molar composition, X
O2-5 < 5%mol/mol, was consistently met across the entire time horizon by all three analyzed PWC structures. Unlike model mismatches, market condition uncertainties did not impair constraint fulfillment in the deterministic approach. Both the deterministic and stochastic PWOC approaches demonstrated effective reactor temperature control, accurately tracking optimal temperature trajectories. The deterministic PWOC approach achieved optimal state tracking performance because market conditions do not influence process state variables and the optimizer calculates appropriate decision variables based on nominal model conditions. In the decentralized control structure, utility fluid flowrate remains constant as market disturbances do not affect process states, thus maintaining reactor temperature at its predefined steady-state value. The deterministic PWOC (best-case scenario) and Stochastic PWOC approaches yield higher cumulative acrylic acid production (FAA-25), significantly enhancing the process economic profitability. The deterministic PWOC (worst-case) and decentralized PWC structures yield the lowest cumulative acrylic acid production, demonstrating their inability to mitigate negative market disturbances that adversely affect process profitability. However, all analyzed control structures maintain product specification (XAA-25) throughout the entire time horizon.
Figure 9 illustrates economic profitability, bottoms temperatures in azeotropic and rectification columns, and toluene makeup in the decanter under unknown external uncertainty. All control structures maintain bottoms temperatures below 110 °C throughout the time horizon, ensuring safety constraints are met and preventing acrylic acid polymerization. The Stochastic PWOC structure achieves lower toluene makeup (F19), enhancing economic profitability.
Table 10 reveals the cumulative profitability rankings: the deterministic PWOC (best-case) leads at 1.7391 × 10
5 USD, followed by the Stochastic PWOC (1.5855 × 10
5 USD), decentralized control (best-case) at 1.5080 × 10
5 USD, deterministic PWOC (worst-case) at 8.2747 × 10
4 USD, and decentralized control (worst-case) at 7.0264 × 10
4 USD.
System adaptability to environmental factors
Environmental factors, such as temperature and humidity variations, play a critical role in determining product uniformity and overall quality in industrial processes, including acrylic acid production. Fluctuations in temperature can cause deviations in reaction rates, leading to inconsistent conversion levels and varying byproduct formation, ultimately affecting product purity [
36]. Humidity variations, especially in non-enclosed production environments, can introduce moisture into the process streams, impacting feedstock composition and reaction kinetics [
37]. In the case of acrylic acid, high humidity can lead to unwanted side reactions, such as polymerization, which not only degrade product quality but also pose significant safety risks. Moreover, temperature and humidity fluctuations can impact the performance of separation units, such as distillation columns, by altering the vapor–liquid equilibrium, which is crucial for achieving the desired product purity [
12]. To mitigate these effects, the plant’s equipment must be pre-conditioned daily to adapt to current environmental conditions, ensuring consistent operating parameters and maintaining product uniformity [
9]. Integrating environmental control measures within the Stochastic Plant-Wide Optimization Control (S-PWOC) framework allows the system to dynamically adjust process conditions, compensating for environmental disturbances and thus safeguarding both product quality and operational efficiency [
8]. Additionally, the S-PWOC framework enables real-time adjustments to process parameters, such as feed rates, cooling temperatures, or pressure, to dynamically compensate for ongoing environmental variations during production [
9]. This adaptive approach ensures that despite external disturbances, product uniformity and quality are maintained by continuously aligning operating conditions with optimal setpoints. Such flexibility is critical in chemical processes like acrylic acid production, where even small deviations in environmental conditions can have significant impacts on the final product.
The Stochastic-Plantwide Optimizing Control (S-PWOC) system is designed to continuously monitor key process variables and detect deviations from optimal operating conditions by comparing real-time data against predefined thresholds established through historical process data and stochastic models. When environmental disturbances, equipment malfunctions, or fluctuations in feedstock quality cause process conditions to move beyond these thresholds, the system automatically triggers alarms to alert operators of potential risks [
8]. These alarms can be categorized based on the severity of the deviation, enabling operators to prioritize their response. To mitigate such risks, the system can generate automatic treatment plans by adjusting critical process variables, such as flow rates, temperatures, or pressures, to re-align operations with the optimal setpoints [
9]. For example, if a sudden increase in temperature is detected that could lead to undesired side reactions, the system may propose decreasing the reactor feed rate or increasing the cooling system’s capacity to stabilize the process [
12]. By integrating these real-time control adjustments and alarms, the S-PWOC framework not only enhances safety and operational stability but also minimizes the need for manual intervention, ensuring consistent product quality and process efficiency [
7].
Contextualization within Recent Scientific Advances
Recent research in process control and optimization has increasingly emphasized the integration of stochastic methods to handle the uncertainties inherent in chemical production systems. Zhang et al. (2016) [
8] demonstrated the importance of incorporating stochastic elements into plant-wide control frameworks to mitigate the effects of operational variability, such as equipment failures, feedstock fluctuations, and environmental changes. Their findings highlight the critical role of real-time data and predictive modeling in adjusting process parameters dynamically to optimize production efficiency. Similarly, Petsagkourakis et al. (2022) [
7] explored chance-constrained policy optimization methods, showing how stochastic models improve decision-making under uncertain conditions by accounting for multiple possible outcomes in complex processes. This study aligns with these recent advances by implementing the Stochastic Plant-Wide Optimizing Control (S-PWOC) framework, which enhances operational flexibility and robustness in acrylic acid production by simulating various uncertainty scenarios and optimizing control parameters in real time. The framework’s ability to manage both internal and external uncertainties marks a significant improvement over traditional control approaches, which often fail to account for the dynamic nature of industrial processes.
In comparison to conventional models such as the two-level identification method and decentralized control structures, the S-PWOC framework proves more effective in achieving a balance between economic performance and safety risk mitigation. This is supported by the findings of Ravi and Kaisare (2021) [
9], who demonstrated that integrating multi-layer dynamic control systems into chemical processes yields significant improvements in energy efficiency and production consistency. Furthermore, the incorporation of real-time feedback loops and predictive algorithms, as noted by Garcia et al. (2024) [
13], provides a robust approach to managing the complex interplay between various process variables, which is critical in maintaining product quality and operational stability. By aligning our results with these up-to-date findings, we have demonstrated that the S-PWOC framework offers a more holistic approach to plant-wide optimization. Our study expands upon the current literature by not only focusing on optimization of individual process units but also addressing the interactions between multiple units under fluctuating conditions, reinforcing the growing need for adaptable, uncertainty-resilient control systems in the context of Industry 4.0.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}