1. Introduction
In industrial knitting, weft-knit structures are formed by interlocking loops, with each loop individually formed by the machine’s needles to produce fabric meshes [
1]. This process can generate a wide variety of patterns, weights, and textures, providing properties such as softness, lightness, comfort, breathability, and elasticity, among others.
In recent years, flat knitting has gained popularity and adoption in the footwear industry [
2] due to its unique characteristics, which significantly enhance the user’s perception of comfort [
3]. Unlike traditional manufacturing, which requires processes like sewing and gluing, flat knitting produces the entire upper in a single piece using knitting machines. This simplifies and eliminates manufacturing steps such as cutting or sewing [
4]. An example of this type of footwear can be seen in
Figure 1. The main advantages of flat knitting include the comfort and breathability of fabrics [
5], the capacity to create three-dimensional fabrics using knitting machines [
6] (see
Figure 2), the ability to streamline production processes [
7], and the flexibility to use sustainable yarns, whether recycled or derived from natural fibers. These characteristics have contributed to the establishment of knitting as an advanced, efficient, and sustainable technology for footwear manufacturing.
Additionally, flat-knitting manufacturing offers significant environmental advantages [
8]. Increasing consumer and industry awareness of environmental issues, alongside new regulations, has brought sustainability to the forefront [
9]. This shift has resulted in the development of environmentally sustainable knitting fibers, which are characterized by a low carbon footprint and a foundation in the circular economy. These fibers are derived from natural waste, like pineapple leaves, and recycled plastics, such as bottles or marine waste [
10]. Technical fibers can add functionality by providing antimicrobial properties, water repellency, fire resistance, and durability. These factors add extra value to the product, making it more attractive to consumers who prioritize responsible and sustainable consumption, as well as those seeking specific features tailored to their needs.
Among the different types of fabrics used for footwear uppers, 3D uppers offer notable advantages compared to flat panels, particularly in their ability to conform to the shoe last and, consequently, the foot. Two-dimensional panels frequently fail to adapt to the foot’s complex contours, causing wrinkles, excessive tension, and poor fit. In contrast, 3D uppers enable precise adaptation, ensuring a more ergonomic and comfortable fit [
6,
11]. This feature enhances both overall comfort and biomechanical functionality, allowing footwear to conform perfectly to the foot without compromising its structure or performance.
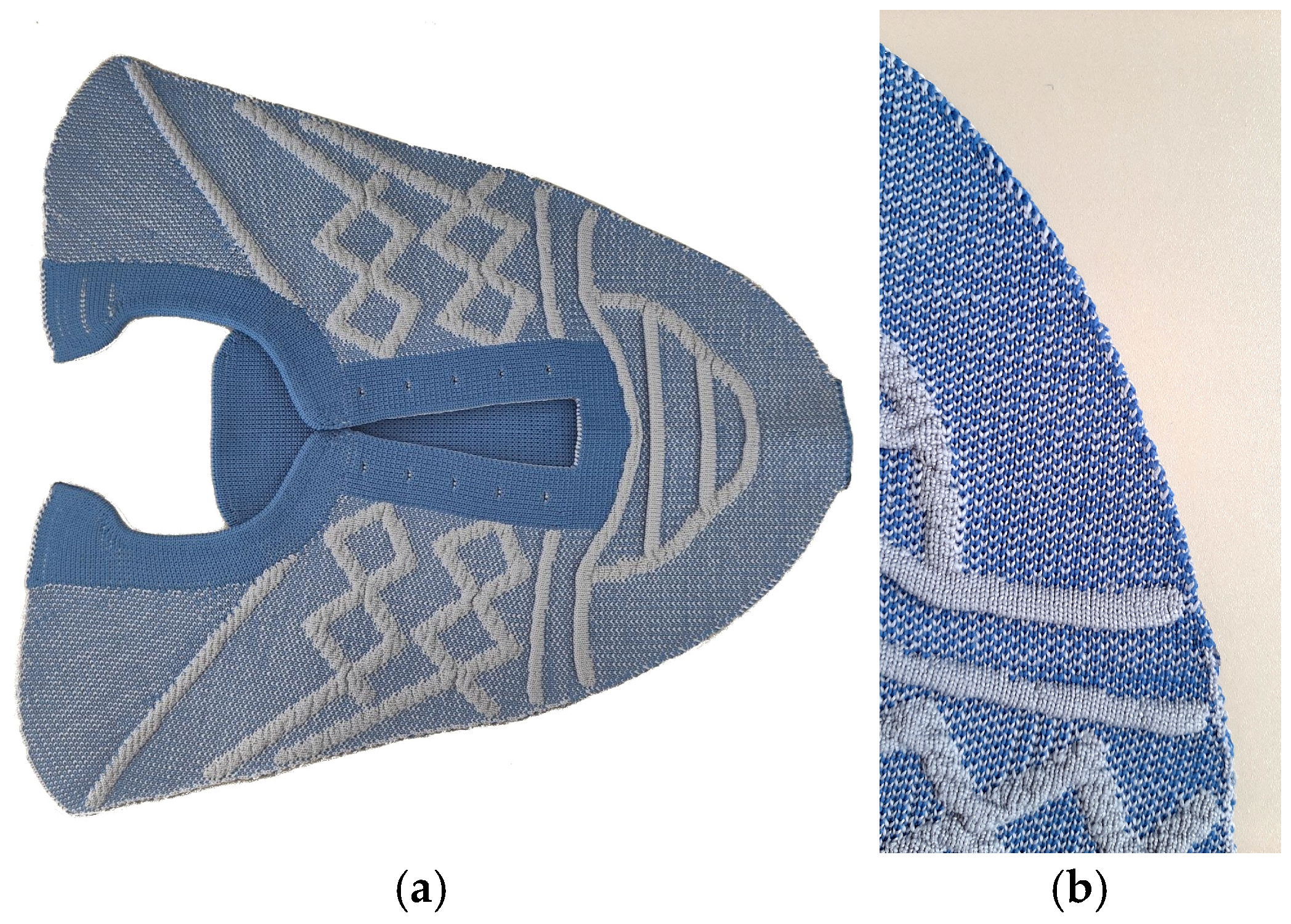
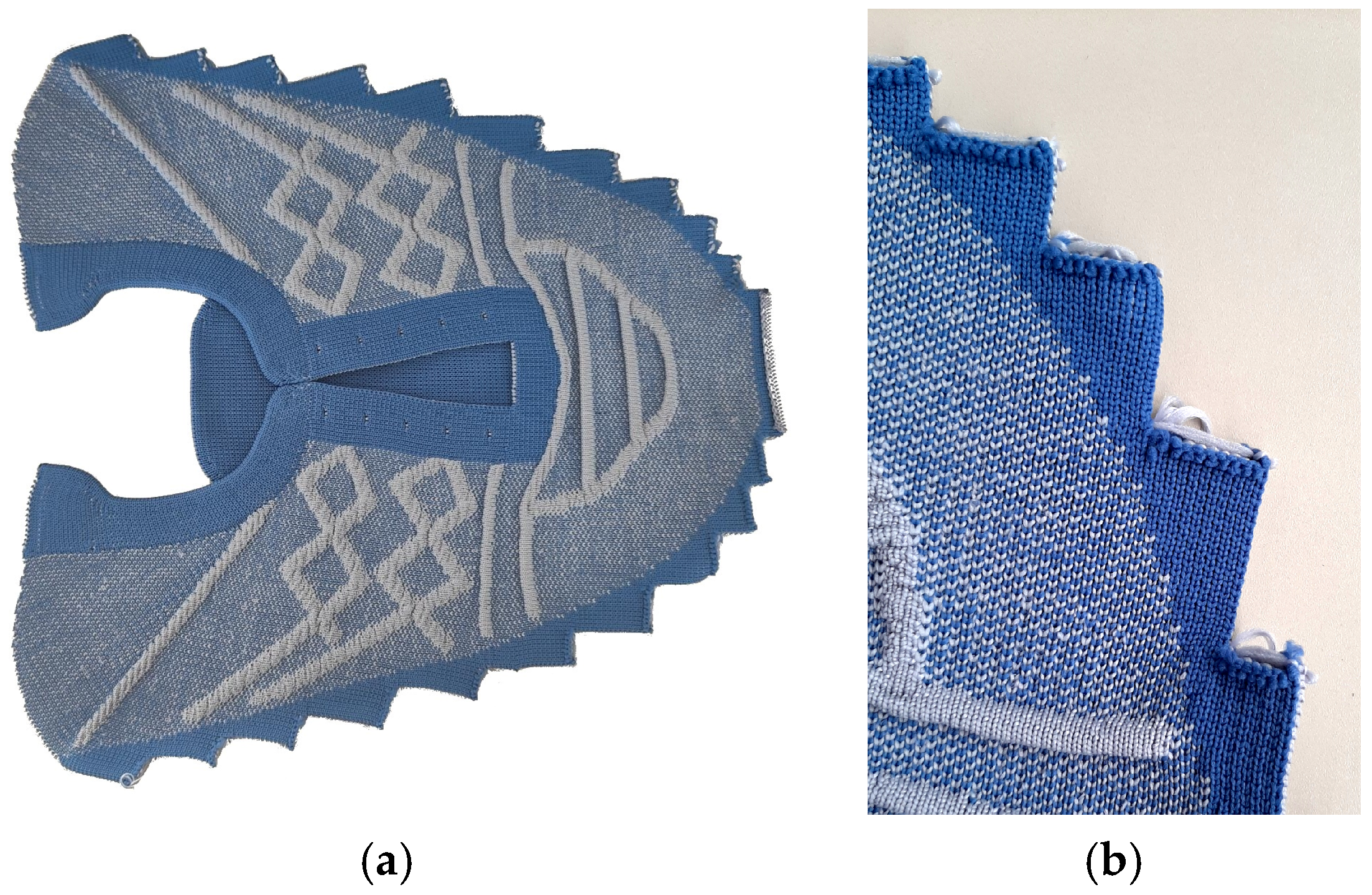
Figure 3 illustrates a knitted upper in a flat panel and a three-dimensional upper from a pump shoe model.
Despite eliminating many production steps, the knitting of three-dimensional uppers on flat-knitting machines remains a major challenge in footwear manufacturing. This is evidenced by the experience of the research team and industry companies, which highlighted inefficiencies in production time and inherent technological constraints. Research findings, such as those presented in [
12], note that 3D knitting on flat-knitting machines is more time-consuming than standard circular-knitting machines. Flat-knitting machines can produce uppers in a single piece, but their efficiency is limited, as they can only knit one upper at a time. The knitting process for a single 3D upper typically takes between 15 and 20 min, which slows production and increases costs. In contrast, flat-panel manufacturing is faster but produces uppers with a poorer fit. Additionally, this method generates significant material waste due to the excess material that must be trimmed away, as illustrated in
Figure 3.
These limitations underscore the need to optimize flat-knitting processes, particularly for 3D uppers, to improve production capacity and efficiency in the footwear sector. Addressing these bottlenecks is essential for enhancing time efficiency and promoting sustainable manufacturing practices through material waste reduction. The key challenge is to develop methodologies that speed up the knitting process while maintaining the functional and geometric integrity of the uppers. Achieving this balance would allow manufacturers to harness the superior fit and durability of 3D uppers, offering a competitive and sustainable solution for the industry.
This study seeks to optimize flat-knitting processes by introducing novel strategies to reduce production time and minimize material consumption while maintaining the quality and ergonomic integrity of 3D footwear uppers. The main objective is to identify and implement optimization techniques that enhance the efficiency of producing footwear uppers on flat-knitting machines, ensuring their three-dimensional shape is preserved without compromising the final product’s quality or fit. Addressing material consumption is particularly significant in aligning with the sustainability goals of the footwear industry, as minimizing waste contributes to eco-friendly manufacturing practices. By tackling the dual challenges of production time and material efficiency, this research offers industrially viable solutions for manufacturers seeking to reduce environmental impact and enhance resource utilization. The study also examines more complex footwear types, including ankle boots, pumps, and sandals (see
Figure 4), where 3D knitting provides greater adaptability and comfort. This exploration of different footwear models accommodates the inherent variability of the footwear industry and illustrates that the proposed optimizations can be applied to a wide range of designs. Such versatility reinforces the relevance of these strategies for manufacturers aiming to improve efficiency across diverse product lines, further underscoring their potential impact on the broader footwear-manufacturing sector.
This research addresses a critical gap in flat-knitting technology specific to footwear manufacturing, particularly in optimizing the production of 3D shoe uppers. A comprehensive literature review revealed a notable lack of studies focused on efficiency improvements through design-driven methodologies for flat-knitting machines. Recent research on knitting optimization has primarily concentrated on circular-knitting machines or other textile applications, focusing on factors such as quality enhancement, comfort, or wearable-technology integration. These studies, while valuable, offer limited insights into the unique requirements of the footwear industry, such as the complex geometry of 3D uppers and the need for precise fit. Furthermore, efficiency improvements based on modifications to shoe-upper patterns remain largely unaddressed in the existing literature. This gap highlights the urgent need for tailored methodologies that enhance productivity and time efficiency in flat-knitting processes, specifically for 3D footwear uppers, thereby advancing both industrial viability and sustainability in the sector. This research is significant in both industrial and scientific contexts. From an industrial perspective, it addresses a key challenge in the manufacturing of knitted footwear by improving productivity through the reduction of knitting time, thus supporting the industry’s transition to this scheme. This is particularly relevant for manufacturers seeking to implement this type of production system, which offers both sustainability and competitiveness, which are increasingly important demands in today’s market. Scientifically, this study introduces a methodological innovation, as no specific studies currently address the optimization of flat-knitting manufacturing time for footwear. It proposes a set of methodologies that not only reduce production bottlenecks but also maintain high-quality standards.
This paper is structured as follows: The following section reviews the research background related to the development of footwear using knitting technology. It explores current methodologies for the design of knitted footwear, the principles of operation of the machinery involved, and possible techniques for optimizing knitting time.
Section 2 outlines the methodology of this study, beginning with a description of the equipment and materials used, followed by several proposed strategies to optimize knitting time.
Section 3 examines the results obtained by applying the defined optimizations to a base sneaker model, analyzing the improvements provided by each. The applicability of these optimizations to other types of footwear is also assessed, as well as the potential impact of the defined optimizations from a financial perspective. Finally,
Section 4 discusses the main contributions of this study, highlighting the relevance of the introduced optimizations and their potential for improving the efficiency of knitted-footwear production.
1.1. Knitted-Footwear Development
Knitting-based footwear manufacturing has been primarily linked to sports footwear, particularly sneakers. In this process, the upper part of the shoe is made from knitted pieces created from digital data using industrial knitting machines. The first recorded use of knitting in the footwear industry dates back to the early 2000s. Around 2001, Nike’s innovation team began experimenting with this technology to develop a high-performance material, aiming to reduce material waste and accelerate production time. This led to the transformation and optimization of the processes used in the production of their sports models, culminating in the creation of the Nike Flyknit Racer in 2012 after years of research [
13].
1.1.1. Factors in Knitted-Footwear Development
Developing footwear through knitting requires careful consideration of multiple factors related to technology, materials, and design, all of which directly influence the final product. The most relevant aspects are as follows.
Model design: Model type is the primary factor influencing the design of a knitted shoe, as shoe geometry and distribution vary significantly between designs [
14]. A key limitation of this technology is that certain designs, such as those with a high leg such as boots, cannot be produced in a single piece.
Materials: The yarn used plays a crucial role in both the manufacturing process and the final outcome of the upper. Factors such as yarn gauge, thickness, and strength affect the shoe’s esthetics and functional properties [
5], including elasticity and comfort.
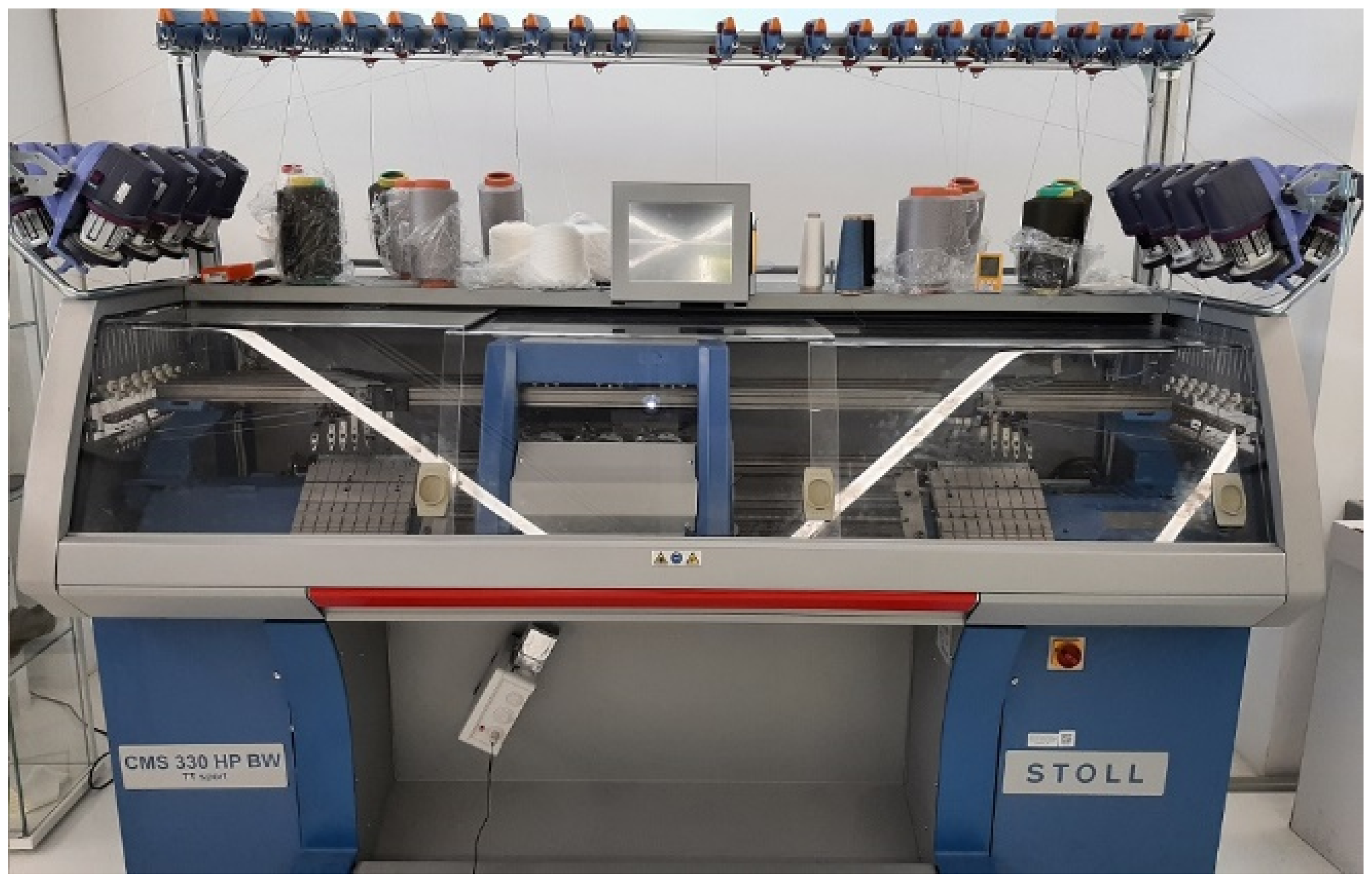
Machine gauge: Gauge refers to the number of needles per inch on industrial knitting machines [
15] (see
Figure 5), which determines stitch size and can be compared to the resolution of the upper [
16]. Higher gauge values produce finer and more detailed fabric.
Knit structures. Knit structures refer to the stitch types and their configuration (see
Figure 6), which affect the fabric’s texture, appearance, and functional performance [
17]. Different structures can impart multiple properties to a shoe, including elasticity, breathability, or tear strength.
Equipment used in manufacturing. The type of equipment used is a critical factor, as not all machines are designed to accommodate the production of a wide range of geometries. Some machines lack the capability to produce various knitted uppers or to integrate advanced technical elements, such as weft insertion or intarsia. Having the appropriate machinery [
18] and necessary components is crucial for an efficient production process. For instance, a band stretcher is commonly used to keep the fabric taut during knitting, preventing bunching up on the needles and ensuring a smooth process.
Targeted upper type. As outlined in the introduction, in footwear manufacturing with flat knitting, the fabric is knitted exclusively horizontally, following the weft direction [
19]. There are two primary types of uppers: flat panels and 3D uppers. In flat panels (see
Figure 3a), the model design and its technical knitted structures are fully incorporated into a rectangular fabric, which must then undergo a cutting process to achieve the characteristic shoe shape. The main drawback of this method is its two-dimensional nature, which restricts its ability to conform to the organic shape of the last and the foot. This limitation is comparable to trying to wrap a spherical object with a flat sheet of paper: it is impossible to achieve a perfect fit, which may lead to issues with the final fit of the shoe once assembled on the last, such as excessive tension, loose areas, or even the formation of wrinkles. In contrast, 3D uppers (
Figure 3b) are designed to conform precisely to the shape of the foot, offering an ergonomic fit and greater comfort [
11]. This feature improves comfort and enhances biomechanical functionality, ensuring the shoe maintains structural integrity and performance. Additionally, as shown in the images, 3D uppers achieve the characteristic form of a pump last with its high break by overlapping the sides, a feature impossible to replicate by cutting a flat panel into a single piece.
1.1.2. Three-Dimensional Upper Development
It is noteworthy that flat-knitting machines, typically designed for planar knitting, can create three-dimensional geometries for 3D uppers. This process involves programming the machine to hold the knitting at specific points, enabling the piece to rotate gradually during production [
6]. In the finished fabric, this is noticeable where there is a discontinuity or break in the knitting direction, precisely at the points where the machine applies the hold. This enables the upper to acquire its characteristic three-dimensional shape. Footwear designers often rely on trial-and-error methods to create well-fitting three-dimensional uppers, making the development process complex and time-consuming [
20]. Here, the shoe last provides essential information regarding the foot for the design and manufacture of footwear, ensuring proper fit and adaptability.
In INESCOP’s KNITSHOES3D project [
21], a series of digital design methodologies was developed to establish criteria for flat knitting in footwear, integrating geometric information from the last, as shown in
Figure 7. Using traditional pattern-making techniques, the flattened last serves as a reference to transform the conventional pattern into a knitting-compatible version, adapting three-dimensionally for optimal foot fit. Once completed, this technical blueprint is then exported directly from ICad3D+
® 2024 CAD to the manufacturing software, enabling direct and efficient programming and significantly reducing development time.
Grading of uppers (see
Figure 8) is immediate due to the use of digital last-grading techniques [
22]. This eliminates the need for complete redesigns, as would be required when working directly with the machine-control software. This approach allows greater flexibility for corrections, as modifications can be made directly in CAD, avoiding complex reprogramming in the machine’s control software, a more labor-intensive and less precise task. A recent study [
23] shows that integrating CAD tools with advanced knitting technologies streamlines footwear manufacturing, improving customization and production efficiency.
1.1.3. Advantages of Three-Dimensional Uppers
Three-dimensional knitted fabrics are particularly beneficial in therapeutic footwear, providing adequate pressure distribution for individuals with conditions like obesity or diabetes. Study [
24] shows that 3D spacer fabrics in specialized footwear reduce foot pressure by up to 30%, significantly improving comfort and protecting vulnerable areas. This highlights the potential of knitting technology in the development of orthopedic footwear that reduces impact and prevents injuries in individuals with diabetes or obesity.
1.2. Knitting Machinery
Flat- (or linear-) knitting machines are industrial devices designed to produce knitted fabrics in a linear direction. These machines employ needles and yarn guides to form interlocking loops of yarn, producing knitted fabric. Needles move vertically within the machine to form rows of loops, interconnecting yarn from subsequent rows [
1]. As each row is knitted, the needles perform a series of coordinated movements to create different technical knitting structures, which are designed and programmed by the operator [
15].
Figure 9 provides a diagram illustrating the operation performed by this type of machine.
A needle is a fundamental component of the knitting process. Linear-knitting machines are equipped with a series of latch needles placed on two parallel beds (front and back beds), known as needle beds. According to the programmed blueprint, the needles gather yarn, which is supplied through multiple yarn guides that pull the yarn from the spools and bring it to the tip of the needle. Based on program instructions, the needle beds and needles knit, drop, or hold the stitches, thus forming a technical fabric. The ‘take-down’ mechanism, or band stretcher, is essential for stretching the knitted fabric during production, preventing excess material accumulation that could jam or damage the machine.
Several types of linear knitting machines are designed to produce various fabrics and patterns. The most significant ones are as follows.
Flat-knitting machines: These machines use needles that move vertically on the needle bed, while the yarn guide moves horizontally to carry the yarn to the needles, forming rows of stitches that create the flat-knitted fabrics. They are widely used for producing shoe uppers using the flat-knitting technique.
Circular-knitting machines: Unlike flat-knitting machines, they arrange needles in a cylindrical configuration to produce tubular fabrics. These machines are ideal for manufacturing items such as socks and hosiery.
The main difference between flat- and circular-knitting machines lies in their needle configuration and the fabrics they produce. In flat-knitting machines, the yarn guide moves horizontally on a flat surface to produce flat fabrics, whereas in circular-knitting machines, needles are arranged in a cylinder to create tubular fabrics.
The German company Stoll (Reutlingen, Germany) is a leading name in linear-knitting technology among knitting-machinery manufacturers. Stoll pioneered the integration of advanced technologies, incorporating computer systems and specialized software to enhance the efficiency and versatility of its machines [
15]. Another major player is Shima Seiki (Wakayama, Japan), a prominent company in Asia renowned for its innovative knitting technologies and customer-focused customization tools [
25]. In Latin America, Demitex (Lima, Peru) is a leading brand [
26] in knitting and textile machinery, known for its strong technical support and high-quality post-sales services.
1.3. Optimization of Knitting Time
1.3.1. Cost-Intensive Knitting Operations
Knitting a 3D upper in a single piece produces a closed-contour product with high detail, ready for assembly. However, achieving proper contour closure requires the machine to perform time-consuming operations, such as stitch decreases and overlocking [
27,
28]. Stitch decreases gradually close the fabric by reducing the number of needles stitch by stitch, while overlocking horizontally closes multiple needles within the same row (see
Figure 10). These time-consuming operations require 15 to 20 min per upper, limiting the machine’s capacity to 12 to 16 pairs per 8 h shift.
This production capacity falls short of industry demand, highlighting the need for design techniques that eliminate decreases, overlocking, and other time-consuming operations. While producing flat, rectangular panels is the most efficient process for knitting machines [
29], balancing optimal fit and efficiency for 3D uppers is essential. Optimizing processes in the production of knitted footwear not only boosts production efficiency but can also help reduce environmental impact, as shown in recent studies that combine sustainability models with advanced optimization techniques [
30].
One approach to optimizing the knitting time of the upper involves eliminating operations such as decreases and overlocking [
27,
28], which provide an optimal finish (see
Figure 11) but are time-consuming. Using open loops instead of these operations, additional fabric is created that can be cut to shape the upper (see
Figure 12). Laser-cutting technology [
31] is the most suitable solution, enabling precise cuts while cauterizing material edges to prevent fraying. This cauterizing capability allows the upper to maintain its structural integrity without requiring overlocking or additional reinforcement.
1.3.2. Literature-Review Methodology
An extensive review of studies was conducted to address this challenge, focusing on techniques to enhance production speed in flat-knitting machines, especially those employing specific design methodologies. Searches in the Google Scholar and Web of Science (WoS) databases used keyword combinations such as “design methodologies”, “flat-knitting machine”, “production-speed optimization”, “productivity”, “efficiency”, and “3D upper”. The search initially focused on studies published since 2020 but was later expanded to all publication years due to the limited number of relevant results.
Despite this broad approach, no directly applicable results were found. Recent literature does not address efficiency improvements based on shoe-upper pattern modifications, nor does it focus specifically on the footwear industry. Most of the identified studies focused on aspects like quality enhancement, comfort, or wearable-technology integration, with limited relevance to footwear or time optimization. Studies relevant to production-speed optimization primarily addressed circular-knitting machines [
32] or other textile garments, highlighting a notable research gap in flat-knitting applications specific to shoe uppers.
This review reveals a clear lack of studies addressing optimization techniques for the design and production of 3D uppers using flat-knitting machines. This gap in the literature underscores the need for further research focused on developing design-driven methodologies to enhance productivity specifically in the context of footwear manufacturing with flat-knitting technology.
1.3.3. Optimization Techniques in Knitting Manufacturing
This section focuses on studies that explore methods for improving efficiency and productivity in knitting manufacturing processes, highlighting their relevance to the current research objectives.
Advanced scheduling algorithms for knitting workshops: Reference [
33] proposes using deep-reinforcement-learning algorithms to optimize production scheduling in knitting workshops, improving task distribution and planning. However, the research does not specifically analyze the impact of these improvements on footwear production. The unique characteristics of upper manufacturing and other footwear components require specific adjustments in machine programming, which are not discussed in detail.
Optimization of yarn connection and feeder positions: Reference [
34] highlights how optimizing yarn connection paths and initial feeder positions can reduce production time, labor, and material costs. The study focuses on optimizing yarn connection routes and initial yarn feeder positions using two genetic algorithms, achieving a reported efficiency improvement of 10%. However, this study is limited to the intarsia technique, whereas this research aims to explore more general and high-level procedures, with a greater focus on design rather than machine configuration.
Determining optimal speed in circular-knitting machines: Reference [
35] outlines a method to determine optimal manufacturing speed on circular-knitting machines, considering factors like machine type, stitch length, fabric structure, and machine gauge. However, this method is only applicable to circular-knitting machines and not to flat-knitting machines.
1.3.4. Productivity Enhancements in Textile and Garment Production
To broaden the manufacturing framework and contextualize this study, the literature review includes studies from related fields, such as textile and garment production. These additional references position this research within a broader context, highlighting manufacturing parallels and distinctions while reinforcing its novel contributions to 3D-upper production using flat-knitting technology.
Plant-level productivity improvements: Reference [
36] focuses on plant-level improvements to boost productivity rather than on design aspects. This study examined factors such as minimizing production downtime by programming the machine to manufacture the required number of items in a single run, ensuring yarn quality and tension, and maintaining the condition of the machine. The findings indicated an efficiency increase of approximately 10–30% compared to the baseline, with notable improvements in Lycra Single Jersey, Rib, Interlock, and Fleece fabrics, where production efficiency increased by 4–17%.
Lean manufacturing in SME textile production: Study [
37] examined productivity enhancements in small- and medium-sized enterprises (SMEs) within the textile sector, specifically targeting baby-clothing production through knitting. The study applied lean manufacturing principles, using tools like Total Productive Maintenance (TPM), Jidoka, Material Requirements Planning (MRP), and standardized work, they developed a productivity model grounded in Lewin’s change model. Validated through simulation using Arena software, the model resulted in an 11.10% improvement in overall productivity. Knitting efficiency improved by 14.93%, ironing by 3.86%, and unfinished-product stock was reduced by 22.01%. This study complements our research by demonstrating the benefits of lean manufacturing in knitting-based textile production, although its focus remains on circular knitting for baby clothing rather than flat knitting for 3D footwear uppers.
Optimizing early-stage knitting design with KnitSketch: Reference [
38] introduces KnitSketch, a sketch-based system that aims to optimize the initial design stages of knitted-garment production, specifically targeting conceptual design. KnitSketch enables designers to create garment patterns directly on a digital interface, streamlining process planning compared to traditional methods. The system reduced sketching time by approximately 60% compared to traditional paper-based methods, proving to be an effective tool for enhancing productivity in early-stage garment design. KnitSketch was tested on various garment types, including sweaters, T-shirts, polo shirts, and baby suits, demonstrating its versatility across different knitted-fabric styles. Although focused on conceptual design for garments, KnitSketch’s efficiency gains align with our objective of optimizing production speed in flat knitting despite its lack of focus on 3D-upper production for footwear.
1.3.5. Sustainability Practices in Knitting Manufacturing
This section reviews recent studies that address sustainability challenges and innovations in knitting manufacturing, emphasizing their relevance to the footwear industry.
Sustainable practices in European knitwear SMEs: Reference [
39] examines sustainable practices in knitwear product development in SMEs across Europe, emphasizing environmental responsibility and waste reduction strategies. The study shows that while SMEs increasingly use sustainable materials like organic and recycled fibers, other impactful practices—such as digital prototyping and waste reduction through seamless knitting—are less commonly adopted. Despite growing interest, the knitwear sector lacks systematic frameworks to assess sustainability, particularly during the ‘use phase’ of products, which is critical for supporting long-term environmental goals.
Advancing circular economy in knitting in Europe and the US: Sustainable and circular economy practices within the knitting industry, particularly in Europe and the U.S. are examined in [
25], showcasing how these regions are advancing sustainability in textile manufacturing. Key strategies include material reuse, recycling, and waste reduction through seamless and hybrid knitting techniques, which lower both energy consumption and production time. Industry 4.0 innovations, such as IoT integration and digitalization, are also noted for enhancing automation and efficiency in knitting processes, thereby supporting sustainable goals
Sustainability challenges in fast fashion knitting facilities: Reference [
40], evaluates environmental sustainability practices in knitting production facilities in Bangladesh, focusing on the challenges faced by the fast fashion industry. Using the Higg Index’s Facility Environment Module (FEM), the study assesses sustainability metrics across seven key areas, including energy use, greenhouse gas emissions, water and chemical management, and waste reduction. Results indicate that, while some facilities exhibit strong environmental management practices, there are critical gaps in areas such as waste treatment, air emissions, and renewable energy adoption.
1.3.6. Literature Review Conclusions
The literature review highlights a major gap in research on optimization techniques for designing and producing 3D uppers with flat-knitting machines. Although research exists on production efficiency in areas like circular-knitting machines or intarsia techniques, these methods are not directly applicable to footwear-upper manufacturing. This gap highlights the need for research to develop new methodologies that improve production time for 3D-upper knitting while maintaining precise fit and optimizing the manufacturing process. This study seeks to address this gap by proposing tailored solutions for the footwear industry.
2. Materials and Methods
This study employed several strategies to optimize the production of three-dimensional uppers with flat-knitting machines. The methodology focused on implementing improvements to significantly reduce knitting time while minimizing the impact on fit quality and the final shape of footwear. To this end, several strategies were explored, addressing both pattern-design modifications and manufacturing operations. Four key optimization strategies were identified, each significantly improving the production process. These strategies focus on replacing costly manufacturing operations and introducing design changes to the upper to enhance production efficiency.
2.1. Equipment and Materials Used
This study was carried out using a Stoll CMS 330 HP BW TT sport knitting machine, specifically designed for technical-fabric production. The machine operates with a gauge of 14, corresponding to 14 needles per inch. The stitch length (NP) for knitting on both the front and back needle beds was set to 12.40, while the yarn connecting the two beds was knitted at an NP of 8.30. The knitting speed was configured to 80 m/s to ensure efficient production. The fabric take-down value was set to 3, a low setting chosen to accommodate the narrow width of footwear uppers and ensure optimal results.
The yarns used in the study consisted mainly of two fiber types:
Polyamide 6 and polyester continuous-filament yarns. These yarns were fed into the machine using three cones per yarn feeder. Each cone consisted of four strands of 78 dTex, resulting in a yarn of approximately 312 dTex. Therefore, each yarn feeder received a total of 936 dTex (312 dTex × 3 cones).
Recycled polyester staple-fiber yarns, (Ecolife®) supplied by Belda Llorens (Banyeres de Mariola, Spain): For staple-fiber yarns, each yarn feeder was supplied with two cones of 1/28 NM, a standard measurement unit for staple fibers equivalent to approximately 357 dTex.
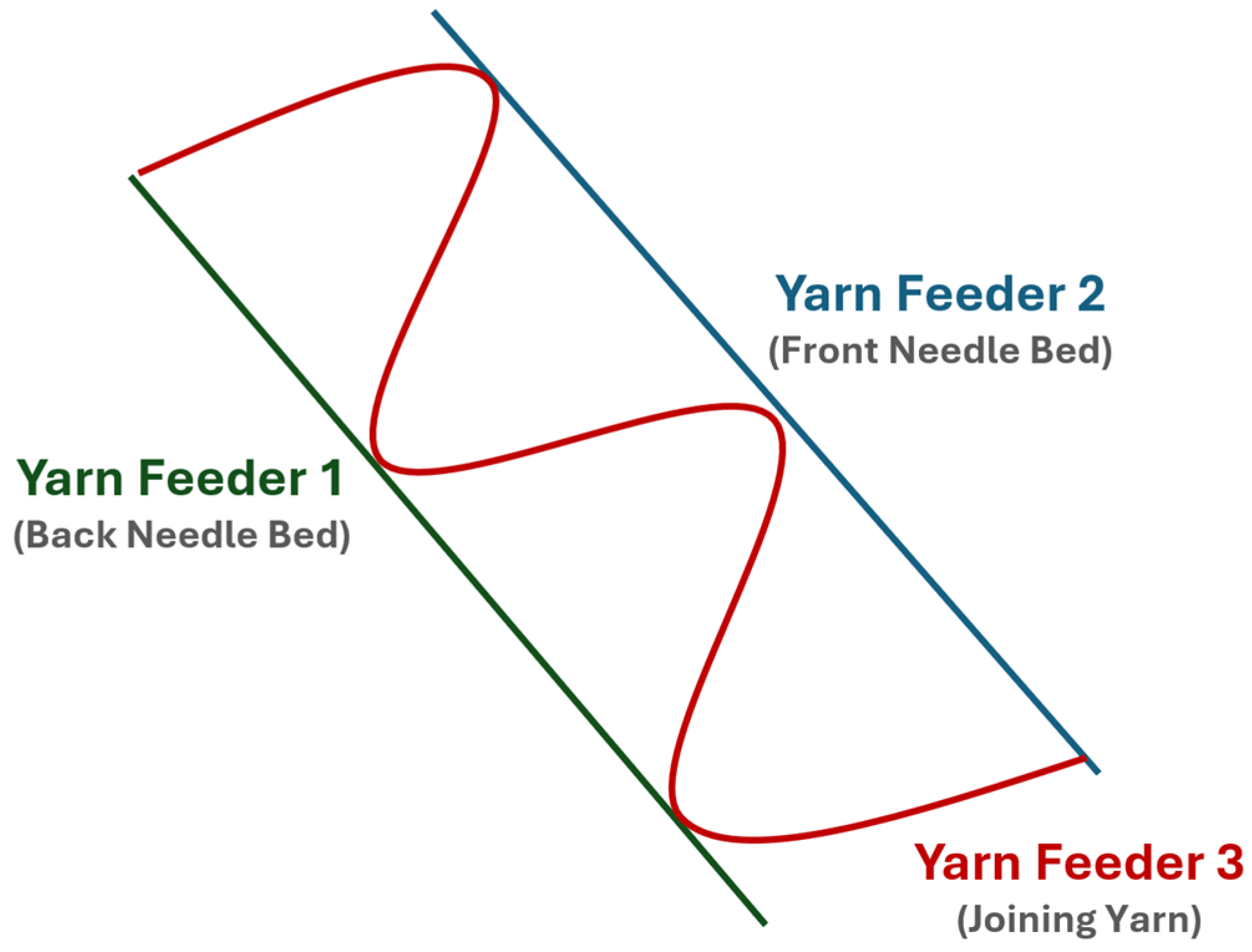
The technical fabric produced was structured into three distinct parts (see
Figure 13), requiring three yarn feeders.
One yarn feeder operated on the front needle bed.
A second yarn feeder worked on the back needle bed.
The third yarn feeder was responsible for joining the two needle beds.
In sections where elastic yarn was used, such as the collar area, the yarn feeder was loaded with two cones of elastic yarn, each measuring 280 dTex, providing a total yarn feed of 560 dTex (280 dTex × 2 cones). For areas requiring thicker wool insertion, a single strand of wool was used by the yarn feeder, while the rest of the fabric followed the same process as the standard technical fabric.
Figure 14 illustrates the yarns utilized.
Regarding the software systems used in the research:
Data on manufacturing time and material consumption were collected for both baseline and optimized upper designs. Manufacturing times were recorded using a stopwatch from the start of the program to the completion of the upper and cross-referenced with estimates provided by the M1Plus program. Material consumption for each upper was also estimated using M1Plus, as alternative methods did not reliably measure yarn consumption. Data were organized in tables using Microsoft Excel and then exported as CSV files for further analysis. Subsequent analyses were conducted in Python, utilizing libraries such as NumPy and Matplotlib to perform comparative analyses and generate visual graphs. The analysis evaluated time savings and material-consumption changes between baseline uppers and those with optimizations. Data on manufacturing times and material usage were initially recorded in Microsoft Excel, then exported as CSV files for processing in Python. Using NumPy, differences in time and material consumption were calculated, and relative percentage gains or losses were quantified for each test case. Matplotlib was employed to create visual representations of the data, enabling clear comparisons across test cases. While the analysis primarily involved direct comparisons rather than advanced statistical methods, this approach ensured a transparent and replicable evaluation of the optimization outcomes.
To ensure reliability and replicability, instruments and methods were systematically validated. The machine settings, including gauge, stitch length, knitting speed, and take-down tension, were configured following Stoll’s technical documentation and best practices for technical-fabric production. Manufacturing times were recorded using a stopwatch, starting from the knitting program’s initiation to the completion of the upper, and cross-referenced with time estimates provided by the M1 Plus software. Material consumption was estimated using M1 Plus, a trusted standard verified by the manufacturer for yarn-consumption predictions.
2.2. Optimization Strategies Identified
A series of potential strategies for optimizing the production time of three-dimensional knitted uppers were analyzed, leading to the identification of four key operations. While all contribute to a significant reduction in production time, they also directly influence the results. These operations can affect the product in several ways, whether esthetically, functionally, or, in some cases, by requiring additional post-processing operations to ensure the quality of the upper. These optimizations are not universally applicable, as their success is closely tied to the geometric structure of the model and the composition of its elements. Below is a detailed explanation of each operation and its impact on the knitting process.
Replacing decreases and overlocks with open loops by creating “steps” in the fabric. As explained in the introduction, the decrease and overlock operations are used to close the outline of the upper [
27], connecting different sections along the edge to ensure a clean finish and maintain the fabric’s structural integrity. However, these operations are relatively inefficient compared to the continuous knitting of the rest of the upper. To address this inefficiency, the machine can be programmed to continue knitting instead of closing the piece, creating excess fabric in a process called open loops, where the needle releases the stitch without closing it, as happens with a decrease. This leads to the formation of step-like protrusions in the upper at the points where open loops are applied, as
Figure 15 shows.
Replacing overlocking and decreases with open loops is viable for all knitted uppers produced from back to front, which is the standard procedure. As the upper narrows toward the toe, decreases are typically required to close the fabric. Open loops provide an alternative for completing the upper more quickly. This operation has the advantage of not affecting the fit of the three-dimensional model, but it comes with the drawback that the excess fabric must be cut using a heat-based system, such as laser technology. It is also important to note that open loops must be placed in non-visible areas of the final product. Laser-cut areas may lack an esthetically pleasing finish, as the heat can cauterize or burn the material. For this reason, it is essential that open loops are located in non-visible areas, such as those covered by the outsole or in parts that will be concealed by additional pieces of other materials, ensuring that the final appearance of footwear is not compromised. Although open loops require an additional cutting step, this process is relatively quick, taking around 30 s for a medium-sized upper at 20 mm/s. Furthermore, the primary goal of these optimizations is to reduce knitting time and maximize knitting-machine productivity, addressing the main bottleneck in the manufacturing process.
Defining the size of each region to be opened is essential when introducing open loops into the knitting program, as it determines the width of the steps in specific fabric areas. Choosing wider steps, and thus fewer open loops, has the disadvantage of resulting in more material waste. Moreover, the creation of a larger fabric surface adds extra time to the manufacturing process. Conversely, narrower steps reduce material waste but require more open-loop operations, increasing knitting time.
The correlation between the width of the steps introduced in the upper and the number of open-loop operations is represented by the following formula:
where
represents the width of the steps in the upper,
is the total width of the upper, and
represents the number of open-loop operations.
- 2.
Closing the eyestay gap. In sneaker models, which feature an eyestay for lacing and where a separate tongue is added later, the knitting process can be optimized by eliminating the tongue and integrating the closure of the eyestay gap directly into the fabric (see
Figure 16). This adjustment enables knitting the area with a single yarn feeder, reducing back-and-forth movements and accelerating the process while saving the time needed to knit the tongue separately. Functionally, this operation does not affect the shoe fit to the foot. However, it introduces an aesthetic constraint, as it limits the designer’s flexibility by reducing opportunities for static or distinctive design elements when the tongue is removed. It should be noted that this optimization applies only to models with this specific eyestay and external tongue structure.
- 3.
Eliminating non-functional elements. Decorative elements that lack functional value and increase knitting time can be removed or replaced with functional alternatives. As shown in
Figure 17, ring-shaped eyelets in the eyestay, purely aesthetic, were replaced with simple fabric perforations, maintaining functionality and reducing production time. These kinds of adjustments greatly reduce knitting time and simplify the manufacturing process.
- 4.
Removing knitting holds. As explained in the introduction, the three-dimensional shape of the upper is formed by introducing areas where the machine holds the fabric without knitting new stitches. This technique enables the upper to take on its characteristic three-dimensional form by creating twists in the fabric [
6]. Halting a percentage of the needles for a time inevitably extends production time.
To improve efficiency, removing holds is considered, allowing the upper to be knitted flat without directional changes. However, it is important to highlight that eliminating the holds has a negative impact on the shoe fit, as the removal causes the three-dimensional upper to lose its shape and become a flat upper, sacrificing the biomechanical benefits of the three-dimensional design. Therefore, it is essential to carefully evaluate which holds are necessary and which can be removed, based on the upper’s structure and design.
As shown in
Figure 18. the holds in the heel area were removed, while those in the metatarsal region were retained. Removing the heel hold may slightly compromise the upper’s fit in that region. The metatarsal hold is essential to ensure the collar is knitted straight, as the toe must be knitted perpendicular to the machine’s direction.
3. Results
After defining these optimizations, a test plan was designed using a sneaker model as the experimental basis. This model was used to assess the impact of the modifications, focusing on both time reduction and material consumption, while ensuring that key footwear properties, such as fit and ergonomics, were preserved. The proposed optimizations were also applied to other models, such as ankle boots and loafers, to validate their applicability across diverse industrial contexts and confirm their feasibility in the footwear industry. Additionally, a section estimating the potential economic impact of these optimizations has been included, highlighting their contribution to cost savings and increased production efficiency.
3.1. Experimental of Design Optimizations in the Base Sneaker
The initial experiment aimed to introduce modifications progressively, starting from the base pattern, to assess the individual impact of each change. Open loops of different widths (see
Figure 19) were tested to determine the optimal number that balances manufacturing-time reduction and material waste. The modifications applied in each test were as follows.
Base sneaker.
Figure 20 shows the base sneaker used for optimization tests, featuring an upper with a contoured edge formed by decreases/overlocking and an open eyestay gap. It also featured ring-shaped eyelets and included two pairs of holds located at the ankle and metatarsal areas, respectively. The tongue was knitted separately, and the time and material consumption for its knitting were added to the overall result.
Figure 20.
Base sneaker used for the optimization tests.
Figure 20.
Base sneaker used for the optimization tests.
Test 1. This test replaced decreases and overlocking with steps created by four open loops. The tongue was knitted separately, and the time and material consumption were added to the overall result.
Test 2. In the second test, the open loops were retained while closing the eyestay gap to reduce the yarn-feeder movements and eliminate the separate tongue.
Test 3. Starting from the optimizations from Test 2, the ring-shaped eyelets were replaced with simple perforations, which require less knitting time.
Test 4. Building on Test 3, the number of open loops was increased from 4 to 12, reducing the knitted surface to better align with the final shape of the upper. This reduced both material waste and knitting time. However, performing so many open-loop operations also consumed time.
Test 5. A completely opposite approach to Test 4 was taken, introducing only one open loop to check if reducing the number of open loops improved knitting time. This resulted in the front part of the upper being knitted as a rectangular panel.
Test 6 introduced an intermediate number of open loops, testing eight loops as a midpoint between 1 and 12.
Test 7 evaluated the impact of removing the heel hold while using eight open loops.
Table 1 presents the results of the applied optimizations—open loops, closure of the tongue, removal of eyelets, and stitch holds (affecting fit)—including absolute production time, time savings relative to the base test, total material consumption, and its increase relative to the base case. For models retaining the tongue, its material consumption and production time were included in the total for the upper.
As introduced in
Section 2.2, material waste in the knitting process is closely linked to the use of open loops. Introducing open loops requires defining the width of each step within specific areas of the fabric, where wider steps result in fewer open loops but increase material waste. Thus, the material waste presented in
Table 1 reflects the difference in material consumption between the base case and each test case, illustrating how open-loop configurations affect both waste and production efficiency.
Reducing production time is a primary goal of the implemented optimizations. The results, displayed in
Figure 21, show that all the optimized tests achieved a significant reduction in knitting time compared to the base test, where no optimizations were applied. Additionally, material waste is inferred from the material-consumption graph in
Figure 21, where waste is considered as excess consumption relative to the baseline case. The most relevant results are highlighted as follows.
Test 7—Fastest time with compromised fit. This configuration is the most efficient overall, reducing production time by 45.19%—a decrease of nearly 10 min compared to the base upper. Additionally, the increase in material consumption is 11.89%, the lowest among the optimized tests. However, it is important to note that the hold in the heel area was removed in this test, which negatively affects the shoe fit.
Test 3—Fastest time without compromising fit. Test 3 achieves the greatest time savings without compromising fit, reducing total production time by 42.09%. The total manufacturing time decreased to 12:47 min, saving more than 9 min. However, this result comes with a relatively high increase in material consumption, with a 25.29% rise.
Test 6—Best balance between time and material consumption without altering fit. This test shows a 41.09% reduction in production time, saving more than 9 min compared to the base time. The increase in material consumption remains at 14.41%, representing a moderate level compared to other tests. This configuration presents an optimal balance, significantly reducing production time while moderately increasing material usage, making it suitable for processes prioritizing time efficiency and sustainability. Test 4 provides similar results, with a slightly longer production time and slightly lower material consumption. In conclusion, all the defined optimizations contribute to reducing production time. Open loops emerge as a key area of study, with their size requiring careful definition to minimize both production time and material consumption. The test results suggest that performing 8 to 12 open-loop operations for a medium-sized upper yields the best results in terms of efficiency and resource consumption.
3.2. Economic Impact Estimation
Assessing the financial impact of the implemented optimizations requires calculating both the benefits of reduced machinery investment and the additional costs from increased material consumption. This evaluation provides a comprehensive understanding of the trade-offs between production efficiency and resource expenditure, particularly for design modifications affecting material use. The following section presents an analysis of these variables, detailing the cost savings from minimized machinery requirements alongside the additional material costs associated with the observed increase in consumption.
The annual production capacity of knitting machines for footwear uppers assumes a 90% operational efficiency to account for unavoidable downtime. This downtime includes maintenance tasks, thread changes, machine adjustments, preventive maintenance, and cleaning. With a standard operational schedule of 1800 h per year (equivalent to 225 working days, with an 8 h shift), this efficiency factor reduces the effective operating time to 1620 h, or a total of 97,200 min per year.
In the base-case scenario, each upper requires approximately 21.5 min, translating to 42 min per pair. Under these conditions, the machine can produce around 2314 pairs annually, assuming continuous operation within the available 97,200 min. In the optimized scenario, using Test 6 as a reference, the production time per upper decreases to 12.5 min, resulting in a 25 min requirement per pair. This reduced cycle time significantly increases annual output capacity, enabling the machine to produce up to 3888 pairs. Given that the amortization period for a knitting machine is estimated at 5 years, with a purchase cost of $60,000 per machine, the production capabilities with and without optimizations present a quantifiable difference Over the 5-year amortization period, the optimized machine achieves a production rate of 3888 pairs per year, leading to a total of 19,440 pairs. In contrast, the machine without optimizations produces 2314 pairs annually, totaling 11,570 pairs over the same period. This output difference enables a comparative analysis of the machinery cost per pair. With optimizations, the machinery investment cost per pair is calculated as $60,000 divided by 19,440 pairs, resulting in approximately $3.09 per pair. For machines without optimizations, the investment per pair increases to $5.18, calculated by dividing $60,000 by 11,570 pairs. Therefore, the optimizations yield per-pair savings of $2.09 in machinery-investment costs.
Machinery investment per pair:
This calculation shows that, with optimizations, the machinery-investment cost per pair decreases by approximately $2.09. A production goal of 100,000 pairs over 5 years illustrates the economic advantage. With optimizations, this target requires six machines (5.14 rounded up), costing $360,000. In comparison, without optimizations, 8.64 machines would be necessary, rounding up to nine machines, resulting in a total investment of $540,000. Thus, the optimized configuration provides capital-expenditure savings of $180,000 for the same production target.
Machinery investment required per 100,000 pairs:
To provide a more comprehensive economic analysis, it is necessary to calculate the increase in material costs per upper produced due to the optimizations. This additional cost will be deducted from the machinery-investment savings achieved through the optimizations, taking the target production of 100,000 pairs as a reference. This estimation uses the polyamide yarn from this study, costing 12 $/kg and weighing 312 g per 10 km (312 dTex). The assessment specifically considers optimization test-case 6, in which an additional 232 m of material is required per upper relative to the baseline case.
Material-cost increase per pair:
Total savings per 100,000 pairs (investment saving − incr. material. expenditure):
In conclusion, producing 100,000 pairs over five years with optimizations yields net savings of $162,624, considering reduced machinery investment and additional material costs. Additional factors, such as energy savings and reduced labor requirements, would further enhance these savings, underscoring the broader economic benefits introduced by the optimizations.
3.3. Results of Optimizations on the Base Sneaker Model
After analyzing potential optimizations for a generic footwear model, specific optimizations were proposed and evaluated for different types of knitted footwear. This assessment aimed to validate these methodologies in practical scenarios aligned with the realities of the footwear industry. The optimizations were defined to align with the aesthetic and functional requirements specified by the designers, ensuring compliance with their criteria.
Table 2 presents the time improvements for each model, while
Table 3 details the material excess linked to each optimization.
The following describes the tested models, the optimizations applied, and their results.
Case 1. Embossing-effect sneaker. The first model for which specific optimizations were studied is a special type of sneaker with an embossing effect. This effect is achieved by accumulating stitches on the front needle bed (two to one compared to the rear), corresponding to the upper’s top side. The knitting of this embossing effect is accomplished without significantly impacting the total production time. This model incorporated 10 open-loop operations to save time and minimize material waste. As observed in the tests in
Section 3.1, this number of open-loop operations generates a reduced amount of material waste. The modifications made to the upper can be observed in
Figure 22. Closing the eyestay gap would have been an alternative, but the decision was made to preserve the model esthetic by keeping the separately knitted tongue, which was attached via sewing. The heel hold was also maintained to ensure the model retained its fit in that area. This model saw a 15% reduction in manufacturing time, representing a moderate optimization. Although this time-saving percentage is not the highest among the analyzed models, the nearly three-minute reduction is still significant. The increase in material consumption caused by the reached 158 m, representing 14%.
Figure 22.
Manufactured upper of the embossing-effect sneaker: (a) base, (b) optimized. Open loops are highlighted in red.
Figure 22.
Manufactured upper of the embossing-effect sneaker: (a) base, (b) optimized. Open loops are highlighted in red.
Case 2. Ankle boot. The ankle-boot model incorporated eight open loops (see
Figure 23) as its sole optimization, as it already features a closed eyestay and lacks additional adornments. The three holds in this model were retained, as they are essential for maintaining its shape and ensuring a proper fit, given the boot’s enclosed design. This ankle boot showed the best optimization result in the tests, with a 25.46% reduction in production time, equivalent to saving more than 3 min per production cycle. This is particularly noteworthy because it represents a quarter of the knitting time. The increase in material consumption was comparable to that observed in Case 1, reaching 12.82%.
Figure 23.
Manufactured upper of the ankle boot: (a) base, (b) optimized. Red markings indicate the open loops.
Figure 23.
Manufactured upper of the ankle boot: (a) base, (b) optimized. Red markings indicate the open loops.
Case 3. Loafer. The loafer model covers the heel, sides, toes, and instep and is distinguished by the absence of laces, buckles, or other closures. The knitted upper was produced in a straight line from the back to the front, meaning it did not have any holds. Additionally, the upper did not feature an eyestay or any extra adornments. For this reason, only open loops were incorporated.
Figure 24 shows that the first open loop in this model is notably long relative to its width. This is because, in this model, the outer side sections have minimal curvature and are aligned with the knitting direction.
The loafer demonstrated one of the best results in the tests, achieving a 21.61% reduction in production time. Although the base time for this model was lower compared to others, the optimization was significant, resulting in a reduction of more than two minutes. This improvement is noteworthy because, with a lower base time, the potential for optimization was more limited compared to other models. Material consumption was slightly lower than in cases 1 and 2, reaching 10.14%.
Figure 24.
Manufactured upper of the loafer: (a) base, (b) optimized. Red markings indicate the open loops.
Figure 24.
Manufactured upper of the loafer: (a) base, (b) optimized. Red markings indicate the open loops.
Case 4. Weft-insertions sandal. Knitted sandals offer limited optimization opportunities, as only the relatively small upper strap is knitted. Thus, the possibilities for applying advanced knitting optimization techniques are more restricted compared to other types of footwear. In the case study presented, the goal was to retain the decorative elements created with weft insertions in the upper strap, while the upper side needed to be closed with overlocking, as this part remains visible in the final product. The only feasible optimization involved incorporating an open loop to remove decreases on the sides, which are ultimately concealed by the sandal’s sole (
Figure 25). With a 1.4% reduction in manufacturing time and a 9.69% increase in material consumption, the optimizations for sandals do not provide a net benefit.
Figure 25.
Manufactured upper of the loafer: (a) base, (b) optimized. The open loops appear in red.
Figure 25.
Manufactured upper of the loafer: (a) base, (b) optimized. The open loops appear in red.
Case 5.1. Weft-insertions sandal (separate tongue). The distinguishing feature of the sneaker in this case study is the incorporation of a padded area around the shoe collar. For this reason, the upper had to be seamless and continuous in the heel area, avoiding the typical seam found in this type of model, which required dividing the upper into two pieces, one corresponding to the lateral/rear section (back-side piece) and the other to the eyestay/instep (forefoot piece), plus a third piece for the tongue (see
Figure 26). The optimization involved replacing the decreases and overlocking in the front section of the first two pieces with open loops. In this case, the tongue was kept as an external piece, whereas in case study 5.2, the eyestay gap was closed as an additional optimization.
Figure 26.
(a) Assembled base three-piece sneaker on the left, (b) optimized version (disassembled into side piece, tongue, and front piece). The open loops are highlighted in red.
Figure 26.
(a) Assembled base three-piece sneaker on the left, (b) optimized version (disassembled into side piece, tongue, and front piece). The open loops are highlighted in red.
The results of the improvements achieved with each piece are shown in
Table 4. The tongue, being almost rectangular, does not require decreases on the sides, which means that step reductions cannot be applied, resulting in the optimized version taking the same time as the original.
Considering the sneaker’s three pieces, there is a total time saving of 3:15 min, amounting to a combined saving of 10.75%. Although this percentage of savings is not as significant as that achieved in other models, the fact that this is a model with a high knitting time (30 min) makes the result relevant. The greatest time reduction was observed in the forefoot piece, both in absolute and relative terms, which is logical since the original piece had more decreases than the back-side piece. The relative increase in material consumption was low compared to the reduction in manufacturing time, at only 3.47%.
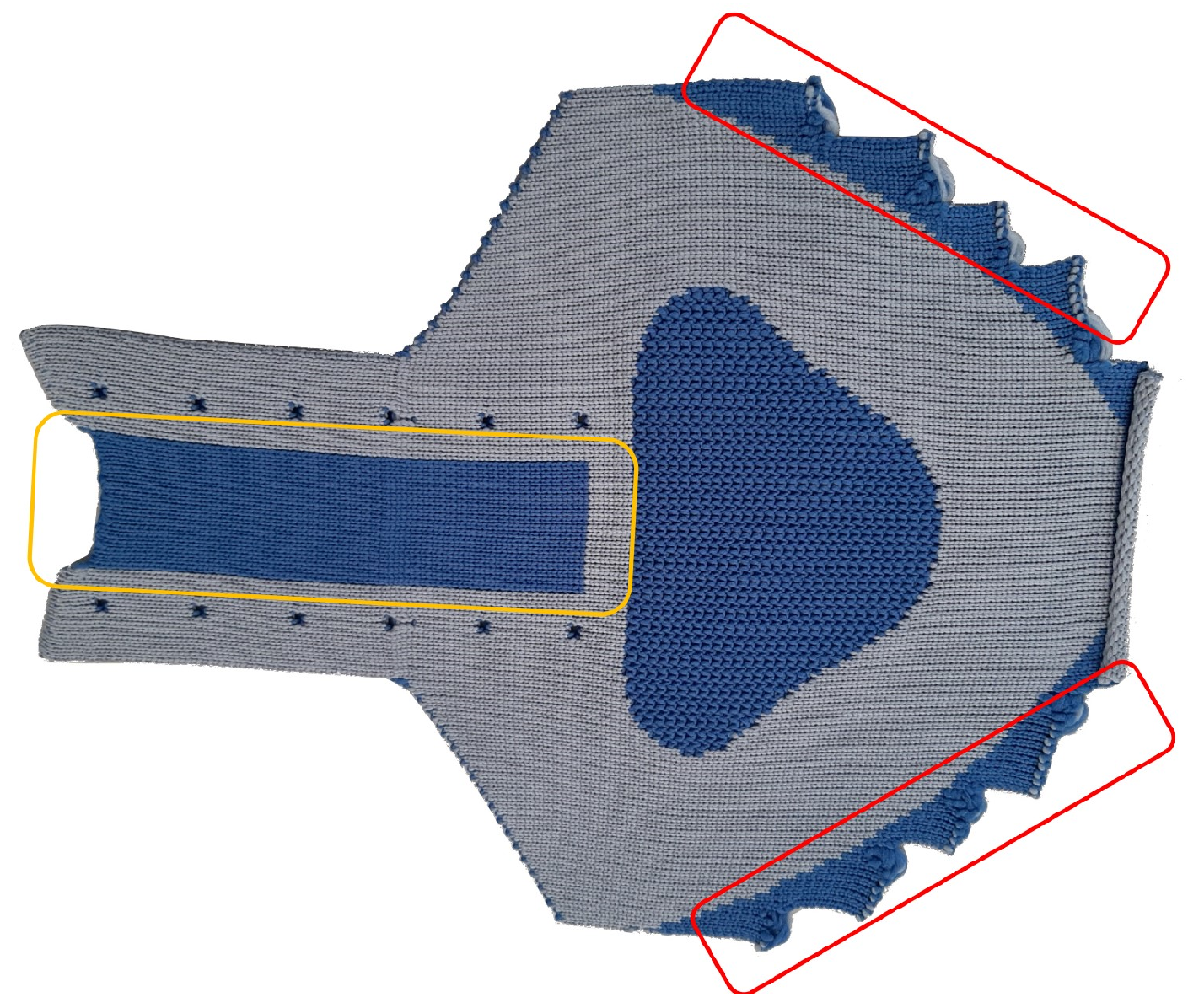
Case 5.2. As previously indicated, case study 5.2 focused on further optimizing the three-piece sneaker from case 5.1 by replacing the external tongue with the closure of the eyestay gap in the forefoot piece (see
Figure 27). In this case, the optimized knitting time for the tongue is recorded as 0, since the tongue is removed.
Figure 27.
Sneaker’s forefoot piece with closed eyestay. Open loops are marked in red, and the closed eyestay is marked in yellow.
Figure 27.
Sneaker’s forefoot piece with closed eyestay. Open loops are marked in red, and the closed eyestay is marked in yellow.
Combining the time saved across all three pieces, a total reduction of 8:40 min was achieved, which represents a 28.67% decrease. The elimination of the tongue through its integration into the eyestay greatly improved the results compared to case 5.1. Overall, the optimizations for this model yielded the best results both relatively and absolutely, highlighting the importance of integrating the tongue into the eyestay to minimize production time in 3D-knitted uppers. These results can be observed in
Table 5. Closing the eyestay yielded material savings, offsetting the increase caused by open loops and resulting in a net material saving of 4.89%.
In summary, the optimizations proved to be effective in most of the models. Moreover, open loops proved to be a highly flexible type of optimization that can be used on any model, regardless of its characteristics. The 5.2 (three-piece sneaker, closed eyestay) model achieved the best results both in absolute terms (total time) and relative terms (percentage of savings), highlighting the efficiency of the tongue optimization. The second model with the most significant time savings in both absolute and relative terms was 2 (ankle boot). Optimizations on 1 (weft-insertion sneaker) and 3 (loafer) also delivered notable results, with significant absolute and percentage savings, respectively. Conversely, the results for the upper strap of 4 (sandal) demonstrated that the integrated optimizations did not significantly reduce knitting time in this type of footwear. Nonetheless, the proposed optimizations proved effective in four out of the five models.
Figure 28 illustrates these results with a bar chart comparing the absolute time for each base model (blue) and optimized model (yellow), alongside percentage improvements.
Figure 29 complements this analysis by presenting a bar chart of the absolute material consumption for each model.
Table 6 presents the cases with the most significant results, highlighting the maximum absolute time saving, maximum relative time saving, maximum material saving, and minimum absolute time saving
3.4. Limitations of the Work
Although the optimizations presented in this study were developed based on a generic footwear model and subsequently extrapolated to other types, not all footwear models and their possible variations in the industry have been examined. As noted, integrating all optimizations into every type of upper is not feasible due to the geometric variability among designs.
The yarn materials selected for upper production in this study—specifically polyamide and polyester in continuous and staple fiber forms—represent some of the most commonly used in the industry. Emerging yarns from natural fibers, such as cotton, pineapple leaf, and hemp, were excluded from this study. These newer materials are increasingly used in footwear manufacturing, and their compatibility with the optimizations proposed here requires further investigation.
Finally, while laser cutting is essential for removing excess material from uppers with open loops, its specific methods fall outside the scope of this study. Further research on laser-cutting techniques may provide additional insights into the production process when implementing these optimizations.
4. Discussion
This study demonstrates that it is possible to significantly optimize knitting time in the production of three-dimensional uppers using flat knitting machines. Substantial improvements in production efficiency have been achieved by identifying key operations, such as replacing decreases and overlocks with open loops and eliminating non-essential elements. Furthermore, this study highlights the importance of replacing the tongue with the closure of the eyestay gap, where applicable, to minimize the manufacturing time of the uppers. These results confirm that the proposed strategies reduce manufacturing time while maintaining the shoe’s fit and functional properties, ensuring comfort and ergonomics in the final product.
The results show that optimizing the manufacturing time of standard-sized knitted footwear uppers, such as the base sneaker model, can reduce production time by up to 45%, from 21:42 to 11:53 min. While optimizations involving the use of open loops increase material consumption by 12% to 15%, this rise is not significant enough to hinder their adoption. Economic estimates indicate that the increased material usage imposes no substantial cost burden on manufacturers. Other optimizations, such as removing non-functional elements or knitting holds, have no negative impact on material consumption. Replacing the tongue with the closure of the eyestay gap not only saves time but also reduces material usage, enhancing efficiency while supporting sustainability. In contrast, replacing decreases with open loops introduces greater complexity into the manufacturing process, as it requires additional cutting of the upper to achieve the final shape. However, this strategy is intended to reduce the workload on knitting machines, which are often a bottleneck in production. Overall, this research prioritizes waste minimization to further enhance the benefits of these optimizations.
The proposed optimizations extend beyond sneakers, successfully applying to more complex models like ankle boots and loafers. This highlights the flexibility of the methodological approach, opening up the potential for knitting technology to be extended to a broader range of products in the footwear industry. Nevertheless, it is crucial to assess the impact of these optimizations in large-scale production environments, where the balance between sustainability and time efficiency could have a more significant influence on the outcomes.
Primarily aimed at reducing production times, the optimizations presented in this study do not compromise the quality of the final product. In fact, 3D uppers produced through these enhanced methods offer superior fit and durability compared to flat uppers. While flat uppers might improve production speed, they fall short in providing the ergonomic and durable qualities that 3D uppers achieve, which are essential for footwear performance. Consequently, the optimizations discussed here are critical, as they enable the production of high-quality 3D uppers within feasible time frames, balancing both efficiency and product excellence in footwear manufacturing.
Knitting-design optimizations yield clear economic benefits by significantly reducing machinery costs while keeping material expenses manageable. The optimizations allow for significantly higher production capacity per machine, which translates to fewer machines being needed to achieve target volumes, thus lowering capital expenditure. Additionally, while the optimizations introduce a slight increase in material consumption per unit, this cost is offset by the savings in machinery investment, resulting in notable net savings. These financial advantages are further complemented by potential reductions in operating costs, such as lower energy consumption and reduced labor requirements, which could further amplify the economic efficiency gained through the optimizations.
The results obtained in this study are not directly comparable to previous research due to the lack of similar studies specifically focused on optimizing 3D-upper design using flat-knitting machines. However, the findings may serve as a complementary reference to studies such as [
36], which achieved a 10% improvement in productivity by focusing on plant-level enhancements, including reduced downtime and machine-condition maintenance, rather than on design-driven optimizations. Similarly, [
34] reported a 10% increase in efficiency through optimizations applied to intarsia-knitted sweaters. While this research differs in focus, the methodologies explored in [
35] could potentially be adapted to 3D-upper production using intarsia knitting, suggesting a possible pathway for future investigations. These existing studies underscore the opportunity and need for design-centered optimization research specific to footwear production,
This study significantly advances technical knowledge in knitted-footwear manufacturing. By identifying and implementing optimization techniques, this study successfully reduces knitting time in the production of 3D footwear uppers on flat-knitting machines while preserving the structural integrity, quality, and proper fit of the final product. These findings demonstrate that these techniques can reduce production time, offering an industrially viable solution to the bottleneck posed by the knitting process of 3D uppers. Furthermore, the optimizations minimize material waste compared to traditional flat-panel manufacturing, aligning with the growing emphasis on sustainability in the footwear industry.
The versatility of the proposed methodologies extends beyond standard sneaker models to more complex designs, including ankle boots and sandals. Demonstrating adaptability across various footwear types, the study reinforces the potential for large-scale adoption of flat knitting technology in diverse manufacturing contexts. This versatility addresses another key research question, showcasing how tailored methodologies can enhance productivity across a range of designs while maintaining high-quality standards. Moreover, the dual focus on time efficiency and material-waste reduction supports sustainable manufacturing practices. By reducing production bottlenecks and enabling resource-efficient processes, the findings provide a pathway for manufacturers to transition toward eco-conscious production methods. These results not only fill a critical gap in the literature but also advance the industry’s ability to balance competitive performance with environmental responsibility. This study also lays the foundation for further innovations in design-driven optimizations, encouraging advancements that prioritize both efficiency and sustainability. The proposed framework offers a scalable, practical solution to the challenges of modern footwear manufacturing, ensuring that manufacturers can leverage the superior fit of 3D uppers while addressing the pressing need for environmentally responsible practices.
Future research should address the cutting process for open loops, a direct consequence of the implemented optimizations. Therefore, it is necessary to explore cutting technologies compatible with knitted fabrics, such as laser cutting, to efficiently remove excess material. A comprehensive analysis of laser-cutting parameters is recommended, along with the development of specific methodologies that ensure not only a quick process but also the structural integrity and geometric accuracy of the final upper. Additionally, future research could explore the potential of automation and AI-driven optimizations in the knitting process. Integrating AI to automate design and production adjustments could enhance the manual optimizations presented here, driving further efficiency gains. Such advancements may enhance production precision, adaptiveness, and speed while maintaining material efficiency, thus achieving higher-quality production without compromising sustainability or time efficiency.


 ,
, 


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}