
The Use of a Trichoderma reesei Culture for the Hydrolysis of Wheat Straw to Obtain Bioethanol



Abstract
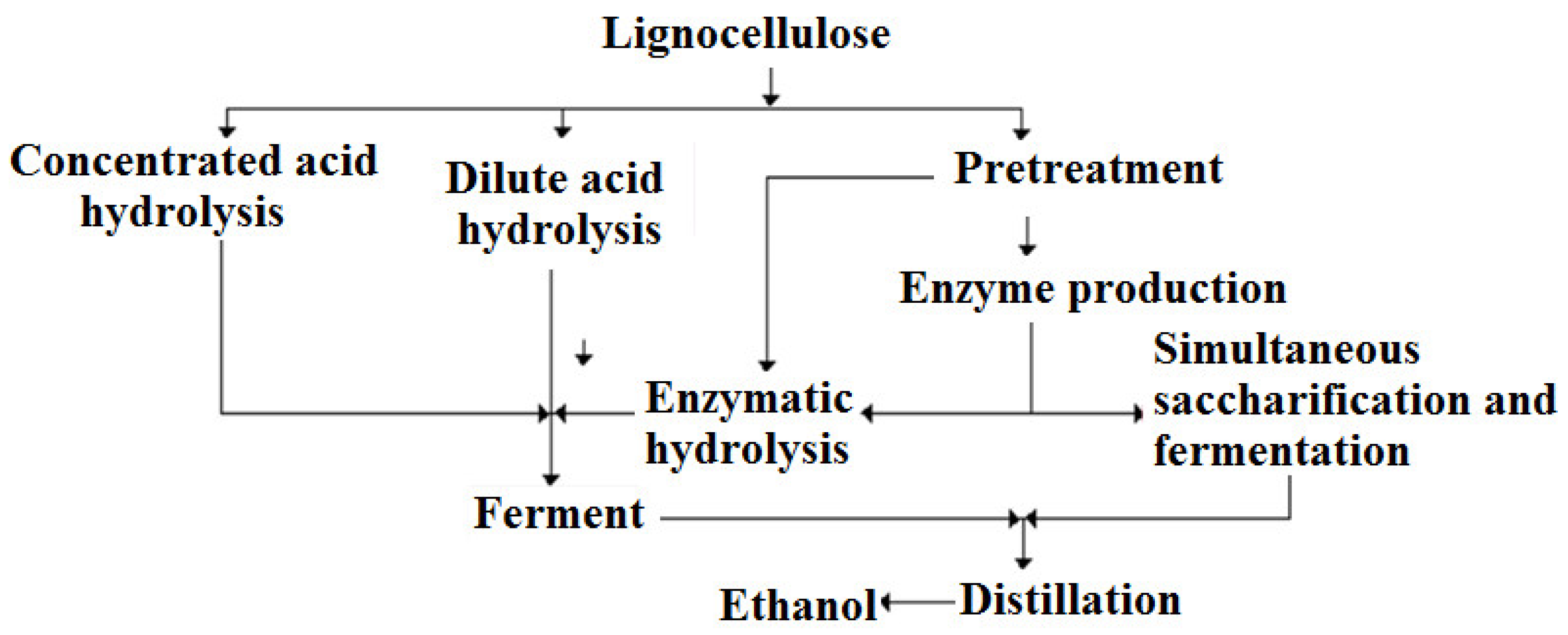
1. Introduction
2. Materials and Methods
3. Results
3.1. Thermal Pretreatment of Wheat Straw
3.2. Enzymatic Hydrolysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Taghizadeh-Alisaraei, A.; Tatari, A.; Khanali, M.; Keshavarzi, M. Potential of biofuels production from wheat straw biomass, current achievements and perspectives: A review. Biofuels 2022, 14, 79–92. [Google Scholar] [CrossRef]
- Fatma, S.; Saleem, A.; Tabassum, R. Wheat straw hydrolysis by using co-cultures of Trichoderma reesei and Monascus purpureus toward enhanced biodegradation of the lignocellulosic biomass in bioethanol biorefinery. Biomass Convers. Biorefinery 2021, 11, 743–754. [Google Scholar] [CrossRef]
- Karim, R.A.; Hussain, A.S.; Zain, A.M. Production of bioethanol from empty fruit bunches cellulosic biomass and Avicel PH-101 cellulose. Biomass Convers. Biorefinery 2014, 4, 333–340. [Google Scholar] [CrossRef]
- Kolasa, M.; Ahring, B.K.; Lübeck, P.S.; Lübeck, M. Cocultivation of Trichoderma reesei RutC30 with three black Aspergillus strains facilitates efficient hydrolysis of pretreated wheat straw and shows promises for on-site enzyme production. Bioresour. Technol. 2014, 169, 143–148. [Google Scholar] [CrossRef]
- Meehnian, H.; Jana, A.K.; Jana, M.M. Pretreatment of cotton stalks by synergistic interaction of Daedalea flavida and Phlebia radiata in co-culture for improvement in delignification and saccharification. Int. Biodeterior. Biodegrad. 2017, 117, 68–77. [Google Scholar] [CrossRef]
- Bhattacharya, A.S.; Bhattacharya, A.; Pletschke, B.I. Synergism of fungal and bacterial cellulases and hemicellulases: A novel. perspective for enhanced bio-ethanol production. Biotechnol. Lett. 2015, 37, 1117–1129. [Google Scholar] [CrossRef]
- Energia din Surse Regenerabile. Available online: https://www.europarl.europa.eu/factsheets/ro/sheet/70/energia-din-surse-regenerabile (accessed on 19 July 2024).
- Renewable Energy Statistics. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php?title=Renewable_energy_statistics (accessed on 20 July 2024).
- Cererea UE de Biocombustibili Tradiționali se va Reduce la Jumătate Până în 2050. Available online: https://www.economistul.ro/opinii-si-analize/cererea-ue-de-biocombustibili-traditionali-se-va-reduce-la-jumatate-pana-in-2050-64822/ (accessed on 28 July 2024).
- Rusănescu, C.O.; Ciobanu, M.; Rusănescu, M.; Dinculoiu, R.L. Pretreatments Applied to Wheat Straw to Obtain Bioethanol. Appl. Sci. 2024, 14, 1612. [Google Scholar] [CrossRef]
- Saxena, R.C.; Adhikari, D.K.; Goyal, H.B. Biomass-based energy fuel through biochemical routes: A review. Renew. Sustain. Energy Rev. 2009, 13, 167–178. [Google Scholar] [CrossRef]
- Becze, A.; Vincze, E.-B.; Lányi, S.; Mara, G. Evaluation of structural carbohydrate degrading capacity of PGP bacterial strains using different methods. U.P.B. Sci. Bull. Ser. B 2022, 84, 1. [Google Scholar]
- Palonen, H. Role of Lignin in Enzymatic Hydrolysis of Lignocellulose; VTT Technical Research: Espoo, Finland, 2004; pp. 11–22+26–32. [Google Scholar]
- Hamelinck, C.N.; van Hooijdonk, G.A.; Faaij, P.C. Ethanol from lignocellulosic biomass: Techno-economic performance in short-, middle- and long-term. Biomass Bioenergy 2005, 28, 384–410. [Google Scholar] [CrossRef]
- Chiaramonti, D.; Talluri, G.; Scarlat, N.; Prussi, M. The challenge of forecasting the role of biofuel in EU transport decarbonisation at 2050: A meta-analysis review of published scenarios. Renew. Sustain. Energy Rev. 2021, 139, 110715. [Google Scholar] [CrossRef]
- Singh, S.; Kumar, A.; Sivakumar, N.; Verma, J.P. Deconstruction of lignocellulosic biomass for bioethanol production: Recent advances and future prospects. Fuel 2022, 327, 125109. [Google Scholar] [CrossRef]
- Valin, H.; Havlík, P.; Mosnier, A.; Herrero, M.; Schmid, E.; Obersteiner, M. Agricultural productivity and greenhouse gas emissions: Trade-offs or synergies between mitigation and food security? Environ. Res. Lett. 2013, 8, 035019. [Google Scholar] [CrossRef]
- Kim, S.; Dale, B.E. Global potential bioethanol production from wasted crops and crop residues. Biomass Bioenergy 2004, 26, 361–375. [Google Scholar] [CrossRef]
- European Commission. COM. 640 Final—The European Green New Deal; European Commission: Brussels, Belgium, 2019. [Google Scholar] [CrossRef]
- Danielis, R.; Scorrano, M.; Giansoldati, M. Decarbonising transport in Europe: Trends, goals, policies and passenger car scenarios. Res. Transp. Econ. 2022, 91, 101068. [Google Scholar] [CrossRef]
- Ferreira, L.C.; Donoso-Bravo, A.; Nilsen, P.J.; Fdz-Polanco, F.; Pérez-Elvira, S.I. Influence of thermal pretreatment on the biochemical methane potential of wheat straw. Bioresour. Technol. 2013, 143, 251–257. [Google Scholar] [CrossRef]
- Menardo, S.; Airoldi, G.; Balsari, P. The effect of particle size and thermal pre-treatment on the methane yield of four agricultural by-products. Bioresour. Technol. 2012, 104, 708–714. [Google Scholar] [CrossRef]
- Chandra, R.; Takeuchi, H.; Hasegawa, T.; Kumar, R. Improving biodegradability and biogas production of wheat straw substrates using sodium hydroxide and hydrothermal pretreatments. Energy 2012, 43, 273–282. [Google Scholar] [CrossRef]
- Chen, X.; Xiang, X.; Dai, R.; Wang, Y.; Ma, P. Effect of low temperature of thermal pretreatment on anaerobic digestion of textile dyeing sludge. Bioresour. Technol. 2017, 243, 426–432. [Google Scholar] [CrossRef]
- Kontogianni, N.; Barampouti, E.M.; Mai, S.; Malamis, D.; Loizidou, M. Effect of alkaline pretreatments on the enzymatic hydrolysis of wheat straw. Environ. Sci. Pollut. Res. 2019, 26, 35648–35656. [Google Scholar] [CrossRef]
- Asghar, U.; Irfan, M.; Iram, M.; Huma, Z.; Nelofer, R.; Nadeem, M.; Syed, Q. Effect of alkaline pretreatment on delignification of wheat straw. Nat. Prod. Res. 2015, 29, 125–131. [Google Scholar] [CrossRef] [PubMed]
- Jaisamut, K.; Paulová, L.; Patáková, P.; Kotúčová, S.; Rychtera, M. Effect of sodium sulfite on acid pretreatment of wheat straw with respect to its final conversion to ethanol. Biomass Bioenergy 2016, 95, 1–7. [Google Scholar] [CrossRef]
- Rahikainen, J.L.; Martin-Sampedro, R.; Heikkinen, H.; Rovio, S.; Marjamaa, K.; Tamminen, T.; Kruus, K. Inhibitory effect of lignin during cellulose bioconversion: The effect of lignin chemistry on nonproductive enzyme adsorption. Bioresour. Technol. 2013, 133, 270–278. [Google Scholar] [CrossRef] [PubMed]
- Toquero, C.; Bolado, S. Effect of four pretreatments on enzymatic hydrolysis and ethanol fermentation of wheat straw. Influence of inhibitors and washing. Bioresour. Technol. 2014, 157, 68–76. [Google Scholar] [CrossRef]
- Yang, Q.; Pan, X. Correlation between lignin physicochemical properties and inhibition to enzymatic hydrolysis of cellulose. Biotechnol. Bioeng. 2016, 113, 1213–1224. [Google Scholar] [CrossRef]
- Zheng, Q.; Zhou, T.; Wang, Y.; Cao, X.; Wu, S.; Zhao, M.; Guan, X. Pretreatment of wheat straw leads to structural changes and improved enzymatic hydrolysis. Sci. Rep. 2018, 8, 1321. [Google Scholar] [CrossRef]
- Yu, G.; Afzal, W.; Yang, F.; Padmanabhan, S.; Liu, Z.; Xie, H.; Shafy, M.; Bell, A.; Prausnitz, J. Pretreatment of Miscanthus × giganteus using aqueous ammonia with hydrogen peroxide to increase enzymatic hydrolysis to sugars. J. Chem. Technol. Biotechnol. 2014, 89, 698–706. [Google Scholar] [CrossRef]
- Zhao, Z.; Chen, X.; Ali, M.F.; Abdeltawab, A.A.; Yakout, S.M.; Yu, G. Pretreatment of wheat straw using basic ethanolamine-based deep eutectic solvents for improving enzymatic hydrolysis. Bioresour. Technol. 2018, 263, 325–333. [Google Scholar] [CrossRef]
- Zhao, X.; Cheng, K.; Liu, D. Organosolv pretreatment of lignocellulosic biomass for enzymatic hydrolysis. Appl. Microbiol. Biotechnol. 2009, 82, 815–827. [Google Scholar] [CrossRef]
- Shahryari, Z.; Fazaelipoor, M.H.; Setoodeh, P.; Nair, R.B.; Taherzadeh, M.J.; Ghasemi, Y. Utilization of wheat straw for fungal phytase production. Int. J. Recycl. Org. Waste Agric. 2018, 7, 345–355. [Google Scholar] [CrossRef]
- Ferreira, J.A.; Mahboubi, A.; Lennartsson, P.R.; Taherzadeh, M.J. Waste biorefineries using filamentous ascomycetes fungi: Present status and future prospects. Bioresour. Technol. 2016, 215, 334–345. [Google Scholar] [CrossRef] [PubMed]
- Khokhar, Z.; Syed, Q.; Nadeem, M.; Irfan, M.; Wu, J.; Samra, Z.; Gul, I.; Athar, A. Enhanced production of cellulase by Trichoderma reesei using wheat straw as a carbon source. World Appl. Sci. J. 2014, 30, 1095–1104. [Google Scholar]
- Arnthong, J.; Chuaseeharonnachai, C.; Boonyuen, N.; Tachaapaikun, C.; Chimchana, D.; Eurwilaichitr, L.; Champreda, V.; Chantasingh, D. Cooperative decomposition of rice straw by co-cultivation of cellulolytic fungi. Chiangmai J. Sci. 2018, 2, 645–652. [Google Scholar]
- Anasontzis, G.E.; Thuy, N.T.; Hang, D.T.M.; Huong, H.T.; Thanh, D.T.; Hien, D.D.; Thanh, V.N.; Olsson, L. Rice straw hydrolysis using secretomes from novel fungal isolates from Vietnam. Biomass Bioenergy 2017, 99, 11–20. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lot of Straw | Raw Material | Steam Pressure [bar] | Thermal Treatment Time [min] | Water Added [lt H2O] | Process Time [s] | pH Before Thermal Treatment | pH After Thermal Treatment |
|---|---|---|---|---|---|---|---|
| 1 | Wheat straw/1 t | 11.5 | 10 | 175 | 72 | 4.19 | 4.91 |
| 2 | Wheat straw/1 t | 11.5 | 10 | 175 | 72 | 4.19 | 4.88 |
| 3 | Wheat straw/1 t | 11.5 | 10 | 175 | 72 | 4.19 | 4.85 |
| Batch Straw Substrate | Glucose [mg/g] | Xylose [mg/g] | Sodium Lactate (NaDL) [mg/g] | Acetic Acid [mg/g] |
|---|---|---|---|---|
| 1 | 55.96 | 27.02 | 0.75 | 5.50 |
| 56.04 | 26.52 | 0.59 | 5.34 | |
| 59.67 | 29.07 | 0.72 | 5.65 | |
| Average value [mg/g] | 57.22 | 27.54 | 0.69 | 5.49 |
| Standard deviation (SD) | 2.12 | 1.35 | 0.85 | 0.15 |
| 2 | 54.73 | 26.76 | 0.26 | 5.04 |
| 54.61 | 26.57 | 0.25 | 5.03 | |
| 54.47 | 26.71 | 0.26 | 5.04 | |
| Average value [mg/g] | 54.60 | 26.68 | 0.26 | 5.04 |
| Standard deviation (SD) | 0.13 | 0.098 | 0 | 0 |
| 3 | 55.54 | 26.17 | 0.19 | 5.31 |
| 56.78 | 27.33 | 0.21 | 5.35 | |
| 55.43 | 26.22 | 0.30 | 6.28 | |
| Average value [mg/g] | 55.92 | 26.57 | 0.23 | 5.65 |
| Standard deviation (SD) | 0.75 | 0.65 | 0.06 | 0.55 |
| Lot of Straw | Raw Material | Dry Component [%] | Glucose [g/L] | Xylose [g/L] | Furfural [g/L] |
|---|---|---|---|---|---|
| 1 | Average wheat straw/1 t | 48.74 | 62.77 | 28.94 | 0.23 |
| 2 | Average wheat straw/1 t | 48.74 | 64.52 | 29.25 | 0.22 |
| 3 | Average wheat straw/1 t | 48.74 | 67.38 | 30.48 | 0.22 |
| Wheat Straw Size [mm] | Glucose [g/L] | Xylose [g/L] | Lactate (NaDL) [g/L] | Acetic Acid [g/L] | Hydroxymethyl Furfural (HMF) [g/L] | Furfural [g/L] |
|---|---|---|---|---|---|---|
| 20–30 | 55.67 | 18.85 | 1.25 | 8.75 | 1.20 | 1.15 |
| 54.76 | 18.76 | 1.23 | 8.67 | 1.3 | 1.1 | |
| 55.87 | 18.67 | 1.22 | 8.6 | 1.2 | 1.3 | |
| Average [g/L] | 55.43 | 18.76 | 1.23 | 8.67 | 1.23 | 1.18 |
| Standard deviation | 0.59 | 0.09 | 0.015 | 0.075 | 0.06 | 0.10 |
| 70–90 | 54.52 | 19.25 | 0.65 | 6.44 | 0.19 | 0.84 |
| 54.23 | 19.56 | 0.45 | 6.34 | 0.18 | 0.77 | |
| 53.87 | 18.78 | 0.55 | 6.21 | 0.17 | 0.85 | |
| Average [g/L] | 54.21 | 19.19 | 0.55 | 6.33 | 0.18 | 0.82 |
| Standard deviation | 0.32 | 0.39 | 0.1 | 0.11 | 0.01 | 0.04 |
| 50 | 64.89 | 29.56 | 0.67 | 4.58 | 0.17 | 0.22 |
| 63.78 | 28.987 | 0.56 | 4.87 | 0.15 | 0.18 | |
| 64.78 | 27.98 | 0.62 | 4.54 | 0.16 | 0.23 | |
| Average [g/L] | 64.48 | 28.84 | 0.62 | 4.66 | 0.16 | 0.21 |
| Standard deviation | 0.61 | 0.80 | 0.05 | 0.18 | 0.01 | 0.02 |
| Treatment | Moisture [%] | Lignin [%] | Hemicellulose [%] | Cellulose [%] |
|---|---|---|---|---|
| Untreated WS | 9.7 | 17.8 | 24.6 | 39.3 |
| Trichoderma reesei-treated WS | 9.9 | 11.06 | 20.9 | 33.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ciobanu, M.; Rusănescu, C.O.; Dinculoiu, R.L. The Use of a Trichoderma reesei Culture for the Hydrolysis of Wheat Straw to Obtain Bioethanol. Processes 2024, 12, 2625. https://doi.org/10.3390/pr12122625
Ciobanu M, Rusănescu CO, Dinculoiu RL. The Use of a Trichoderma reesei Culture for the Hydrolysis of Wheat Straw to Obtain Bioethanol. Processes. 2024; 12(12):2625. https://doi.org/10.3390/pr12122625
Chicago/Turabian StyleCiobanu, Maria, Carmen Otilia Rusănescu, and Raluca Lucia Dinculoiu. 2024. "The Use of a Trichoderma reesei Culture for the Hydrolysis of Wheat Straw to Obtain Bioethanol" Processes 12, no. 12: 2625. https://doi.org/10.3390/pr12122625
APA StyleCiobanu, M., Rusănescu, C. O., & Dinculoiu, R. L. (2024). The Use of a Trichoderma reesei Culture for the Hydrolysis of Wheat Straw to Obtain Bioethanol. Processes, 12(12), 2625. https://doi.org/10.3390/pr12122625