1. Introduction
Packed beds, also called fixed beds, of uniform and non-uniform solid particles have been widely utilized in chemical and process industries in various particle-based applications, from catalytic reactions and wastewater treatment to gasification/pyrolysis, iron making, absorption/desorption, cooling, and energy storage. Packed beds are randomly filled beds of particles with porous structures that ensure low flow resistance while enhancing heat and mass transfer due to a high surface area-to-volume ratio [
1]. To maximize the advantages, it is crucial to design packed beds with a detailed understanding of the porous bed structure and its effect on the transport phenomena. In this regard, CFD (Computational Fluid Dynamics) simulations have come to help experimental analysis [
2]. However, the conventional porous media approach does not consider the solid phase as discrete particles and requires models for void fraction and transport parameters to describe the effect of particle packing [
3], i.e., continuum approach. Therefore, prior to CFD simulations, a realistic packed bed of particles should be generated in a way that gives detailed information about the nature of the bed and the arrangements of the particles [
4]. Especially, the influence of particle shapes and size as well as the size distribution requires a more physical approach, i.e., beds of particles as discrete phases, to give a better understanding of the transport phenomenon within packed beds.
Among numerical methods to computationally generate randomly packed beds of particles, the discrete element method (DEM), based on the original work of Cundall and Strack is the most popular one [
2]. DEM is a numerical modeling approach to simulate the behavior of discrete systems where the interactions between individual particles are considered for the dynamic behavior of the system [
5]. It makes it possible to model the flow of fluids through packed beds and predict the performance of the porous media. The CFD-DEM coupling has also been recently used for evaluating the flow characteristics through the packed beds [
6]. For instance, the CFD-DEM coupling has been widely used for studying and optimizing flow characteristics in fixed bed gasifiers [
7], heat transfer in characteristics within packed beds of particles [
8] and even including chemical reactions in particulate bed reactors [
9].
For considering the particle-particle and particle-wall contact, Hertz-Mindlin contact model has been used [
10] which is the most widely used approach for modeling the discrete phases. It takes into account both normal and tangential forces between particles, allowing for sliding or even rolling surfaces. On this regard, Lin et al. [
11] discussed that the Hertz–Mindlin model could best describe a bed of under-compacted spherical rock particles.
There are several parameters that can influence the generation of a packed bed using DEM and a few studies in the literature have focused on parameters of bed generation with DEM in commercial software. Tangri et al. [
5] has focused on the effect of particles drop height and intensity as well as friction and restitution coefficients on generation of packed beds of particles. They have also realized that the Hertz-Mindlin contact model could over-predict the packing density unless a proper rolling friction coefficient could be included. Moreover, Bester et al. [
12] has studied the effect of Young’s modulus of particles on bed generation.
One of the parameters that affects the accuracy of the DEM simulations for generating packed beds of particles is rolling friction between the particles and the particles and the wall. Rolling friction is a moment-induced to the contact point between two discrete elements that could mimic the rolling behavior of two complex shaped particles [
13,
14,
15]. Goniva et al. [
16] showed that the CFD-DEM simulations results would be improved to a great extent only by applying a proper rolling friction model. Wang et al. [
17] found that by selecting proper rolling friction the DEM simulation with sphere particles can realistically represent the beds of non-spherical ones albeit finding the optimized value for this key parameter could be challenging. They have focused on the effect of rolling friction of particles on packing the beds and analyzed the effects of the rolling friction on the morphology and porosity using lignin particles. Furthermore, Soltanbeigi et al. [
18] compared shape representations by exploring multiple aspects, including diverse rolling friction models and particle shapes, and showed that proper rolling friction models could help realistic representation of densely packed beds of granular beds.
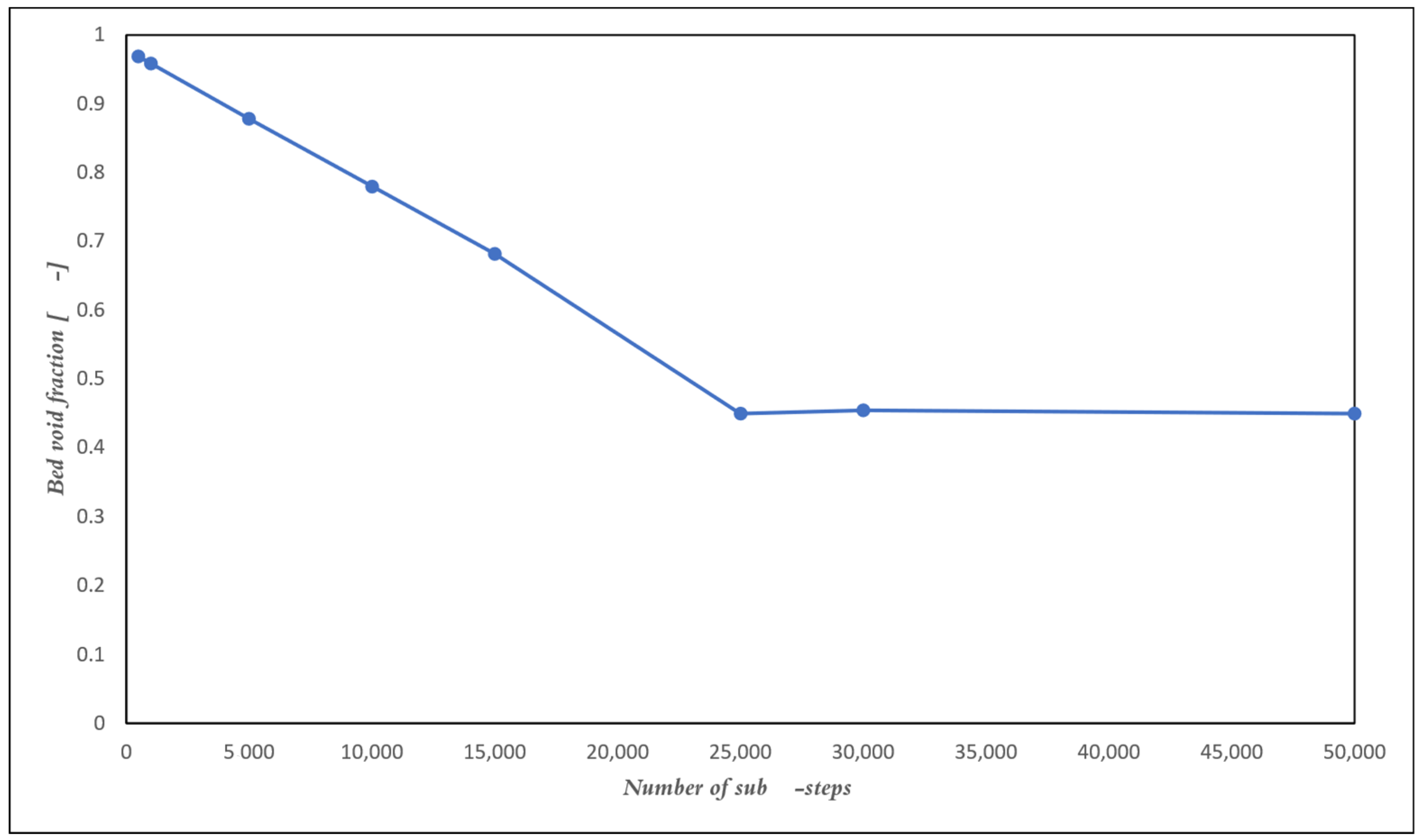
In DEM simulations in commercial software, it is also crucial to find the optimum number of sub-steps for generating the packed beds. A sub-step is a smaller increment in time within the larger solver time step and helps the rapid changes of particles interactions be captured more accurately. During each sub-step, the DEM solver calculates the forces and interactions between particles, which means in each DEM sub-step, the positions and velocities of all particles are updated, and larger number of sub-steps would mean a more accurate acquisition of particles positions and velocities though resulting in higher computational times [
19]. Thereby, smaller number of DEM sub-steps while generating the packed bed could lead to an under-resolution of the interactions between the particles, which can result in an inaccurate simulation of the packed bed and, consequently, an overestimation of the bed void fraction. However, larger numbers of sub-steps could increase the computational time and cost of DEM simulations.
When considering the bulk density and void fraction of packed beds in practice, two distinct modes of packing, loosely and densely packed, exist. Loosely packed beds represent arbitrarily formed beds with the gravity working on particles, while densely packed beds are formed after loosely packed beds are compacted further with vibration or external forces. In the experiments explained in Ref. [
20], the crucible was lightly tapped 10 times on the table, following European Biochar Certificate recommendation [
21]. Meanwhile, ISO 17828:2015 (Solid biofuels—Determination of bulk density) [
22] recommends three shock exposures by dropping the container from 150 mm of height. The difference between the densely packed beds and loosely packed ones is the extent to which the particles fill the gaps and void fraction becomes smaller. In case of the densely packed beds, the contact surface area between the particles increases and the heat and mass transfer could be facilitated compared to loosely packed beds. In order for the DEM-generated packed beds to describe the reality of densely packed beds and to estimate packing properties (e.g., void fraction) accurately, a specific set of numerical parameters shall be utilized in DEM simulations, such as rolling friction, Young’s modulus, and time steps. Moreover, it is important to elucidate if the shape of particles would affect the representation of packed beds. However, no study could be found in the literature that has studied the role of these parameters to accurately describe densely packed beds consisting of densified, irregular-shaped biochar particles.
The objective of this study is to investigate the influence of independent parameters used in DEM on realistically generating the densely packed beds. The sensitivity of the generated packed beds void fraction has been analyzed based on different rolling friction values and the numbers of sub-step for conditions similar to experiments mentioned in [
20]. STAR CCM+ (developed by Siemens Digital Industries Software, version 2310 (18.06.006-R8)) was used for the implementation of DEM simulations and the workflow has been validated for a wide range of particle sizes. Moreover, the influence of particles shapes has been investigated on the void fraction of packed beds in the form of particles with different aspect ratios. In this regard, the other novelty of this study would revolve around application of proper rolling friction coefficients on spherical particles that could avoid large computational costs and times for simulating industrial packed beds of complex-shaped particles.
2. Materials and Methods
2.1. Discrete Element Method (DEM)
In this study, STAR-CCM+ is employed for generation of packed beds of char particles using Discrete Element Method (DEM). The DEM solver in STAR-CCM+ employs a time-stepping algorithm to solve the equations of motion for each particle in the domain [
23].
This contact model is based on the Hertz-Mindlin contact theory [
24] where the theories of Hertz and Mindlin are used to model the normal and the tangential force-displacement relationships [
5].
According to this model, the contact forces between elastic particles
A and
B could be described by [
23]:
where
and
are the normal and tangential components of the contact force, and
n and
t are the vectors normal and tangential to the contact surface. The normal component could be defined as:
where
dn is the particle overlaps in the directions normal to the contact point and
νn is slip velocity of the contact point.
Kn and
Nn are normal spring stiffness and normal damping, respectively and can be obtained by:
and,
Meq,
Req and
Eeq are the equivalent particle mass, radius, and Young’s modulus, respectively and can be obtained as:
and,
where
MA and
MB are masses of particles
A and
B,
RA and
RB are the radii of the particles,
EA and
EB are the Young’s modulii of the particles and
νA and
νB are the Poisson’s ratios.
Nn,damping is the normal damping coefficient and is calculated by:
Here, Cn,rest is the normal coefficient of restitution, which refers to the characteristics of collision behavior of particles. When particles collide in DEM simulations, this parameter determines the amount of energy lost or gained during the collision. The values of normal and tangential restitution coefficients typically range between 0 (perfectly inelastic collision) and 1 (perfectly elastic collision) and the values are between 0 and 1 for most materials in practice, which indicates a partially elastic collision where some energy is dissipated.
Similar to the normal component of contact force, the tangential component related to the surface friction between the particles could be obtained as:
where
Cfs is the static friction coefficient,
νt is slip velocity of the contact point, and
dt is the length of particle overlap in the directions tangential to the contact point.
Similar to normal force components, the tangential spring stiffness,
Kt, and the tangential damping,
Nt, could be obtained as:
and,
where
Nt,damping is the tangential damping coefficient and
Geq is the equivalent shear modulus. They could be obtained as:
and,
where
Ct,rest is the tangential restitution coefficient. To consider the particle-wall interaction, the wall radius and mass should be assumed to be
Rwall =
Mwall = ∞; therefore, the equivalent radius and mass will be
Req =
Rparticle and
Meq =
Mparticle, respectively.
In the case
, and the particles have already started sliding on each other, the tangential component of the contact force is then defined by
, and the static friction coefficient is then replaced by the rolling friction coefficient,
μr [
25].
As apparent from the equations above, the normal component of the contact force, Fn, is dependent on particle properties (Meq, Req, Eeq and Cn,rest) and temporary relative velocity and position (dn and νn). Among these parameters, Eeq and Cn,rest are the independent parameters related to the material properties that are common for all the particles in the simulation domain. Similarly, the tangential component of the contact force, Ft, is dependent on the material properties, Geq, Ct,rest and μr, among which Geq and Ct,rest are dependent to material properties. Therefore, the results of the DEM simulation, apart from case specific parameters such as density, particle size distribution, should be highly dependent on these parameters, together with the number of sub-steps. Meanwhile, these parameters are difficult to estimate based on first principle approaches, which motivate the exploration of these parameters in this study.
2.2. Simulation Conditions
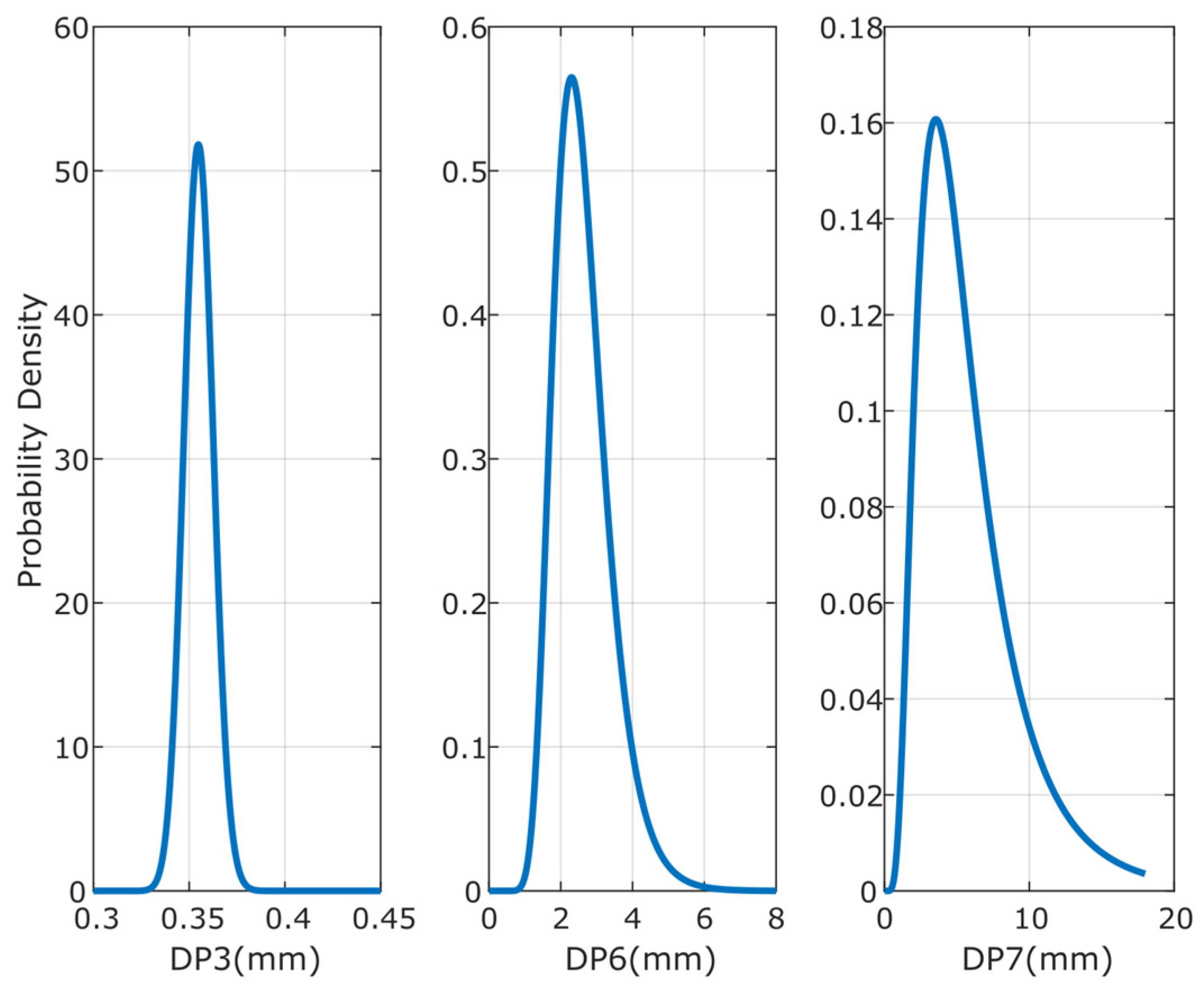
Three different packed beds have been analyzed in this study with particles sizes covering a wide range of diameters from 315 µm to 6 mm.
Table 1 specifies the minimum and maximum particle size and the parameters for the log-normal distribution of particle size followed by the distribution graph in
Figure 1.
The biomass char employed as the packed bed material is from dried spruce chips [
20] and its intrinsic properties have been mentioned in
Table 2. As mentioned earlier, Young’s modulus and Poisson’s ratio of biochar particles are considered as intrinsic properties of the material for which a range of experimental values exist in the literature and the values mentioned in
Table 2 has been selected according to the properties of the respective biochar. However, it is also worth mentioning that the generated packed beds have not exhibited any significance variance in the void fraction or densification upon the sensitivity study applying different values of Young’s modulus and Poisson’s ratio within the range available in the literature (see
supplementary Figures S1 and S2).
In addition, the normal and tangential restitution coefficients (
Cn,rest,
Ct,rest) have been 0.3, according to the shape of particles, the dropping angle of particles in the crucible and the material properties [
28].
The geometry of the bed has been selected according to [
13], which is a cylindrical crucible with diameter of 20 mm and height of 18 mm in order to validate the numerical data.
In order to capture the particle-particle interactions more accurately, the mesh size used in DEM should be as large as the largest particle, which will be coarser than typical CFD simulations. This is because the DEM solver models each particle as an individual entity and the performance of the bed is highly dependent on the size and shape of particles. If a large particle is assigned to a cell that is smaller than its diameter, it can lead to higher void fractions in the simulation than the reality. Large particles might not have enough space to properly interact with its neighboring particles, leading to a distorted representation of the packing arrangement [
23].
For the samples modeled in this study, the mesh has been selected to be polyhedral and the mesh base size has been 2 mm for the samples Dp6 and Dp7 and 0.5 mm for Dp3. It should be noted that the DEM mesh base size is for the purpose of generating the packed bed of particles. For further simulation of fluid flow or heat and mass transfer, the mesh size shall be adjusted to match the requirements from each application.
The surface injector has been implemented at the top surface of the crucible to introduce particles into the simulation domain. Particle injection settings, i.e., injection rate and time, have been adjusted by observing the DEM simulation. Injection rate has been set to the maximum physical limit that avoids overlaps among the particles at the injection surface. Meanwhile, injection time has been adjusted to make the final volume of the packed beds be equal to the one in Ref. [
20], i.e., 6500 mm
3.
2.3. Calculation of the Void Fraction
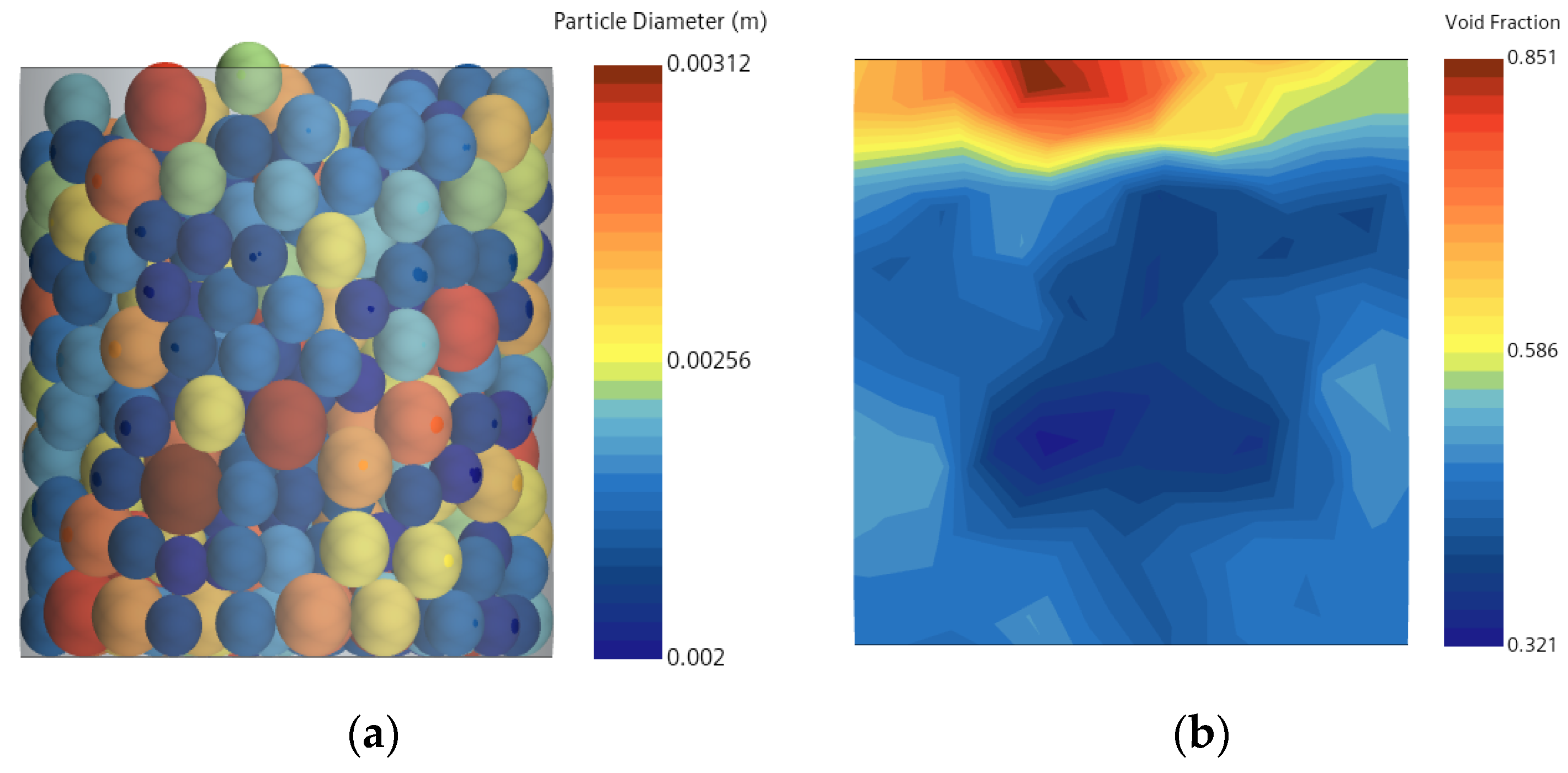
The DEM-generated packed bed has been analyzed in terms of the bed-scale volume-averaged void fraction together with the local area-based void fraction. The general definition of the volume-averaged void fraction (
) is the ratio of the volume space between the particles (
Vvoid) to the overall volume of the bed containing the particles (
Vbed). This could be expressed as:
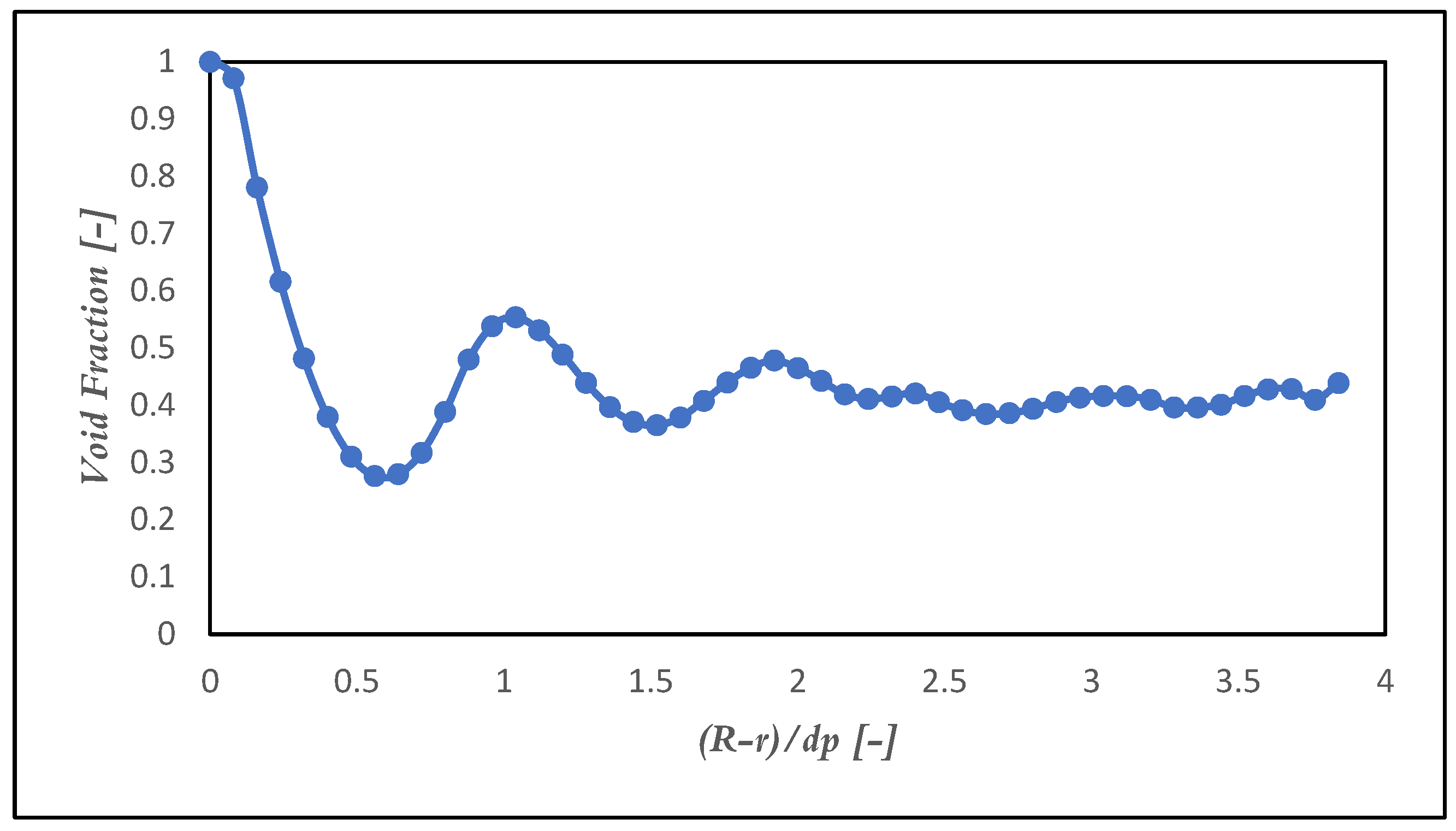
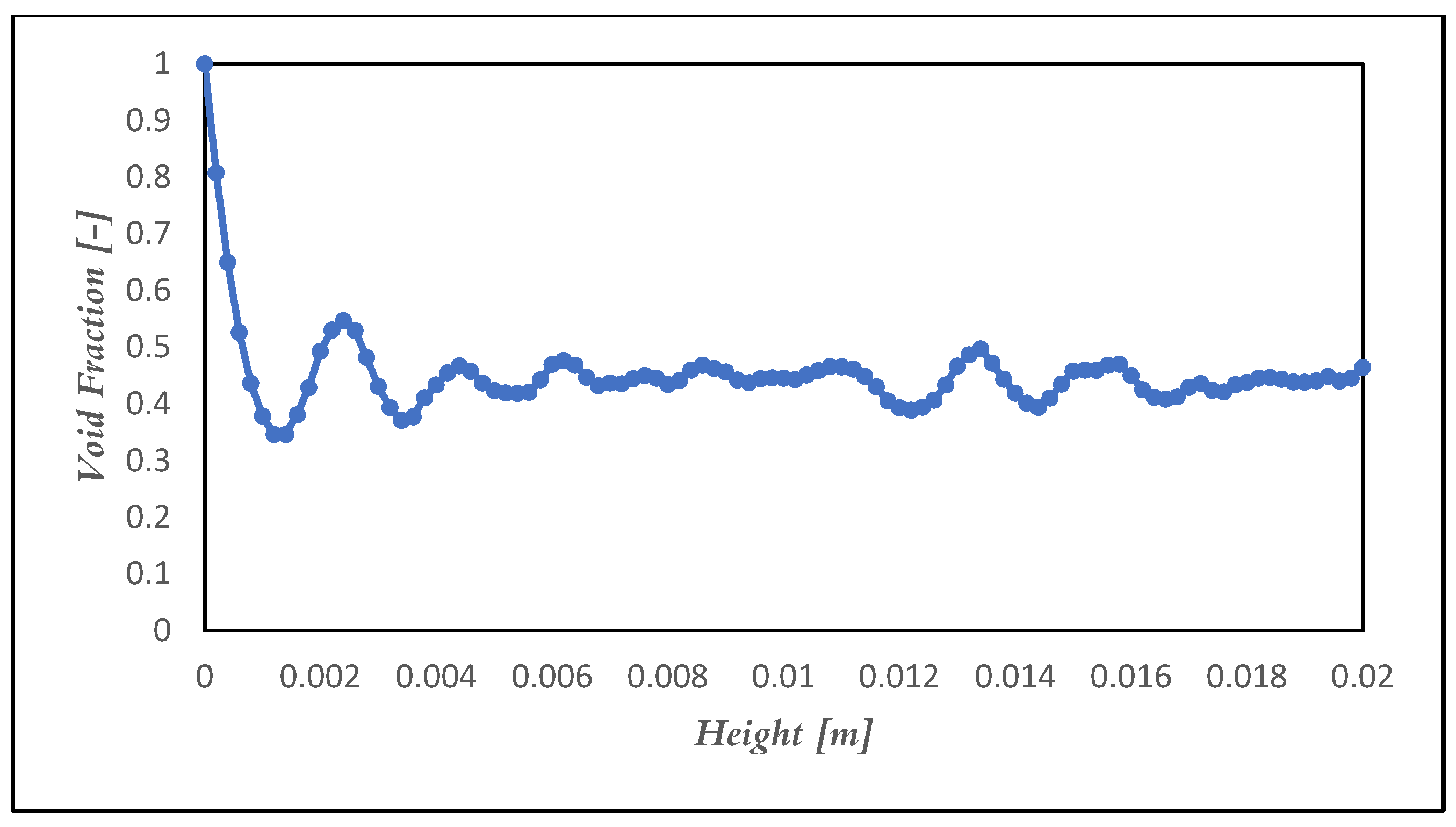
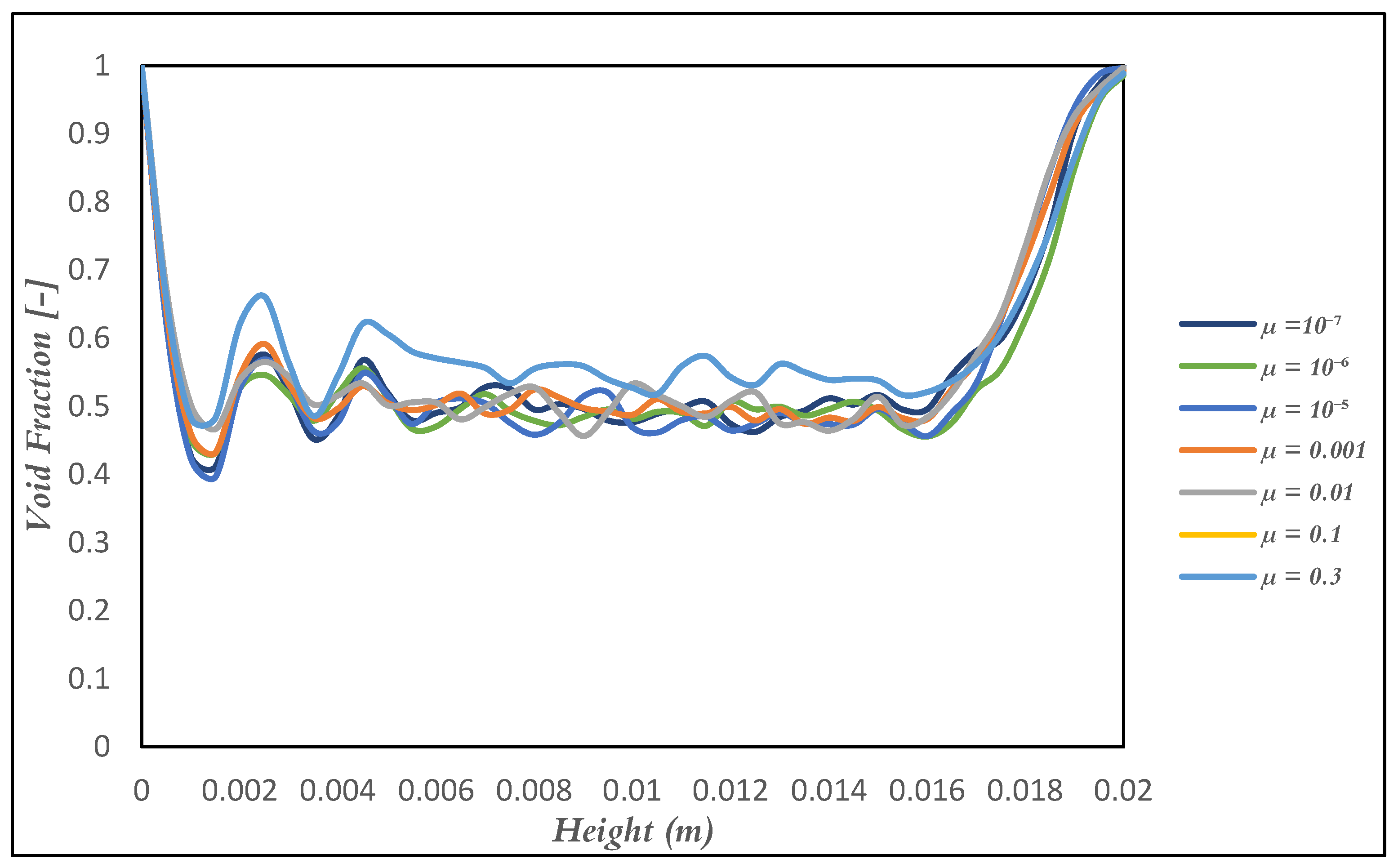
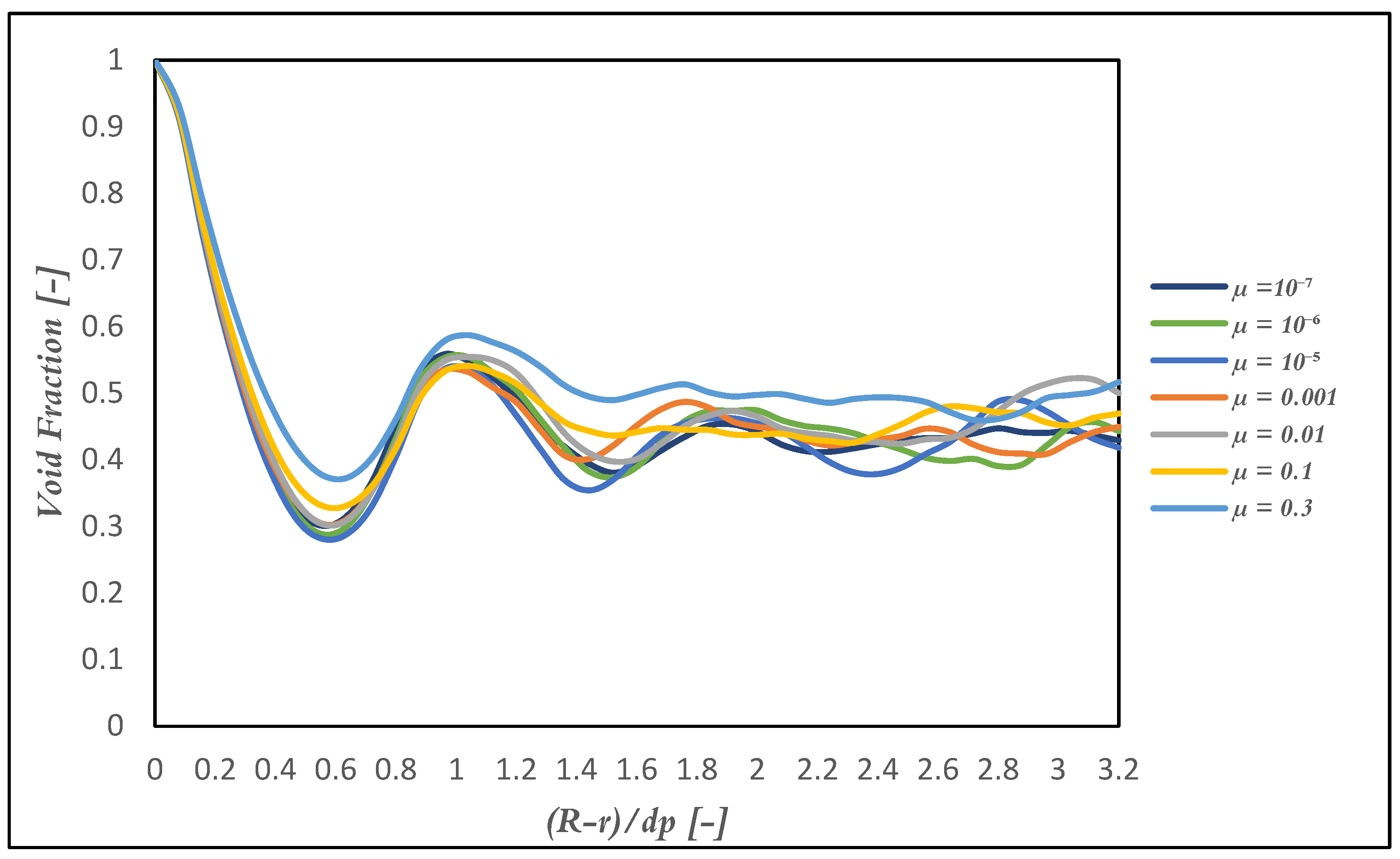
In addition, radial and vertical distributions of area-based void fractions have been computed. For the radial profile, cylindrical sectional planes have been taken starting from the center of the cylinder and extending towards the wall. The area-based void fraction has then been calculated at regular intervals of 0.2 mm along these section planes. Similarly, for the vertical profiles, cross section planes parallel to the base have been taken along the height of the cylinder, starting from the bottom upwards. The area-based void fraction has been computed at increments of 0.2 mm.
Figure 2 displays a schematic of the section planes over which the radial and vertical distributions of void fraction have been computed. The definition of area-based volume fraction can be expressed with the area of respective plane (
Aplane) and the area of void in the plane (
Avoid) as:
In STAR-CCM+, the “Packed Bed Void Fraction” is a field function used to calculate the void fraction in a packed bed of particles, defined as the ratio of the volume of the voids to the total volume of the packed bed [
23]. This field function shall be accurate since it can be applied to further simulations of the packed bed and its correctness affects its overall performance. To get this built-in function in STAR-CCM+ as close to the real values as possible, the number of DEM sub-steps has significant influence. Using coarse sub-steps cannot capture the variation of void faction close to center of the cylinder and predicts the quite constant void fraction. This is due to the fact that coarser sub-steps in STAR-CCM+ indicates lower resolution of the DEM particles and consequently less capability of capturing the space between particles. It would be preferred to use smaller sub-steps but due to computational cost, especially for industrial applications where the bed size is larger, one shall find a trade-off between number of sub-steps and accuracy.
4. Conclusions
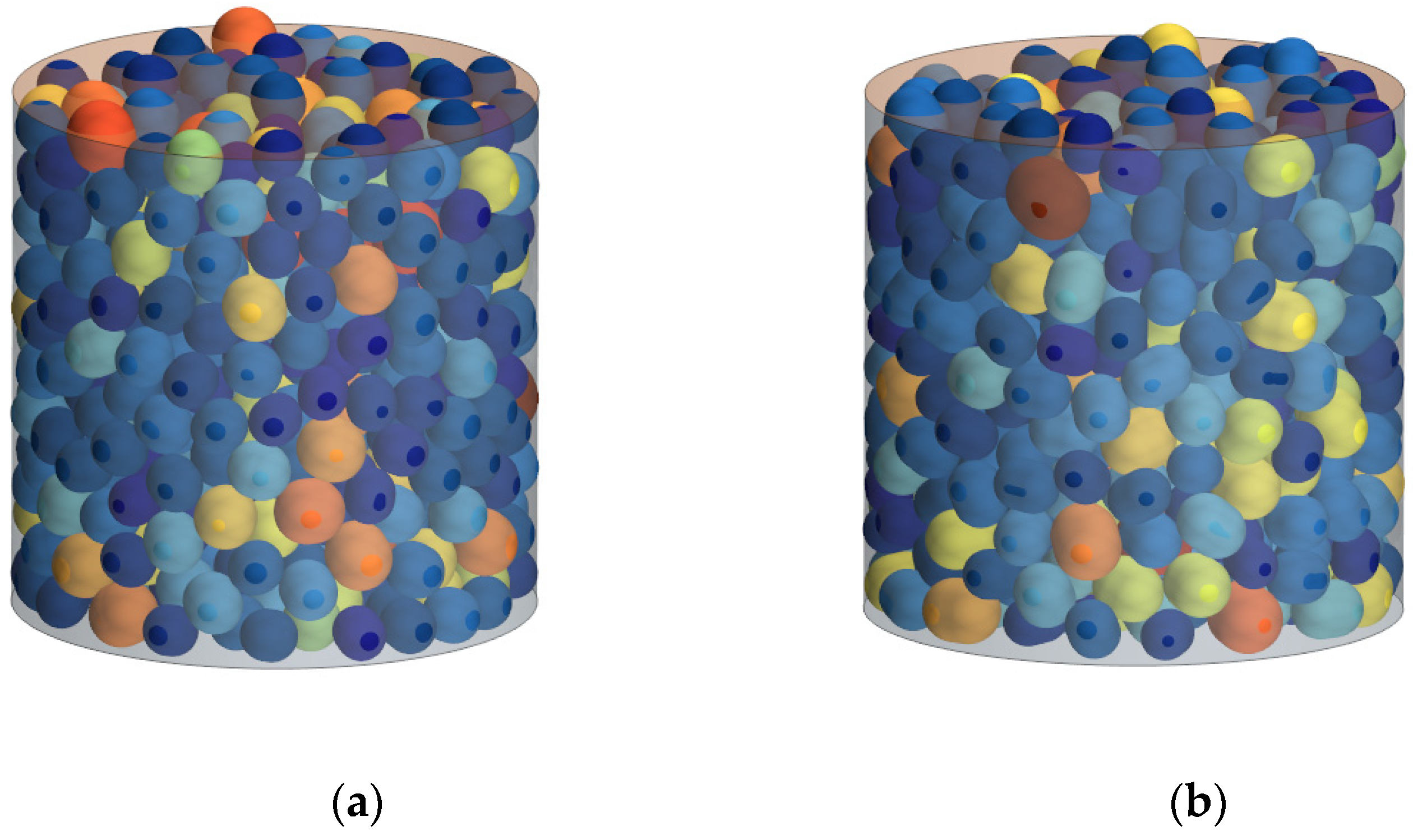
In this investigation, the DEM (Discrete Element Method) approach, implemented within STAR-CCM+, was employed to generate numerical models of packed beds with spherical particles.
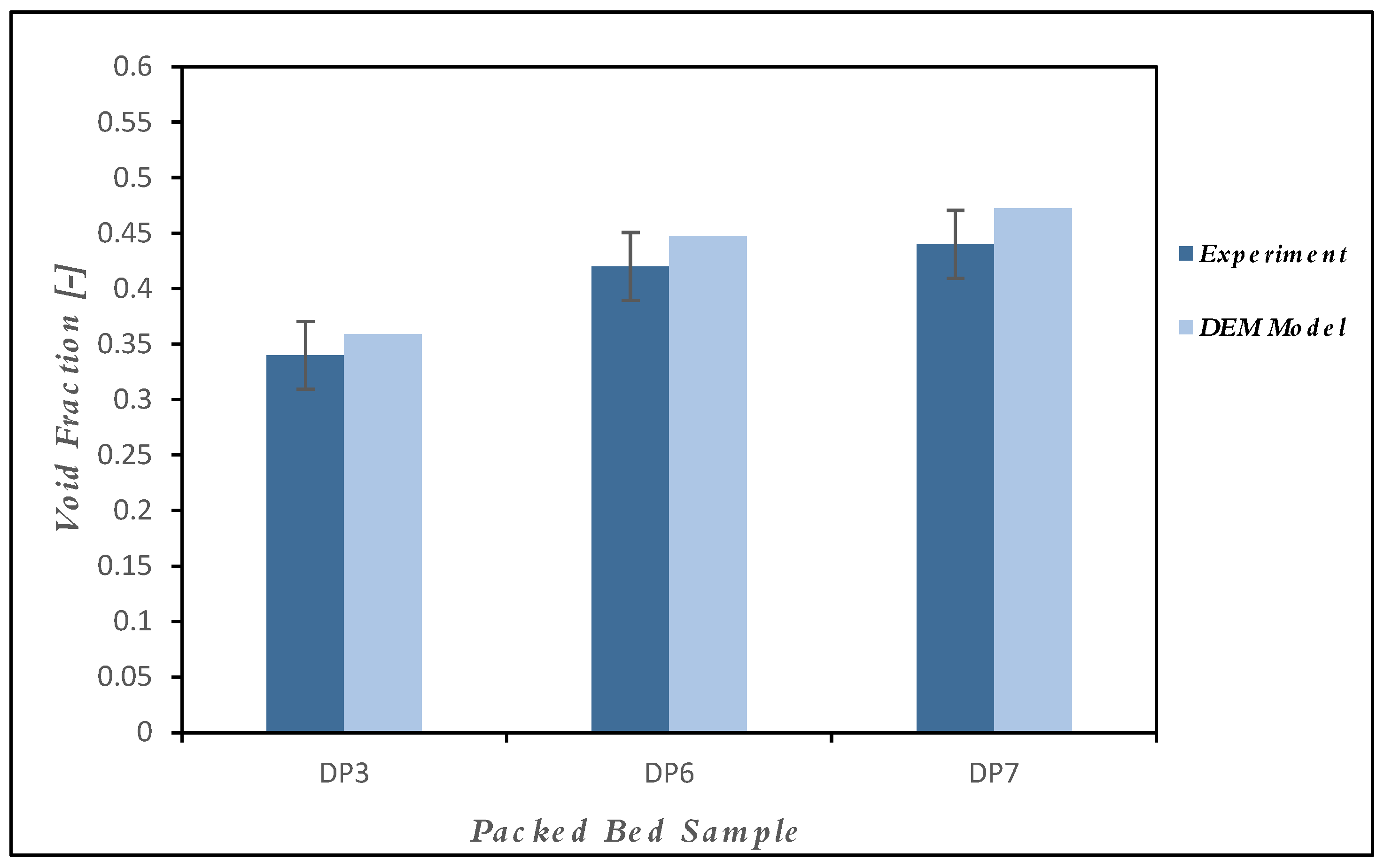
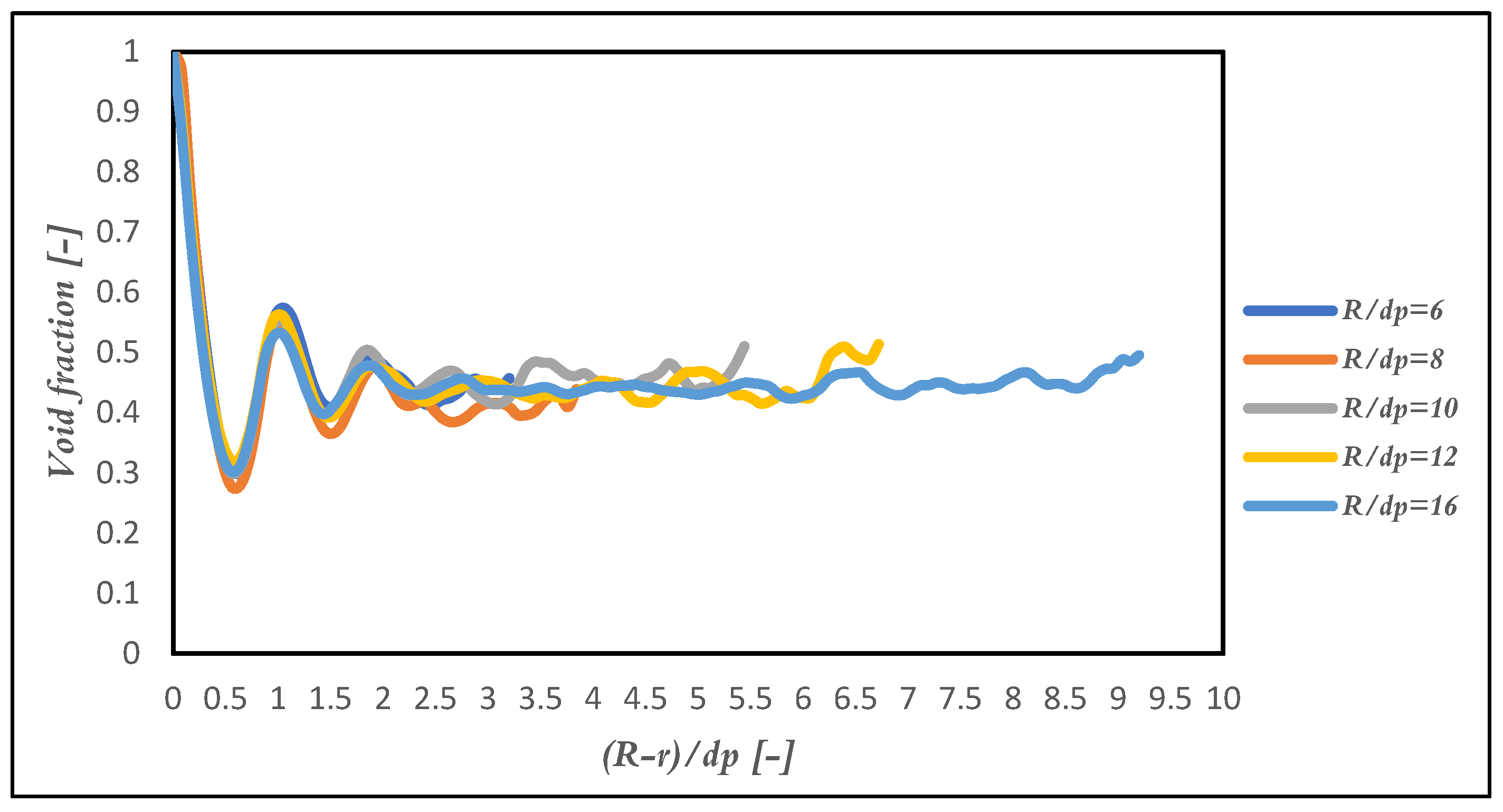
The initial section of this study evaluated how the chosen DEM method for generating packed beds influences porosity. This assessment concludes that the number of sub-steps used should be adequately large to capture particle resolution yet not excessive to avoid excessive computational time and cost. For a sample size range of 2 mm to 3 mm, an optimal number was identified through a trade-off approach. A suggestion was made to employ a smaller number of sub-steps during particle injection, gradually increasing to a higher value for settling. The generated bed has exhibited good agreement with the experimental results with the same geometry and particle size range. Moreover, a detailed analysis of the void fraction distribution in radial and vertical directions revealed that inner cylinder regions closely aligned with experimental values, while nearer to the wall, fluctuations led to greater void fraction variations.
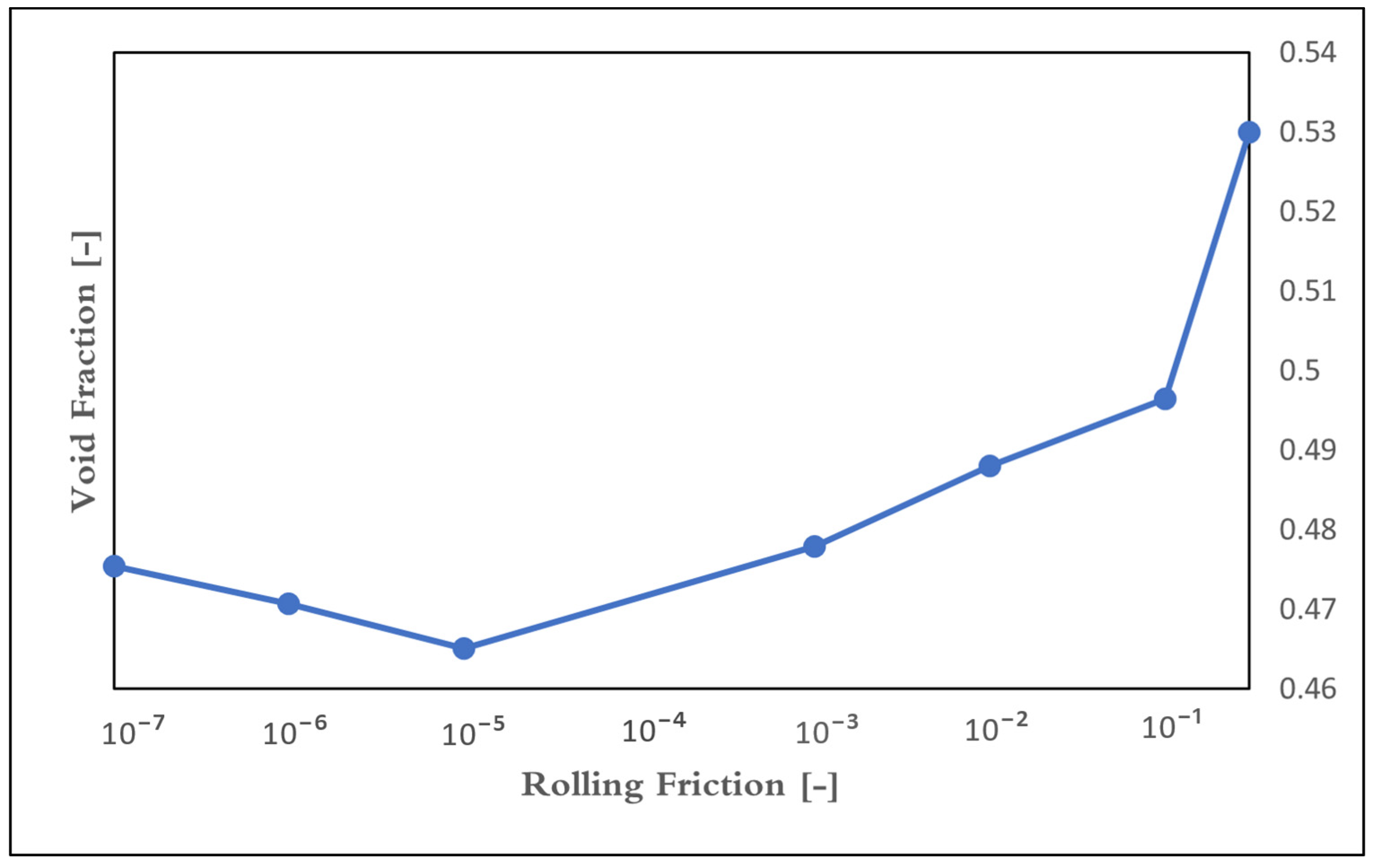
The second part of the study investigated the impact of rolling friction coefficient, both among particles and with the wall, on the precision of packed bed generation. It was determined that rolling friction coefficients exceeding 10−5 resulted in significant deviations from the void fraction of densely packed bed, while coefficients below this threshold led to minor deviations from experimental values. Moreover, it is concluded that choosing a proper rolling friction at higher values could create similar conditions as of a loosely packed bed albeit the outcome would be affected by material properties and packing conditions significantly. Consequently, selecting an appropriate rolling friction value becomes pivotal for achieving accurate simulations of particle packed beds using the DEM method.
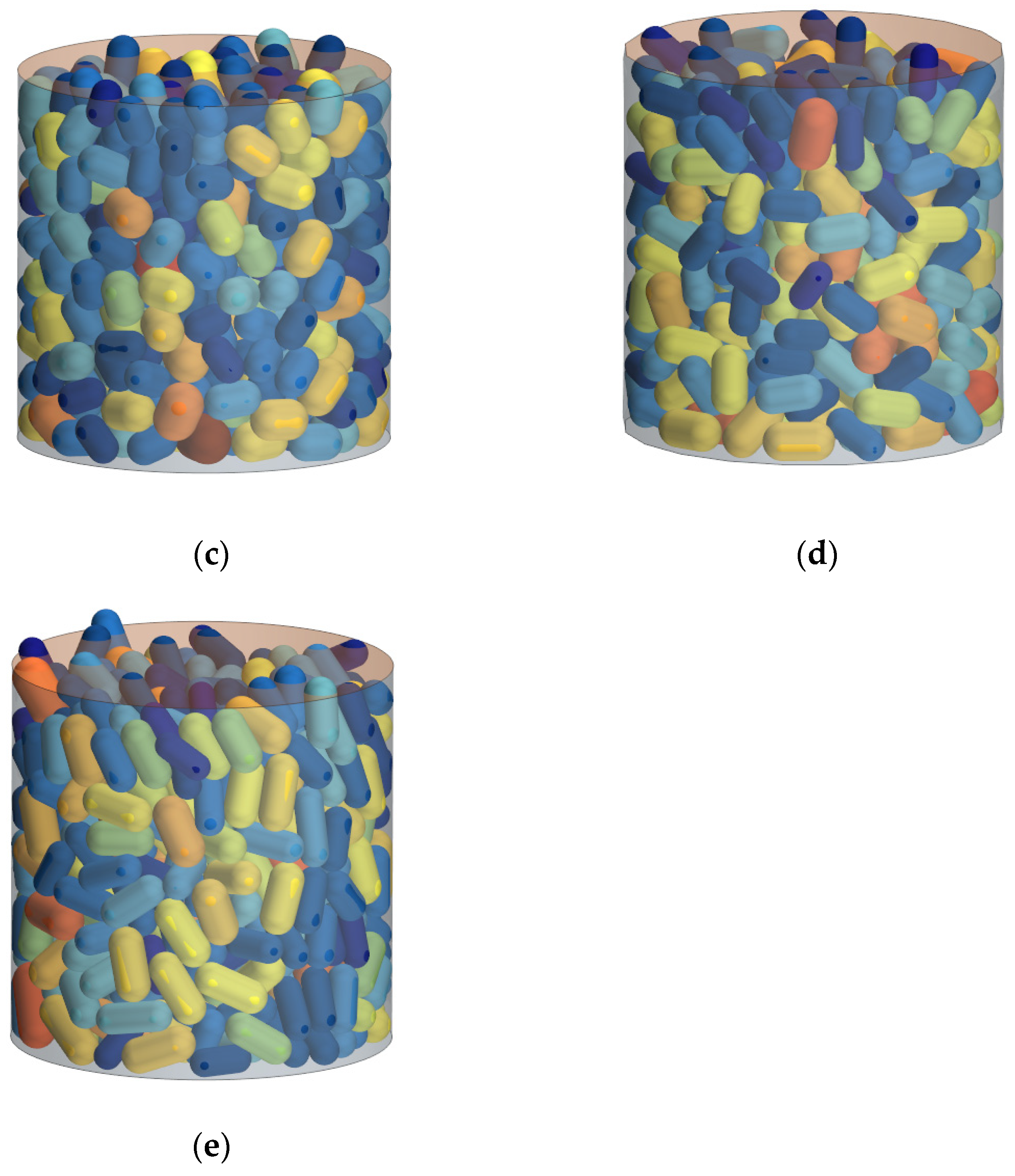
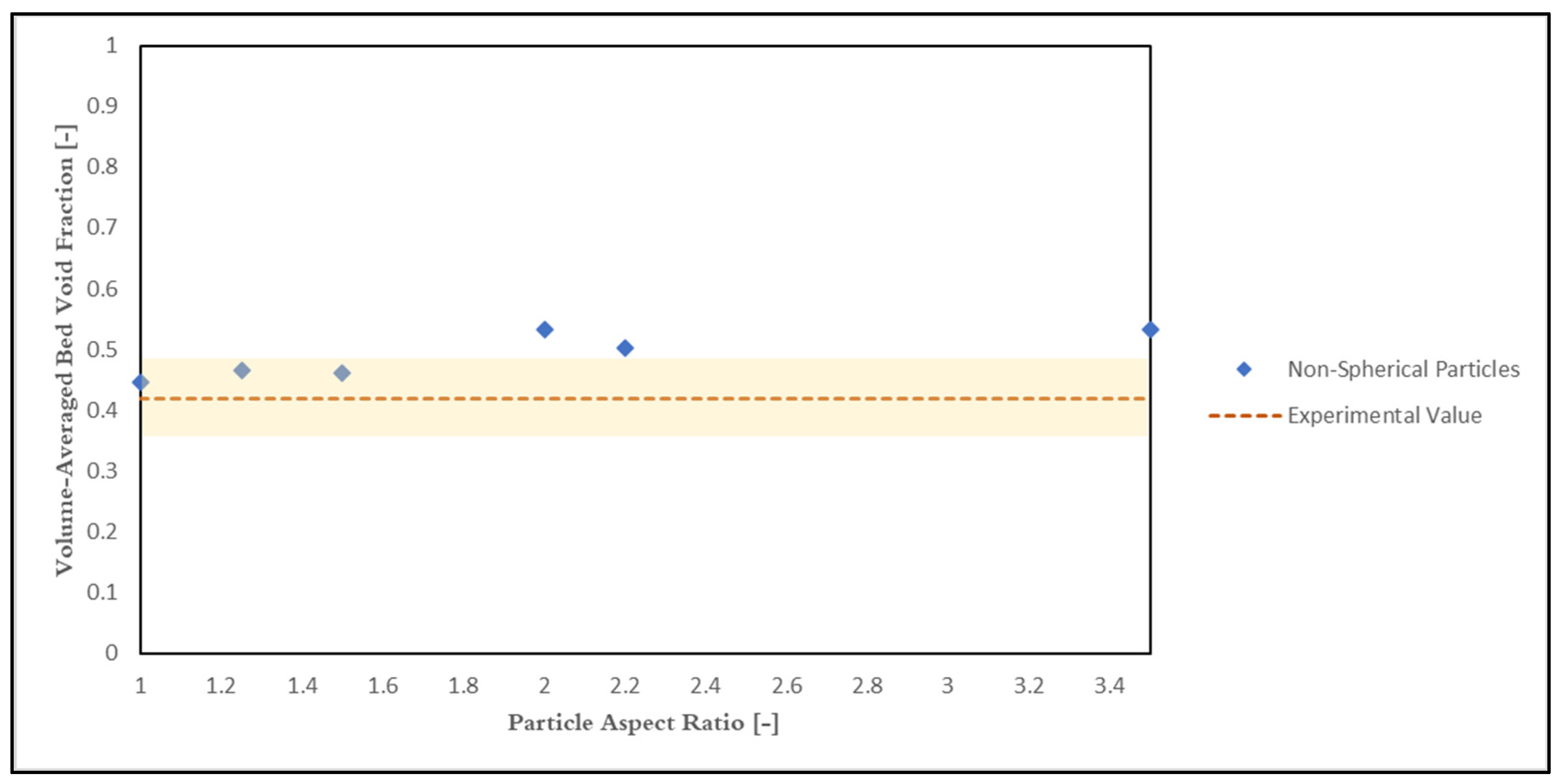
In the last section of this study, the influence of particles morphology has been investigated. Six different ellipsoidal shapes with aspects ratios of 1.2, 1.5, 2, 2.2 and 3.5 have been studied and the volume-averaged bed void fraction for one of the samples have been compared with spherical and experimental values. The results showed that deviations from spherical towards cylindrical-shaped particles increase the void fraction by more than 0.1. However, this deviation was not significant up to the aspect ratios of 1.5 and applying suitable rolling friction coefficients for beds of spherical particles could well mimic the behavior of non-spherical particle.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}