
Influence of Particle Properties on Filter Cake Compaction Behavior under Oscillatory Shear


Abstract
1. Introduction
2. Materials and Methods
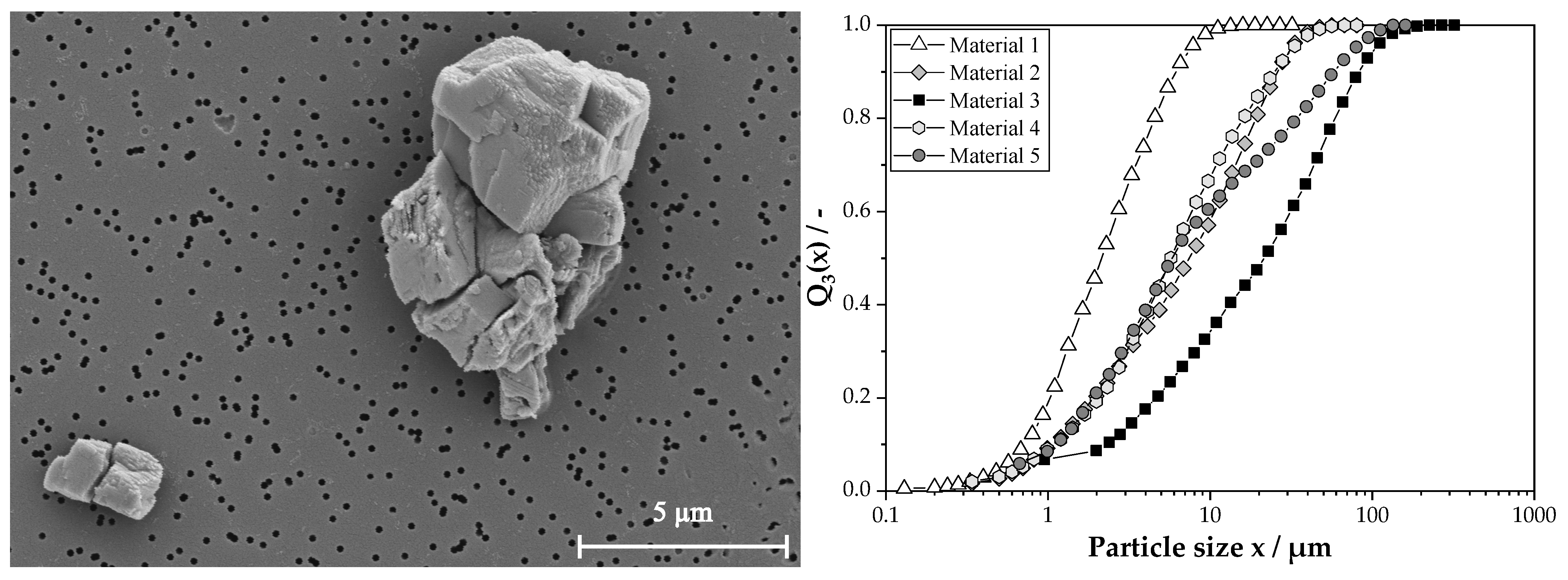
2.1. Particle Systems and Slurry Preparation
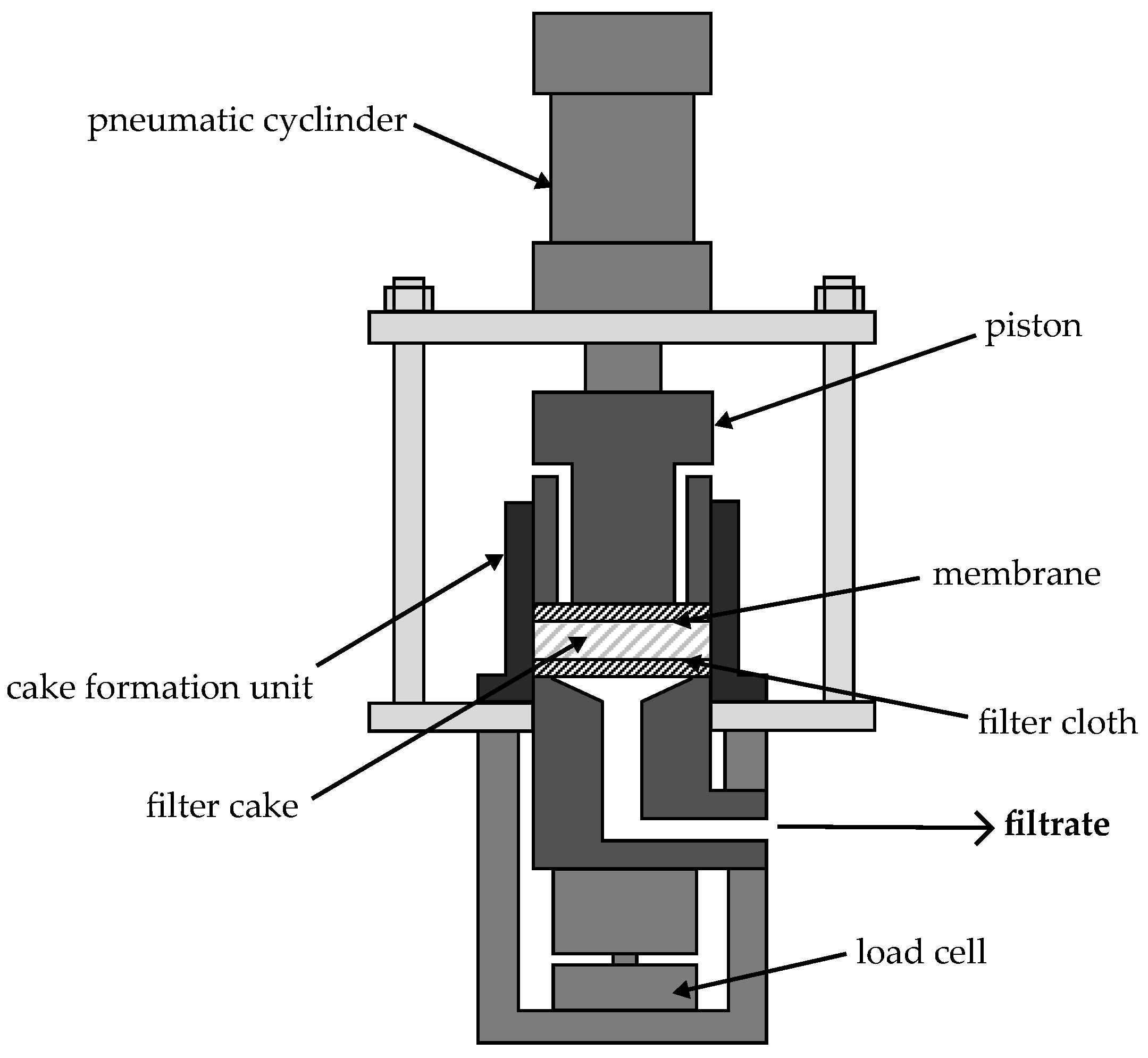
2.2. Press Compaction in the Compression-Permeability Cell
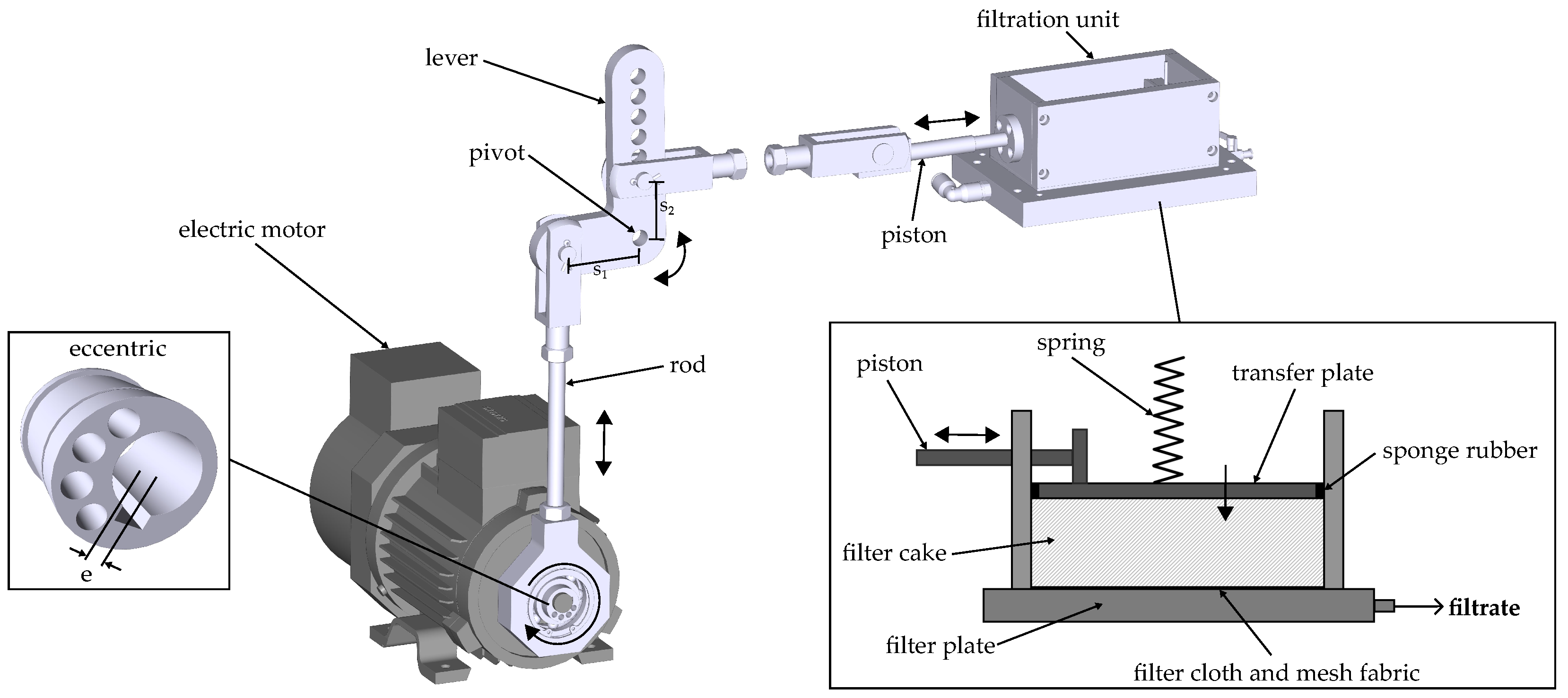
2.3. Compaction by Oscillatory Shear at Low Pressure
3. Results and Discussion
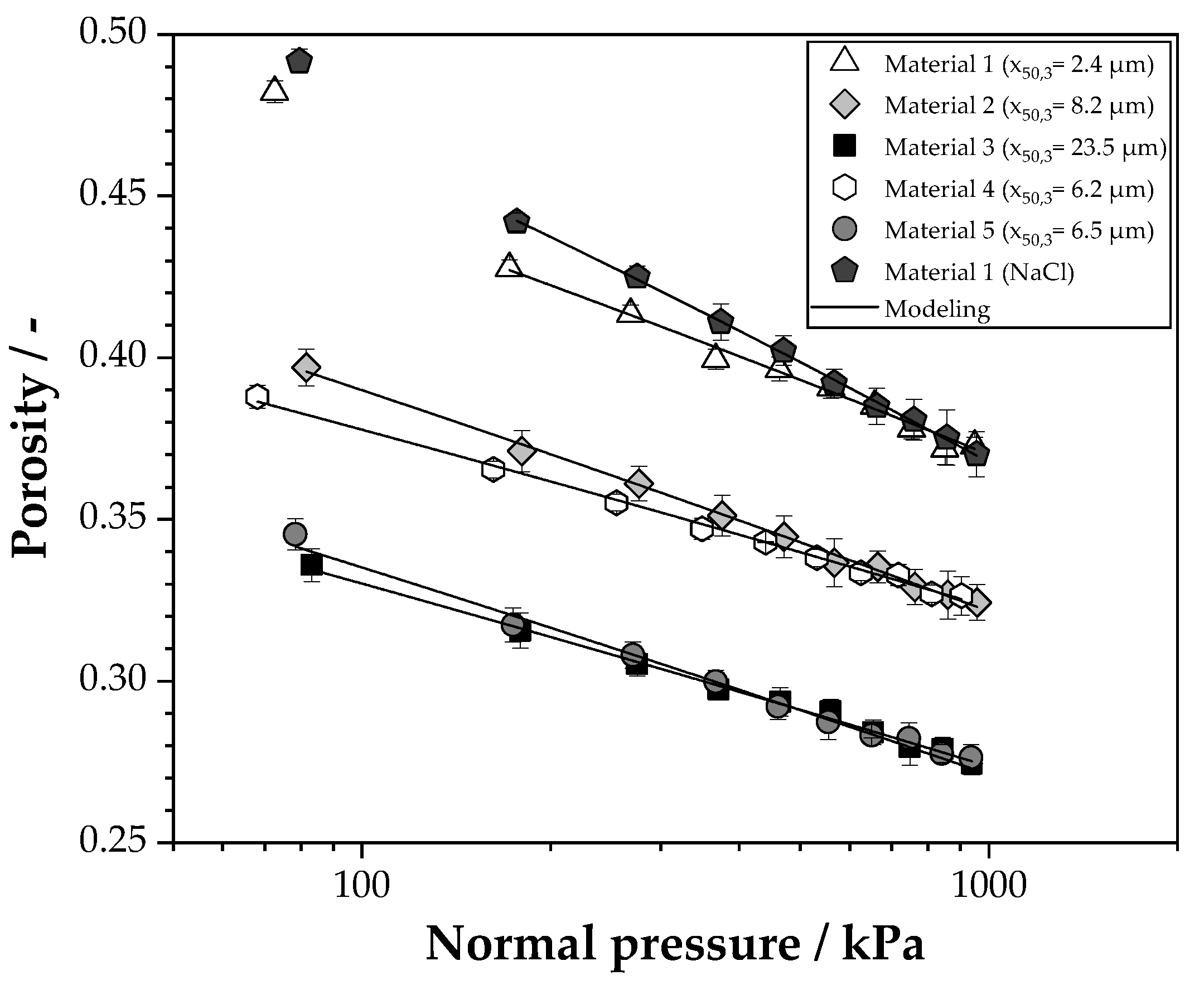
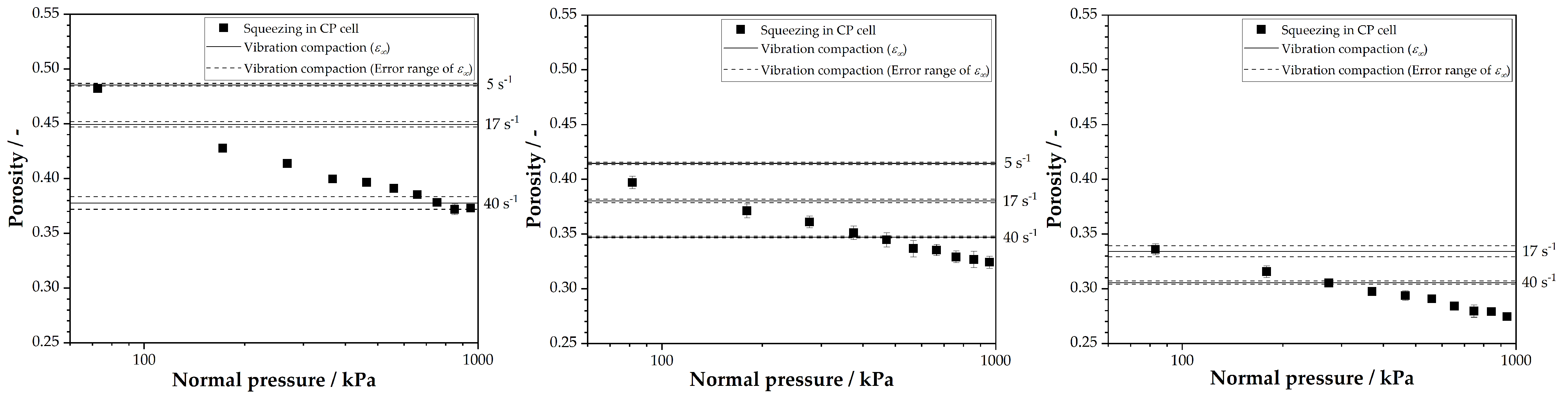
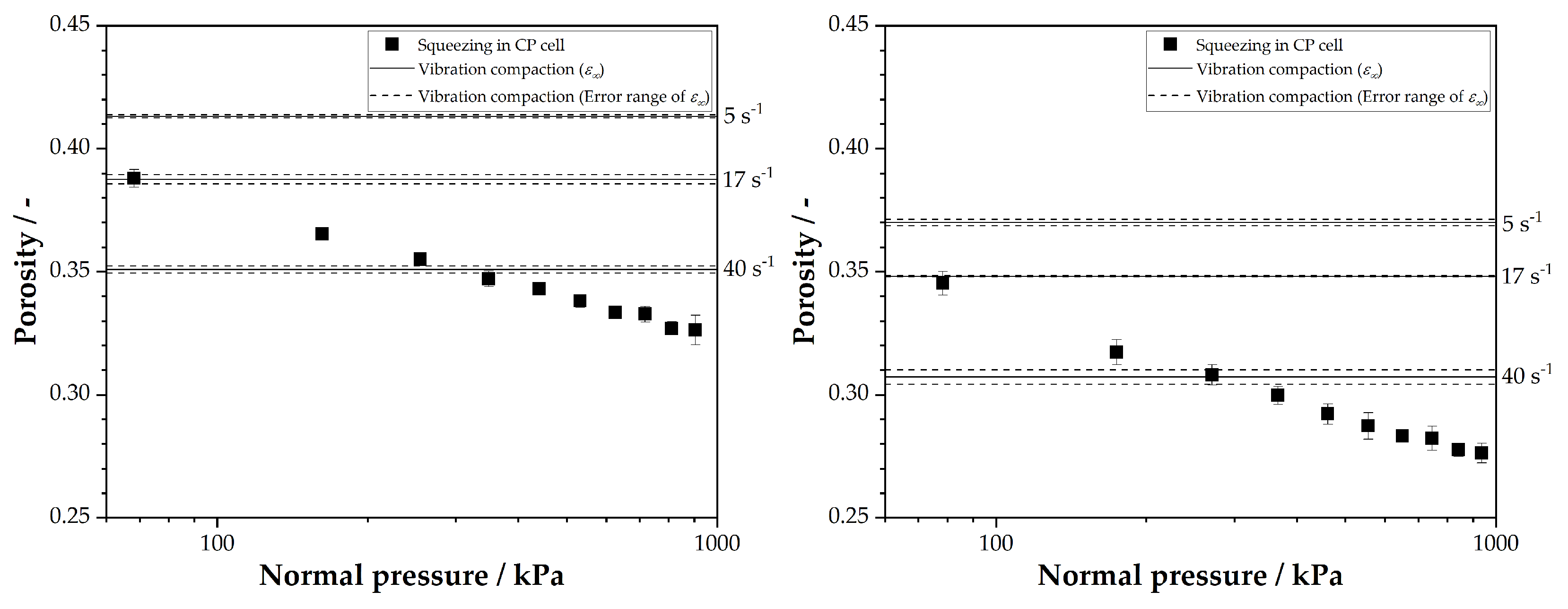
3.1. Characterization of Filter Cake Compressibility under Squeezing
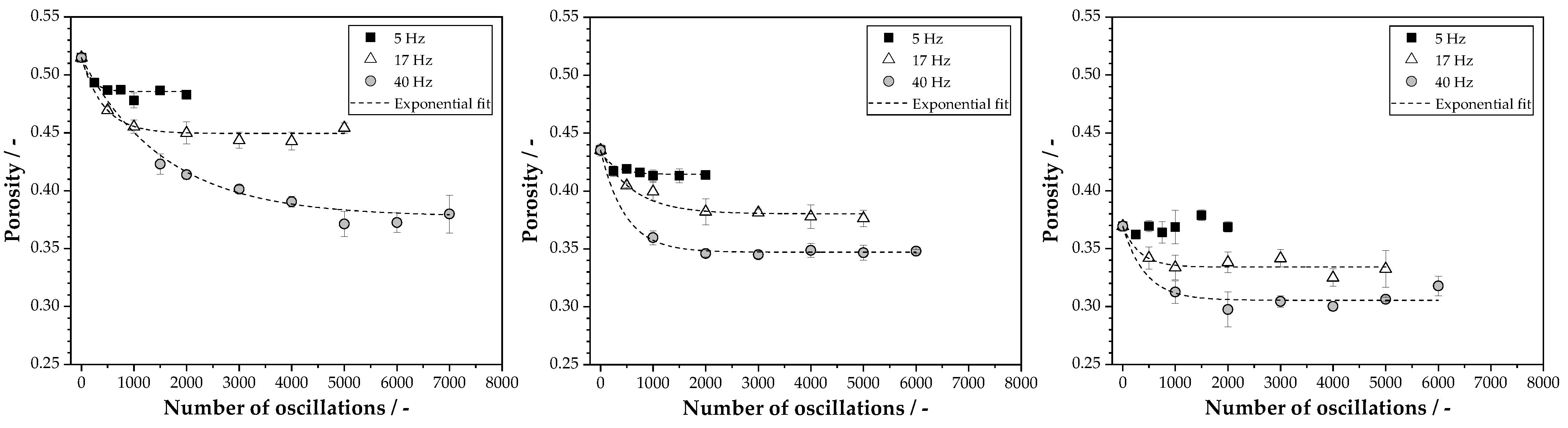
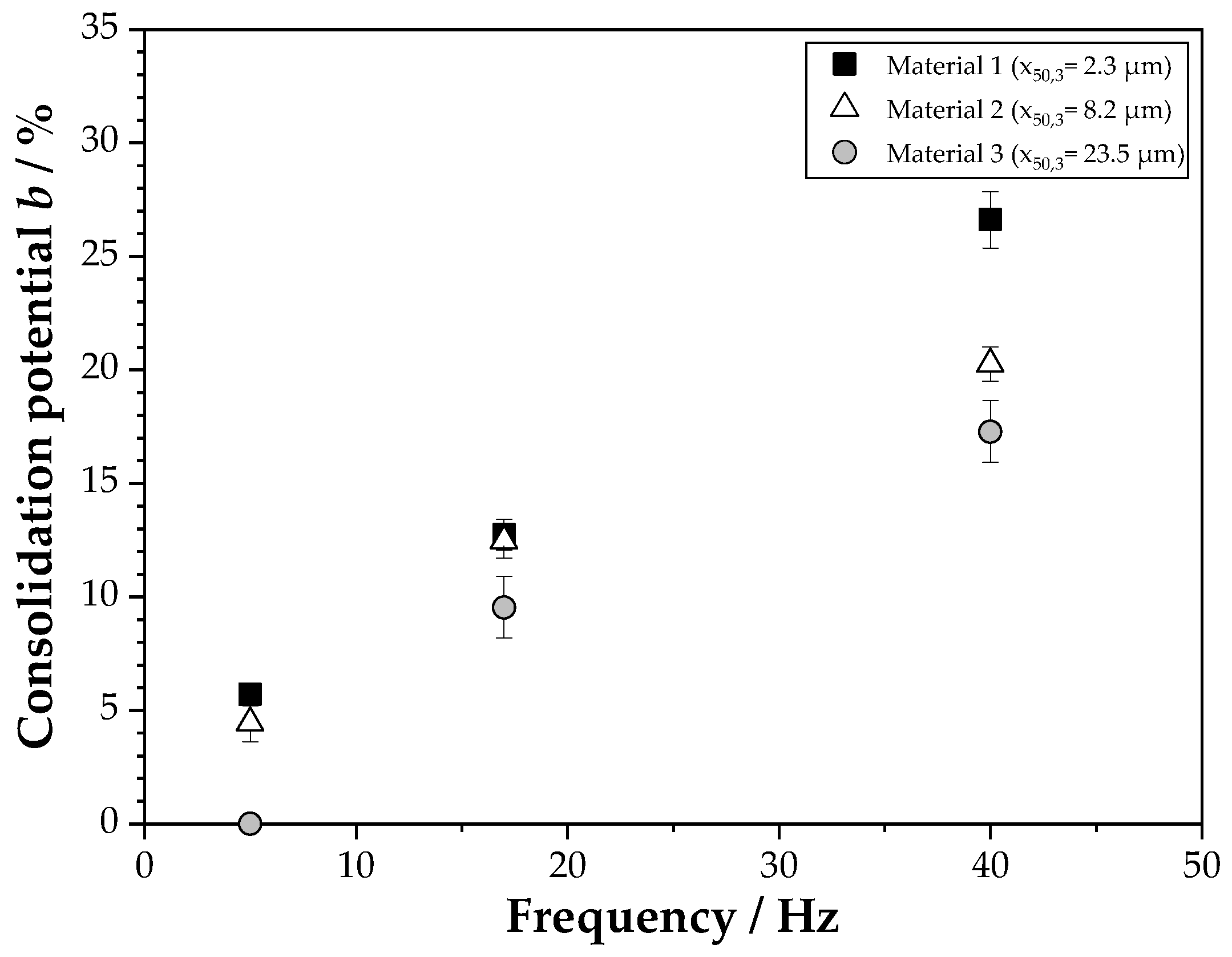
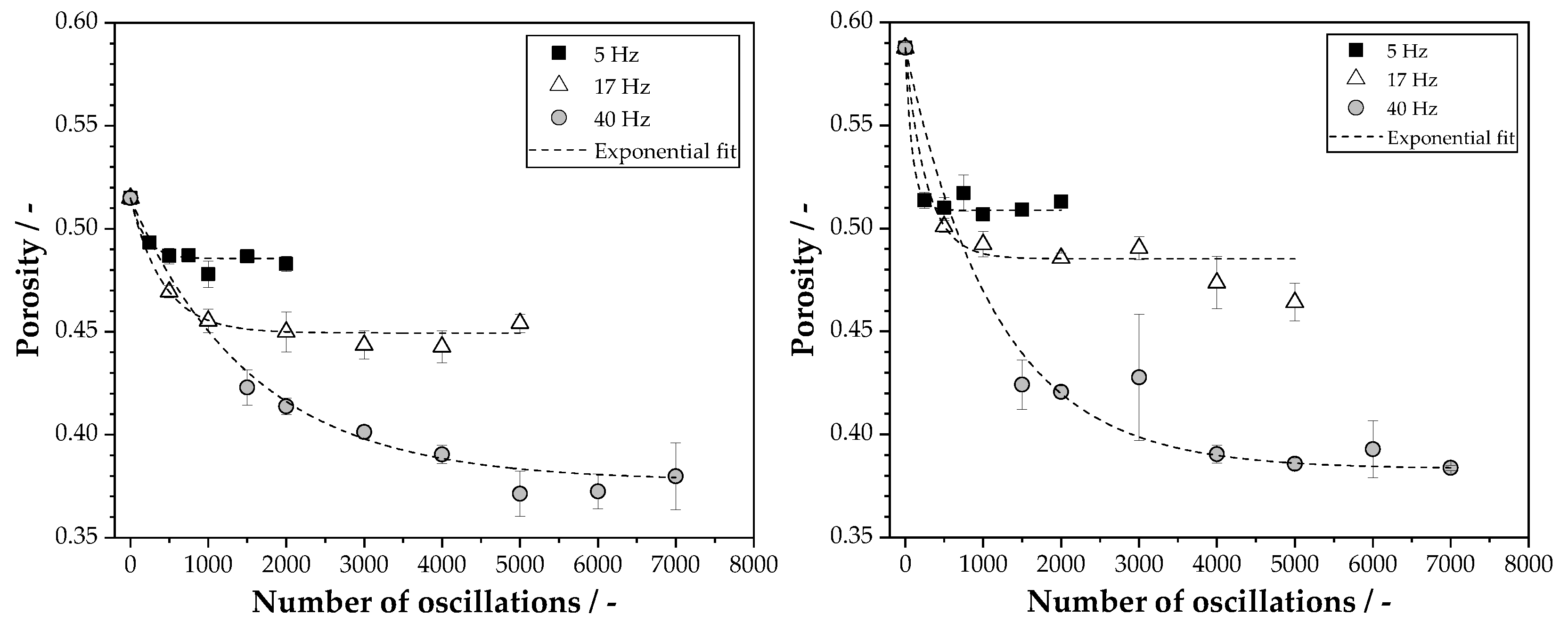
3.2. Influence of the Mean Particle Size on the Compaction Behavior under Oscillatory Shear
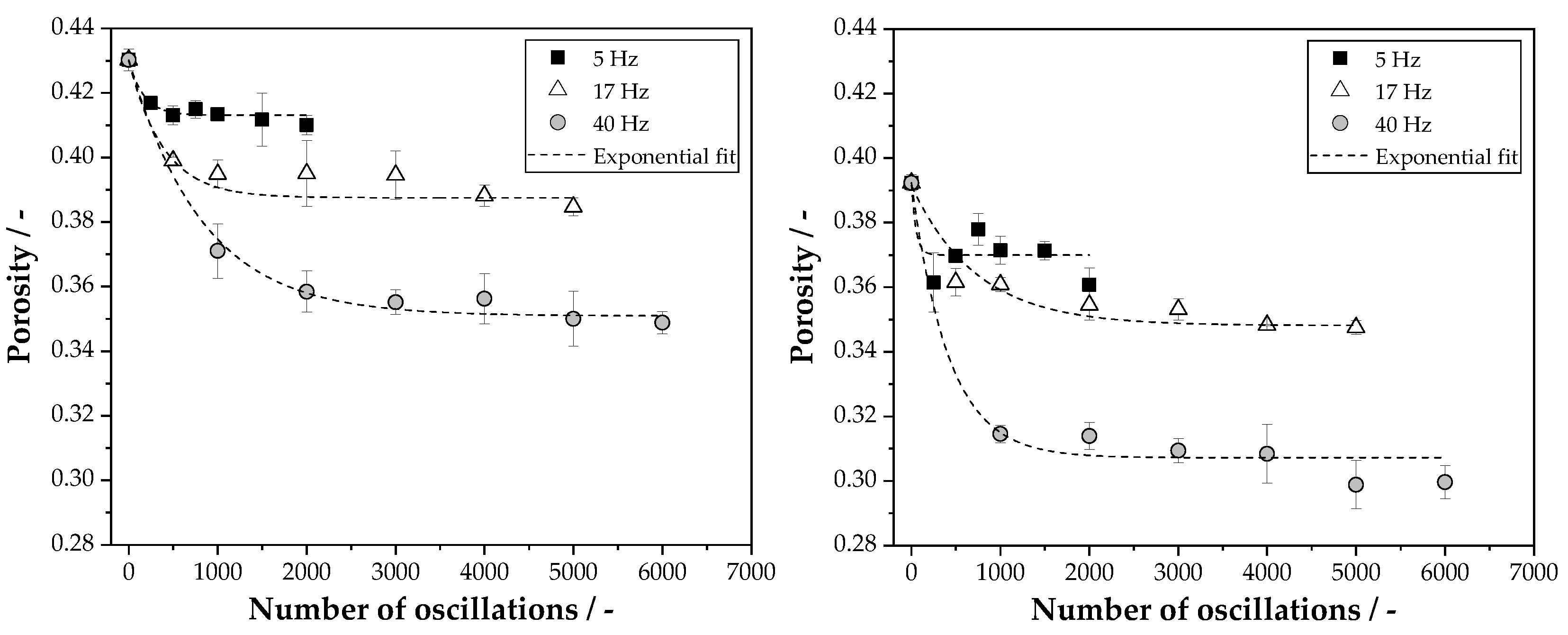
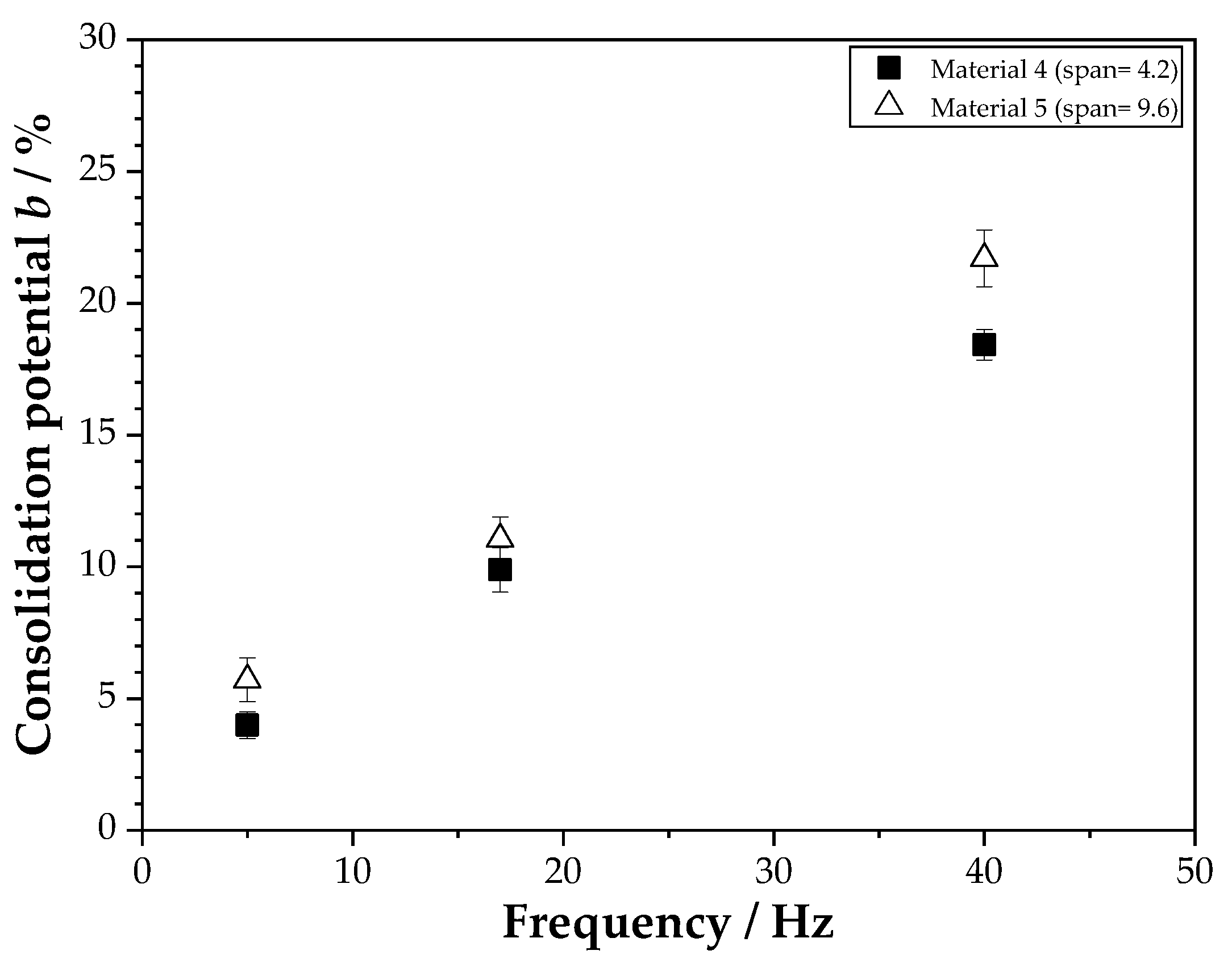
3.3. Influence of the Width of Particle Size Distribution on Compaction Behavior under Oscillatory Shear
3.4. Impact of Increasing the Agglomeration State on the Compaction Effect of Oscillatory Shear
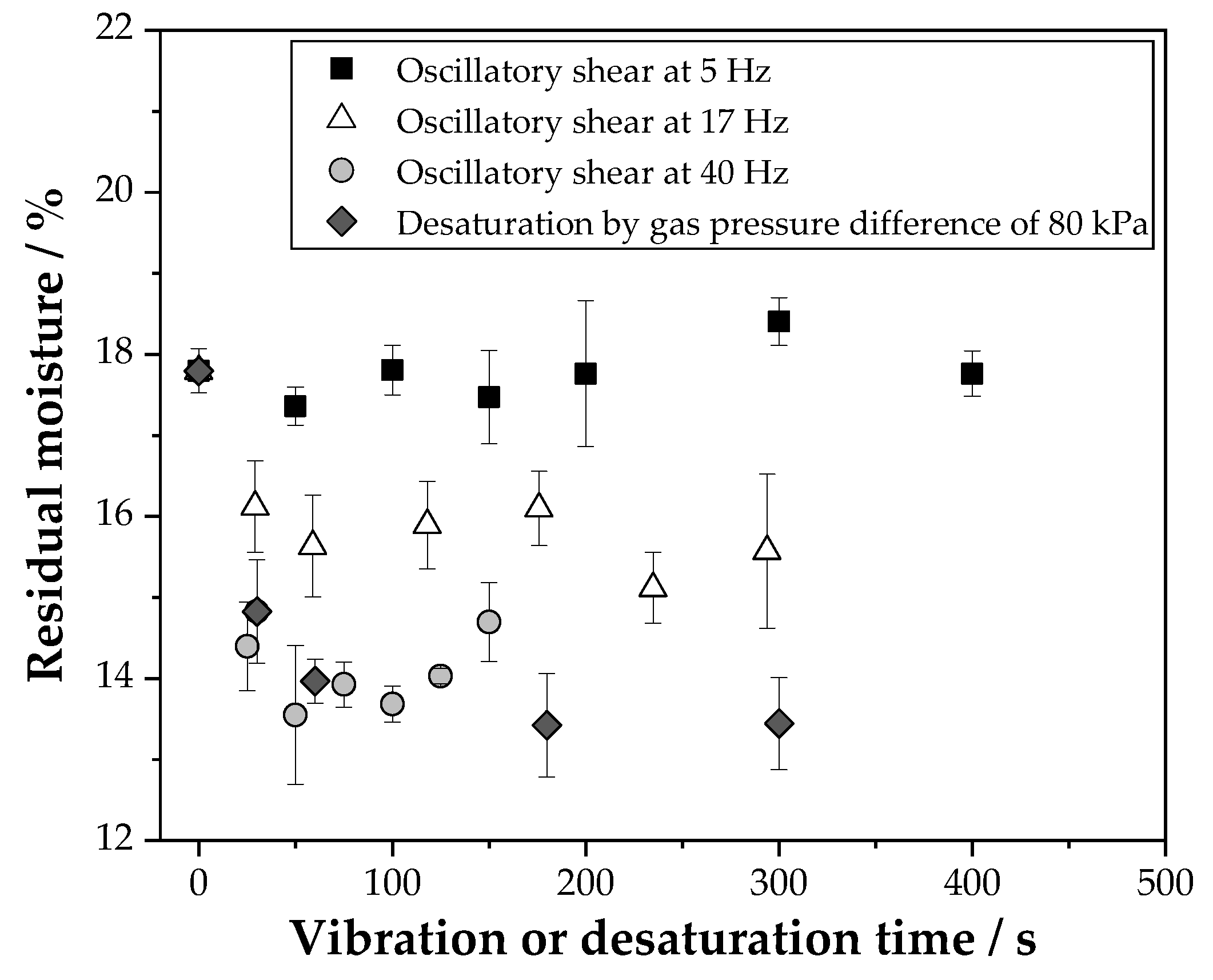
3.5. Comparison of the Compaction or Deliquoring Results by Oscillatory Shear to Other Mechanical Methods
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| CP cell | Compression-permeability cell |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Frequency/Hz | /- | B/- | /- | /- |
|---|---|---|---|---|
| 5 | 0.486 ± 0.001 | 0.029 ± 0.003 | 186 | 0.9560 |
| 17 | 0.449 ± 0.003 | 0.066 ± 0.003 | 422 | 0.9850 |
| 40 | 0.378 ± 0.006 | 0.137 ± 0.006 | 1578 | 0.9940 |
| Frequency/Hz | /- | B/- | /- | /- |
|---|---|---|---|---|
| 5 | 0.414 ± 0.001 | 0.019 ± 0.004 | 270 | 0.8246 |
| 17 | 0.380 ± 0.002 | 0.054 ± 0.003 | 637 | 0.9808 |
| 40 | 0.347 ± 0.001 | 0.088 ± 0.003 | 465 | 0.9919 |
| Frequency/Hz | /- | B/- | /- | /- |
|---|---|---|---|---|
| 5 | - | - | - | - |
| 17 | 0.334 ± 0.004 | 0.035 ± 0.005 | 322 | 0.8942 |
| 40 | 0.305 ± 0.002 | 0.064 ± 0.005 | 429 | 0.9651 |
| Frequency/Hz | /- | B/- | /- | /- |
|---|---|---|---|---|
| 5 | 0.413 ± 0.001 | 0.017 ± 0.002 | 165 | 0.9255 |
| 17 | 0.388 ± 0.002 | 0.043 ± 0.004 | 386 | 0.9582 |
| 40 | 0.351 ± 0.002 | 0.079 ± 0.002 | 833 | 0.9949 |
| Frequency/Hz | /- | B/- | /- | /- |
|---|---|---|---|---|
| 5 | 0.370 ± 0.001 | 0.022 ± 0.003 | 50 | 0.8860 |
| 17 | 0.348 ± 0.000 | 0.043 ± 0.003 | 730 | 0.9698 |
| 40 | 0.307 ± 0.003 | 0.085 ± 0.004 | 418 | 0.9880 |
| Frequency/Hz | /- | B/- | /- | /- |
|---|---|---|---|---|
| 5 | 0.509 ± 0.001 | 0.079 ± 0.004 | 90 | 0.9881 |
| 17 | 0.485 ± 0.003 | 0.102 ± 0.004 | 270 | 0.9898 |
| 40 | 0.383 ± 0.001 | 0.204 ± 0.002 | 1161 | 0.9992 |
References
- Gerl, S.; Stahl, W. Improved dewatering of coal by steam pressure filtration. Coal Prep. 1996, 17, 137–146. [Google Scholar] [CrossRef]
- Couturier, S.; Valat, M.; Vaxelaire, J.; Puiggali, J. Enhanced expression of filter cakes using a local thermal supply. Sep. Purif. Technol. 2007, 57, 321–328. [Google Scholar] [CrossRef]
- Anlauf, H. Wet Cake Filtration: Fundamentals, Equipment, and Strategies; John Wiley & Sons: Hoboken, NJ, USA, 2019. [Google Scholar]
- Vaxelaire, J.; Bongiovanni, J.M.; Puiggali, J.R. Mechanical dewatering and thermal drying of residual sludge. Environ. Technol. 1999, 20, 29–36. [Google Scholar] [CrossRef]
- Schubert, H. Untersuchungen zur Ermittlung von Kapillardruck und Zugfestigkeit von feuchten Haufwerken aus körnigen Stoffen; H. Schubert: Wettringen, Germany, 1972. [Google Scholar]
- Lloyd, P.; Dodds, J. Liquid retention in filter cakes. Filtr. Sep. 1972, 9, 91–96. [Google Scholar]
- Rushton, A.; Hameed, M. The effect of concentration in rotary vacuum filtration. Filtr. Sep. 1969, 6, 136. [Google Scholar]
- Anlauf, H.; Bott, R.; Stahl, W.; Krebber, A. Die Bildung von Schrumpfrissen in Filterkuchen bei der Entwässerung feinkörniger Erze. Aufbereit.-Tech. 1985, 26, 188–196. [Google Scholar]
- Barua, A.; Eagles, W.; Giorgio, G.; Stepanek, F. Experimental Study of Filter Cake Cracking during Deliquoring. Ph.D. Thesis, Imperial College London, London, UK, 2013. [Google Scholar]
- Wiedemann, T.; Stahl, W. Schrumpfungs-und Rißbildungsverhalten feinkörniger Filterkuchen bei der Gasdifferenzdruckentfeuchtung. Chem. Ing. Tech. 1995, 67, 1486–1489. [Google Scholar] [CrossRef]
- Wiedemann, T.; Stahl, W. Experimental investigation of the shrinkage and cracking behaviour of fine participate filter cakes. Chem. Eng. Process. Process. Intensif. 1996, 35, 35–42. [Google Scholar] [CrossRef]
- Wiedemann, T. Das Schrumpfungs- und Rißbildungsverhalten von Filterkuchen. Ph.D. Thesis, Universität Karlsruhe (TH), Karlsruher, Germany, 1996. [Google Scholar]
- Cheremisinoff, N.P. Industrial liquid filtration equipment. In Fibrous Filter Media; Elsevier: Amsterdam, The Netherlands, 2017; pp. 27–50. [Google Scholar]
- Redeker, D.; Steiner, K.H.; Esser, U. Das mechanische Entfeuchten von Filterkuchen. Chem. Ing. Tech. 1983, 55, 829–839. [Google Scholar] [CrossRef]
- Illies, S.; Anlauf, H.; Nirschl, H. Vibration-enhanced compaction of filter cakes and its influence on filter cake cracking. Sep. Sci. Technol. 2017, 52, 2795–2803. [Google Scholar] [CrossRef]
- Tiller, F.M.; Yeh, C. The role of porosity in filtration. Part XI: Filtration followed by expression. AIChE J. 1987, 33, 1241–1256. [Google Scholar] [CrossRef]
- Wakeman, R.; Thuraisingham, S.; Tarleton, E. Colloid science in solid-liquid separation technology. Is it important? Filtr. Sep. 1989, 26, 277–283. [Google Scholar]
- Alles, C.M. Prozeßstrategien für die Filtration mit Kompressiblen Kuchen. Ph.D. Thesis, Universität Fridericiana Karlsruhe (TH), Karlsruhe, Germany, 2000. [Google Scholar]
- Alt, C. Preß-Filterapparate zur Verminderung der Restfeuchte von Filterkuchen. Chem. Ind. 1975, 26, 422–426. [Google Scholar]
- Alt, C. Schlammentwässerung mit Preßfiltern. Chem. Ing. Tech. 1976, 48, 115–124. [Google Scholar] [CrossRef]
- Shirato, M.; Murase, T.; Kato, H.; Fukaya, S. Fundamental analysis for expression under constant pressure. Filtr. Sep. 1970, 7, 277–282. [Google Scholar]
- Shirato, M.; Murase, T.; Negawa, M.; Senda, T. Fundamental studies of expression under variable pressure. J. Chem. Eng. Jpn. 1970, 3, 105–112. [Google Scholar] [CrossRef]
- Riemenschneider, H. Entfeuchten Durch Pressen. Ph.D. Thesis, Universität Stuttgart, Stuttgart, Germany, 1983. [Google Scholar]
- Halde, R.E. Filterbelt pressing of sludge: A laboratory simulation. J. (Water Pollut. Control Fed.) 1980, 52, 310–316. [Google Scholar]
- Shammas, N.K.; Wang, L.K. Belt filter presses. In Biosolids Treatment Processes; Springer: Berlin/Heidelberg, Germany, 2007; pp. 519–539. [Google Scholar]
- Davys, M.; Pirie, N. A belt press for separating juices from fibrous pulps. J. Agric. Eng. Res. 1965, 10, 142–145. [Google Scholar] [CrossRef]
- Mushtaq, M. Extraction of fruit juice: An overview. Fruit Juices 2018, 131–159. [Google Scholar]
- Wakeman, R.; Tarleton, S. Solid/Liquid Separation: Principles of Industrial Filtration; Elsevier: Amsterdam, The Netherlands, 2005. [Google Scholar]
- Vaxelaire, J.; Olivier, J. Compression dewatering of particulate suspensions and sludge: Effect of shear. Dry. Technol. 2014, 32, 23–29. [Google Scholar] [CrossRef]
- Koenders, M.; Liebhart, E.; Wakeman, R. Dead-end filtration with torsional shear: Experimental findings and theoretical analysis. Chem. Eng. Res. Des. 2001, 79, 249–259. [Google Scholar] [CrossRef]
- Hammerich, S.; Stickland, A.D.; Radel, B.; Gleiss, M.; Nirschl, H. Modified shear cell for characterization of the rheological behavior of particulate networks under compression. Particuology 2020, 51, 1–9. [Google Scholar] [CrossRef]
- Hammerich, S. Numerische Simulation des Fest-Flüssig-Trennprozesses in Vollmantelzentrifugen: Simulationsmethode und Bestimmung des Materialverhaltens. Ph.D. Thesis, Karlsruher Institut für Technologie (KIT), Karlsruhe, Germany, 2020. [Google Scholar]
- Bickert, G.; Vince, A. Improving Vacuum Filtration by Chemical and Mechanical Means. In Proceedings of the Thirteenth Australian Coal Preparation Conference, Mackay, Australia, 12–17 September 2010. [Google Scholar]
- Höfgen, E.; Collini, D.; Batterham, R.J.; Scales, P.J.; Stickland, A.D. High pressure dewatering rolls: Comparison of a novel prototype to existing industrial technology. Chem. Eng. Sci. 2019, 205, 106–120. [Google Scholar] [CrossRef]
- Massarsch, K.R. Effects of vibratory compaction. In Proceedings of the International Conference on Vibratory Pile Driving and Deep Soil Compaction, Louvain-la-Neuve, Belgium, 9–10 September 2002; Balkema: Lisse, The Netherlands, 2002; pp. 33–42. [Google Scholar]
- Nicolas, M.; Duru, P.; Pouliquen, O. Compaction of a granular material under cyclic shear. Eur. Phys. J. E 2000, 3, 309–314. [Google Scholar] [CrossRef]
- Roberts, A.W. Vibration of Fine Powders and Its Application. In Handbook of Powder Science & Technology; Fayed, M.E., Otten, L., Eds.; Springer US: Boston, MA, USA, 1997; pp. 146–201. [Google Scholar]
- Gomaa, H.; Rao, S.; Al-Taweel, A. Intensification of membrane microfiltration using oscillatory motion. Sep. Purif. Technol. 2011, 78, 336–344. [Google Scholar] [CrossRef]
- Ullah, A.; Shahzada, K.; Khan, S.W.; Starov, V. Purification of produced water using oscillatory membrane filtration. Desalination 2020, 491, 114428. [Google Scholar] [CrossRef]
- Pearce, K.W. Increasing liquid expression by applying low frequency vibration. Dry. Technol. 1988, 6, 515–533. [Google Scholar] [CrossRef]
- Guo, F.; Guo, Y.; Zhang, Y.; Liu, H.; Li, J.; Li, P.; Wu, J. Dewatering mechanism of gasification fine slag by coupled mechanical force fields and its potential guidance for efficient dewatering process. Fuel Process. Technol. 2020, 205, 106459. [Google Scholar] [CrossRef]
- Whatnall, O.; Barber, K.; Robinson, P. Tailings Filtration Using Viper Filtration Technology—A Case Study. Min. Metall. Explor. 2021, 38, 1297–1303. [Google Scholar] [CrossRef]
- Illies, S.; Pfinder, J.; Anlauf, H.; Nirschl, H. Filter cake compaction by oscillatory shear. Dry. Technol. 2017, 35, 66–75. [Google Scholar] [CrossRef]
- Illies, S. Darstellungen zur Entfeuchtung von zu Rissbildung Neigenden Filterkuchen. Ph.D. Thesis, Karlsruher Institut für Technologie (KIT), Karlsruhe, Germany, 2017. [Google Scholar]
- Yildiz, T.; Klein, S.; Gleiß, M.; Nirschl, H. Vibration compaction of compressible filter cakes for mechanical deliquoring on a horizontal vacuum belt filter. Dry. Technol. 2022. [Google Scholar] [CrossRef]
- Nirschl, H. Einfluss der Physikochemie auf die Abtrennung nanoskaliger Partikel aus Flüssigkeiten. Chem. Ing. Tech. 2007, 79, 1797–1807. [Google Scholar] [CrossRef]
- Tiller, F.M.; Yeh, C.S.; Leu, W.F. Compressibility of paniculate structures in relation to thickening, filtration, and expression—A review. Sep. Sci. Technol. 1987, 22, 1037–1063. [Google Scholar] [CrossRef]
- Reichmann, B.; Tomas, J. Expression behaviour of fine particle suspensions and the consolidated cake strength. Powder Technol. 2001, 121, 182–189. [Google Scholar] [CrossRef]
- Ozcan, O.; Ruhland, M.; Stahl, W. Shear strength of mineral filter cakes. In Studies in Surface Science and Catalysis; Elsevier: Amsterdam, The Netherlands, 2000; Volume 128, pp. 573–585. [Google Scholar]
- Ozcan, O.; Gonul, B.; Bulutcu, A.; Manav, H. Correlations between the shear strength of mineral filter cakes and particle size and surface tension. Colloids Surfaces A Physicochem. Eng. Asp. 2001, 187, 405–413. [Google Scholar] [CrossRef]
- Yu, A.B.; Zou, R.P.; Standish, N. Packing of ternary mixtures of nonspherical particles. J. Am. Ceram. Soc. 1992, 75, 2765–2772. [Google Scholar] [CrossRef]
- Anlauf, H.; Sorrentino, J.A. The influence of particle collective characteristics on cake filtration results. Chem. Eng. Technol. Ind. Chem.-Plant Equip.-Process Eng.-Biotechnol. 2004, 27, 1080–1084. [Google Scholar] [CrossRef]












| Model Material | /μm | /- |
|---|---|---|
| Material 1 | 2.3 | 2.6 |
| Material 2 | 8.2 | 3.3 |
| Material 3 | 23.5 | 3.7 |
| Material 4 | 6.3 | 4.2 |
| Material 5 | 6.5 | 9.6 |
| Model Material | Zeta Potential /mV | pH /- | Conductivity /μS/cm | Volume Fraction /% |
|---|---|---|---|---|
| Material 1 | −19.0 ± 0.4 | 8.9 ± 0.2 | 31.8 ± 6.7 | 20 |
| Material 2 | −20.1 ± 0.7 | 9.0 ± 0.2 | 26.3 ± 3.7 | 20 |
| Material 3 | −18.1 ± 0.3 | 9.0 ± 0.2 | 30.9 ± 2.1 | 40 |
| Material 4 | −23.9 ± 0.3 | 8.0 ± 0.5 | 40.0 ± 0.9 | 40 |
| Material 5 | −21.1 ± 0.1 | 8.5 ± 0.0 | 36.8 ± 0.1 | 40 |
| Model Material | /- | /- | /- | /- |
|---|---|---|---|---|
| Material 1 | 0.73 | 0.00026 | 0.054 | 0.9909 |
| Material 2 | 0.60 | 0.00875 | 0.046 | 0.9966 |
| Material 3 | 0.46 | 0.18902 | 0.035 | 0.9938 |
| Material 4 | 0.50 | 0.30706 | 0.037 | 0.9955 |
| Material 5 | 0.56 | 0.00308 | 0.040 | 0.9894 |
| Material 1 (NaCl) | 0.75 | 0.00283 | 0.073 | 0.9989 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yildiz, T.; Gegenheimer, J.; Gleiß, M.; Nirschl, H. Influence of Particle Properties on Filter Cake Compaction Behavior under Oscillatory Shear. Processes 2023, 11, 2076. https://doi.org/10.3390/pr11072076
Yildiz T, Gegenheimer J, Gleiß M, Nirschl H. Influence of Particle Properties on Filter Cake Compaction Behavior under Oscillatory Shear. Processes. 2023; 11(7):2076. https://doi.org/10.3390/pr11072076
Chicago/Turabian StyleYildiz, Tolga, Joel Gegenheimer, Marco Gleiß, and Hermann Nirschl. 2023. "Influence of Particle Properties on Filter Cake Compaction Behavior under Oscillatory Shear" Processes 11, no. 7: 2076. https://doi.org/10.3390/pr11072076
APA StyleYildiz, T., Gegenheimer, J., Gleiß, M., & Nirschl, H. (2023). Influence of Particle Properties on Filter Cake Compaction Behavior under Oscillatory Shear. Processes, 11(7), 2076. https://doi.org/10.3390/pr11072076