
Effect of Mold Flow Channel Parameters on Gas-Assisted Extrusion of Medical Microtubules



Abstract
1. Introduction
2. Medical Microtubule Gas-Assisted Extrusion Model and Numerical Method
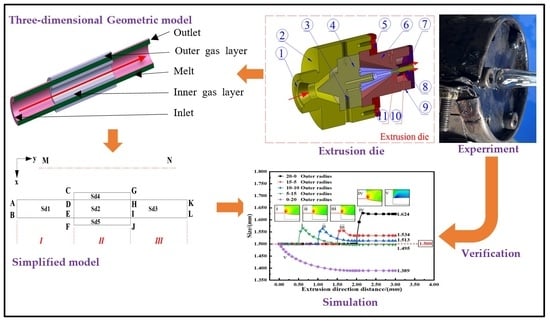
2.1. Physical Models
2.2. Mathematical Models
2.3. Boundary Conditions
- (1)
- Inlet boundary: AB is the melt inlet boundary. CD and EF are the gas inlet boundary. Assuming that the melt has fully developed into the non-Newtonian viscoelastic laminar flow after passing through the mold compression section and entering the shaping section, and the melt inlet boundary satisfies the conditions Vx = 0, the inlet boundary is set as the flow inlet boundary, and the inlet flow velocity is 2.0 × 10−8 m3/s, and the boundary temperature is set to 463 K. The gas inlet boundary is set as the pressure inlet boundary. According to the study of inner and outer gas pressure by Liu [18], the inner assist gas pressure is set to 7500 Pa, the outer assist gas pressure is set to 6500 Pa, and the temperature is set to 463 K.
- (2)
- Wall boundary: In the mold shaping section, there are two types of wall boundaries: melt–mold wall boundary and gas–mold wall boundary. In the non-gas-assisted shaping section, AD and BE gas are the melt–mold wall boundary, and the wall conditions meet the non-slip boundary conditions, Vx = 0, Vy = 0. For the gas-assisted shaping section, CG is the gas–mold wall surface, the wall conditions meet the complete slip boundary conditions, the Navier equation is used to set the slip boundary, and the slip coefficient is set to 0. All wall boundaries’ temperatures are set to 463 K.
- (3)
- Gas–liquid interface boundary: DH and EI are the interface boundaries between assist gas and polymer melt. Ignoring the influence of relative slip and surface tension between gas and polymer melt on fluid flow, the stress on both sides of the interface remains balanced, and melt and gas do not penetrate the interface.
- (4)
- Free surface boundary: HK and IL are the free surface boundaries of melt, and all satisfy the dynamic boundary conditions fx = 0, fy = 0, and Vx = 0.
- (5)
- Outlet boundary: KL is the outlet boundary of melt. GH and IJ are the inner and outer assist gas outlet boundaries, respectively.
2.4. Physical Property Parameters of Numerical Simulation
2.5. Software and Numerical Methods
3. Numerical Simulation Results and Analysis
3.1. Analysis of Extrusion Quality Analysis
3.2. Analysis of Velocity Field
- (1)
- Radial velocity field
- (2)
- Axial velocity field
3.3. Analysis of Pressure Field
3.4. Analysis of First Normal Stress Difference
4. Experimental Results and Analysis
4.1. Experimental Equipment
4.2. Morphological Analysis of Medical Microtubules
4.3. Size Analysis of Medical Microtubules
5. Conclusions
- (1)
- This paper studies the influence of mold flow channel parameters on medical microtubule gas-assisted extrusion formation by numerical simulation and experimental analysis. According to the gas-assisted extrusion mechanism of medical microtubules, the physical and mathematical model of the gas-assisted extrusion process of medical microtubules with different parameters was established. Then, the boundary conditions are optimized, and a numerical solution is presented through Polyflow finite element software. Further, the gas-melt interaction and stress distribution are analyzed, and the medical microtube extrusion forming quality and variation law are obtained. Finally, the gas-assisted extrusion experiment is conducted. The simulation and experimental results show that under the 15–5 condition, the quality of medical microtubes is better than other parameters. The shrinkage rates of the inner radius, outer radius, and wall thickness are 2.3%, 4.5%, and 2.2%, respectively, and the average wall thickness is 0.49 mm.
- (2)
- Through numerical simulation and experimental analysis, we obtained the suitable mold flow channel parameters to prepare medical microtubes. However, the medical microtubule gas-assisted extrusion process is complex, and we did not consider the combined effects of other factors. Therefore, our further work will focus on the coupling effects of multiple parameters on medical gas-assisted microtube extrusion.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yijun, L.; Lin, P.; Min, N. Preparation of High Performance Polyethylene Microtubes via Rotation Extrusion Processing. Polym. Bull. 2019, 1, 31–38. [Google Scholar]
- Lu, G.; Kalyon, D.M.; Yilgör, I.; Yilgör, E. Rheology and extrusion of medical-grade thermoplastic polyurethane. Polym. Eng. Sci. 2003, 43, 1863–1877. [Google Scholar] [CrossRef]
- Ding, W.; Zhao, Z.; Jiang, L.; Jian, X.; Song, Y.; Wang, J. Preparation and evaluation of a UV-curing hydrophilic semi-IPN coating for medical guidewires. J. Coat. Technol. Res. 2021, 18, 1027–1035. [Google Scholar] [CrossRef]
- Pimentel, E.; Costa, P.; Tubio, C.; Vilaça, J.; Costa, C.; Lanceros-Méndez, S.; Miranda, D. Printable piezoresistive polymer composites for self-sensing medical catheter device applications. Compos. Sci. Technol. 2023, 239, 110071. [Google Scholar] [CrossRef]
- Zheng, J.L.; Ge, D.W.; Chen, Y.W.; Wu, H.W. Variation of Tube Diameter and Wall Thickness in Medical Micro-diameter Tube Extrusion. Plastics 2012, 41, 24–27. [Google Scholar] [CrossRef]
- Ren, Z.; Huang, X.; Xiong, Z. Experimental and numerical studies for the gas-assisted extrusion forming of polypropylene micro-tube. Int. J. Mater. Form. 2019, 13, 235–256. [Google Scholar] [CrossRef]
- Liu, T.-K.; Huang, X.-Y.; Ren, Z.; Luo, C.; Tan, J.-M. Analysis of Superimposed Influence of Double Layer Gas Flow on Gas-Assisted Extrusion of Plastic Micro-Tube. Int. Polym. Process. 2020, 35, 158–168. [Google Scholar] [CrossRef]
- Deng, X.; Bin, X.; Zhong, R. Progress on Polymer Gas-Assisted Extrusion Molding. Polym. Mater. Sci. Eng. 2022, 38, 151–158. [Google Scholar] [CrossRef]
- Xiao, X.H. Analysis and Experimental Study of Polymer Micro Tubing Extrusion Flow. Ph.D. Thesis, Central South University, Changsha, China, 2013. [Google Scholar]
- Huang, C.Y.; Liu, H.S.; Huang, X.Y.; Wan, Q.F.; Ren, Z. Numerical Simulation of Gas-assisted Extrusion Process of Microtube. China Plast. Ind. 2015, 43, 44–48. [Google Scholar] [CrossRef]
- Jin, G. Experimental Investigation of Extrusion Process of Double-lumen Micro Tube. JMechE 2012, 48, 19–27. [Google Scholar] [CrossRef]
- Tian, H.; Zhao, D.; Wang, M.; Jin, G.; Jin, Y. Study on extrudate swell of polypropylene in double-lumen micro profile extrusion. J. Mater. Process. Technol. 2015, 225, 357–368. [Google Scholar] [CrossRef]
- Jin, G.-B.; Wang, M.-J.; Zhao, D.-Y.; Tian, H.-Q.; Jin, Y.-F. Design and experiments of extrusion die for polypropylene five-lumen micro tube. J. Mater. Process. Technol. 2014, 214, 50–59. [Google Scholar] [CrossRef]
- Xiao, J.; Liu, H.; Huang, X. Influence of Slip Length of Gas-Assisted Extrusion Die on Pressure Drop and First Normal Stress. Polym. Mater. Sci. Eng. 2009, 25, 167–170. [Google Scholar] [CrossRef]
- Ren, Z.; Huang, X. Effect of gas flow rate on the double gas-assisted extrusion forming of plastic pipes. IOP Conf. Series Earth Environ. Sci. 2019, 267, 042059. [Google Scholar] [CrossRef]
- Liu, T.; Huang, X.; Luo, C.; Wang, D. The Formation Mechanism of the Double Gas Layer in Gas-Assisted Extrusion and Its Influence on Plastic Micro-Tube Formation. Polymers 2020, 12, 355. [Google Scholar] [CrossRef] [PubMed]
- Luo, C.; Huang, X.; Liu, T.; Liu, H. Research on Inner Gas Inflation Improvements in Double-layer Gas-assisted Extrusion of Micro-tubes. Polymers 2020, 12, 899. [Google Scholar] [CrossRef] [PubMed]
- Liu, B.; Huang, X.; Ren, S.; Luo, C. Effect of Pressure Difference between Inner and Outer Gas Layer on Micro-Tube Deformation during Gas-Assisted Extrusion. Polymers 2022, 14, 3559. [Google Scholar] [CrossRef] [PubMed]
- Ren, Z.; Huang, X.; Liu, H.; Deng, X.; He, J. Numerical and experimental studies for gas assisted extrusion forming of molten polypropylene. J. Appl. Polym. Sci. 2015, 132, 42682. [Google Scholar] [CrossRef]
- Thien, N.P.; Tanner, R.I. A new constitutive equation derived from network theory. J. Non-Newton. Fluid Mech. 1977, 2, 353–365. [Google Scholar] [CrossRef]
- Deng, X.Z. Experimental and Theoretical Study on Gas-Assisted Co-Extrusion of Plastic Profile with an Irregular Cross-Section. Ph.D. Thesis, Nanchang University, Nanchang, China, 2014. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Boundary Conditions | Boundaries | Boundary Conditions |
|---|---|---|
| Inlet boundary | AB | melt inlet boundary: flow inlet boundary |
| CD, EF | gas inlet boundary: pressure inlet boundary | |
| Wall boundary | AD, BE | melt–mold wall boundary: non-slip boundary conditions |
| CG | gas–mold wall boundary: complete slip boundary conditions | |
| Gas–liquid interface boundary | DH, EI | interface boundary |
| Free surface boundary | HK, IL | free surface boundary |
| Outlet boundary | KL, GH, IJ | outlet boundary |
| Parameters | PP Melt | Gas |
|---|---|---|
| η1/(Pa·s) | 8823 | 2.6 × 10−5 |
| λ/(s) | 0.1 | 0 |
| ε | 0.15 | 0 |
| ξ | 0.44 | 0 |
| η1r | 0.12 | 0 |
| qk/(W/(m·K)) | 0.22 | 0.037 |
| Cv/(J/(Kg·K)) | 1883 | 1026 |
| Experimental Conditions | 5–15/10–10/15–5/0–20 | 20–0 |
|---|---|---|
| Inner gas pressure/(Pa) | 7500 | / |
| Outer gas pressure/(Pa) | 6500 | / |
| Die temperature/(°C) | 190 | 190 |
| Gas temperature/(°C) | 190 | 190 |
| Motor frequency/(Hz) | 4 | 4 |
| Pulling speed(r/min) | 4 | 4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Huang, X.; Liu, B.; Jiang, S.; Ren, S. Effect of Mold Flow Channel Parameters on Gas-Assisted Extrusion of Medical Microtubules. Processes 2023, 11, 1973. https://doi.org/10.3390/pr11071973
Zhang X, Huang X, Liu B, Jiang S, Ren S. Effect of Mold Flow Channel Parameters on Gas-Assisted Extrusion of Medical Microtubules. Processes. 2023; 11(7):1973. https://doi.org/10.3390/pr11071973
Chicago/Turabian StyleZhang, Xiaohui, Xingyuan Huang, Bin Liu, Shiyu Jiang, and Shaoyi Ren. 2023. "Effect of Mold Flow Channel Parameters on Gas-Assisted Extrusion of Medical Microtubules" Processes 11, no. 7: 1973. https://doi.org/10.3390/pr11071973
APA StyleZhang, X., Huang, X., Liu, B., Jiang, S., & Ren, S. (2023). Effect of Mold Flow Channel Parameters on Gas-Assisted Extrusion of Medical Microtubules. Processes, 11(7), 1973. https://doi.org/10.3390/pr11071973