

Improvements in the Modeling and Kinetics Processes of the Enzymatic Synthesis of Pentyl Acetate




Abstract
1. Introduction
2. Materials and Methods
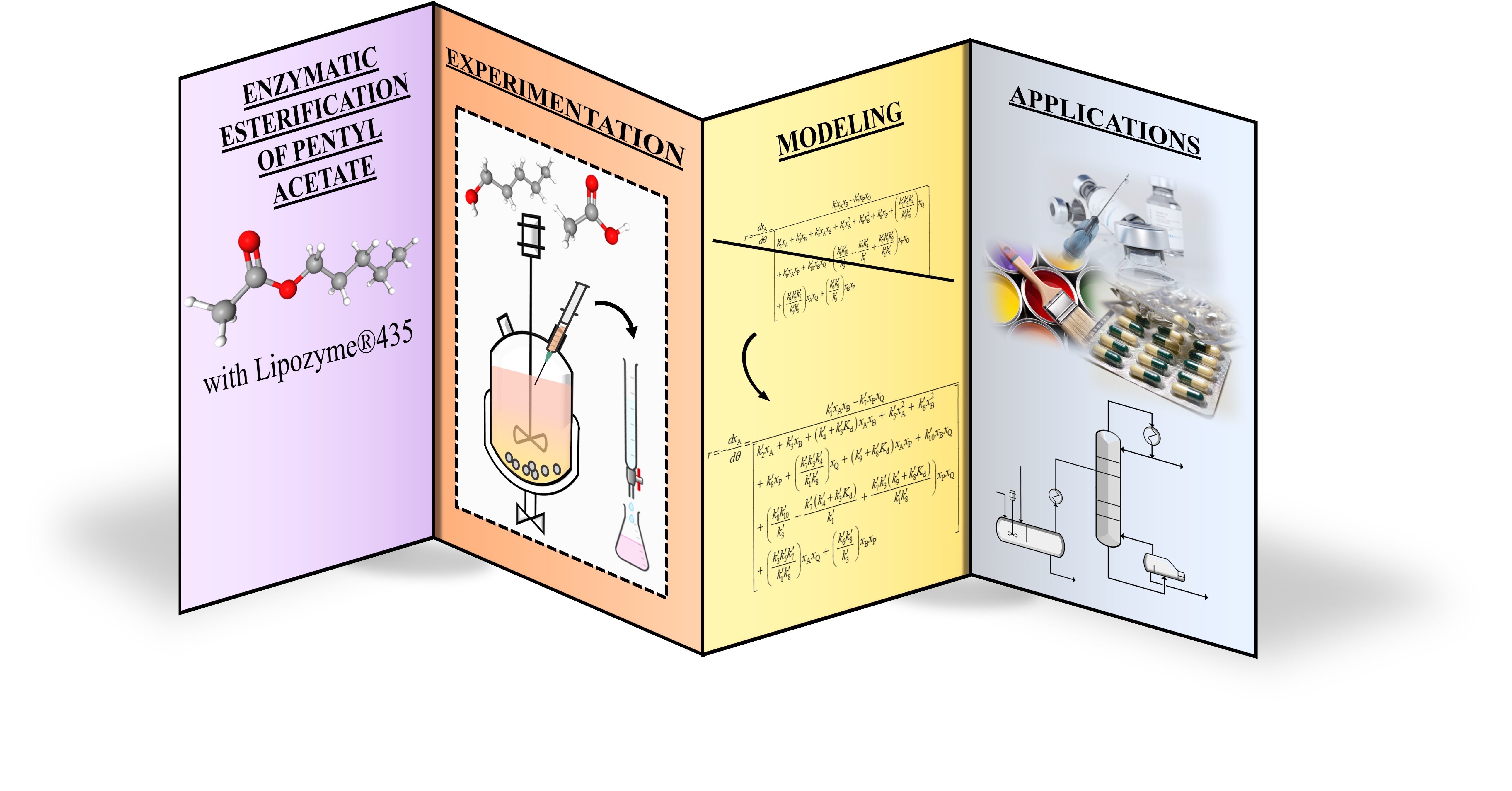
2.1. Materials
2.2. Equipment and Methods
2.3. The Experimental Procedure and Reaction Conditions
3. Results and Discussion
4. Modeling: Correlation of Kinetic Data
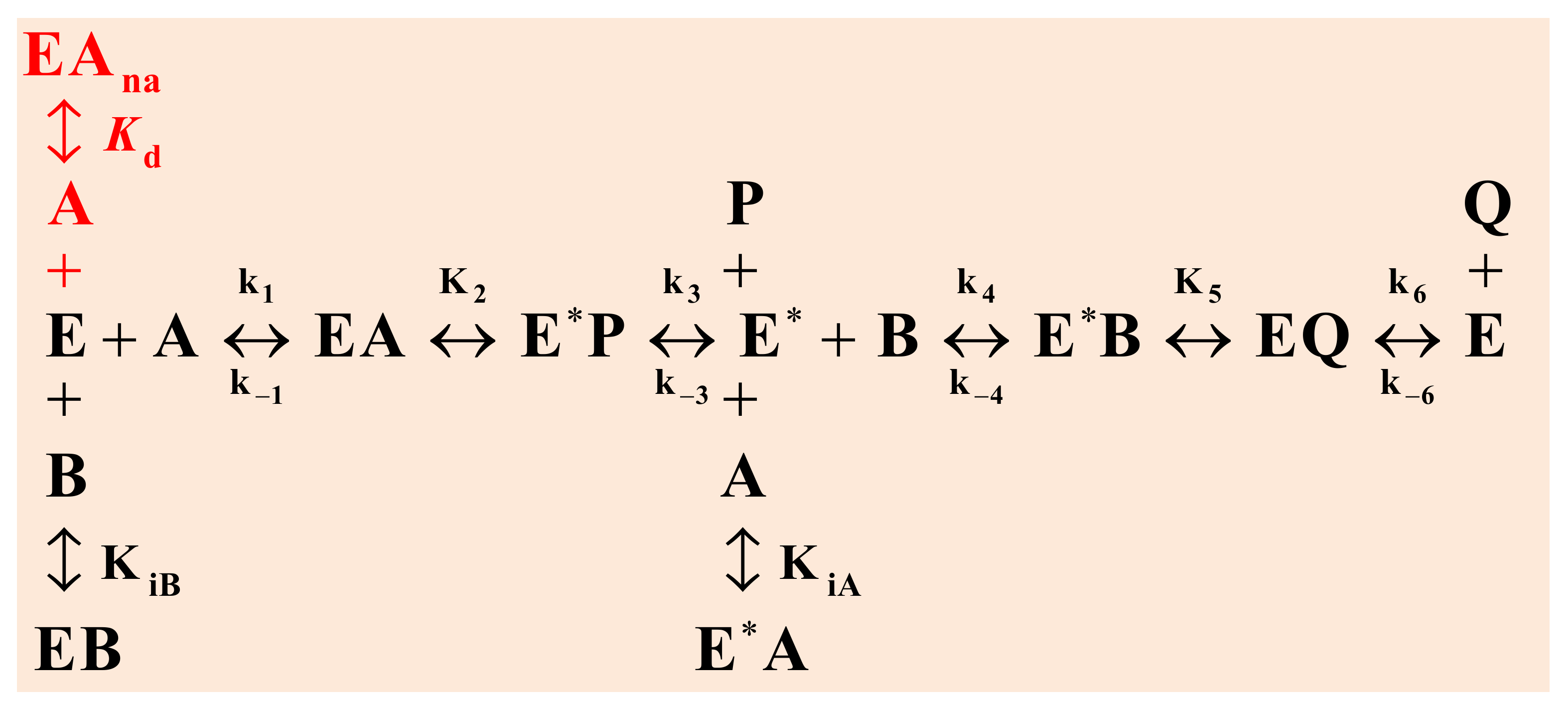
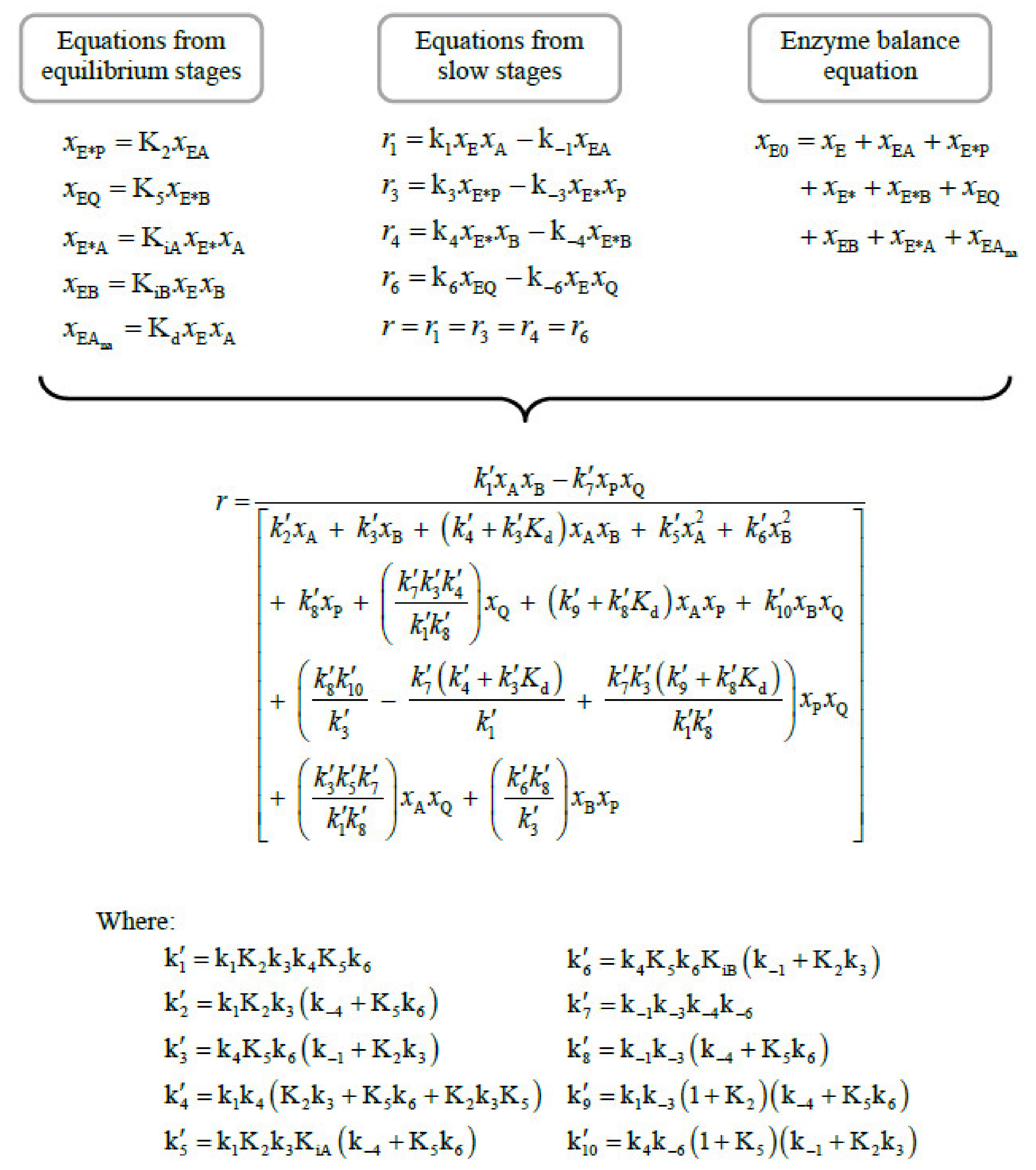
4.1. The Bi–Bi Ping-Pong Mechanism with Inhibition by Both Substrates
4.2. Modeling
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Glossary
| surface/volume ratio for spherical particles, cm−1 | |
| initial concentration, M | |
| particle diameter of the catalyst, µm | |
| observable Damköhler number | |
| internal effective diffusivity factor, cm2⋅s−1 | |
| mutual diffusivity coefficient of the reactants i, j, cm2⋅s−1 | |
| diffusivity coefficient at an infinite dilution of compound i in j, cm2⋅s−1 | |
| diffusivity coefficient of compound i in the mixture, cm2⋅ s−1 | |
| diffusivity coefficient of compound i at infinite dilution in hexane, cm2·s−1 | |
| parameters of Equations (1), (3) and (6) | |
| matter transfer coefficient, cm⋅s−1 | |
| reaction and equilibrium constants, Bi–Bi Ping-Pong mechanism, Figure 3 | |
| molecular weight, g·mol−1 | |
| refractive index | |
| number of experimental points for experiment i, Equation (2) | |
| N | number of experiments in the correlation procedure, Equation (2) |
| r | reaction rate, |
| initial reaction rate, | |
| observable initial reaction rate, | |
| temperature, K | |
| stirring velocity, rpm | |
| molar volume of i-compound that diffuses at boiling point, cm3⋅mol−1 | |
| molar fraction | |
| initial molar fraction | |
| Greek letters | |
| porosity coefficient of the catalyst | |
| Thiele module | |
| observable Thiele module | |
| external effectiveness parameter | |
| internal effectiveness parameter | |
| association factor | |
| medium viscosity, cP | |
| reaction time, h | |
| density, kg⋅m−3 | |
| tortuosity coefficient of catalyst | |
| Super and subindices | |
| A | related to carboxylic acid |
| B | related to alcohol |
| cal | calculated from a model |
| exp | experimental data |
| P | related to water |
| Q | related to ester |
| Acronyms | |
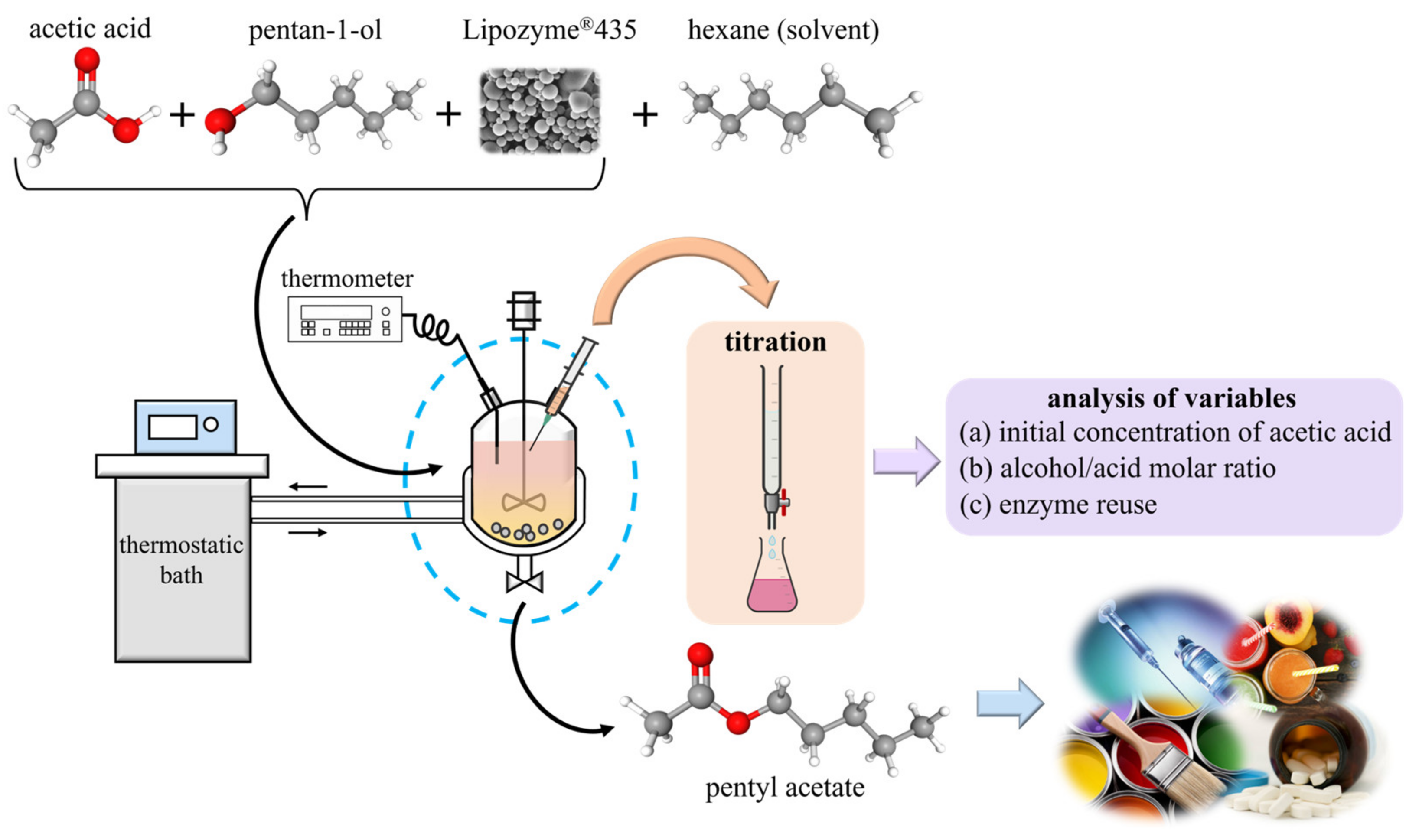
| ERC | enzyme reuse cycle |
| OF | objective function |
| GC | gas chromatography |
| RMSE | root mean square error |
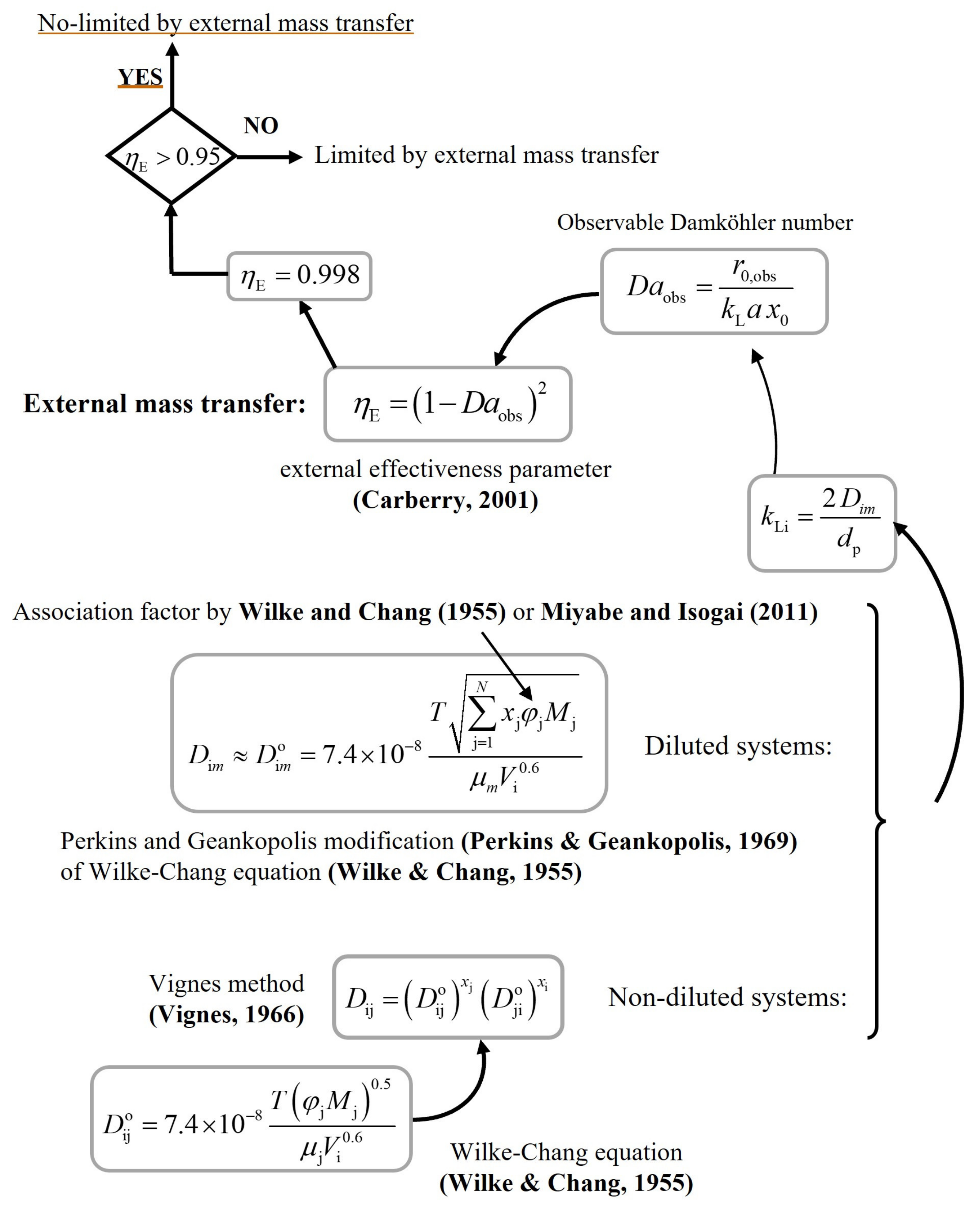
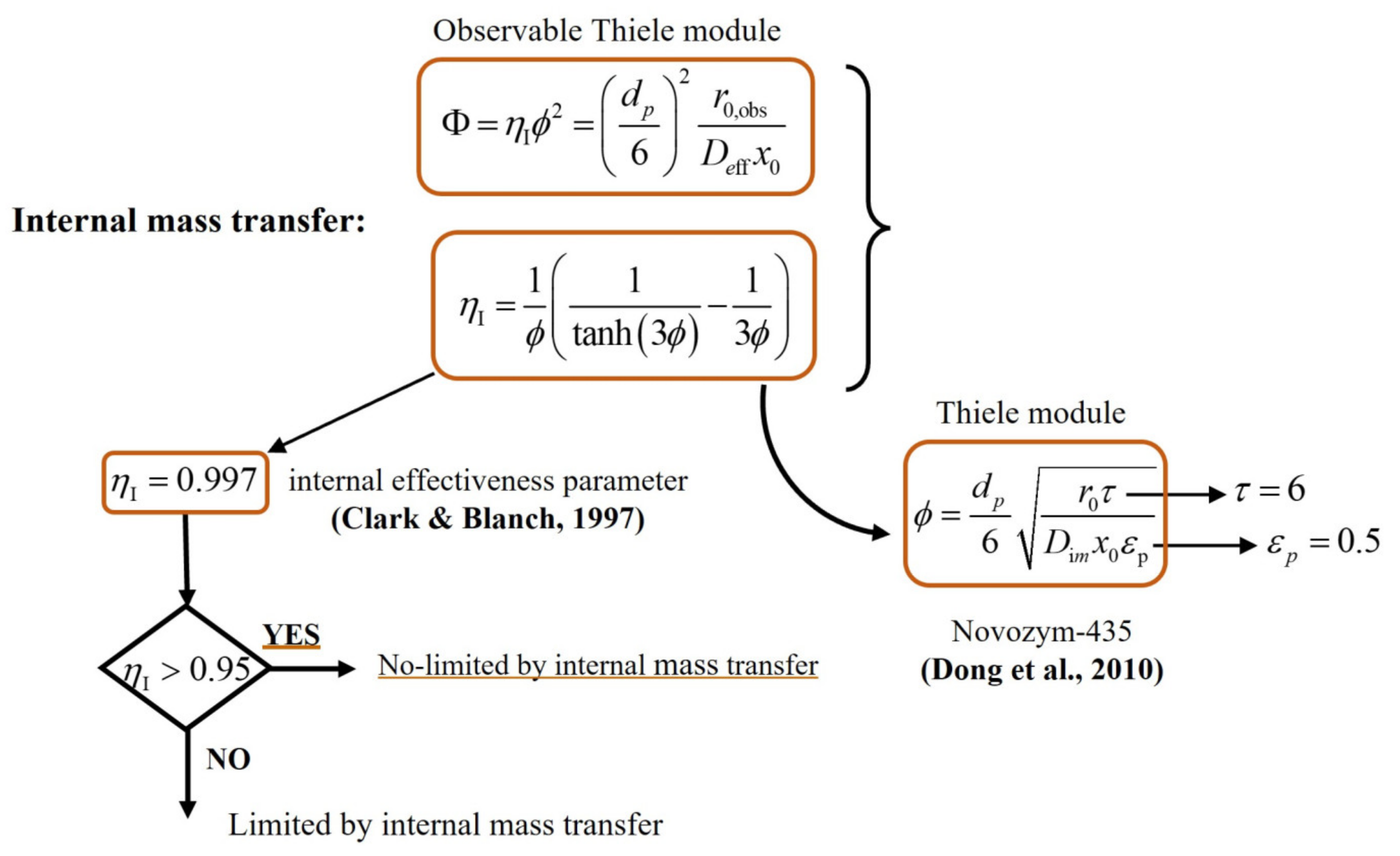
Appendix A. Checking the Influence of Mass Transfer Phenomena on the Reaction Rate


Appendix B. Deduction of the Rate Model Including the Enzyme Denaturation

References
- Riemenschneider, W.; Bolt, H.M. Esters, Organic. In Ullmann’s Encyclopedia of Industrial Chemistry; Elvers, B., Ed.; Wiley-VCH: Weinheim, Germany, 2005; Volume 13, pp. 245–266. [Google Scholar] [CrossRef]
- Divakar, S.; Manohar, B. Use of lipases in the industrial production of esters. In Industrial Enzymes. Structure, Function and Applications; Polaina, J., MacCabe, A.P., Eds.; Springer: Dordrecht, The Netherlands, 2007; pp. 283–300. [Google Scholar] [CrossRef]
- Larios, A.; García, H.S.; Oliart, R.M.; Valerio-Alfaro, G. Synthesis of flavor and fragrance esters using Candida antarctica lipase. Appl. Microbiol. Biotechnol. 2004, 65, 373–376. [Google Scholar] [CrossRef]
- Divakar, S. Structure-function correlation in lipase catalysed esterification reactions of short and medium carbon chain length alcohols and acids. Indian J. Chem. B Org. Med. Chem. 2002, 41, 1919–1922. [Google Scholar]
- Garcia, T.; Coteron, A.; Martinez, M.; Aracil, J. Kinetic model for the esterification of oleic acid and cetyl alcohol using an immobilized lipase as catalyst. Chem. Eng. Sci. 2000, 55, 1411–1423. [Google Scholar] [CrossRef]
- Regulation (EC) No 1334/2008 of the European Parliament and of the Council of 16 December 2008 on flavourings and certain food ingredients with flavouring properties for use in and on foods and amending Council Regulation (EEC) No 1601/91, Regulations (EC) No 2232/96 and (EC) No 110/2008 and Directive 2000/13/EC. Off. J. Eur. Union 2008, 354, 34–50.
- FDA. Code of Federal Regulations, Title 21, Volume 6, Section 501.22: Animal Foods; Labeling of Spices, Flavorings, Colorings, and Chemical Preservatives (21CFR501.22); FDA: Silver Spring, MD, USA, 2023. [Google Scholar]
- Singhania, R.R.; Patel, A.K.; Thomas, L.; Goswami, M.; Giri, B.S.; Pandey, A. Industrial Enzymes. In Industrial Biorefineries & White Biotechnology, 1st ed.; Pandey, A., Höfer, R., Taherzadeh, M., Nampoothiri, K.M., Larroche, C., Eds.; Elsevier: New York, NY, USA, 2015; pp. 473–497. [Google Scholar] [CrossRef]
- Senders, M., Jr.; Piedmont, C. Penicillin Extraction Process. US2488559A, 22 November 1949. [Google Scholar]
- Leach, B.E.; Ford, J.H.; Whiffen, A.J. Actidione, an antibiotic from Streptomyces griseus. J. Am. Chem. Soc. 1947, 69, 474. [Google Scholar] [CrossRef] [PubMed]
- Borodin, N.; Philpot, F.J.; Florey, H.W. An antibiotic from Penicillium tardum. Br. J. Exp. Pathol. 1947, 28, 31–34. [Google Scholar] [PubMed]
- Martins, A.B.; da Silva, A.M.; Schein, M.F.; Garcia-Galan, C.; Záchia Ayub, M.A.; Fernandez-Lafuente, R.; Rodrigues, R.C. Comparison of the performance of commercial immobilized lipases in the synthesis of different flavor esters. J. Mol. Catal. B Enzym. 2014, 105, 18–25. [Google Scholar] [CrossRef]
- dos Santos, P.; Meireles, M.A.A.; Martínez, J. Production of isoamyl acetate by enzymatic reactions in batch and packed bed reactors with supercritical CO2. J. Supercrit. Fluids 2017, 127, 71–80. [Google Scholar] [CrossRef]
- Güvenç, A.; Kapucu, N.; Mehmetoğlu, Ü. The production of isoamyl acetate using immobilized lipases in a solvent-free system. Process Biochem. 2002, 38, 379–386. [Google Scholar] [CrossRef]
- Romero, M.D.; Calvo, L.; Alba, C.; Daneshfar, A.; Ghaziaskar, H.S. Enzymatic synthesis of isoamyl acetate with immobilized Candida antarctica lipase in n-hexane. Enzyme Microb. Technol. 2005, 37, 42–48. [Google Scholar] [CrossRef]
- Romero, M.D.; Calvo, L.; Alba, C.; Daneshfar, A. A kinetic study of isoamyl acetate synthesis by immobilized lipase-catalyzed acetylation in n-hexane. J. Biotechnol. 2007, 127, 269–277. [Google Scholar] [CrossRef] [PubMed]
- Güvenç, A.; Kapucu, N.; Bayraktar, E.; Mehmetoǧlu, Ü. Optimization of the enzymatic production of isoamyl acetate with Novozym 435 from Candida antarctica. Chem. Eng. Comm. 2003, 190, 948–961. [Google Scholar] [CrossRef]
- Martins, A.B.; Graebin, N.G.; Lorenzoni, A.S.G.; Fernandez-Lafuente, R.; Ayub, M.A.Z.; Rodrigues, R.C. Rapid and high yields of synthesis of butyl acetate catalyzed by Novozym 435: Reaction optimization by response surface methodology. Process Biochem. 2011, 46, 2311–2316. [Google Scholar] [CrossRef]
- Duarte, N.G.; de Queiroz, D.S.; Veloso, C.O.; de Castro, A.M.; Langone, M.A.P. Effects of acetic acid addition methods on butyl acetate enzymatic synthesis. Chem. Eng. Commun. 2020, 207, 177–184. [Google Scholar] [CrossRef]
- Martins, A.B.; Schein, M.F.; Friedrich, J.L.R.; Fernandez-Lafuente, R.; Ayub, M.A.Z.; Rodrigues, R.C. Ultrasound-assisted butyl acetate synthesis catalyzed by Novozym 435: Enhanced activity and operational stability. Ultrason. Sonochem. 2013, 20, 1155–1160. [Google Scholar] [CrossRef]
- Ben Salah, R.; Ghamghui, H.; Miled, N.; Mejdoub, H.; Gargouri, Y. Production of butyl acetate ester by lipase from novel strain of Rhizopus oryzae. J. Biosci. Bioeng. 2007, 103, 368–372. [Google Scholar] [CrossRef] [PubMed]
- Graebin, N.G.; Martins, A.B.; Lorenzoni, A.S.G.; Garcia-Galan, C.; Fernandez-Lafuente, R.; Ayub, M.A.Z.; Rodrigues, R.C. Immobilization of lipase B from Candida antarctica on porous styrene–divinylbenzene beads improves butyl acetate synthesis. Biotechnol. Prog. 2012, 28, 406–412. [Google Scholar] [CrossRef]
- Romero-Diaz, M.D.; Gómez, J.M.; Díaz-Suelto, B.; García-Sanz, A. Enzymatic Synthesis of Short-Chain Esters in n-Hexane and Supercritical Carbon Dioxide: Effect of the Acid Chain Length. Eng. Life Sci. 2010, 10, 171–176. [Google Scholar] [CrossRef]
- Wu, J.; Su, L.; Chen, J. Method for Synthesizing ester by Using Cutinase. CN103014079A, 24 August 2016. [Google Scholar]
- Park, C.H.; Baek, Y.S.; Seo, J.B.; Lee, T.; Oh, J.M.; Jang, M.; Na, J.G.; Park, S.J. A novel method for enzymatic synthesis of formate ester and a kit for producing the same. KR2021094418, 21 January 2020. [Google Scholar]
- Clark, D.S.; Blanch, H.W. Biochemical Engineering; Marcel Dekker: New York, NY, USA, 1997. [Google Scholar]
- Bailey, J.E.; Ollis, D.F. Biochemical Engineering Fundamentals, 2nd ed.; McGraw-Hill: New York, NY, USA, 1986. [Google Scholar]
- Riddick, J.A.; Bunger, W.B.; Sakano, T.K.; Weissberger, A. Organic Solvents: Physical Properties and Methods of Purification, 4th ed.; Wiley: New York, NY, USA, 1986. [Google Scholar]
- Ortega, J.; Matos, J.S. Estimation of the isobaric expansivities from several equations of molar refraction for some pure organic compounds. Mater. Chem. Phys. 1986, 15, 415–425. [Google Scholar] [CrossRef]
- Granados, K.; Gracia-Fadrique, J.; Amigo, A.; Bravo, R. Refractive Index, Surface Tension, and Density of Aqueous Mixtures of Carboxylic Acids at 298.15 K. J. Chem. Eng. Data 2006, 51, 1356–1360. [Google Scholar] [CrossRef]
- Chaar, M.; Ortega, J.; Toledo-Marante, F.J.; González, C. Thermodynamic properties of (a pentyl ester + an-alkane). XIV. The HE and VE for (an ester + an-alkane). J. Chem. Thermodyn. 2001, 33, 689–710. [Google Scholar] [CrossRef]
- TRC Thermodynamic Tables. Hydrocarbons & Non-Hydrocarbons; Texas A&M University System: College Station, TX, USA, 1987. [Google Scholar]
- Dos Santos, P.; Giovani, L.Z.; Angela, M.; Meireles, A.; Mazutti, M.A.; Martínez, J. Synthesis of eugenyl acetate by enzymatic reactions in supercritical carbon dioxide. Biochem. Eng. J. 2016, 114, 1–9. [Google Scholar] [CrossRef]
- Ortega, J.; Matos, J.S.; Paz Andrade, M.I.; Jiménez, E. Excess molar volumes of (ethyl formate or ethyl acetate + an isomer of hexanol) at 298.15 K. J. Chem. Thermodyn. 1985, 17, 1127–1132. [Google Scholar] [CrossRef]
- Güvenç, A.; Kapucu, N.; Kapucu, H.; Aydoğan, Ö.; Mehmetoğlu, Ü. Enzymatic esterification of isoamyl alcohol obtained from fusel oil: Optimization by response surface methodology. Enz. Microb. Technol. 2007, 40, 778–785. [Google Scholar] [CrossRef]
- Khan, N.R.; Rathod, V.K. Enzyme catalyzed synthesis of cosmetic esters and its intensification: A review. Process Biochem. 2015, 50, 1793–1806. [Google Scholar] [CrossRef]
- Hari Krishna, S.; Karanth, N.G. Lipases and lipase-catalyzed esterification reactions in nonaqueous media. Catal. Rev. 2002, 44, 499–591. [Google Scholar] [CrossRef]
- Sousa, R.R.; Silva, A.S.A.; Fernandez-Lafuente, R.; Ferreira-Leitão, V.S. Solvent-free esterifications mediated by immobilized lipases: A review from thermodynamic and kinetic perspectives. Catal. Sci. Technol. 2021, 11, 5696–5711. [Google Scholar] [CrossRef]
- Lagarias, J.C.; Reeds, J.A.; Margaret, H.W.; Wright, P.E. Convergence Properties of the Nelder-Mead Simplex Method in Low Dimensions. SIAM J. Optim. 1998, 9, 112–147. [Google Scholar] [CrossRef]
- Byrd, R.H.; Hribar, M.E.; Nocedal, J. An Interior Point Algorithm for Large-Scale Nonlinear Programming. SIAM J. Optim. 1999, 9, 877–900. [Google Scholar] [CrossRef]
- Waltz, R.A.; Morales, J.L.; Nocedal, J.; Orban, D. An interior algorithm for nonlinear optimization that combines line search and trust region steps. Math. Program. 2006, 107, 391–408. [Google Scholar] [CrossRef]
- Dormand, J.R.; Prince, P.J. A family of embedded Runge-Kutta formulae. J. Comput. Appl. Math. 1980, 6, 19–26. [Google Scholar] [CrossRef]
- Lopresto, C.G.; Calabrò, V.; Woodley, J.M.; Tufvesson, P. Kinetic study on the enzymatic esterification of octanoic acid and hexanol by immobilized Candida antarctica lipase B. J. Mol. Catal. B Enzym. 2014, 110, 64–71. [Google Scholar] [CrossRef]
- Hari Krishna, S.; Divakar, S.; Prapulla, S.G.; Karanth, N.G. Enzymatic synthesis of isoamyl acetate using immobilized lipase from Rhizomucor miehei. J. Biotechnol. 2001, 87, 193–201. [Google Scholar] [CrossRef]
- Carberry, J. Chemical and Catalytic Reaction Engineering; Dover Publications, Inc.: New York, NY, USA, 2001. [Google Scholar]
- Wilke, C.R.; Chang, P. Correlation of diffusion coefficients in dilute solutions. AIChE J. 1955, 1, 264–270. [Google Scholar] [CrossRef]
- Perkins, L.R.; Geankoplis, C.J. Molecular diffusion in a ternary liquid system with the diffusing component dilute. Chem. Eng. Sci. 1969, 24, 1035–1042. [Google Scholar] [CrossRef]
- Miyabe, K.; Isogai, R. Estimation of molecular diffusivity in liquid phase systems by the Wilke–Chang equation. J. Chromatogr. A. 2011, 1218, 6639–6645. [Google Scholar] [CrossRef] [PubMed]
- Vignes, A. Diffusion in binary solutions: Variation of Diffusion Coefficient with Composition. Ind. Eng. Chem. Fundam. 1966, 5, 189–199. [Google Scholar] [CrossRef]
- Dong, H.P.; Wang, Y.J.; Zheng, Y.G. Enantioselective hydrolysis of diethyl 3-hydroxyglutarate to ethyl (S)-3-hydroxyglutarate by immobilized Candida antarctica lipase B. J. Mol. Catal. B Enzym. 2010, 66, 90–94. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Assay n° | x0,alcohol/x0,acid | x0,acid (c0,acid,M) | Solvent | ERC | Conversion % | θ, h | mester/mfeed |
|---|---|---|---|---|---|---|---|
| 1 | 1 | 0.10 (0.8) | hexane | 1 | 88 | 23.1 | 0.14 |
| 2 | 1 | 0.14 (1.2) | hexane | 1 | 84 | 34.9 | 0.18 |
| 3 | 1 | 0.18 (1.5) | hexane | 1 | 85 | 44.1 | 0.24 |
| 4 | 1 | 0.25 (2.3) | hexane | 1 | 85 | 59.8 | 0.35 |
| 5 | 1 | 0.50 (6.0) | - | 1 | - | - | - |
| 6 | 2 | 0.10 (0.8) | hexane | 1 | 86 | 2.6 | 0.13 |
| 7 | 2 | 0.14 (1.2) | hexane | 1 | 85 | 3.2 | 0.19 |
| 8 | 2 | 0.18 (1.6) | hexane | 1 | 85 | 4.1 | 0.24 |
| 9 | 2 | 0.25 (2.5) | hexane | 1 | 85 | 5.5 | 0.34 |
| 10 | 2 | 0.33 (3.6) | - | 1 | 85 | 7.8 | 0.47 |
| 11 | 3 | 0.10 (0.8) | hexane | 1 | 89 | 4.9 | 0.14 |
| 12 | 3 | 0.14 (1.2) | hexane | 1 | 89 | 6.3 | 0.19 |
| 13 | 3 | 0.18 (1.7) | hexane | 1 | 89 | 8.1 | 0.25 |
| 14 | 3 | 0.25 (2.6) | - | 1 | 89 | 11.2 | 0.36 |
| 15 | 2 | 0.33 (3.6) | - | 2 | 84 | 7.8 | 0.46 |
| 16 | 2 | 0.33 (3.6) | - | 3 | 85 | 7.8 | 0.47 |
| 17 | 2 | 0.33 (3.6) | - | 4 | 85 | 7.8 | 0.47 |
| 18 | 2 | 0.33 (3.6) | - | 5 | 85 | 7.8 | 0.47 |
| 19 | 2 | 0.33 (3.6) | - | 6 | 86 | 7.8 | 0.48 |
| 20 | 2 | 0.33 (3.6) | - | 7 | 85 | 7.8 | 0.47 |
| 21 | 2 | 0.33 (3.6) | - | 8 | 87 | 7.8 | 0.46 |
| 22 | 2 | 0.33 (3.6) | - | 9 | 85 | 7.8 | 0.47 |
| 23 | 2 | 0.33 (3.6) | - | 10 | 85 | 7.8 | 0.48 |
| 3.6576 × 102 | 1.0000 | 6.1738 × 10−2 | 1.1418 | 3.3980 |
| 2.6287 × 104 | 2.4296 | 9.8352 × 10−1 | 1.9351 × 104 | 1.5530 × 104 |
| Kd0 | Kd1 | Kd2 | RMSE, Equation (2) | |
| 9.6586 × 107 | 1.5942 | 6.0141 | 0.021 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lorenzo, B.; Fernández, L.; Ortega, J.; Domínguez, L. Improvements in the Modeling and Kinetics Processes of the Enzymatic Synthesis of Pentyl Acetate. Processes 2023, 11, 1640. https://doi.org/10.3390/pr11061640
Lorenzo B, Fernández L, Ortega J, Domínguez L. Improvements in the Modeling and Kinetics Processes of the Enzymatic Synthesis of Pentyl Acetate. Processes. 2023; 11(6):1640. https://doi.org/10.3390/pr11061640
Chicago/Turabian StyleLorenzo, Beatriz, Luis Fernández, Juan Ortega, and Leandro Domínguez. 2023. "Improvements in the Modeling and Kinetics Processes of the Enzymatic Synthesis of Pentyl Acetate" Processes 11, no. 6: 1640. https://doi.org/10.3390/pr11061640
APA StyleLorenzo, B., Fernández, L., Ortega, J., & Domínguez, L. (2023). Improvements in the Modeling and Kinetics Processes of the Enzymatic Synthesis of Pentyl Acetate. Processes, 11(6), 1640. https://doi.org/10.3390/pr11061640