Abstract
Biomass wastes originating from palm oil milling activities can be characterized by their high biochemical oxygen demand (BOD), chemical oxygen demand (COD), total suspended solid (TSS), and oil and grease content. The utilization of oil palm wastes such as palm oil mill effluent (POME) and empty fruit bunch (EFB) has great potential for a sustainable energy biomass pellet as it reduces the reliance on conventional materials for energy production. A mixture of POME and EFB in various ratios ranging between 7:3, 8:2, 9:1, and 10:0 was fermented in the presence of Lysinibacillus sp. LC 556247 for 120 h at 37 ± 2 °C and 180 rpm with the aim of elucidating the biodegradation of complex organic material in terms of BOD, COD, TSS, total organic carbon, inorganic carbon, and total carbon content. After fermentation, the mixtures were oven dried at 105 °C overnight and then subjected to calorific energy value (CEV) determination. The highest CEV of 20.26 MJ/kg was achieved for a ratio of 10:0 (slightly higher than the control experiment with the value of 18.67 MJ/kg), with maximum removal efficiencies of COD (12.19%), BOD (11.72%), TSS (93.94%), and oil reduction of 17.43%. The addition of EFB did not positively increase the CEV.
1. Introduction
Malaysia is one of the largest exporters and producers of palm oil. The oil palm sector in Malaysia is a developing economic industry, and the production of palm oil results in high revenues [1]. Approximately 34.3% of global palm oil exports were contributed by Malaysia in 2020 [2]. In the same year, Malaysia contributed 9.1% and 19.7% of the global total production and exports of oils [2]. Malaysia produced 18,116,354 tons of crude palm oil (CPO) and exported 24,279,569 tons of various processed palm oil products; the area of oil palm plantation was 5.90 million hectares in the year 2021 [2,3]. The oil palm tree is made up of 10% palm oil and 90% biomass [4,5]. As the year passed, the oil palm industry became a major biomass producer in Malaysia due to the fact that only a small proportion of the waste was processed and valorized into value-added products.
Oil palm wastes can be categorized into liquid and solid forms. The liquid form of palm oil waste is palm oil mill effluent (POME), whilst the solid form of oil palm waste is empty fruit bunch (EFB), mesocarp fibers (MF), palm kernel shells (PKS), oil palm trunk (OPT), and oil palm fronds (OPF). The most voluminous oil palm waste produced is POME, with approximately 3.05 m3 produced for one ton of CPO processing [6]. POME has been identified by millers as the most expensive and difficult waste to manage [7]. Similarly, POME is also regarded as the most significant pollutant produced in Malaysia. The high amount of solids, COD, BOD, nutrients, and grease present in POME contributes to land and aquatic pollution upon discharge directly into the environment [8]. Direct POME discharge into the environment without proper treatment could be detrimental to the environment because of greenhouse gas emissions emitted into the atmosphere, such as methane and carbon dioxide [9]. Furthermore, the physiochemical characteristics of POME can pollute water and disrupt the aquatic ecosystem [10]. It could result in water logging of the soil, clogging, and killing the vegetation on contact [11]. Hereafter, local water sources for fishing and domestic use become limited, and the mortality of aquatic organisms upsurges [11].
POME can be characterized as a brownish viscous liquid produced from a palm oil mill with high moisture content (MC). The liquid waste is generated from the sterilization of fresh fruit bunch (FFB), clarification of CPO, and hydrocyclone separation of the kernel, and can be obtained from the clarification of wastewater, sterilizer condensate, and hydrocyclone wastewater [12,13,14]. EFB is the second most voluminous oil palm waste produced. EFB can be characterized as a highly fibrous and mineral-rich material [15,16]. Approximately one ton of EFB is produced from one ton of palm oil production [17]. Conventionally, EFB is disposed into the environment either by burning or left to decompose due to its bulky nature and low commercial value. However, the burning and decomposition of EFB in an open environment also emit greenhouse gases and insect manifestations. Even though POME is classified as non-toxic, its high organic content can interfere with ecosystems and create environmental pollution in water bodies [18].
POME and EFB are sources of renewable energy as they can be valorized into biomass fuel and can be replenished without compromising the Earth’s natural resources and the liability of the ecosystem. Biomass fuel can be defined as a fuel produced by renewable organic material that comes from plants and animals and is used to generate energy as heat or as electricity. POME contains a high organic content of carbon [9]. The increase in calorific energy value (CEV) is contributed by the increase in the percentage of fixed carbon [19].
Many researchers focus on the utilization of palm oil wastes for energy production. Yacob et al. reported methane production from two anaerobic ponds in the Felda Serting Palm Oil Mill for 52 weeks with values of 35.0% and 70.0% [20]. However, their study only addresses the methane and remaining POME that still exists and requires further treatment. In another separate experiment, Bakar et al. utilized a mixture of POME and EFB to produce biomass fuel via co-fermentation of Lysinibacillus sp. and Aspergillus flavus with a CEV of 26.71%. Bakar et al. successfully utilized the remaining POME and biovalorized it into other value-added products of biomass fuel [21,22]. Nevertheless, if the CEV is considered low, extensive research is necessary to further increase the CEV.
Furthermore, the initiatives of utilizing sustainable, abundant, and low-cost carbon sources derived from agricultural waste can support industry waste reduction whilst maximizing the manufacture of value-added products [23].
Open ponding systems are widely employed in Malaysia to treat POME prior to discharge into the environment on an industrial scale. POME is treated incessantly under both aerobic and anaerobic conditions. This is due to its convenience, cost-effectiveness, and low technology requirement [24,25]. However, the ponding system can be considered obsolete as it requires long hydraulic retention time (HRT) and large land space, and concomitantly, POME final discharge fails to meet the discharge limits set by the Malaysian Department of Environment (DOE) [26]. Therefore, an alternative approach with shorter HRT and small space requirement, producing sustainable by-products, is essentially needed.
Diverse microorganisms have been utilized for fermentation processes in the attempt to produce biofuel; for example, Saccharomyces cerevisiae is one of the yeasts commonly utilized to produce ethanol with a concentration as high as 18% of the fermentation broth [27]. Saw dust is reported to have a significant CEV between 8.3 and 16.7 MJ/kg depending on the moisture content (MC) [28]. The average CEV for POME and EFB is 16.99 MJ/kg and 18.88 MJ/kg, respectively [29]. Utilizing microbes for biomass fuel production from agricultural waste by exploiting metabolic pathways sustainably and economically might be an ideal approach as microbes can increase the CEV [21,22,30,31].
Currently, there are limited studies on the aerobic treatment of palm oil mill waste, particularly for the production of sustainable biomass fuel with high CEV. In this study, various ratios of POME and EFB were fermented in the presence of indigenous bacteria Lysinibacillus sp. LC 556247. The bacteria were isolated from POME and are thus regarded to be resilient microorganisms that can thrive in extreme conditions. These microbes have the potential to biodegrade complex organic compounds into simpler forms. The potential for valorizing a mixture of POME and EFB into useful energy sources was touted as a practical and prevalent treatment since these resources are abundant wastes from oil palm plantations. The objectives of this study were to investigate the suitable ratio of POME and EFB for biomass fuel production in the presence of Lysinibacillus sp. LC 556247 and its degradation processes by monitoring the BOD, COD, total suspended solid (TSS), and elemental analysis of carbon (C), hydrogen (H), and nitrogen (N). Upon 120 h of fermentation, the mixture was subjected to overnight oven drying at 105 °C, and the changes in calorific energy value (CEV) prior to and after treatment were compared.
2. Materials and Methods
2.1. Biofeedstocks
The POME and EFB utilized in this study were obtained from a trapping pond at one of the processing palm oil facilities, namely United Oil Palm Sdn. Bhd. Malaysia at coordinates 5°09′22.3″ N and 100°30′32.3″ E. EFB long fibres were shredded (Seng Hup Engineering, Kuala Lumpur, Malaysia) and ground (Daya Korban, Malaysia) to produce a short single fiber within the range of 5–10 cm prior to storage in a sealed plastic bag at room temperature; POME was stored in a refrigerator prior usage. All biofeedstocks were autoclaved before being subjected to batch fermentation.
2.2. Microorganism and Inoculum Preparation
The isolated indigenous bacteria, Lysinibacillus sp. LC 556247, were grown in a sterile nutrient broth (NB) medium containing 5.0 g/L peptone, 5.0 g/L sodium chloride, 1.5 g/L HM peptone B#, and 1.5 g/L yeast extract with a final pH of 7.4 ± 0.2 in an incubator shaker (A3555, Smith, UK) at 35 ± 2 °C and 127 180 rpm overnight [14]. The optical density (OD) of the bacterial cells was measured using a UV-Vis Spectrophotometer (Shimadzu UVmini-1240, Shimadzu Corp., Kyoto, Japan) at 620 nm. Once the optical density (OD) of the bacteria cells reached 0.6–0.8 at 600 nm, the bacteria were inoculated (10% w/v) into the fermentation medium.
2.3. Batch Fermentation
Preceding experiment, POME was mixed with various ratios of EFB. In detail, the preparation of a fermentation medium in the presence of Lysinibacillus sp. LC 556247 bacteria was performed under four different ratios of POME and EFB, ranging between 7:3 (Group 1), 8:2 (Group 2), 9:1 (Group 3), and 10:0 (Group 4); the medium was fermented using a benchtop bioreactor under aerobic conditions. Air was injected using a sparger for 120 h and oven-dried at 105 °C to obtain the dried output. A control experiment (CE) was conducted whereby autoclaved POME (without EFB) was utilized as a fermentation medium with the same conditions mentioned above. The ratio was varied in order to elucidate the effects of short, single, and loose fibrous material on the fermentation effectiveness and pellet compactness. For example, to prepare the fermentation medium of 7:3, 1000 mL of POME and 60 g of EFB were transferred into a bioreactor (Minifors, Infors AG CH-4103, Bottmingen, Switzerland) with a working volume of 1 L. The initial moisture content (MC) of both POME (approximately 86.38%) and EFB (approximately less than 1%) was evaluated to calculate the ratio of fermentation medium based on the solid weight. The temperature was set at 37 ± 2 °C, and agitation was set to 180 rpm. Fermentation was conducted for 120 h (h). The pH was recorded throughout fermentation, with the initial pH ranging between 4.7 and 5.3. A volume of 40 mL of fermented mixtures of POME and EFB samples collected at 0, 24, 48, 72, 96, and 120 h were dried overnight using an oven at 105 °C until a constant weight was observed (Binder World FD056UL, Binder GmbH, Tuttlingen, Germany). They were then stored at −20 °C in a freezer prior to being subjected to further analyses.
2.4. Analytical Methods
BOD was determined by incubating the diluted fermented samples with deionized water in a 20 °C incubator for five days. The BOD value was measured using a portable DO meter (HANNA HI98193, Hanna Instruments, Woonsocket, Rhode Island, USA). COD was determined by filtering the fermented samples through 0.22 μm into COD2, High Range, 0–1500 mg/L CO. The COD value was measured using a portable spectrophotometer (DR 2800, HACH, Loveland, USA) after digestion for 2 h at 150 °C using a digital reactor block (DRB 200, HACH, Loveland, Colorado, USA). For COD analysis, the 5220 D procedure of closed reflux with a colorimetric method was adopted to evaluate the organic contents in the fermentation feedstocks and was then tabulated as COD removal efficiency using Equation (1) [22]. The method adopted for BOD analysis was the BOD5, 5210 B procedure.
whereby CODi is the initial COD value, and CODf is the final COD value. All tests were performed in triplicate to confirm the reproducibility.
The pH of the fermentation medium was measured using a portable pH meter (HANNA HI-98100 Checker Plus, Hanna Instruments, Woonsocket, USA) at the beginning and end of the experiment for each designated ratio. TSS was determined by filtering diluted samples using a 0.22 μm filter. Perforated crucibles containing the filtered sample and filter were oven-dried at 105 °C until a constant weight was obtained. TSS before and after fermentation were compared, and removal efficiencies were calculated.
The moisture content (MC) of the samples was determined using a standard oven-drying method at 105 °C until a constant weight was obtained (AOAC, 2010). The CEV was determined using a bomb calorimeter (Parr 6200, Fisher Scientific International Inc., Pittsburgh, USA). The combustion vessel was ignited under the following conditions: pre-fire: 3 min, post-fire: 5 min, fuse wire length: 10 cm, and bucket and jacket temperature: 13–33 °C.
Total organic carbon (TOC) was analyzed using a Shimadzu TC 5050 Carbon Analyzer (Shimadzu Corporation, Kyoto, Japan). A 1 g powdered sample with the highest CEV from Group 2 was subjected to further analysis to measure the level of organic compounds using a TOC analyzer. Carbon analyzers are mainly comprised of two different system components: a solid sample module—5000 A (SSM) and a total organic carbon (TOC–L) analyzer. Initially, 1 g of homogenous solid samples was weighed and deposited into the SSM with the following parameters: furnace temperature of 900 °C and 200 °C for TC and IC content, respectively. The SSM was equipped with purified oxygen at 200 kPa, and the carrier gas flow was set to 20 mL/min. Then, the samples were further analyzed using a TOC–L analyzer, with the furnace temperature set to 680 °C and supplied with 200 kPa purified air. The carrier gas flow was set to 20 mL/min. The TOC was measured in terms of percentage using the following Equation (2):
Oil and grease content was determined by performing the soxhlet-extraction method [14]. Dried samples were weighed and transferred into a cellulose thimble with a dimension of 22 mm × 80 mm (A3840, Smith, Kent, UK) and extracted using n-hexane at 99% as an extraction solvent at 60 °C. The excess solvent was evaporated using a drying oven at 105 °C. The final weight of the flask was measured, and the oil extracts were stored.
One g of homogenized dried sample from each group was transferred into a pellet maker (Model: Parr, Moline, IL, USA) and pressed to obtain a compact pellet with a dimension of 12 mm in diameter and a height of approximately 8 mm. The compression strength of the biomass pellet was analyzed based on texture profile analysis using a Texture Analyzer (TA.XTplusC, Stable Micro System, Surrey, UK). The load cell applied was 30 kg with a trigger force of 0.03 kN. The compression strength was tested at five different levels of stress: 10, 20, 30, 40, and 50%.
3. Results and Discussion
3.1. Batch Fermentation of Lysinibacillus sp. LC 556247 in Various Ratios of POME and EFB
The results of BOD removal efficiency, COD concentration, and COD removal efficiency throughout 120 h fermentation time are shown in Figure 1. BOD is the concentration of dissolved oxygen (DO) required by organisms to metabolize the organic materials present in a water sample over a specific period and temperature. Commonly, BOD is used as an indicator to measure the effectiveness of wastewater treatments. Referring to Figure 1a, BOD was successfully aerobically reduced by the mixture of POME and EFB in the presence of Lysinibacillus sp. LC 556247. The BOD level is influenced by microorganisms that actively consume oxygen and thus reduce the DO concentration [32,33]. At the end of the fermentation, the BOD concentrations for all groups reduced remarkably, with all DO concentrations maintained at a minimum of 2 mg/L. The maintenance of a minimum DO concentration of 2 mg/L at the end of the fermentation process is a rational benchmark [14,34,35]. The highest BOD removal efficiency was achieved by Group 3 at 24.66%, followed by Group 4 at 11.72%, Group 1 at 9.37%, Group 2 at 9.29%, and the CE at 1.50%. This observation is due to the reaction of the microorganism Lysinibacillus sp. LC 556247 during fermentation. The addition of indigenous bacteria during fermentation contributes to the effective degradation of organic matter. High BOD removal efficiency was achieved at the minimal amount of EFB in the mixture, as indicated in the ratio of 9:1.
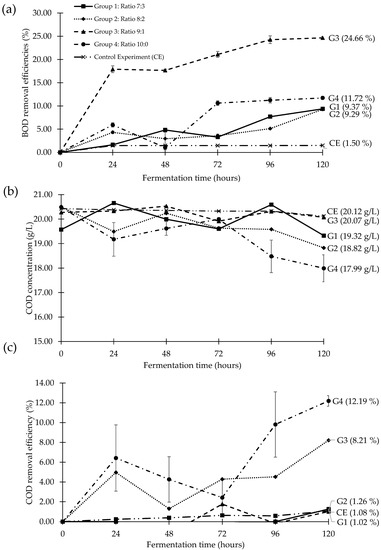
Figure 1.
Batch fermentation performance: (a) BOD removal efficiency, (b) COD concentration, and (c) COD removal efficiency profile.
Vigorous degradation activity by Lysinibacillus sp. LC 556247 took place due to the fact that this strain is indigenous to POME. According to previous studies [21,22], the addition of indigenous microorganisms may contribute to the increasing population size of microorganisms functioning in the degradation of organic matter [36,37]. Lysinibacillus sp. LC 556247 bacteria, which occur naturally in POME, have the ability to adapt to harsh POME environments. Furthermore, high BOD removal efficiency achieved with minimal addition of EFB also indicates that Lysinibacillus sp. LC 556247 is hypothetically suitable to be utilized in the mixture of POME and EFB at a ratio of 9:1. The ability of Lysinibacillus sp. LC 556247 to adapt to the harsh environment of POME allows the bacteria to utilize the organic matter from POME as nutritional resources and proliferate.
High BOD removal efficiency was achieved by Group 3 as it showed the most prominent changes on the initial and final day of fermentation. Nevertheless, the BOD removal efficiencies were found to decrease as the addition of EFB into the mixture increased. The high amount of EFB could reduce the oxygen diffusion rate into the biofeedstocks medium. When EFB is added into POME, it can be observed that the aeration provided by the sparger is less effective. The visibility of air supplied to the medium decreases as more EFB is added. Based on physical observation, the rate of aeration decreases with increasing EFB. Concomitantly, the rate of oxygen diffusion is reduced and causes the bacteria’s capability to degrade the organic matter to be slightly declined. Simultaneously, oxygen becomes the limiting factor. Oxygen is the key factor and plays a crucial role in the biodegradative process [38]. Biostimulation by oxygen supply can be applied to enhance aerobic biodegradation rates and stimulate microbial activity [39].
The discharge of wastewater with high BOD can reduce the oxygen content of the receiving water bodies and consequently causes the death of the organism [33]. This is because organic material increases the growth of microorganisms and depletes the oxygen required for other aquatic life [32]. Therefore, it is important to ensure the BOD is reduced prior to release into water bodies.
COD is an analytical approach used to measure the amount of oxygen required for organic matter in water samples to oxidize [40]. COD represents the degree of organic pollution in water bodies [41]. Discharge of POME into the environment without extensive treatment due to its complexity and high capital cost can pollute the environment and disrupt ecosystems due to its high COD, even though it is not considered a toxic waste as there is no chemical added during palm oil extraction. The efficiencies of Lysinibacillus sp. LC 556247 in treating different ratios of POME and EFB mixture during aerobic fermentation were compared in this study.
Referring to Figure 1c, the highest COD removal efficiency was recorded by Group 4 (Ratio 10:0). Reduction of EFB increased the aeration or airflow. Similar reactors with hollow fiber membranes for oxygen delivery and biomass support also demonstrated a high COD-removing capability [42]. Low COD removal efficiency was recorded with the addition of EFB into the fermentation medium. Low COD removal efficiency was recorded by Group 3 (Ratio 9:1), Group 2 (Ratio 8:2), the CE, and Group 1 (Ratio 7:3) with values of 8.21%, 1.26%, 1.08, and 1.02%, respectively. The increase in EFB amount results in lower COD removal efficiency. This is because fibers present in EFB are unable to sufficiently homogenize with ionic species in the effluent [43]. Based on visual observations of Group 1 (Ratio 7:3), Group 2 (Ratio 8:2), and Group 3 (Ratio 9:1), excess biomass from fibrous EFB resulted in lower aeration. A similar observation was reported by Pankhania et al. (1994) in which the excess biomass initiated channeling problems and subsequently decreased the COD removal efficiency [42]. Decreasing biomass activity with metabolite accumulation in dense biofilm resulted in declined mass transfer [44]. As a result, high COD remained during the duration of fermentation. Pankhania et al. (1994) also explained that the absence of backwash resulted in extensive clogging and reduced COD efficiency [42].
The highest COD removal efficiency was achieved by Group 4 (12.19%) without EFB, and the lowest COD removal efficiency was achieved by Group 1 (1.02%) with the highest addition of EFB. Overall, by the end of fermentation, all fermentation groups showed COD removal efficiency. This indicates that Lysinibacillus sp. LC 556247 can reduce the COD of POME via the fermentation process. Lysinibacillus sp. LC 556247 convert organic matter present in POME and EFB into carbon dioxide, water, and biomass. The biomass fuel generated from the degradation process can be exploited as an alternative energy source that is sustainable and environmentally friendly.
3.2. Biodegradation Study
Table 1 summarizes the biodegradation study of organic matter in the presence of Lysinibacillus sp. LC 556247 after 5 days of fermentation using various ratios of POME and EFB, together with data from a commercial product, namely ‘B’, which contains only EFB. All groups were in acidic conditions throughout the fermentation time, with an operating pH of 4.8–5.6. In detail, the recorded operating pH during fermentation for Group 1 was 5.0–5.1, Group 2 was 5.3–5.8, Group 3 was 4.8–5.0, and Group 4 was 5.3–5.6. The pH remained acidic (below 5.8) throughout the fermentation process in all designated ratios. This is due to the accumulation of organic acids [14]. Nevertheless, the pH can be considered a non-critical factor that influences the performance of Lysinibacillus sp. LC 556247 during the degradation of organic matter [14]. This is because the Lysinibacillus sp. LC 556247 can be observed to proliferate in acidic conditions throughout fermentation.

Table 1.
Comparison of TSS, pH, MC, CEV, oil, and grease after 120 h fermentation in various ratios of POME and EFB with the presence of Lysinibacillus sp. LC 556247.
Moisture content (MC) is one of the factors that affect the combustion characteristics and quality of a fuel [29,45,46,47]. Asamoah et al. (2016) reported that productive and high-quality fuel pellets and briquettes depend on low MC, volatile matter, and ash content with high fixed carbon content [48]. High MC presence in biomass fuel will reduce the stability and density of the pellets and briquettes [49]. Low MC will produce high-quality fuel pellets and briquettes. Therefore, a reduction in MC is required for biomass-based energy applications.
All fermented biomasses were oven-dried at 105 °C overnight to obtain MC below 3% (Table 1). The MC for commercial product ‘B’ was slightly high, with a value of 9.8. When the MC is high, the ignition process of the biomass fuel is reduced. This is because extra energy is required to evaporate the moisture present in the biomass fuel prior to combustion. Biomass fuel with high MC produces a low concentration of carbon dioxide which indicates that less combustion has occurred [45]. Inevitably, ignition time would be prolonged and result in low combustion efficiency. Ignition difficulties for biomass fuel can be overcome by drying biomass before utilization. Reduction of MC improves the CEV. This is because the reduction of MC reduces the water and oxygen content of biomass fuel and consequently increases the heating value [50]. The intensity of the fire and energy release rate reduces as the MC increase for all types of fuel [51]. Furthermore, the ignition speed and capability for the flame to sustain in a fuel-rich environment reduces as the moisture rate increases [51]. Therefore, it is essential to adopt a post-treatment for moisture reduction to increase combustion efficiency with high CEV and stable flame. It is also recommended to utilize biomass with low MC in order to maximize the quality of the heating value [52]. When the MC decreases, the duration for long-term storage will also increase.
CEV is a measure of the heat released during combustion in a calorimeter and is normally expressed as megajoules per kilogram (MJ/kg). CEV is tested to measure the amount of heat energy that would be recovered from the biomass during combustion. CEV generated by biomass fuel indicates the quality of the fuel. An analysis was performed to determine the CEV of fermented POME and EFB with various ratios. Referring to Table 1, the highest CEV was 31.36 MJ/kg (Group 4), followed by 23.69 MJ/kg (Group 3), 22.21 MJ/kg (Group 2), the CE (18.67 MJ/kg), and 16.98 MJ/kg (Group 1). The highest CEV was achieved under the fermentation conditions of Group 4 with POME solely as substrates (without EFB) in the presence of Lysinibacillus sp. LC 556247. The CEV recorded from this study was higher than the average CEV for commercially available product ‘B’, 17.35 MJ/kg [5,29]. A commercial pellet with higher carbon content similar to POME is not available in the market (yet). POME can generate high CEV due to its high content of carbon [5,48]. Moreover, palm oil waste sources are considered abundant, easy to obtain, and they utilize sustainably. Most importantly, biomass fuel is carbon neutral, and no additional carbon is released upon combustion, which leads to a reduced carbon footprint. Utilization of agricultural waste, such as palm oil mill waste, into biomass fuel using naturally occurring microbes is sustainable rather than leaving the waste in open spaces such as open ponding systems without extensive treatment. The obsolete open ponding system causes uncontrollable greenhouse gas (GHG) emissions into the atmosphere [53]. The commercially available pellet has a low CEV of 17.35 MJ/kg when compared to the product from the Group 4 biomass fuel. The low CEV of commercial pellets is due to the low carbon composition in the pellet. Carbon molecules exposed to heat and oxygen create a chain reaction resulting in additional heat to fuel the combustion process [54]. This indicates that the Group 4 product, which solely consisted of POME, is suitable to be commercialized given the high CEV able to produce high energy upon combustion.
Table 2 shows the total organic carbon (TOC), total carbon (TC), and total inorganic carbon (TIC) together with the compression strength for the treated samples of Groups 1, 2, 3, and 4, and the control experiment (CE) after 24 h of fermentation. The sample with the highest CEV of 31.36 MJ/kg from Group 4 indicates higher percentage composition for TOC and TC with values of 66.27% and 66.28%, respectively. In lieu, the percentage values for TOC and TC from Group 1 (low CEV) are 45.09% and 45.11%. Referring to Table 2, samples with a high composition of carbonaceous elements in Group 4 directly correlate with high CEV.
Table 2.
Composition of total organic carbon (TOC), total carbon (TC), and total inorganic carbon (TIC) together with compression strength for treated samples of Groups 1, 2, 3, and 4, and control experiment (CE) after 24 h of fermentation.
An increase in carbon composition will increase the burning rate and vice versa. The observed relationship is explainable as the CEV decreases with the decrease in carbon content. These findings validate previous research on the energy generated by biomass fuels in which a high calorific value was acquired with an increase in C and H values [49,55]. The high composition of carbon in biomass fuels directly increases the CEV. This is due to its characteristics of high flame reactivity, minimum ignition energy, and high flammability [56,57,58]. Here, we can suggest ending the fermentation process for Group 4 at 24 h due to its high CEV; by shortening the process, production costs may be reduced. The high CEV value is the main priority in producing high-quality biomass pellets. Upon drying, BOD and COD are negligible for biomass fuel production.
Compressive strength is the maximum load of force or stress that a disc-shaped biomass fuel pellet can resist before it begins to break, fracture, or crack when a sudden external force is applied during storage and handling. The compression strength test allows us to indicate the overall strength of force a disc-shaped biomass fuel pellet can sustain and the durability or compactness of the pellet. In this study, the maximum load applied was 0.03 kN compared with commercially available pellet ‘B’. Pelletization is a compressing interaction between particles and their constituent materials into the shape of a pellet with high compactness [59].
Referring to Table 2, the highest compressive force of load was sustained by the Group 4 pellet, 0.337 ± 0.037 kN, followed by the Group 3 pellet (0.099 ± 0.001 kN), commercial pellet ‘B’ (0.081 ± 0.003 kN), the Group 2 pellet (0.072 ± 0.010 kN), and the CE (0.056 ± 0.017 kN). The Group 4 pellet was able to resist a 30% level of stress with 0.337 kN maximum force load, whilst the Group 3 pellet was able to resist a 30% level of stress with 0.099 ± 0.001 kN. The maximum force load sustained by commercial pellet ‘B’ and the Group 2 pellet was 0.081 kN at a 20% level of stress and 0.072 kN at a 20% level of stress, respectively. Commercial pellet ‘B’ and the Group 2 pellet were completely cracked and compressed beyond the 30% level of stress.
The obtained result pinpointed that pellets solely made of POME (Group 4 product) were more prominent than the mixture of POME and EFB in terms of compression strengths. POME in the form of fine-dried material was able to remain intact four-fold, increasing the level of stress sustained by the Group 2 product. Particle size affected the pellet density significantly. Differences in density were contributed by fibrous material from EFB. When EFB was added into POME under the conditions set up in this experiment, it was observed that the pellet hardness decreased with increased particle size. Mani et al. (2006) also confirmed that switchgrass pellet hardness was reduced with a decrease in particle screen size from 3.2 to 2.8 mm in their study [59]. When compressed into a pellet, the finely dried particle of POME provides a denser and more durable pellet. This is because smaller particles fill up empty spaces better compared to larger particles. Finely ground biomass also provides a large surface area that facilitates heat absorption, which is crucial for the activation of chemical components’ binding properties [60].
However, a pellet mixture of POME and EFB produced a loose and brittle pellet. As a result, biomass fuel pellets consisting of POME and EFB mixture have lower compressive force resistance when compared to biomass fuel pellets solely consisting of POME. Pellets with low mechanical resistance will emit dust during pellet handling, storage, and transport [61]. Furthermore, high compactness, high densities, and less bulky pellets result in low transportation costs and high-efficiency energy conversion [60]. Thus, the high density and hardness of pellets can be achieved by reducing the biomass particle size [60].
The Group 4 product is more prominent as compared to the commercially available pellet ‘B’ in terms of compression strength, handling, and storage. During fermentation in Group 4, the complex organic compound was degraded to a simpler compound and could be monitored by high carbon content. High carbon content increases the CEV and combustion efficiency. Therefore, the results indicate that the Group 4 product is suitable for the production of biomass fuel pellets with enhanced CEV and high compactness [62]. It is very essential to ensure the pellets do not degrade physically during handling, transportation, and storage between manufacturer and user.
4. Conclusions
The BOD, COD, and TSS for all experimental groups decreased after fermented for 120 h at 37 ± 2 °C and 180 rpm with the highest CEV, 20.26 MJ/kg, achieved by Group 4 in the presence of Lysinibacillus sp. LC 556247. A post-treatment drying method to reduce the moisture content to approximately less than 3% was necessary before utilization. The pH remained acidic below 5.8, along with the fermentation duration for all designated ratios of the POME and EFB mixture. The sample from Group 4 with the highest CEV was correlated with high carbon elements, as analyzed by a TOC analyzer. In terms of pellet physical properties, the G4 pellet with the highest CEV can sustain a 40% level of stress and a maximum force load of 0.337 kN, suppressing the commercial pellet with 0.081 kN of maximum force load. Overall, this study displayed that Lysinibacillus sp. LC 556247 is a promising bacterium for sustainable and efficient POME and EFB degradation.
Author Contributions
Conceptualization, S.B.; methodology, formal analysis, investigation, D.D; resources, S.B.; writing—original draft preparation, D.D.; writing—review and editing, S.B.; visualization, D.D.; supervision, S.B.; project administration, S.B.; funding acquisition, S.B. All authors have read and agreed to the published version of the manuscript.
Funding
Malaysian Ministry of Higher Education via Fundamental Research Grant Scheme (FRGS) with a project code of FRGS/1/2021/STG01/USM/02/12.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors gratefully acknowledge the main financial support of the Ministry of Higher Education, Malaysia, to the Universiti Sains Malaysia (USM), through the Fundamental Research Grant Scheme (FRGS), with a project code of FRGS/1/2021/STG01/USM/02/12.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
| BOD | Biochemical oxygen demand |
| COD | Chemical oxygen demand |
| POME | Palm oil mill effluent |
| EFB | Empty fruit bunch |
| TSS | Total suspended solid |
| CHN | Carbon, hydrogen, nitrogen |
| CEV | Calorific energy value |
| RPM | Rate per minute |
| MC | Moisture content |
| MF | Mesocarp fibers |
| PKS | Palm kernel shells |
| OPT | Oil palm trunk |
| OPF | Oil palm fronds |
| HRT | Hydraulic retention time |
| DOE | Department of environment |
References
- Alam, A.F.; Er, A.C.; Begum, H. Malaysian oil palm industry: Prospect and problem. J. Food Agric. Environ. 2015, 13, 143–148. [Google Scholar]
- Production of Crude Palm Oil. Available online: https://bepi.mpob.gov.my/index.php/en/production/production-2021/production-of-crude-oil-palm-2021 (accessed on 24 June 2022).
- Parveez, G.K.A.; Tarmizi, A.H.A.; Sundram, S.; Loh, S.K.; Ong-Abdullah, M.; Palam, K.D.P.; Salleh, K.M.; Ishak, S.M.; Idris, Z. Oil palm economic performance in Malaysia and R&D progress in 2020. J. Oil Palm Res. 2021, 33, 181–214. [Google Scholar]
- Uemura, Y.; Omar, W.N.; Tsutsui, T.; Yusup, S.B. Torrefaction of oil palm wastes. Fuel 2011, 90, 2585–2591. [Google Scholar] [CrossRef]
- Onoja, E.; Chandren, S.; Abdul Razak, F.I.; Mahat, N.A.; Wahab, R.A. Oil palm (Elaeis guineensis) biomass in Malaysia: The present and future prospects. Waste Biomass Valorization 2019, 10, 2099–2117. [Google Scholar] [CrossRef]
- Loh, S.K.; Choo, Y.M. Prospect, Challenges and Opportunities on Biofuels in Malaysia. In Advances in Biofuels; Pogaku, R., Sarbatly, R., Eds.; Springer: Boston, MA, USA, 2013; Volume 1, pp. 3–14. [Google Scholar]
- Madaki, Y.S.; Seng, L. Palm oil mill effluent (POME) from Malaysia palm oil mills: Waste or resource. Int. J. Sci. Environ. Technol. 2013, 2, 1138–1155. [Google Scholar]
- Dominic, D.; Baidurah, S. Recent Developments in Biological Processing Technology for Palm Oil Mill Effluent Treatment—A Review. Biology 2022, 11, 525. [Google Scholar] [CrossRef] [PubMed]
- Aziz, N.I.H.A.; Hanafiah, M.M. The potential of palm oil mill effluent (POME) as a renewable energy source. J. Green Energy 2017, 1, 323–346. [Google Scholar] [CrossRef]
- Tan, Y.D.; Lim, J.S. Feasibility of palm oil mill effluent elimination towards sustainable Malaysian palm oil industry. Renew. Sustain. Energy Rev. 2019, 111, 507–522. [Google Scholar] [CrossRef]
- Mohammad, S.; Baidurah, S.; Kobayashi, T.; Ismail, N.; Leh, C.P. Palm oil mill effluent treatment processes—A review. Processes 2021, 9, 739. [Google Scholar] [CrossRef]
- Sethupathi, S. Removal of Residue Oil From Palm Oil Mill Effluent (POME) Using Chitosan. Master’s Thesis, Universiti Sains Malaysia, Penang, Malaysia, 2004. [Google Scholar]
- Wu, T.Y.; Mohammad, A.W.; Jahim, J.M.; Anuar, N. Pollution control technologies for the treatment of palm oil mill effluent (POME) through end-of-pipe processes. J. Environ. Manag. 2010, 91, 1467–1490. [Google Scholar] [CrossRef]
- Mohammad, S.; Baidurah, S.; Kamimura, N.; Matsuda, S.; Bakar, N.A.S.A.; Muhamad, N.N.I.; Ahmad, A.H.; Dominic, D.; Kobayashi, T. Fermentation of Palm Oil Mill Effluent in the Presence of Lysinibacillus sp. LC 556247 to Produce Alternative Biomass Fuel. Sustainability 2021, 13, 11915. [Google Scholar] [CrossRef]
- Geng, A. Conversion of oil palm empty fruit bunch to biofuels. In Liquid, Gaseous and Solid Biofuels-Conversion Techniques; Zhen., F., Ed.; Intech: Rijeka, Croatia, 2013; Volume 1, pp. 479–490. [Google Scholar]
- Chan, K.W.; Watson, I.; Lim, K.C. Use of oil palm waste material for increased production. Planter 1981, 57, 14–37. [Google Scholar]
- Osman, N.A.; Ujang, F.A.; Roslan, A.M.; Ibrahim, M.F.; Hassan, M.A. The effect of palm oil mill effluent final discharge on the characteristics of Pennisetum purpureum. Sci. Rep. 2020, 10, 6613. [Google Scholar] [CrossRef]
- Utami, N.U.; Said, M.; Faizal, M.; Komariah, L.N. Conversion of Palm Oil Mill Effluent on Biogas Production with Consortium Bacteria. Int. J. Adv. Sci. Eng. Inf. Technol. 2019, 9, 2035–2041. [Google Scholar] [CrossRef]
- Imran, A.M.; Widodo, S.; Irvan, U.R. Correlation of fixed carbon content and calorific value of South Sulawesi Coal, Indonesia. IOP Conf. Ser. Earth Environ. Sci. 2022, 473, 012106. [Google Scholar]
- Yacob, S.; Hassan, M.A.; Shirai, Y.; Wakisaka, M.; Subash, S. Baseline study of methane emission from anaerobic ponds of palm oil mill effluent treatment. Sci. Total Environ. 2006, 366, 187–196. [Google Scholar] [CrossRef]
- Bakar, N.A.S.A.; Khuzaini, N.A.; Baidurah, S. Co-fermentation involving Lysinibacillus sp. and Aspergillus flavus for simultaneous palm oil waste treatment and renewable biomass fuel production. AIMS Microbiol. 2022, 8, 357–371. [Google Scholar] [CrossRef]
- Bakar, N.A.S.A.; Baidurah, S. Bio-valorization of palm oil mill effluent waste for the potential production of renewable biomass fuel pellets. Malays. J. Microbiol. 2022, 18, 408–423. [Google Scholar]
- Low, T.J.; Mohammad, S.; Sudesh, K.; Baidurah, S. Utilization of banana (Musa sp.) fronds extract as an alternative carbon source for poly (3-hydroxybutyrate) production by Cupriavidus Necator H16. Biocatal. Agric. Biotechnol. 2021, 34, 102048. [Google Scholar] [CrossRef]
- Liew, W.L.; Kassim, M.A.; Muda, K.; Loh, S.K.; Affam, A.C. Conventional methods and emerging wastewater polishing technologies for palm oil mill effluent treatment: A review. J. Environ. Manag. 2015, 149, 222–235. [Google Scholar] [CrossRef]
- Ng, K.H. Adoption of TiO2-photocatalysis for palm oil mill effluent (POME) treatment: Strengths, weaknesses, opportunities, threats (SWOT) and its practicality against traditional treatment in Malaysia. Chemosphere 2021, 270, 129378. [Google Scholar] [CrossRef]
- Nahrul, H.Z.; Nor, F.J.; Ropandi, M.; Astimar, A.A. A review on the development of palm oil mill effluent (POME) final discharge polishing treatments. J. Oil Palm Res. 2017, 29, 528–540. [Google Scholar]
- Lin, Y.; Tanaka, S. Ethanol fermentation from biomass resources: Current state and prospects. Appl. Microbiol. Biotechnol. 2006, 69, 627–642. [Google Scholar] [CrossRef]
- Czekała, W.; Bartnikowska, S.; Dach, J.; Janczak, D.; Smurzyńska, A.; Kozłowski, K.; Bugała, A.; Lewicki, A.; Cieślik, M.; Typańska, D.; et al. The energy value and economic efficiency of solid biofuels produced from digestate and sawdust. Energy 2018, 159, 1118–1122. [Google Scholar] [CrossRef]
- Loh, S.K. The potential of the Malaysian oil palm biomass as a renewable energy source. Energy Convers. Manag. 2017, 141, 285–298. [Google Scholar] [CrossRef]
- Kassim, M.A.; Meng, T.K.; Serri, N.A.; Yusoff, S.B.; Shahrin, N.A.M.; Seng, K.Y.; Bakar, M.H.A.; Keong, L.C. Sustainable Biorefinery Concept for Industrial Bioprocessing. In Biorefinery Production Technologies for Chemicals and Energy, 1st ed.; Kuila, A., Mukhopadhyay, M., Eds.; Wiley & Sons: Hoboken, NJ, USA; Scrivener Publishing LLC: Beverly, MA, USA, 2020; pp. 15–53. [Google Scholar]
- Sen, K.Y.; Baidurah, S. Renewable biomass feedstocks for production of sustainable biodegradable polymer. Curr. Opin. Green Sustain. Chem. 2020, 27, 100412. [Google Scholar] [CrossRef]
- Bajpai, P. Biermann’s Handbook of Pulp and Paper: Paper and Board Making. In Biermann’s Handbook of Pulp and Paper: Paper and Board Making; Bajpai., P., Ed.; Elsevier: Amsterdam, The Netherlands, 2018; Volume 2, pp. 1–31. [Google Scholar]
- Bendicho, C.; Lavilla, I. Water analysis: Sewage. In Encyclopedia of Analytical Science, 2nd ed.; Wordfold, P., Townshend, A., Poole, C., Eds.; Elsevier: Oxford, UK, 2005; Volume 10, pp. 300–307. [Google Scholar]
- Tchobanoglous, G.; Burton, F.L.; Stensel, H.D. Constituents in Wastewater. In Wastewater Engineering: Treatment, Disposal, and Reuse, 4th ed.; Wordfold, P., Townshend, A., Poole, C., Eds.; McGraw-Hill: New York, NY, USA, 2004; Volume 1, pp. 80–98. [Google Scholar]
- Chan, Y.J.; Chong, M.F.; Law, C.L. Biological treatment of anaerobically digested palm oil mill effluent (POME) using a Lab-Scale Sequencing Batch Reactor (SBR). J. Environ. Manag. 2010, 91, 1738–1746. [Google Scholar] [CrossRef]
- Li, B.; Bishop, P.L. Oxidation–Reduction Potential Changes in Aeration Tanks and Microprofiles of Activated Sludge Floc in Medium-and Low-Strength Wastewaters. Water Environ. Res. 2004, 76, 394–403. [Google Scholar] [CrossRef] [PubMed]
- Abu-Bakar, N.A.; Ibrahim, N. Indigenous microorganisms production and the effect on composting process. AIP Conf. Proc. 2013, 1571, 283–286. [Google Scholar]
- Kumar, B.L.; Gopal, D.V.R. Effective role of indigenous microorganisms for sustainable environment. 3 Biotech 2015, 5, 867–876. [Google Scholar] [CrossRef]
- Zawierucha, I.; Malina, G. Effects of oxygen supply on the biodegradation rate in oil hydrocarbons contaminated soil. J. Phys. Conf. Ser. 2013, 289, 012035. [Google Scholar] [CrossRef]
- Khan, S.; Ali, J. Chemical Analysis in Air and Water. In Bioassays: Advanced Methods and Applications; Hader, D., Erzinger, G., Eds.; Elsevier: Oxford, UK, 2017; Volume 1, pp. 21–36. [Google Scholar]
- Li, J.; Luo, G.; He, L.; Xu, J.; Lyu, J. Analytical approaches for determining chemical oxygen demand in water bodies: A review. Crit. Rev. Anal. Chem. 2018, 48, 47–65. [Google Scholar] [CrossRef] [PubMed]
- Pankhania, M.; Stephenson, T.; Semmens, M.J. Hollow fibre bioreactor for wastewater treatment using bubbleless membrane aeration. Water Res. 1994, 28, 2233–2236. [Google Scholar] [CrossRef]
- Ighalo, J.O.; Adeniyi, A.G.; Adelodun, A.A. Recent advances on the adsorption of herbicides and pesticides from polluted waters: Performance evaluation via physical attributes. J. Ind. Eng. Chem. 2021, 93, 117–137. [Google Scholar] [CrossRef]
- Capdeville, B.; Nguyen, K.M. Kinetics and modelling of aerobic and anaerobic film growth. Water Sci. Technol. 1990, 22, 147–170. [Google Scholar] [CrossRef]
- Atnaw, S.M.; Sulaiman, S.A.; Yusup, S. Influence of fuel moisture content and reactor temperature on the calorific value of syngas resulted from gasification of oil palm fronds. Sci. World J. 2014, 2014, 121908. [Google Scholar] [CrossRef]
- Hasan, M.F. Physical and Combustion Characteristics of Densified Palm Biomass. Master’s Thesis, University of Teknology, Skudai, Malaysia, 2009. [Google Scholar]
- Özyuğuran, A.; Yaman, S. Prediction of calorific value of biomass from proximate analysis. Energy Procedia 2017, 107, 130–136. [Google Scholar] [CrossRef]
- Asamoah, B.; Nikiema, J.; Gebrezgabher, S.; Odonkor, E.; Njenga, M. A review on production, marketing and use of fuel briquettes. In Resource, Reuse and Recovery; Chandrasoma, M., Ed.; CGIAR: Research Program on Water, Land, and Ecosystem (WLE); International Water Management Institute (IWMI): Colombo, Sri Lanka, 2016; Volume 7, pp. 15–36. [Google Scholar]
- Safana, A.A. The Mixture of Bio-Oil and Biochar Produced from Slow Pyrolysis of Palm Oil Wastes for Briquettes Production and Combustion as Solid Fuels. Ph.D. Thesis, Universiti Sains Malaysia, Penang, Malaysia, 2018. [Google Scholar]
- Awad, O.I.; Mamat, R.; Ibrahim, T.K.; Hagos, F.Y.; Noor, M.M.; Yusri, I.M.; Leman, A.M. Calorific value enhancement of fuel oil by moisture removal and its effect on the performance and combustion of a spark ignition engine. Energy Convers. Manag. 2017, 137, 86–96. [Google Scholar] [CrossRef]
- Ferguson, S.C.; Dahale, A.; Shotorban, B.; Mahalingam, S.; Weise, D.R. The role of moisture on combustion of pyrolysis gases in wildland fires. Combust. Sci. Technol. 2013, 185, 435–453. [Google Scholar] [CrossRef]
- Sulaiman, S.A.; Karim, M.F.; Nazmi, M.; Moni, Z.; Atnaw, S.M. On gasification of different tropical plant-based biomass materials. Asian J. Sci. Res. 2013, 6, 245–253. [Google Scholar] [CrossRef]
- Putro, L.H.S. Emissions of CH4 and CO2 from wastewater of palm oil mills: A real contribution to increase the greenhouse gas and its potential as renewable energy sources. Environ. Nat. Resour. J. 2022, 20, 61–72. [Google Scholar] [CrossRef]
- Cleveland, C.J.; Morris, C. Climate Change. In Handbook of Energy, 1st ed.; Cleveland, C.J., Morris, C., Eds.; Elservier: Oxford, UK, 2014; Volume 2, pp. 805–820. [Google Scholar]
- Hassan, S.; Kee, L.S.; Al-Kayiem, H.H. Experimental study of palm oil mill effluent and oil palm frond waste mixture as an alternative biomass fuel. J. Eng. Sci. Technol. 2013, 8, 703–712. [Google Scholar]
- Ma, Q.; Zhang, Q.; Chen, J.; Huang, Y.; Shi, Y. Effects of hydrogen on combustion characteristics of methane in air. Int. J. Hydrog. Energy 2014, 39, 11291–11298. [Google Scholar] [CrossRef]
- Wierzba, I.; Ale, B.B. Rich flammability limits of fuel mixtures involving hydrogen at elevated temperatures. Int. J. Hydrog. Energy 2000, 25, 75–80. [Google Scholar] [CrossRef]
- İlbaş, M.; Yılmaz, İ. Experimental analysis of the effects of hydrogen addition on methane combustion. Int. J. Energy Res. 2012, 36, 643–647. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Evaluation of compaction equations applied to four biomass species. Can. Biosyst. Eng. 2004, 46, 55–61. [Google Scholar]
- Carone, M.T.; Pantaleo, A.; Pellerano, A. Influence of process parameters and biomass characteristics on the durability of pellets from the pruning residues of Olea europaea L. Biomass Bioenergy 2011, 35, 402–410. [Google Scholar] [CrossRef]
- Hedlund, F.H.; Astad, J.; Nichols, J. Inherent hazards, poor reporting and limited learning in the solid biomass energy sector: A case study of a wheel loader igniting wood dust, leading to fatal explosion at wood pellet manufacturer. Biomass Bioenergy 2014, 66, 450–459. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Wright, C.T.; Hess, J.R.; Kenney, K.L. A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuels Bioprod. Biorefining 2011, 5, 683–707. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).