

Analysis and Test of Internal Blowing Anti-Tangle Bag-Breaking Device for Domestic Waste

Abstract
:1. Introduction
2. Materials and Methods
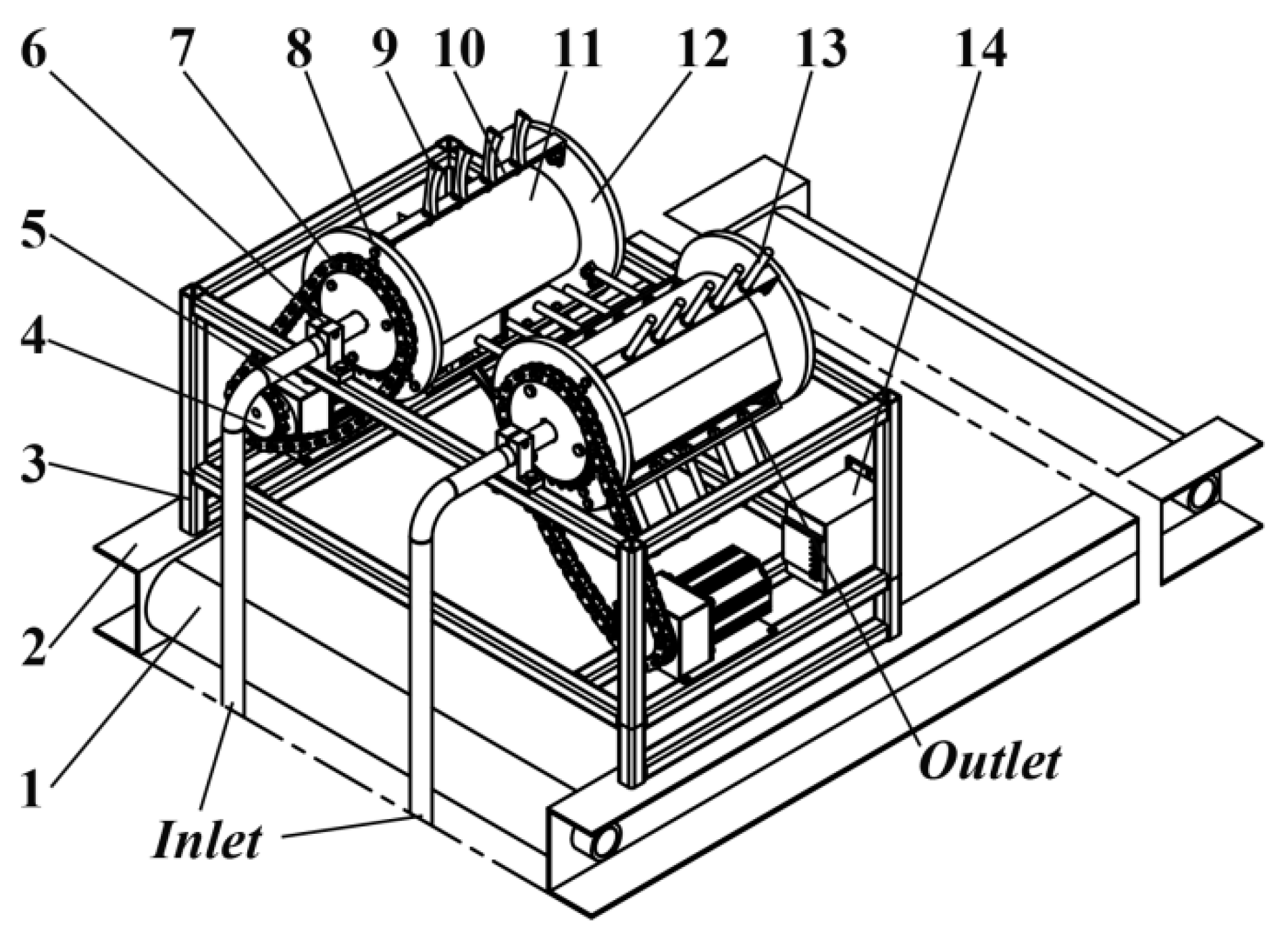
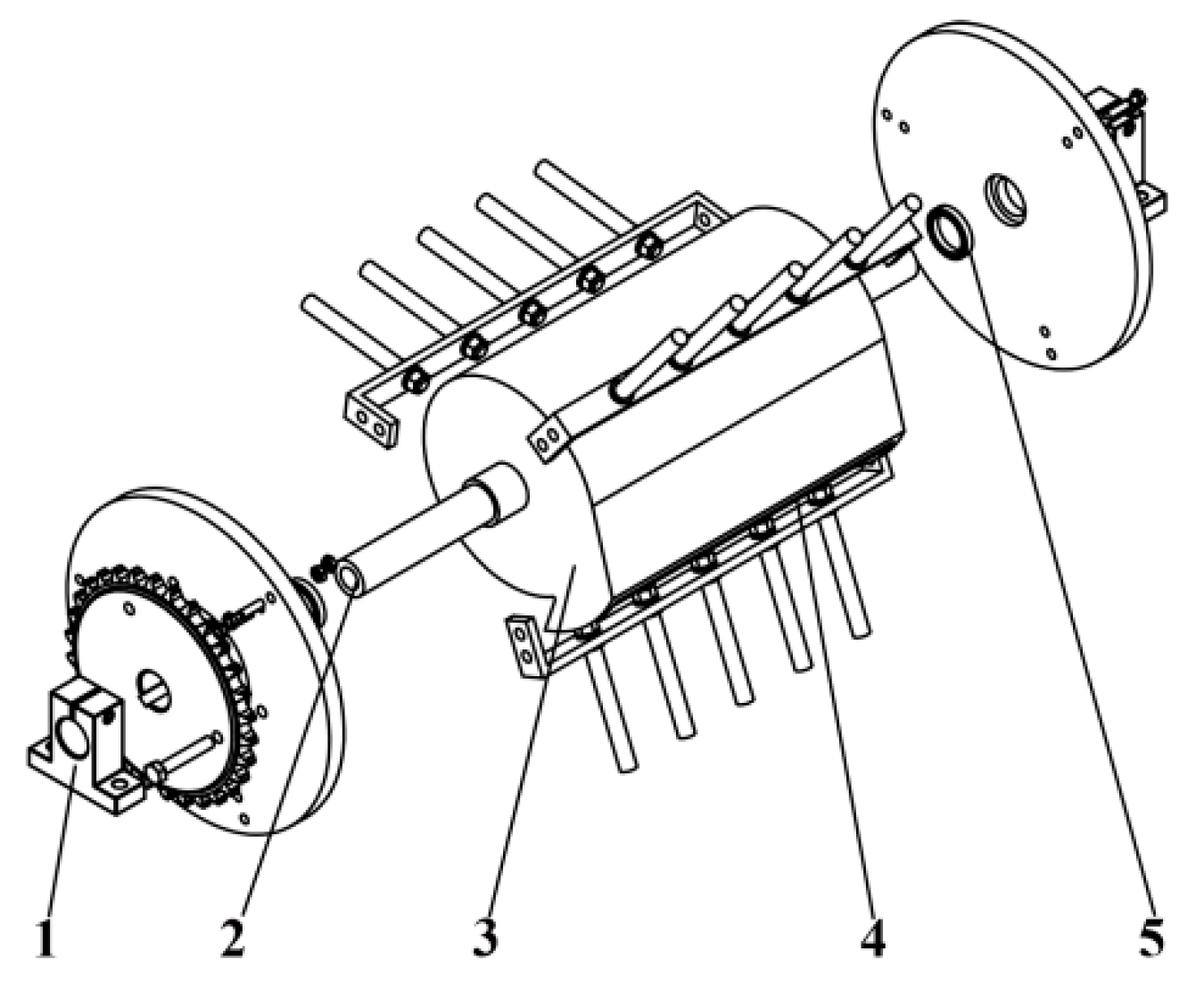
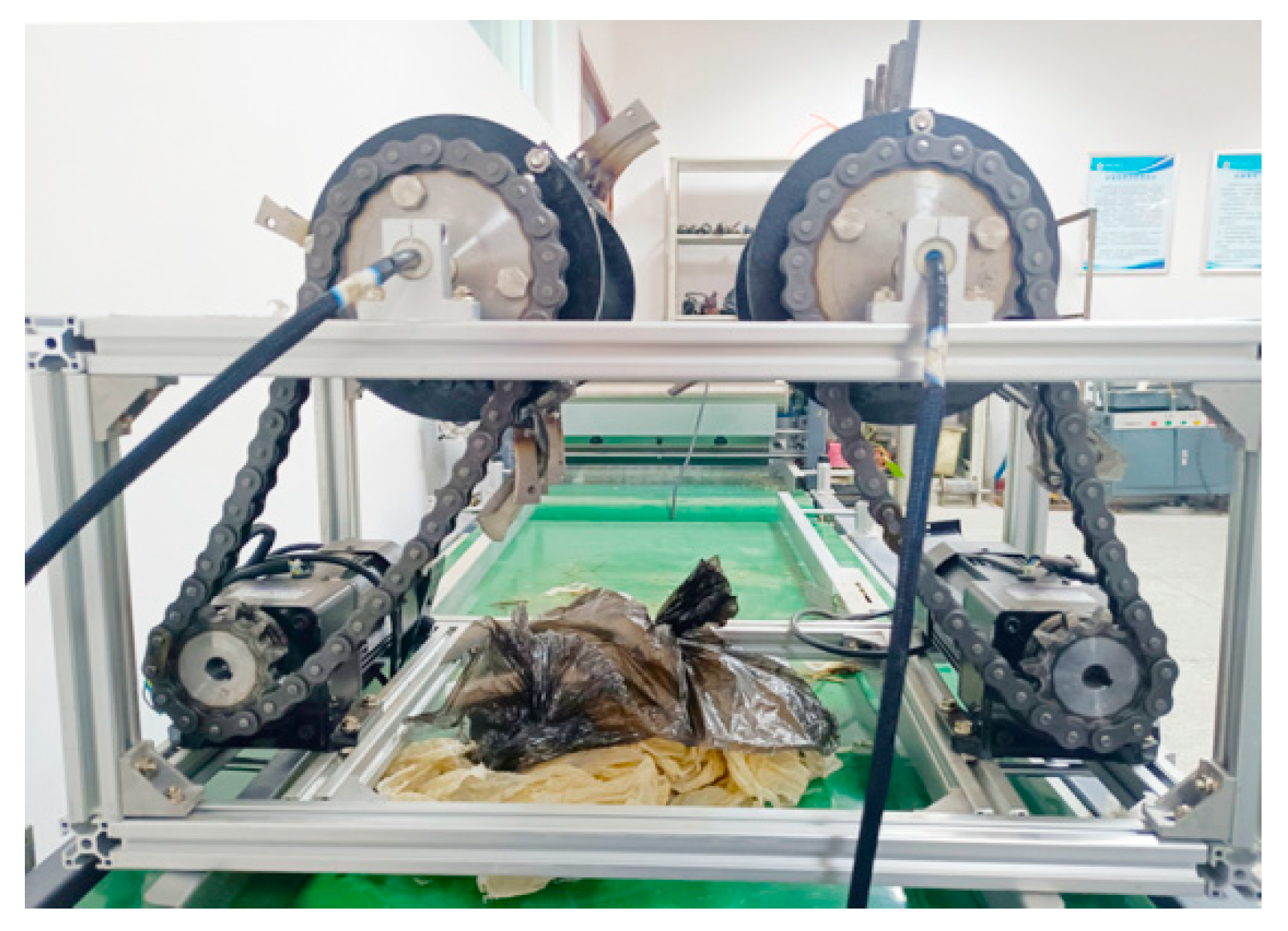
2.1. Whole Machine Structure
2.2. Working Principle
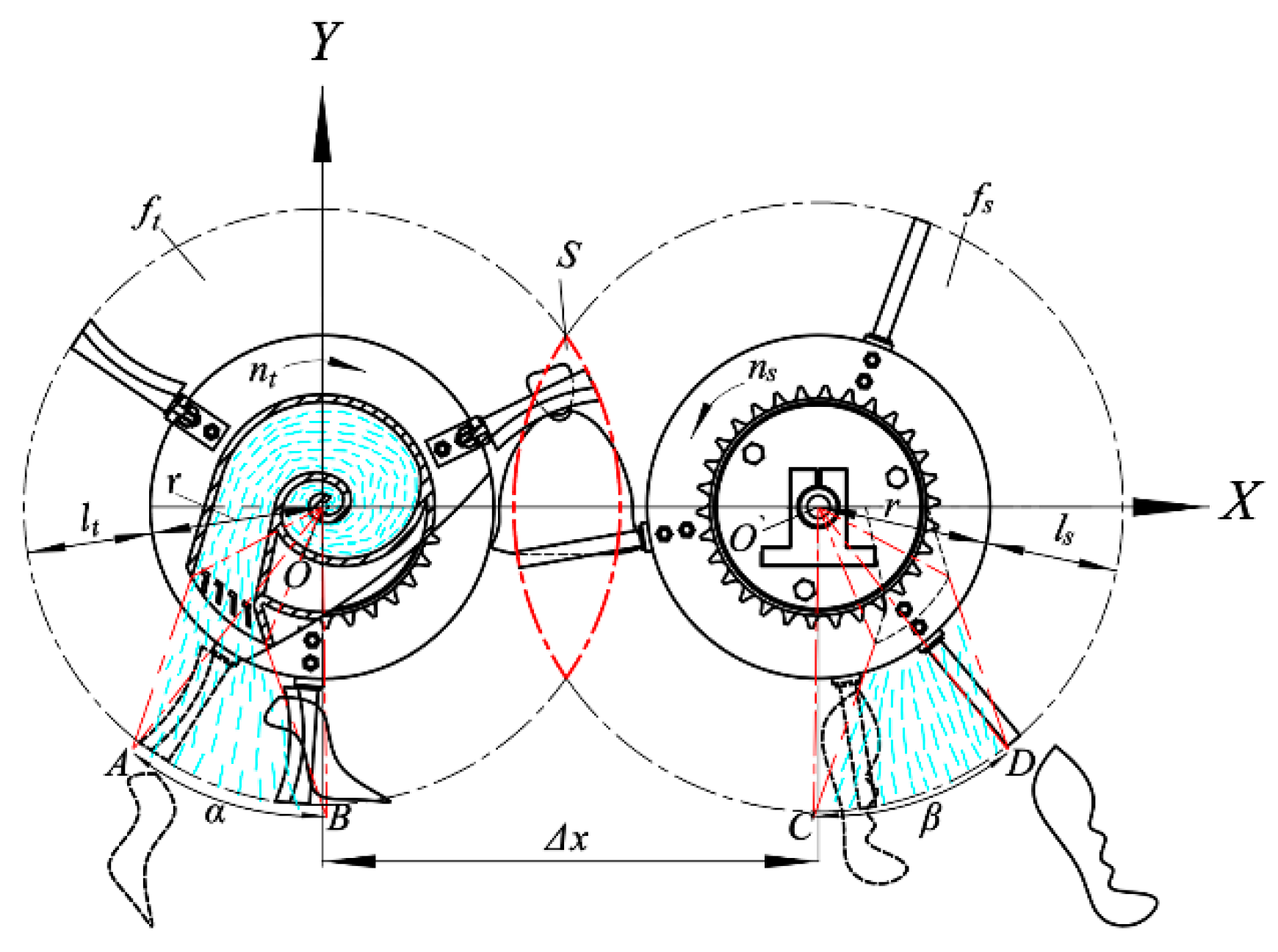
2.3. Trajectory Analysis
2.4. Mechanical Analysis of Garbage Bags under the Action of Different Shapes of Cutter
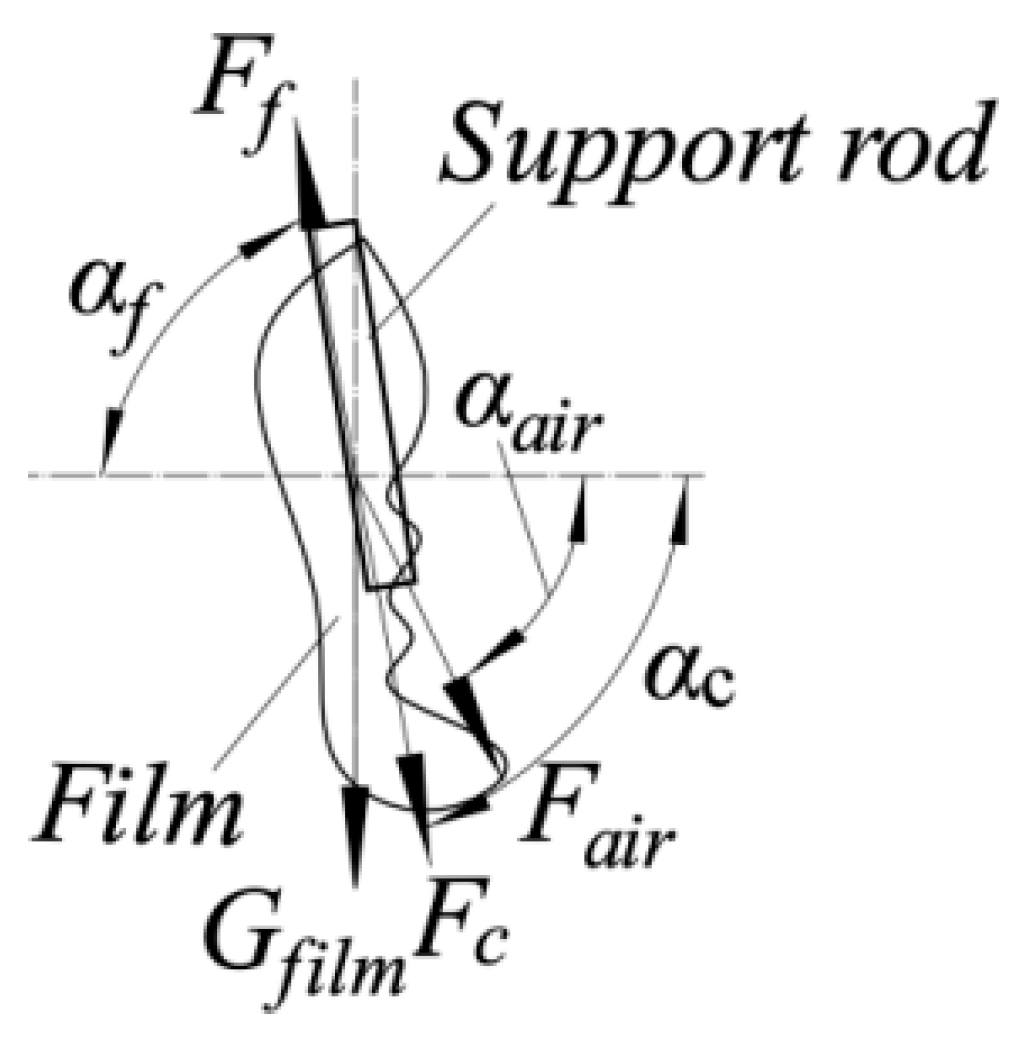
2.5. Mechanical Analysis of Air-Blown Anti-Tangle Process
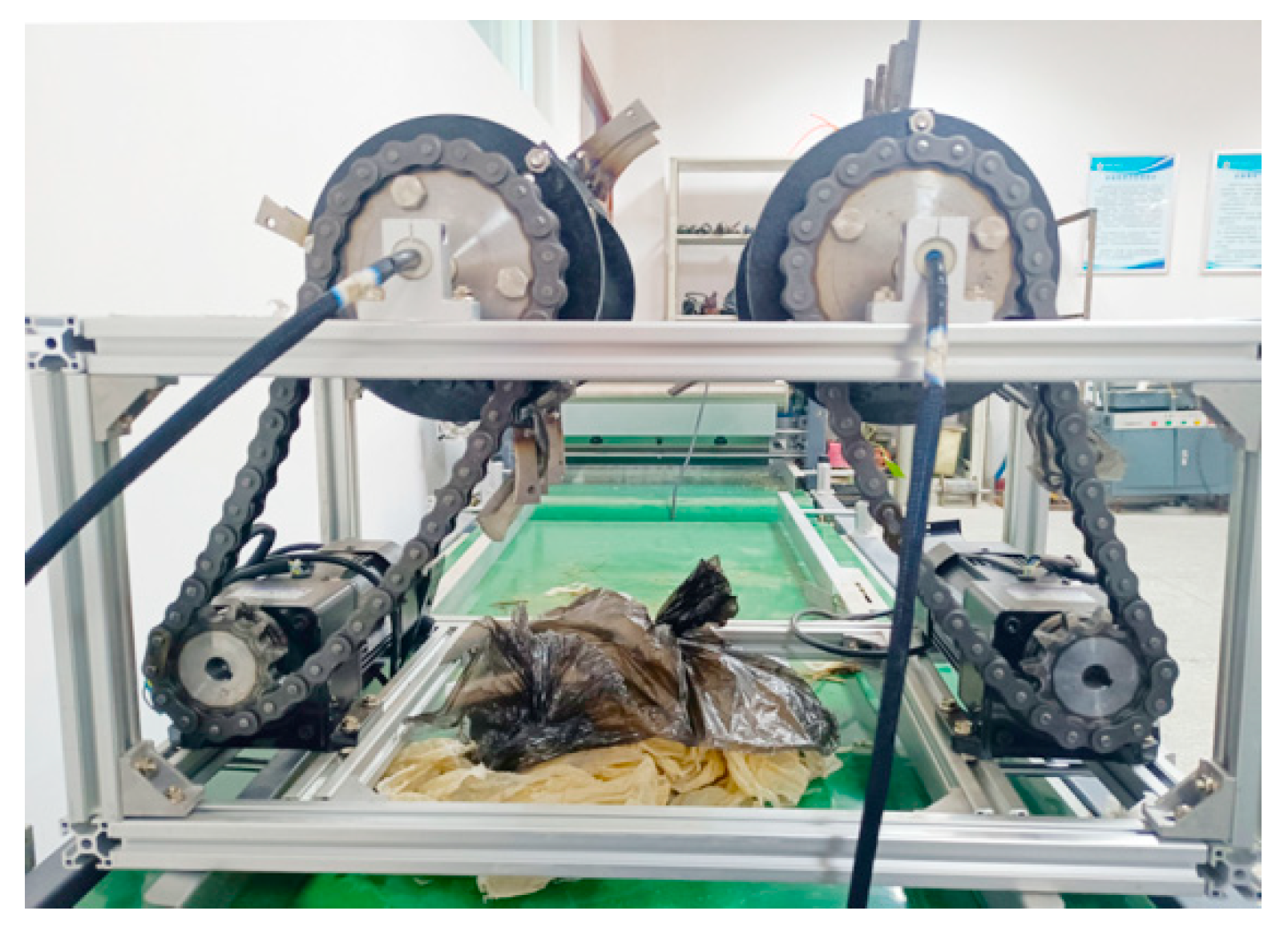
3. Test Design
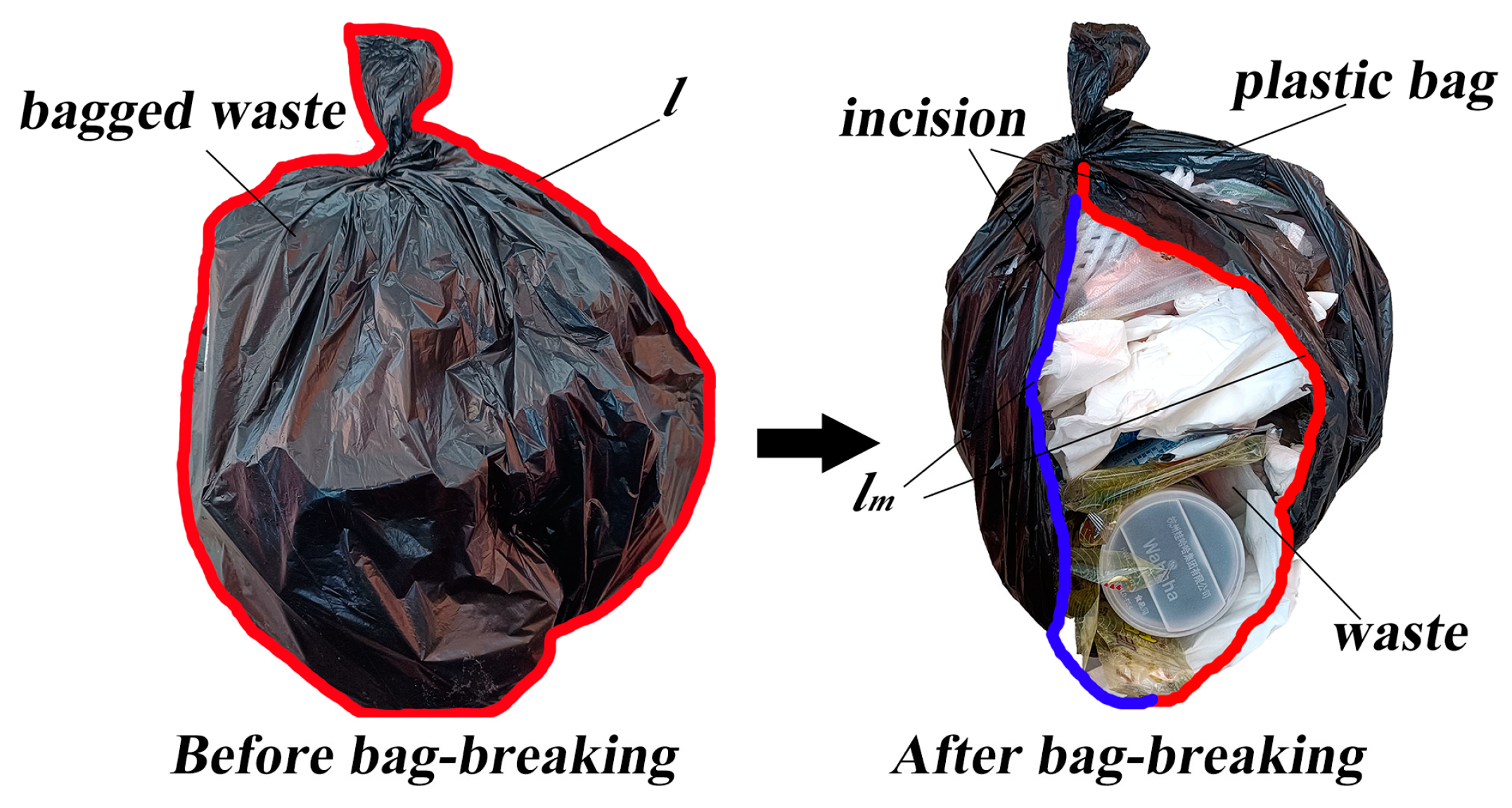
3.1. Test Methods and Response Indicators
3.2. Analysis of Results
3.2.1. Regression ANOVA and Model Construction
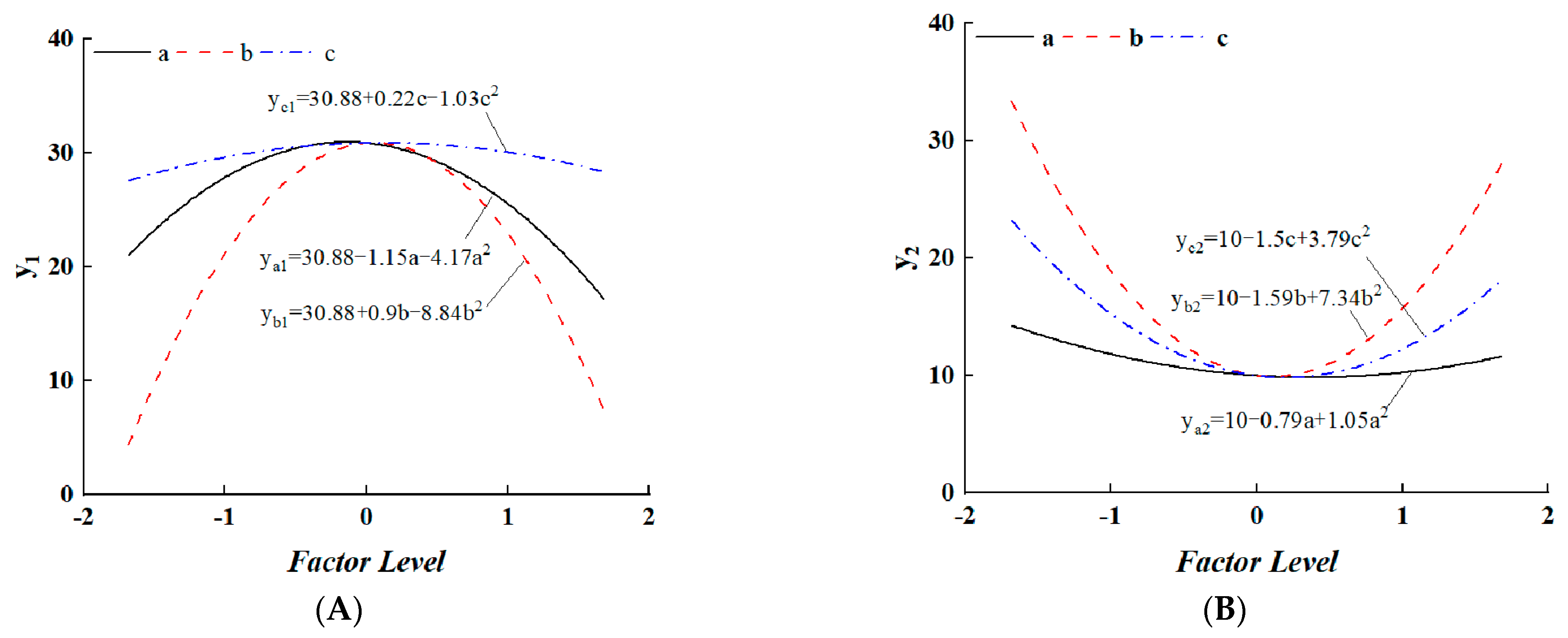
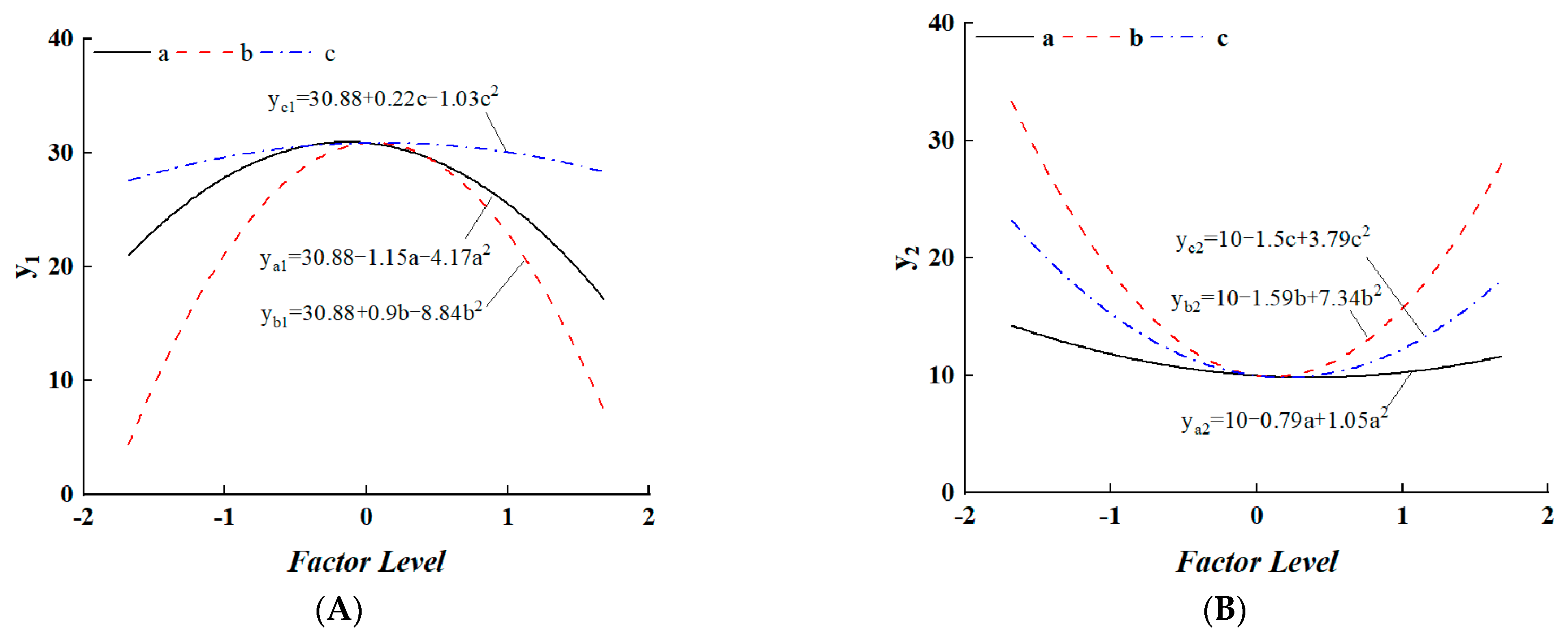
3.2.2. Single-Factor Terms on the Bag-Breaking Effect Law Analysis
- (1)
- The influence law of single factors a, b and c on y1
- (2)
- The influence law of single factors a, b and c on y2
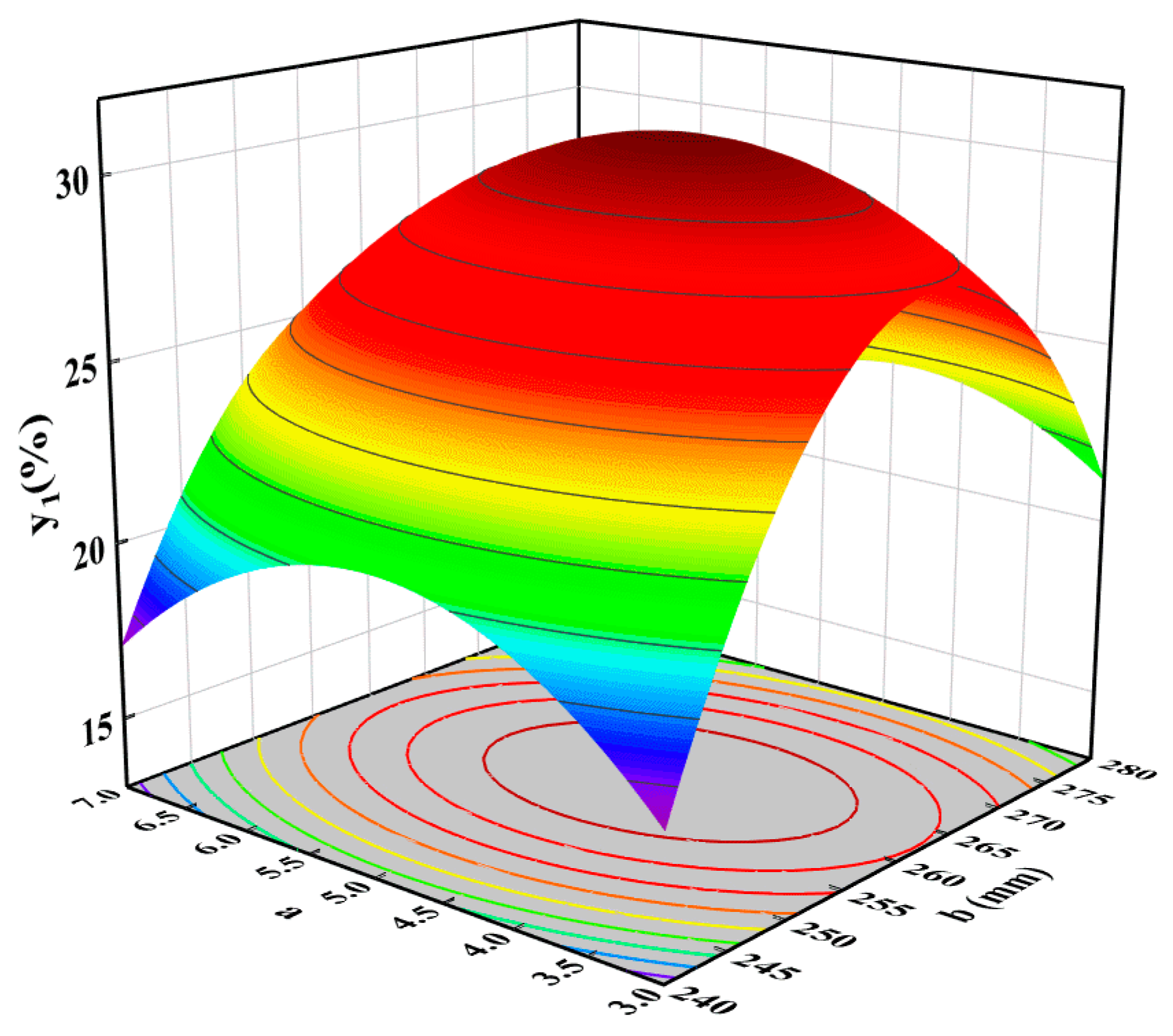
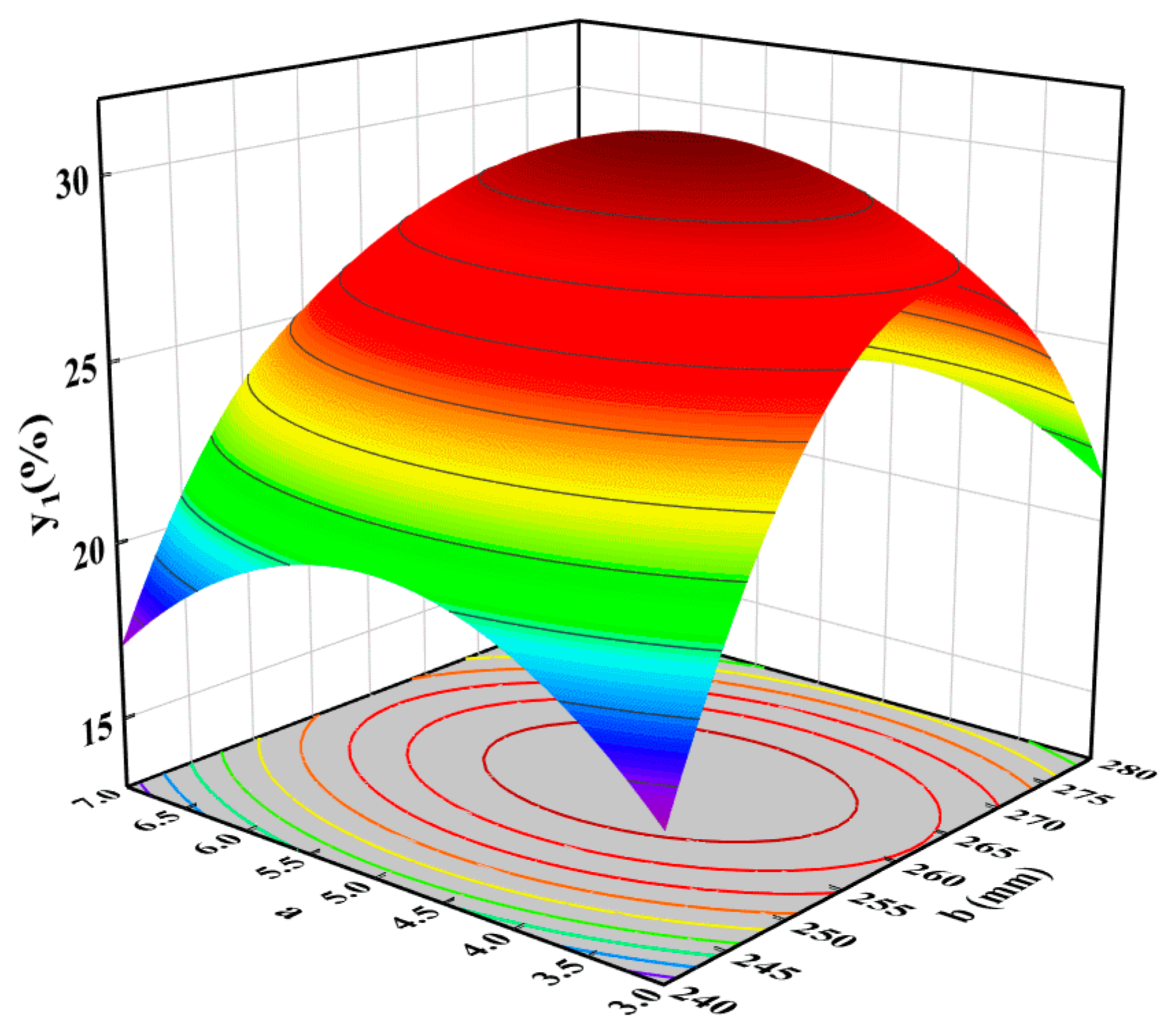
3.2.3. Influence Law of Significant Interactive Factor on the Effect of Bag Breaking
- (1)
- Analysis of the influence law of significant interaction factors on response indicator y1.
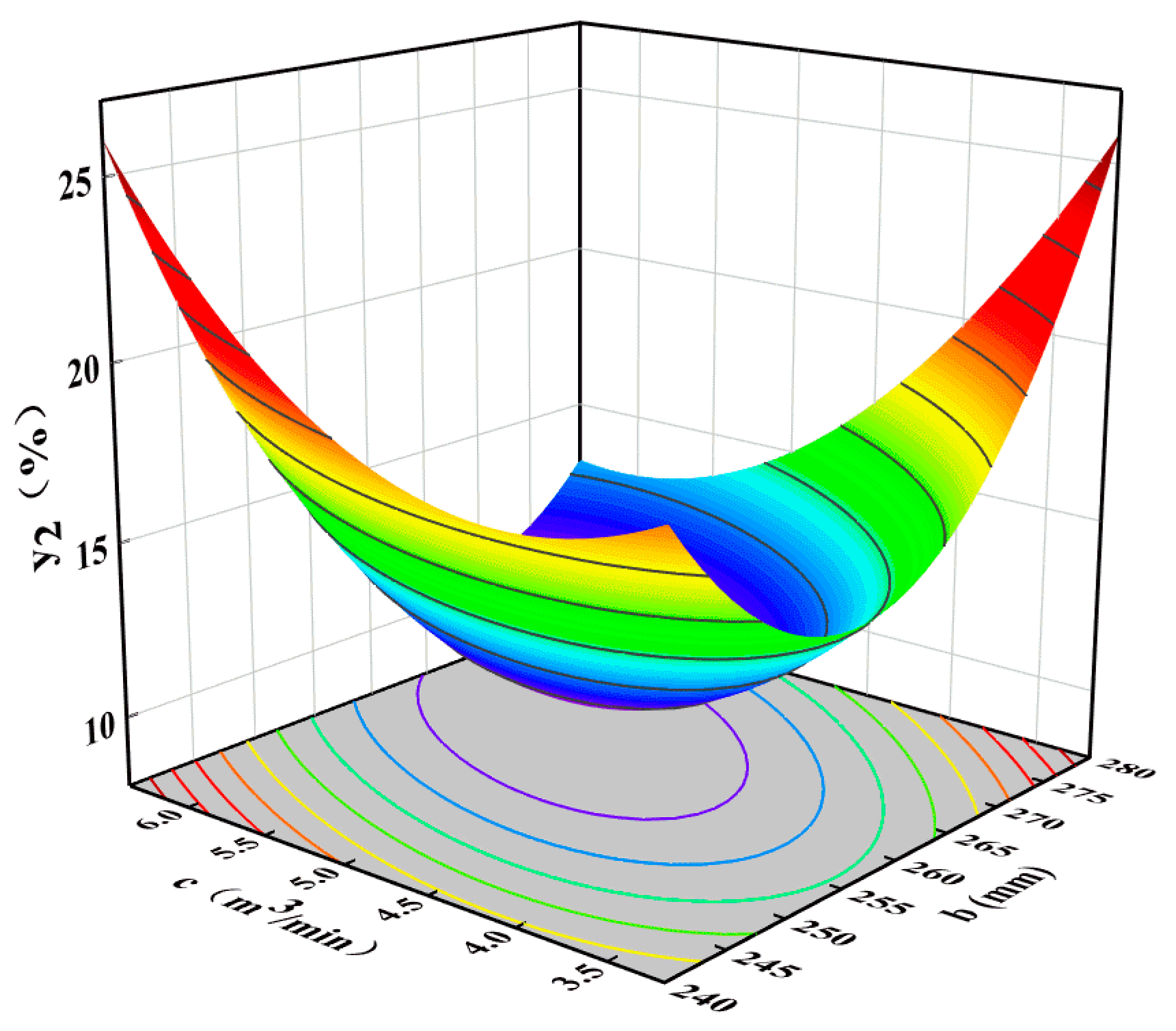
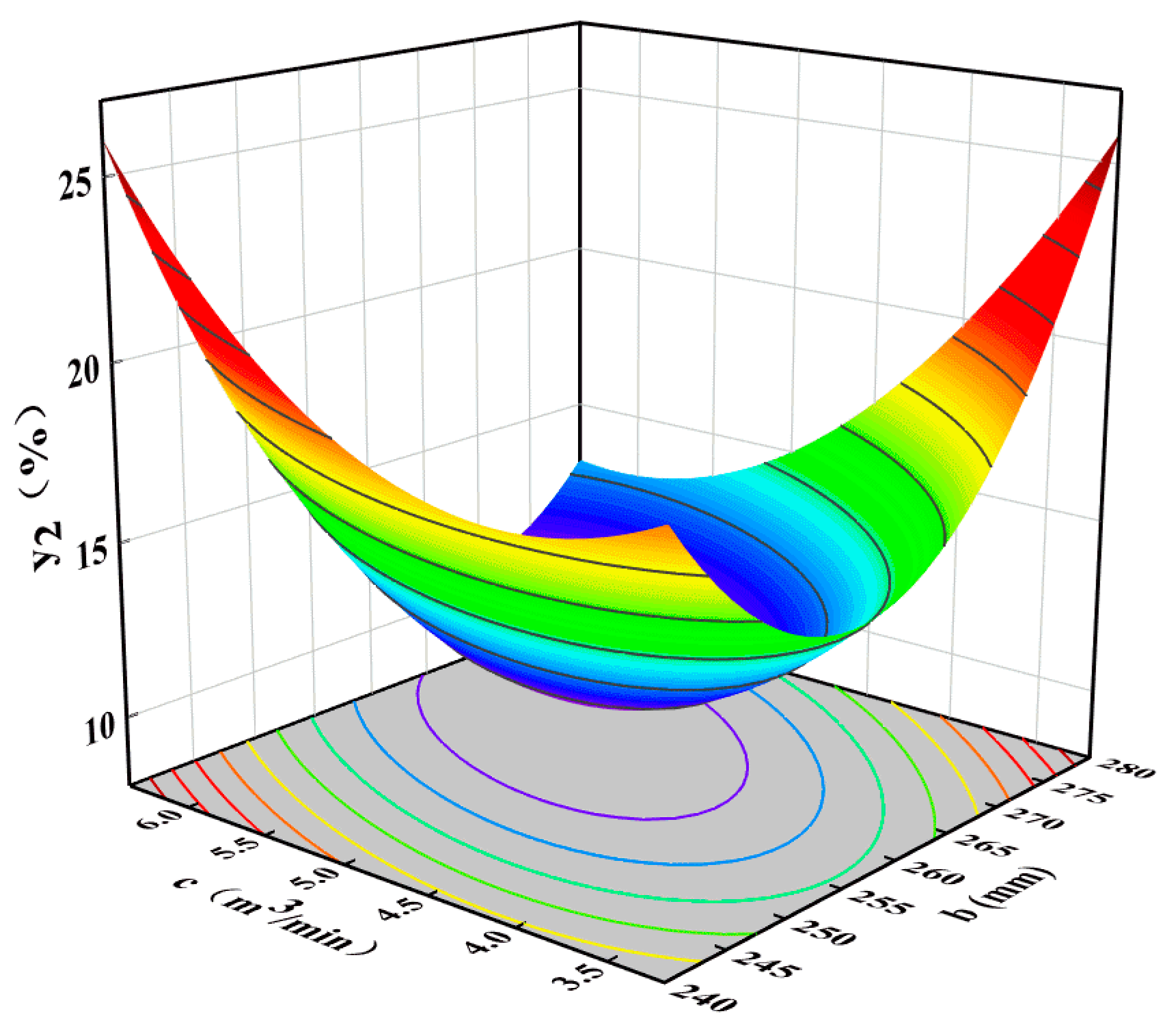
- (2)
- Analysis of the influence law of significant interaction factors on response indicator y2.
3.2.4. Optimization of Target Parameters and Experimental Validation
4. Discussion
- (1)
- The test shows that the cutting–support speed ratio λ and the center distance Δx have a significant influence on the bag film length–perimeter ratio y1. After analysis, it can be seen that when the speed ratio λ is too small, the amount of domestic garbage bags being cut is less, so the bag film length–perimeter ratio is lower and the bag-breaking effect is poor. When the speed ratio λ is too large, the cutting process of the bagged domestic garbage is too late to adjust the setting for the arc-shaped slip cutting, resulting in a poor breaking effect. When the center distance Δx is too small, the deformation space of the internal garbage bag is small, resulting in a small deformation space of the outer bag film, which leads to a poor bag-breaking effect. When the center distance Δx is too large, the overlapping area between the support rod and the cutter is small, resulting in a poor bag-breaking effect.
- (2)
- The test shows that the center distance Δx and the air inlet flow Q has a significant effect on the winding proportion of the bag film. When the center distance Δx is too large, the contact part with the surface of the bag film is at the top of the support rod and the top of the cutter, and the two overlapped areas are less, resulting in the top of the support rod and the top of the cutter being easily inserted into the bag, thus being easier to wind. When the center distance Δx is too small, due to the small deformation space of the garbage inside the bag, the outer bag film has a small deformation space, and the contact part with the surface of the bag film is the lower end of the support rod and the lower end of the cutter, and the tearing of the bag film is greater than the cutting behavior of the two overlapping parts, resulting in easy winding. When the air inlet flow Q is large, the airflow pressure at the outlet is large, and the anti-winding effect is better. When the air inlet flow Q is small, the airflow pressure at the outlet is small, and the anti-winding effect is poor.
- (3)
- This paper only studied the bag-breaking effect of the bagged domestic waste bag film breaking length–perimeter ratio and the bag film winding specific gravity, but further research is needed on the problem of the bag film breaking setting adjustment, the separation of the broken bag film, the size of the wound shredded film and the synergistic continuity of feeding and breaking.
5. Conclusions
- (1)
- For the technical bottleneck of bagged domestic waste bag-breaking difficulties, a rotary roller bag-breaking device based on the inner arc cutter is proposed and built. The running trajectory of the cutting parts in the bag-breaking process is analyzed theoretically, and the analysis of the bag-breaking process and the force of the anti-winding process is carried out to obtain the key parameters affecting the bag-breaking effect and bag film anti-winding.
- (2)
- The bag-breaking test of bagged domestic waste was carried out by the central group method, and the bag film split length–perimeter ratio and the bag film winding ratio after bag breaking were counted. The relationship model between the key parameters of the bag-breaking device and the bag film split length–perimeter ratio and its bag film winding specific gravity was constructed by using the regression ANOVA method. The model coefficients of the constructed second-order response models are p < 0.01, the coefficients of determination R2 are >0.95 and the coefficients of variation C.V are >6.96%, indicating that the constructed models are significant and have good explanatory degree, which can make an accurate and reliable prediction of the test assessment index.
- (3)
- Through the optimization analysis of the quadratic regression model, the best combination of parameters was obtained as follows: speed ratio of 5.0, center distance of 260 mm and inlet flow rate of 5.2 m3/min. Under the same conditions, the errors between the physical test values and model predictions were 5.46% and 7.90%, indicating that the results of the validation test were basically consistent with the model predictions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Antonopoulos, I.; Faraca, G.; Tonini, D. Recycling of Post-Consumer Plastic Packaging Waste in the EU: Recovery Rates, Material Flows, and Barriers. Waste Manag. 2021, 126, 694–705. [Google Scholar] [CrossRef]
- Di Foggia, G.; Beccarello, M. An Overview of Packaging Waste Models in Some European Countries. Recycling 2022, 7, 38. [Google Scholar] [CrossRef]
- Li, Y.; Wang, B. Go Green and Recycle: Analyzing the Usage of Plastic Bags for Shopping in China. IJERPH 2021, 18, 12537. [Google Scholar] [CrossRef]
- Brady, S.; Jackson, T. Waste Recovery Using Packaging Waste Recovery Notes: A Cost-Effective Way of Meeting Targets? J. Environ. Plan. Manag. 2003, 46, 605–619. [Google Scholar] [CrossRef]
- Wang, B.; Li, Y. Plastic Bag Usage and the Policies: A Case Study of China. Waste Manag. 2021, 126, 163–169. [Google Scholar] [CrossRef]
- Ma, Y.; Koondhar, M.A.; Liu, S.; Wang, H.; Kong, R. Perceived Value Influencing the Household Waste Sorting Behaviors in Rural China. IJERPH 2020, 17, 6093. [Google Scholar] [CrossRef]
- Wang, B.; Zhao, Y.; Li, Y. How Do Tougher Plastics Ban Policies Modify People’s Usage of Plastic Bags? A Case Study in China. IJERPH 2021, 18, 10718. [Google Scholar] [CrossRef]
- John, J.; Varkey, M.S.; Podder, R.S.; Sensarma, N.; Selvi, M.; Santhosh Kumar, S.V.N.; Kannan, A. Smart Prediction and Monitoring of Waste Disposal System Using IoT and Cloud for IoT Based Smart Cities. Wirel. Pers. Commun. 2022, 122, 243–275. [Google Scholar] [CrossRef]
- Mmereki, D.; Baldwin, A.; Li, B.; Liu, M. Healthcare Waste Management in Botswana: Storage, Collection, Treatment and Disposal System. J. Mater. Cycles Waste Manag. 2017, 19, 351–365. [Google Scholar] [CrossRef]
- Sasaki, S.; Watanabe, K.; Widyaningsih, N.; Araki, T. Collecting and Dealing of Recyclables in a Final Disposal Site and Surrounding Slum Residence: The Case of Bantar Gebang, Indonesia. J. Mater. Cycles Waste Manag. 2019, 21, 375–393. [Google Scholar] [CrossRef]
- Muposhi, A.; Mpinganjira, M.; Wait, M. Considerations, Benefits and Unintended Consequences of Banning Plastic Shopping Bags for Environmental Sustainability: A Systematic Literature Review. Waste Manag. Res. 2022, 40, 248–261. [Google Scholar] [CrossRef]
- Gao, G.; Ren, Y.; Liu, Z.; Liu, S. Principle and design of flexible bag breaker on domestic waste sorting line. J. Environ. Eng. 2017, 11, 6554–6558. (In Chinese) [Google Scholar]
- Sheng, J.L.; Gao, Y.G.; Hao, B.B. Experimental study on the performance of municipal household waste bag-breaking and crushing machine. Environ. Sanit. Eng. 2016, 24, 38–40, 43. (In Chinese) [Google Scholar]
- Andrianto, M. Fahriansyah 3-D Designing of an Organic Waste Crusher. IOP Conf. Ser. Earth Environ. Sci. 2019, 277, 012009. [Google Scholar] [CrossRef]
- Gente, V.; La Marca, F.; Lucci, F.; Massacci, P.; Pani, E. Cryo-Comminution of Plastic Waste. Waste Manag. 2004, 24, 663–672. [Google Scholar] [CrossRef]
- Zhan, M.X. Sustainable Consumption and the Well-Being Dividend: Insights from the Zero-Waste Movement in Chinese Cities. Sustain. Sci. Pract. Policy 2022, 18, 731–748. [Google Scholar] [CrossRef]
- Nix, W.D.; Medalist, R.F.M. Mechanical Properties of Thin Films. Metall. Trans. A 1989, 20, 2217–2245. [Google Scholar] [CrossRef]
- Shlenskii, O.F.; Dubin, L.M. Determination of Mechanical Properties of Plastic Films? Design Calculations for Some Plastic Film Structures. Polym. Mech. 1966, 1, 110–113. [Google Scholar] [CrossRef]
- Zakowski, Y.; Cachera, D.; Demange, D.; Petri, G.; Pichardie, D.; Jagannathan, S.; Vitek, J. Verifying a Concurrent Garbage Collector with a Rely-Guarantee Methodology. J. Autom. Reason. 2019, 63, 489–515. [Google Scholar] [CrossRef]
- Jones, C.B.; Yatapanage, N. Investigating the Limits of Rely/Guarantee Relations Based on a Concurrent Garbage Collector Example. Form. Asp. Comput. 2019, 31, 353–374. [Google Scholar] [CrossRef]
- Wada, Y.; Okumoto, T.; Wada, N. Evaluating Household Waste Treatment Systems with Specific Examination of Collection and Transportation Processes. J. Mater. Cycles Waste Manag. 2009, 11, 82–94. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S/N | a | b | c | y1 | y2 |
|---|---|---|---|---|---|
| 1 | −1 | −1 | −1 | 14.1 | 23.2 |
| 2 | 1 | −1 | −1 | 15.3 | 21.7 |
| 3 | −1 | 1 | −1 | 20 | 29.7 |
| 4 | 1 | 1 | −1 | 15.2 | 27.6 |
| 5 | −1 | −1 | 1 | 17.1 | 27.9 |
| 6 | 1 | −1 | 1 | 15.3 | 26.9 |
| 7 | −1 | 1 | 1 | 19.9 | 15.4 |
| 8 | 1 | 1 | 1 | 14.3 | 13.3 |
| 9 | −1.68 | 0 | 0 | 21.1 | 12.7 |
| 10 | 1.68 | 0 | 0 | 18.3 | 10.3 |
| 11 | 0 | −1.68 | 0 | 5.1 | 31.7 |
| 12 | 0 | 1.68 | 0 | 7.9 | 26.9 |
| 13 | 0 | 0 | −1.68 | 28.3 | 19.8 |
| 14 | 0 | 0 | 1.68 | 28.9 | 18.7 |
| 15 | 0 | 0 | 0 | 30.9 | 10.7 |
| 16 | 0 | 0 | 0 | 33.2 | 9.6 |
| 17 | 0 | 0 | 0 | 28.1 | 12.3 |
| 18 | 0 | 0 | 0 | 31.3 | 9.1 |
| 19 | 0 | 0 | 0 | 30.7 | 8.8 |
| Source | y1 | y2 | ||
|---|---|---|---|---|
| F-Value | p-Value | F-Value | p-Value | |
| Model | 65.46 | <0.0001 ** | 25.3597 | <0.0001 ** |
| a | 8.63 | 0.0166 * | 1.7514 | 0.2183 |
| b | 5.3 | 0.0469 * | 7.2027 | 0.0250 * |
| c | 0.32 | 0.5874 | 6.4165 | 0.0321 * |
| ab | 5.73 | 0.0403 * | 0.0750 | 0.7904 |
| ac | 0.86 | 0.3774 | 0.0065 | 0.9376 |
| bc | 0.96 | 0.354 | 38.4467 | 0.0002 ** |
| a2 | 113.57 | <0.0001 ** | 3.1117 | 0.1116 |
| b2 | 509.51 | <0.0001 ** | 152.6593 | <0.0001 ** |
| c2 | 6.88 | 0.0277 * | 40.6469 | 0.0001 ** |
| Lack of Fit | 0.33 | 0.8708 | 3.4627 | 0.1262 |
| R2 = 0.9850 R2Adj = 0.9699 C.V. = 6.96% | R2 = 0.9621 R2Adj = 0.9241 C.V. = 11.71% | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, M.; Hu, B.; Luo, X. Analysis and Test of Internal Blowing Anti-Tangle Bag-Breaking Device for Domestic Waste. Processes 2023, 11, 511. https://doi.org/10.3390/pr11020511
Guo M, Hu B, Luo X. Analysis and Test of Internal Blowing Anti-Tangle Bag-Breaking Device for Domestic Waste. Processes. 2023; 11(2):511. https://doi.org/10.3390/pr11020511
Chicago/Turabian StyleGuo, Mengyu, Bin Hu, and Xin Luo. 2023. "Analysis and Test of Internal Blowing Anti-Tangle Bag-Breaking Device for Domestic Waste" Processes 11, no. 2: 511. https://doi.org/10.3390/pr11020511
APA StyleGuo, M., Hu, B., & Luo, X. (2023). Analysis and Test of Internal Blowing Anti-Tangle Bag-Breaking Device for Domestic Waste. Processes, 11(2), 511. https://doi.org/10.3390/pr11020511