
Design and Optimization of a Novel Dust Collection Device for Underground Dry Drilling Based on Numerical Simulation and Field Testing

 ,
, 
Abstract
:1. Introduction
2. Material and Methods
2.1. Determining the Performance of the Original Orifice Dust Collection Device
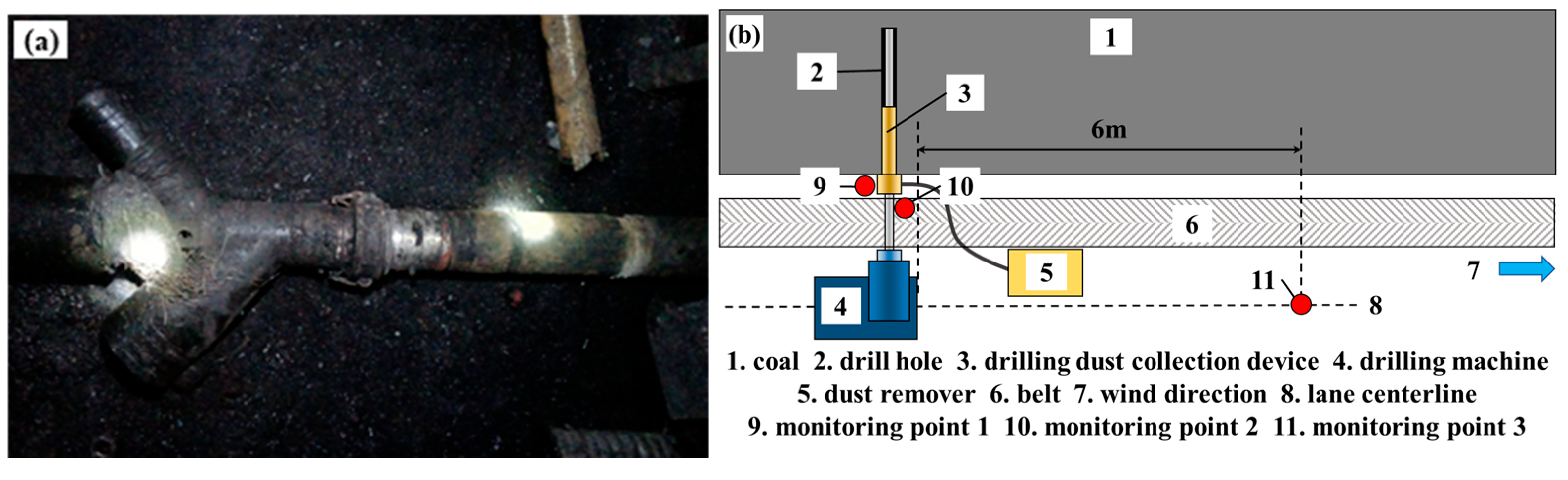
2.1.1. Overview of the Underground Drilling Site
2.1.2. Results and Analysis of the Performance of the Original Orifice Dust Collection Device
2.2. Design of the Novel Orifice Dust Collection Device
2.3. Simulation Methodology
2.3.1. Modeling and Meshing
2.3.2. Simulation Parameter Setting and Model Solving
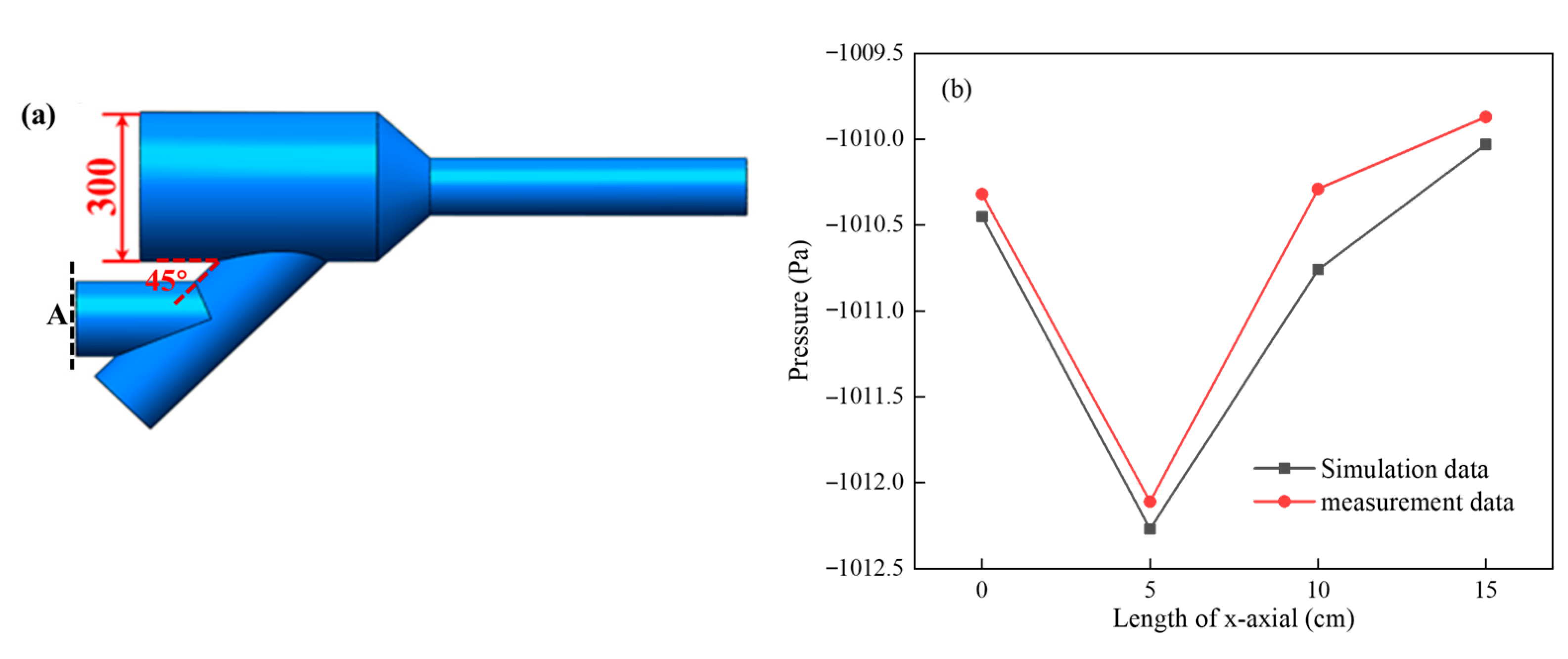
2.3.3. Validation of Simulation
3. Results and Discussion
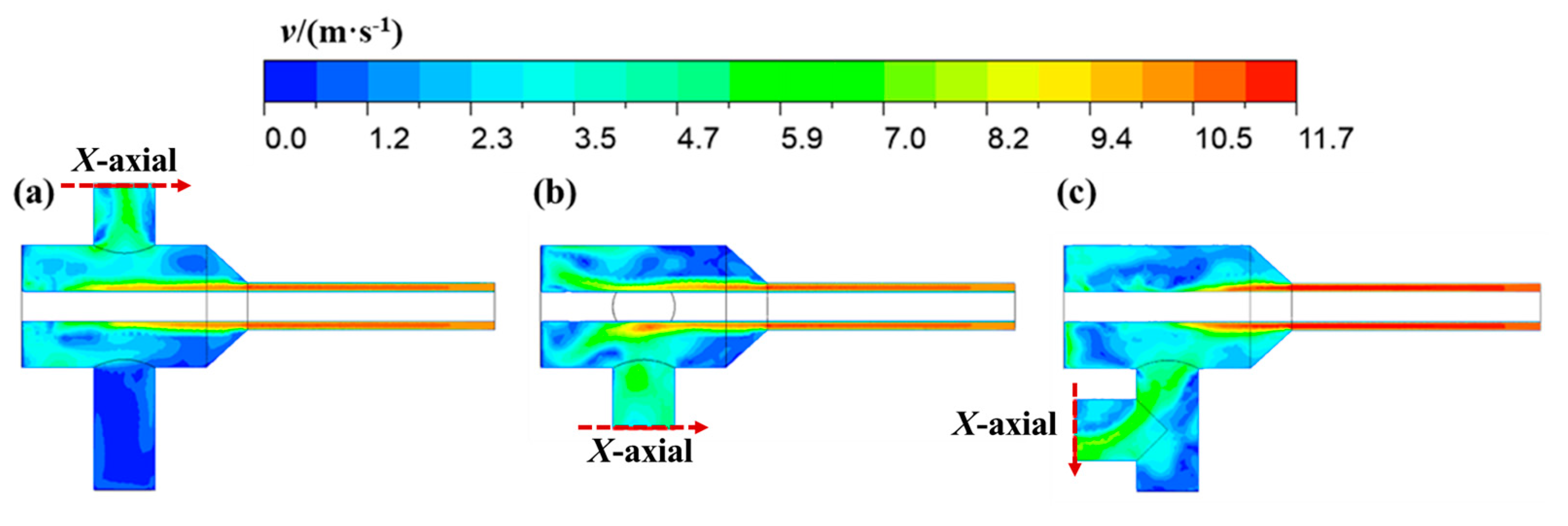
3.1. Influence of the Dust Extraction Pipe Position on the Dust Collection Performance
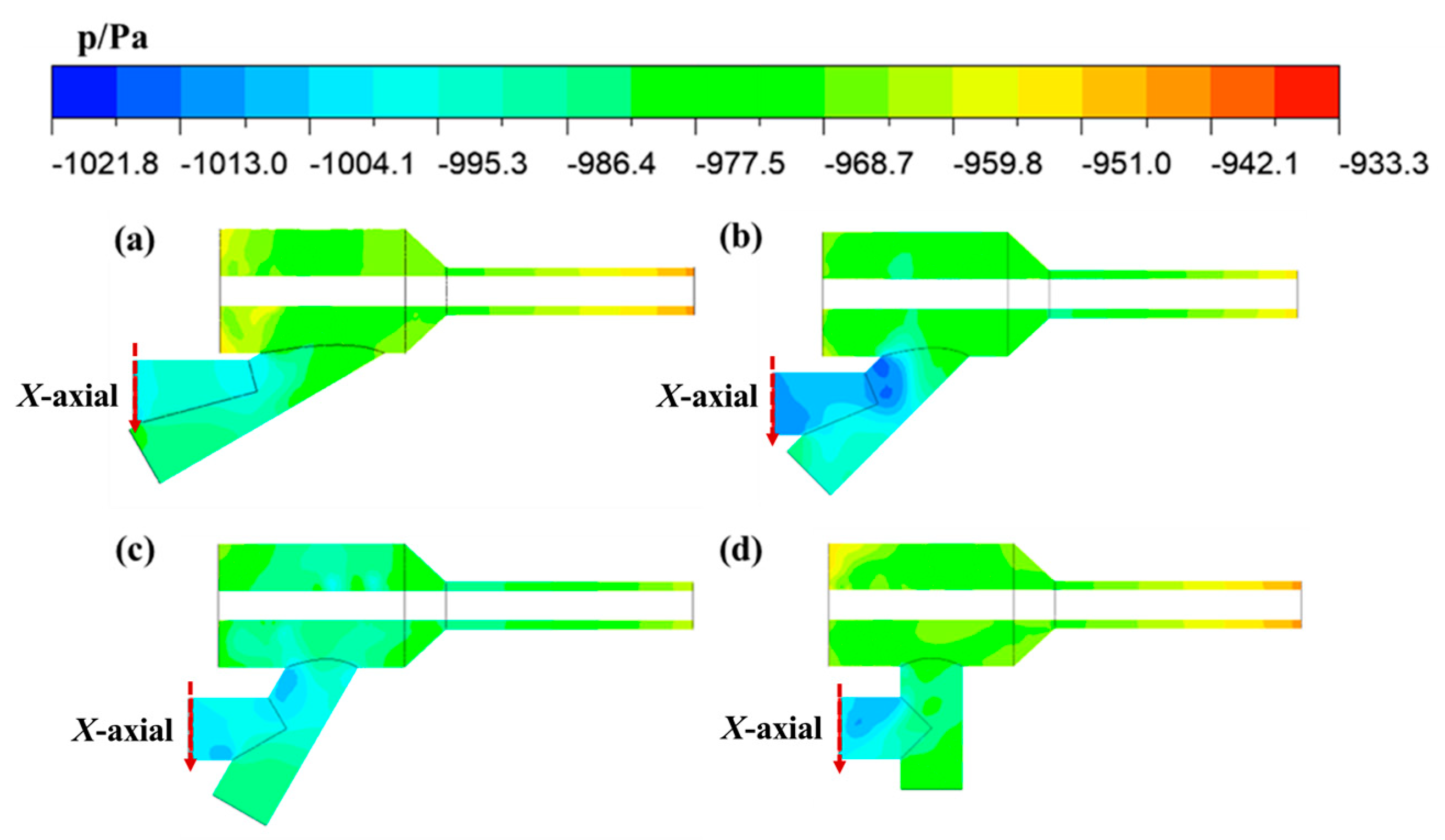
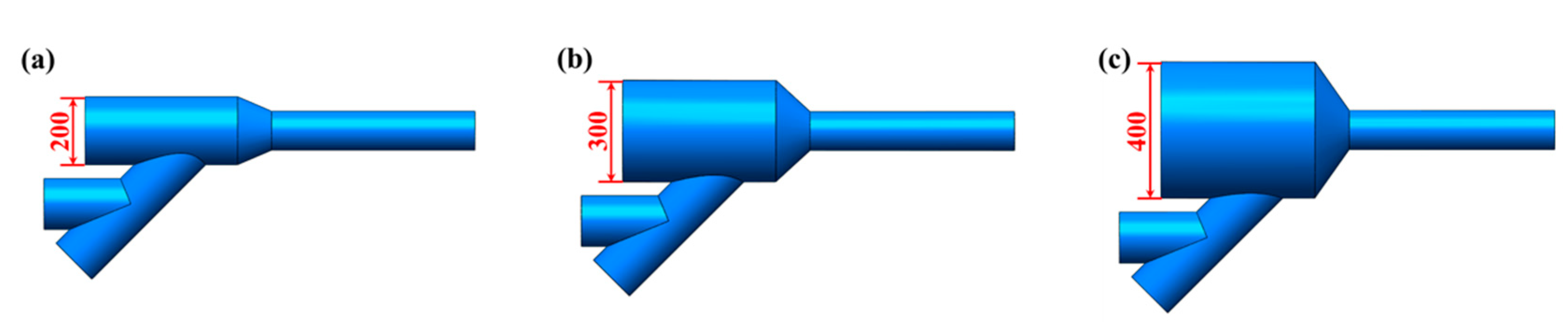
3.2. Influence of the Angle between the Cavity and the Slag Discharge Port on Dust Collection Performance
3.3. Influence of the Angle between the Cavity and the Slag Discharge Port on Dust Collection Performance
3.4. Field Testing of the Performance of the Proposed Orifice Dust Collection Device
3.4.1. Field Testing Method
3.4.2. Test Result Analysis
4. Conclusions
- (1)
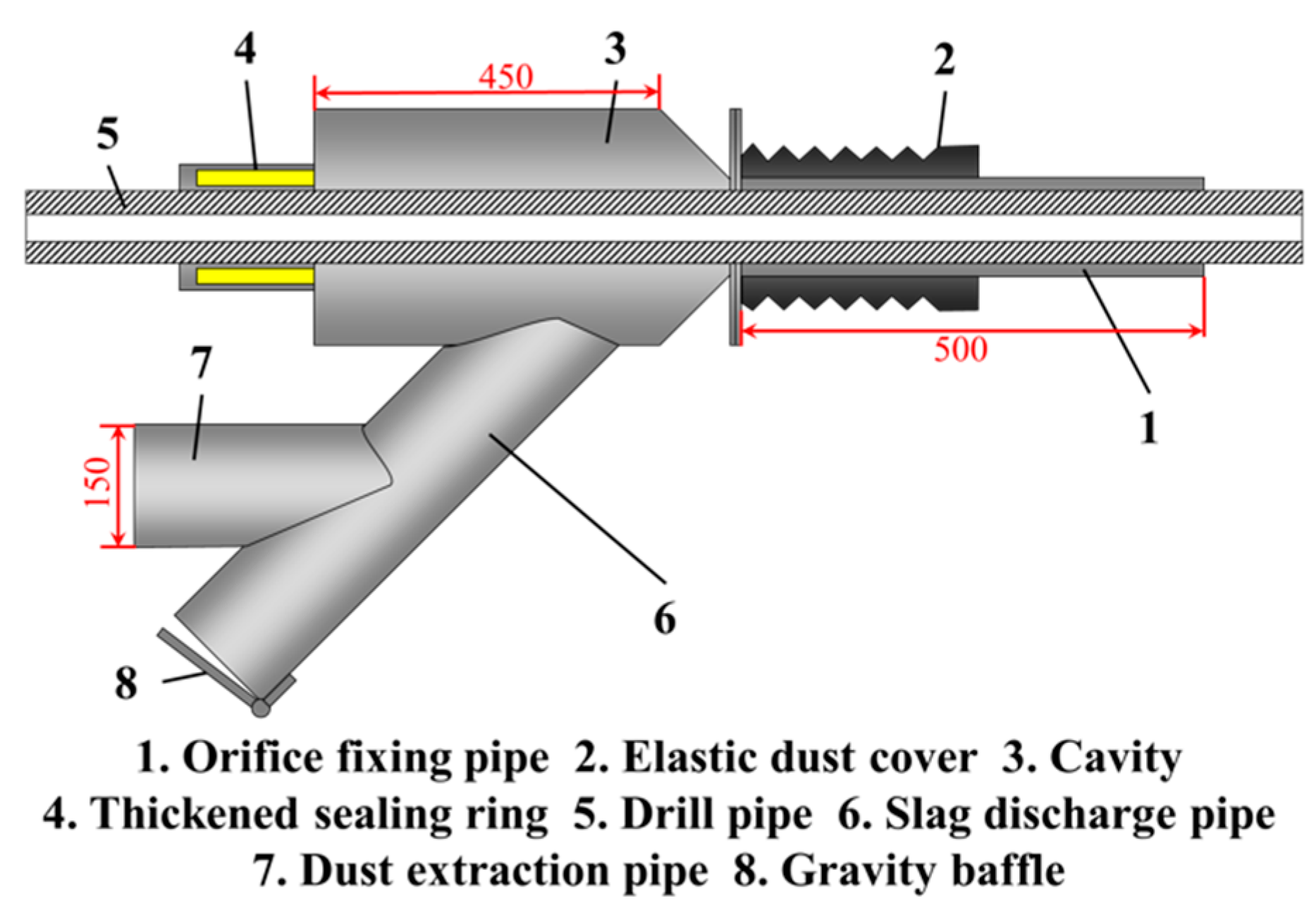
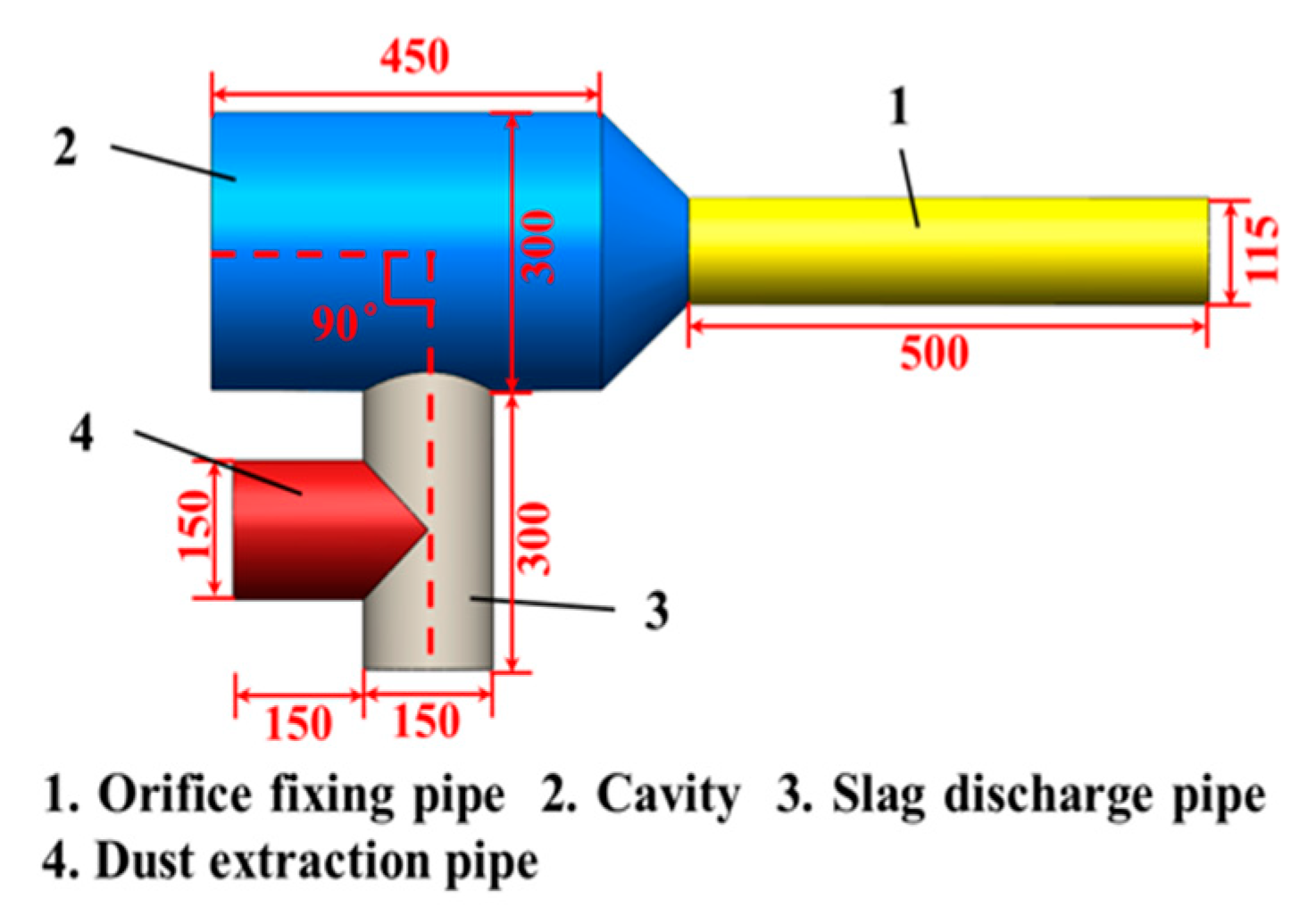
- A new orifice dust collection device is presented. It is composed of four parts: an orifice fixing tube, a cavity, a slag discharge pipe, and a dust extraction pipe.
- (2)
- When the dust extraction pipe was located in the lower part of the device, the average wind speed in the dust extraction pipe reached 8.32 m·s−1. At the same time, the dust-laden airflow velocity was the largest under the same negative pressure condition of the dust extraction.
- (3)
- The maximum negative pressure at the dust extraction pipe port first increased but then decreased with an increasing angle between the slag discharge pipe and the cavity. When the angle was equal to 45°, the maximum negative pressure at the dust extraction pipe port of −1012.38 Pa was reached. Additionally, the local resistance and negative pressure loss were minimal, whereas the utilization rate of the negative pressure for dust extraction was the highest.
- (4)
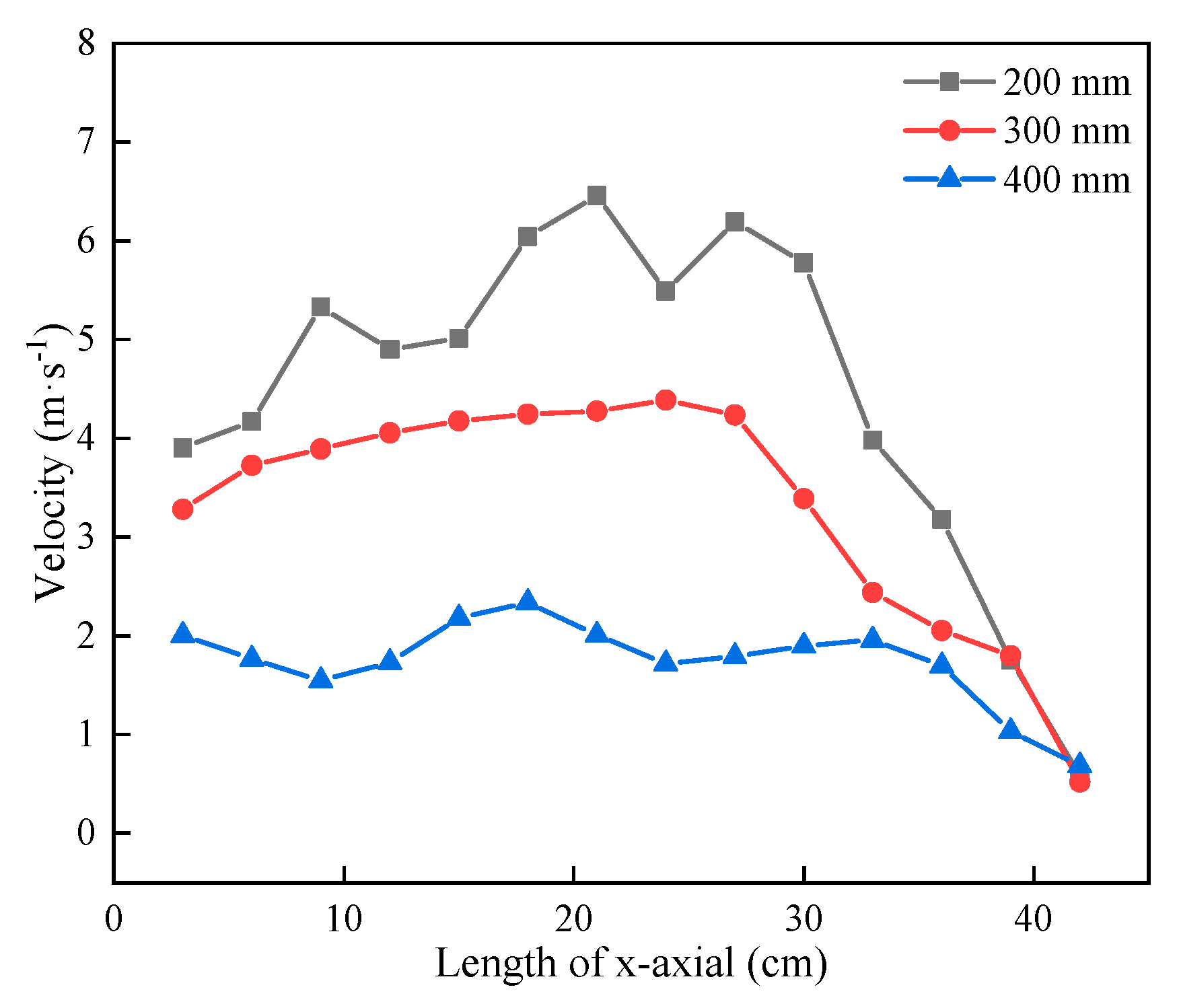
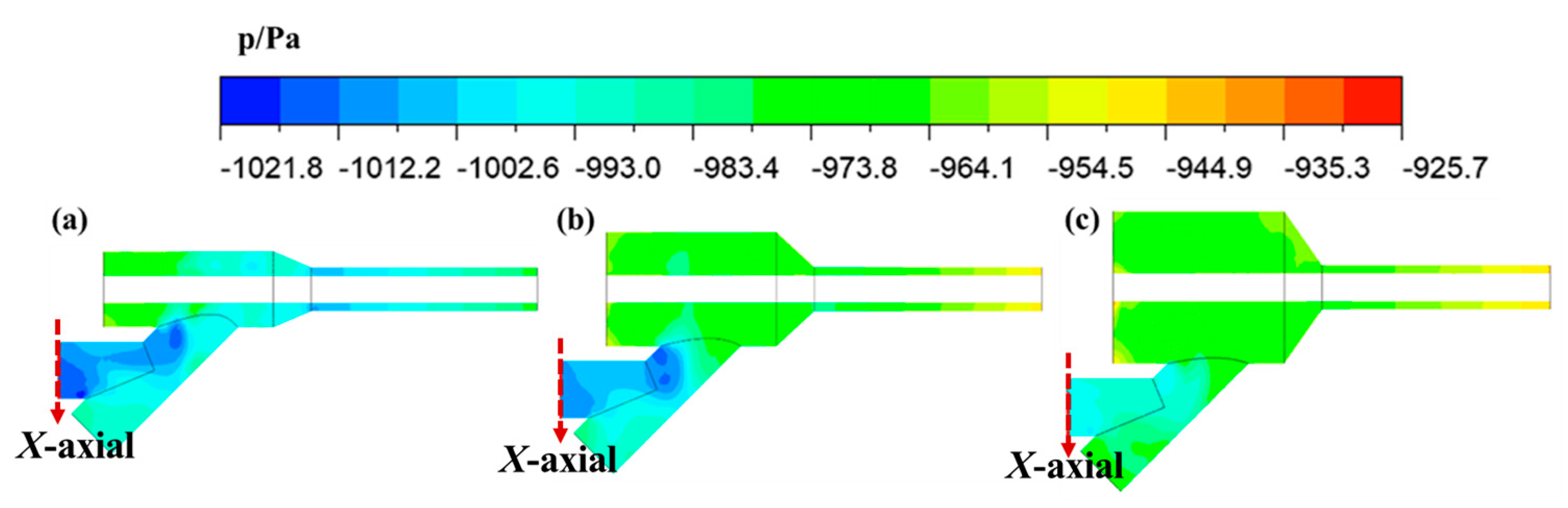
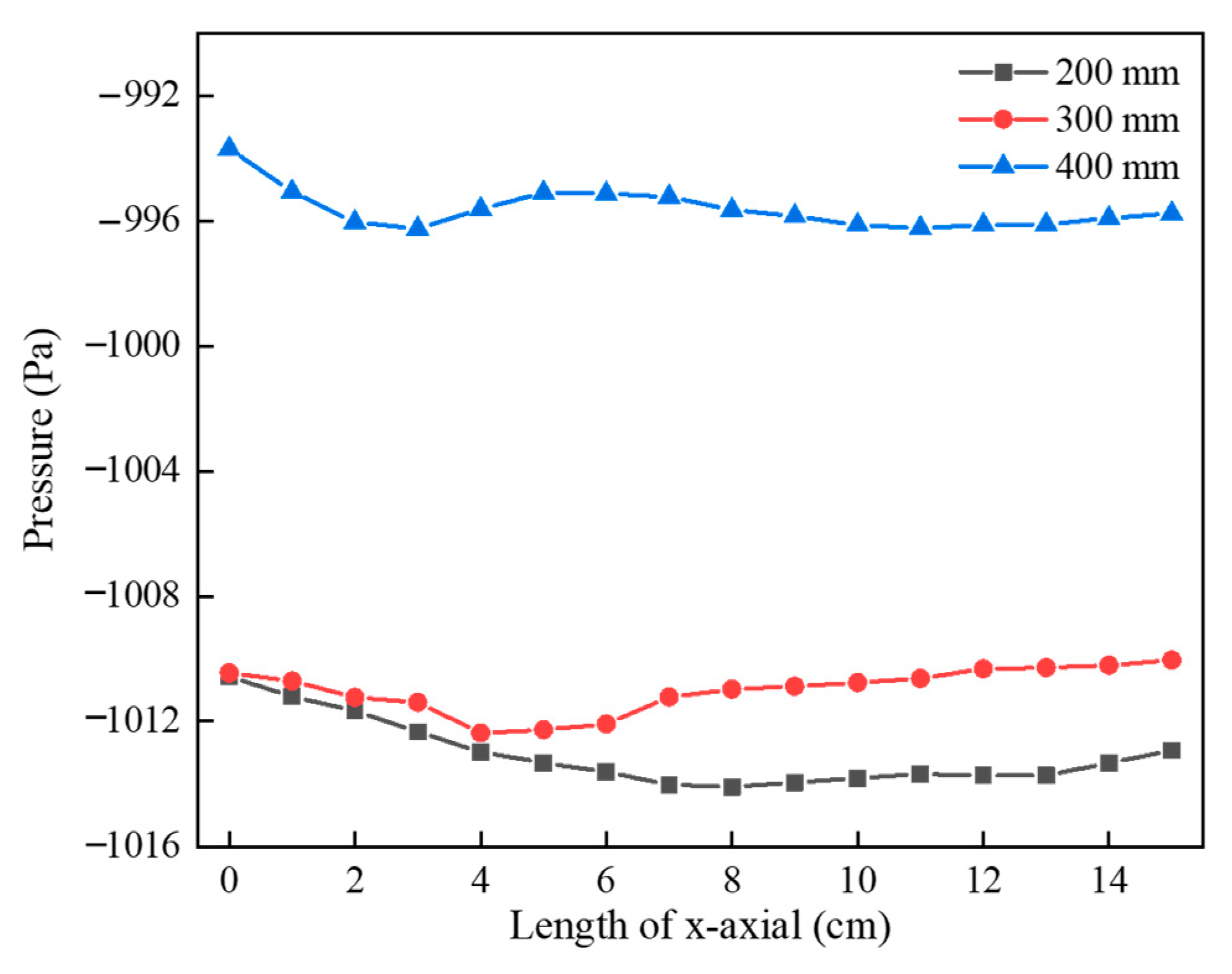
- The velocity of the dust-laden airflow in the cavity decreased with an increasing cavity diameter. By contrast, the maximum negative pressure at the dust extraction pipe port increased with the cavity diameter. When the cavity diameter was 300 mm, the velocity of the dust-laden airflow in the cavity was lower than 4.38 m·s−1, and the maximum negative pressure at the dust extraction pipe port reached −1012.38 kPa.
- (5)
- Field tests showed that after applying the new orifice dust collection device, the dust suppression efficiency reached 92.5%, 88.5%, and 89.1% at the slag discharge port, the connection between the device and the drill pipe, and 6 m from the drill hole on the downwind side, respectively. These results indicate that the device has a significant suppression effect on drill dust.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, H.B.; Liu, H.; Cheng, Y.P. The elimination of coal and gas outburst disasters by ultrathin protective seam drilling combined with stress-relief gas drainage in Xinggong coalfield. J. Nat. Gas Sci. Eng. 2014, 21, 837. [Google Scholar] [CrossRef]
- Kang, Y.; Geng, Z.; Liu, B.; Chen, J. Study on gas extraction efficiency using in-seam borehole method considering influence of plastic zone induced by borehole drilling. Geomech. Energy Environ. 2023, 33, 100426. [Google Scholar] [CrossRef]
- Huang, S.; Lu, Y.; Ge, Z.; Zhou, Z.; Guan, Y.; Chen, X. Fracture Mechanism of Coal Seams Induced by a Multibranched Borehole Drilling (MBBD) Technique to Enhance Coalbed Methane (CBM) Extraction. Energy Fuels 2023, 37, 13034–13047. [Google Scholar] [CrossRef]
- Zhao, H.; Li, J.; Liu, Y.; Wang, Y.; Wang, T.; Cheng, H. Experimental and measured research on three-dimensional deformation law of gas drainage borehole in coal seam. Int. J. Min. Sci. Technol. 2020, 30, 397–403. [Google Scholar] [CrossRef]
- He, S.; Ou, S.; Lu, Y.; Jin, L.; Chen, T.; Ma, Y. Failure mechanism of methane drainage borehole in soft coal seams: Insights from simulation, theoretical analysis and in-borehole imaging. Proc. Saf. Environ. Prot. 2022, 168, 410. [Google Scholar] [CrossRef]
- Ding, Q. A new technology for the drilling of long boreholes for gas drainage in a soft coal seam. J. Pet. Sci. Eng. 2016, 137, 107. [Google Scholar]
- Gong, X. Research on dry-type dust removing device of borehole based on pressure air dust control and ring slot ejecting technology. Saf. Coal Mines 2021, 52, 95. [Google Scholar]
- Steven, A.K.; Kramer, D.L.; Michael, K. A numerical study on optimization of multilateral horizontal wellbore patterns for coalbed methane production in Southern Shanxi Province, China. Int. J. Coal Geol. 2011, 86, 306. [Google Scholar]
- Li, H.; Wang, W.; Liu, Y.; Ma, J.; Gao, H. An integrated drilling, protection and sealing technology for improving the gas drainage effect in soft coal seams. Energy Rep. 2020, 6, 2030–2043. [Google Scholar] [CrossRef]
- Wu, D.; Gao, J.; Lu, K. Dust control technology in dry directional drilling in soft and broken coal seams. Energies 2022, 15, 3804. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, H.; Long, R.; Yang, M. Health economic loss measurement and risk assessment of new cases of coal worker’s pneumoconiosis in China. Saf. Sci. 2020, 122, 104529. [Google Scholar] [CrossRef]
- Liu, J.; Wang, S.; Jin, L.; Wei, Y.; Ou, S.; Wang, T.; Tao, G. Surface pore characteristics of original coal dust produced in underground mining sites and their impact on the moisture content. Proc. Saf. Environ. Prot. 2022, 167, 284–298. [Google Scholar] [CrossRef]
- Wu, Y.; Meng, X.; Zhang, Y.; Shi, L.; Wu, Q.; Liu, L.; Wang, T. Experimental study on the suppression of coal dust explosion by silica aerogel. Energy 2023, 267, 126372. [Google Scholar] [CrossRef]
- Hou, Z.; Wang, D.; Zhu, Y.; Luo, S.; Zhong, Q.; Liu, Z.; Zhang, Y. Experimental study on pressure wave-induced explosion of different types of deposited coal dust. Proc. Saf. Environ. Prot. 2023, 172, 825. [Google Scholar] [CrossRef]
- Liu, J.; Zhou, Z.; Jin, L.; Wang, T.; Ou, S.; Wang, S.; Jueraiti, M. Effect of coal dust content on the low-temperature oxidation of silo coal. ACS Omega 2022, 7, 37442–37451. [Google Scholar] [CrossRef] [PubMed]
- Ji, M.; Sun, Z.; Guo, H. The application of the foam technology to the dust control for reducing the dust injury of coal mines. Appl. Sci. 2022, 12, 10878. [Google Scholar] [CrossRef]
- Wang, S.L. Universal equipment of preventing gas and dust overrun in drilling. Saf. Coal Mines 2017, 48, 91. [Google Scholar]
- Wang, T.; Shi, J.; Zhou, Y.; Jin, L.; Liu, J.; Li, G.; Sun, Z.; Li, J.; Chen, C.; Ding, Y. Research and Development of a New Drilling Dust Removal Device Based on Water Jet Injection and Dry Mist Dust Reduction Technology. Met. Mine 2023, 7, 120. [Google Scholar]
- Organiscak, J.A.; Page, S.J. Development of a dust collector inlet hood for enhanced surface mine drill dust capture. Int. J. Surf. Min. Reclam. Environ. 2005, 19, 12–28. [Google Scholar] [CrossRef]
- Wu, D.; Gong, X.; Lu, K. Research on dust control technology of dry directional drilling in soft—Fragmentized coal seam. Min. Saf. Environ. Prot. 2021, 48, 61. [Google Scholar]
- Fan, X. Research and application of blowout preventer for gas drainage drilling. Coal Technol. 2023, 42, 158. [Google Scholar]
- Lu, Y.; Wang, J.; Jiang, L.Y. Design and experimental study of drilling hole dust collector apparatus used in coal drilling. J. China Coal Soc. 2011, 36, 1725. [Google Scholar]
- Cheng, L.; Lu, Y.; Ge, Z. Design and experimental study of gas-solid ejecting dust removal apparatus used in coal drilling. J. Basic Sci. Eng. 2015, 23, 1109. [Google Scholar]
- Fu, B.; Ma, S. Coal mine drilling hole filter design and research. Min. Proc. Equip. 2016, 37, 157. [Google Scholar]
- GBZ2.1-2019; Occupational Exposure Limits for Hazardous Agents in the Workplace—Part 1: Chemical Hazardous Agents. The National Health Commission: Beijing, China, 2019.
- Yin, H.; Zhao, P.; Chen, T. Development and application of convenient blowout preventer. Coal Technol. 2020, 39, 163. [Google Scholar]
- Sun, Y.; Chen, J.; Zhang, B. Design and research on new deduster gravity automatic drain slag funnel. Coal Mine Mach. 2010, 31, 37. [Google Scholar]
- Wang, T.; Liu, J.; Wang, S.; Jin, L.; Lin, M.; Ou, S. Enhancement of the wettability of a coal seam during water injection: Effect and mechanism of surfactant concentrations above the CMC. Environ. Sci. Pollut. Res. 2023, 30, 39857–39870. [Google Scholar] [CrossRef]
- Liu, J.; Wang, S.; Jin, L.; Wang, T.; Zhou, Z.; Xu, J. Water-retaining properties of NCZ composite dust suppressant and its wetting ability to hydrophobic coal dust. Int. J. Coal Sci. Technol. 2021, 8, 240–247. [Google Scholar] [CrossRef]
- Zhang, W.; Hu, Q.; Jiang, S.; Wang, L.; Chai, J.; Mei, J. Experimental study on coal dust wettability strengthened by surface active ionic liquids. Environ. Sci. Pollut. Res. 2022, 29, 46325–46340. [Google Scholar] [CrossRef]
- Wang, P.; Tan, X.; Zhang, L.; Li, Y.; Liu, R. Influence of particle diameter on the wettability of coal dust and the dust suppression efficiency via spraying. Proc. Saf. Environ. Prot. 2019, 132, 189–199. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Monitoring Point | 1 | 2 | 3 |
| Dust Concentration/mg·m−3 | 173 | 253 | 238 |
| Assumed Conditions | Options and Parameter Values |
|---|---|
| Viscous model | RNG k-ε |
| Gravity | 9.81 m·s−2 |
| Time | Steady |
| Inlet velocity of dusty airflow | 10 m·s−1 |
| Negative pressure value of dust extraction port | 1000 Pa |
| Diameter distribution | Rosin-Rammler |
| Diameter size range | 0.3~39 μm |
| Material | Coal-lv |
| Discrete phase | On |
| Total flow rate | 0.0018 kg·s−1 |
| Turbulent dispersion | Discrete random walk model |
| Boundary cond. type | Reflect, trap |
| Residual monitors | 10−4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Zhang, H.; Zhou, Y.; Jin, L.; Li, G.; Wang, T.; Tian, Y.; Yu, J.; Wei, L.; Wu, B.; et al. Design and Optimization of a Novel Dust Collection Device for Underground Dry Drilling Based on Numerical Simulation and Field Testing. Processes 2023, 11, 2942. https://doi.org/10.3390/pr11102942
Liu J, Zhang H, Zhou Y, Jin L, Li G, Wang T, Tian Y, Yu J, Wei L, Wu B, et al. Design and Optimization of a Novel Dust Collection Device for Underground Dry Drilling Based on Numerical Simulation and Field Testing. Processes. 2023; 11(10):2942. https://doi.org/10.3390/pr11102942
Chicago/Turabian StyleLiu, Jianguo, Hongyue Zhang, Yuzhu Zhou, Longzhe Jin, Gang Li, Tianyang Wang, Yunqi Tian, Jie Yu, Lin Wei, Bin Wu, and et al. 2023. "Design and Optimization of a Novel Dust Collection Device for Underground Dry Drilling Based on Numerical Simulation and Field Testing" Processes 11, no. 10: 2942. https://doi.org/10.3390/pr11102942
APA StyleLiu, J., Zhang, H., Zhou, Y., Jin, L., Li, G., Wang, T., Tian, Y., Yu, J., Wei, L., Wu, B., & Wu, X. (2023). Design and Optimization of a Novel Dust Collection Device for Underground Dry Drilling Based on Numerical Simulation and Field Testing. Processes, 11(10), 2942. https://doi.org/10.3390/pr11102942