
Explosion Risk of Metal Powder Used in Additive Manufacturing

Abstract
:1. Introduction
2. Literature Review
3. Experimental Materials and Methods
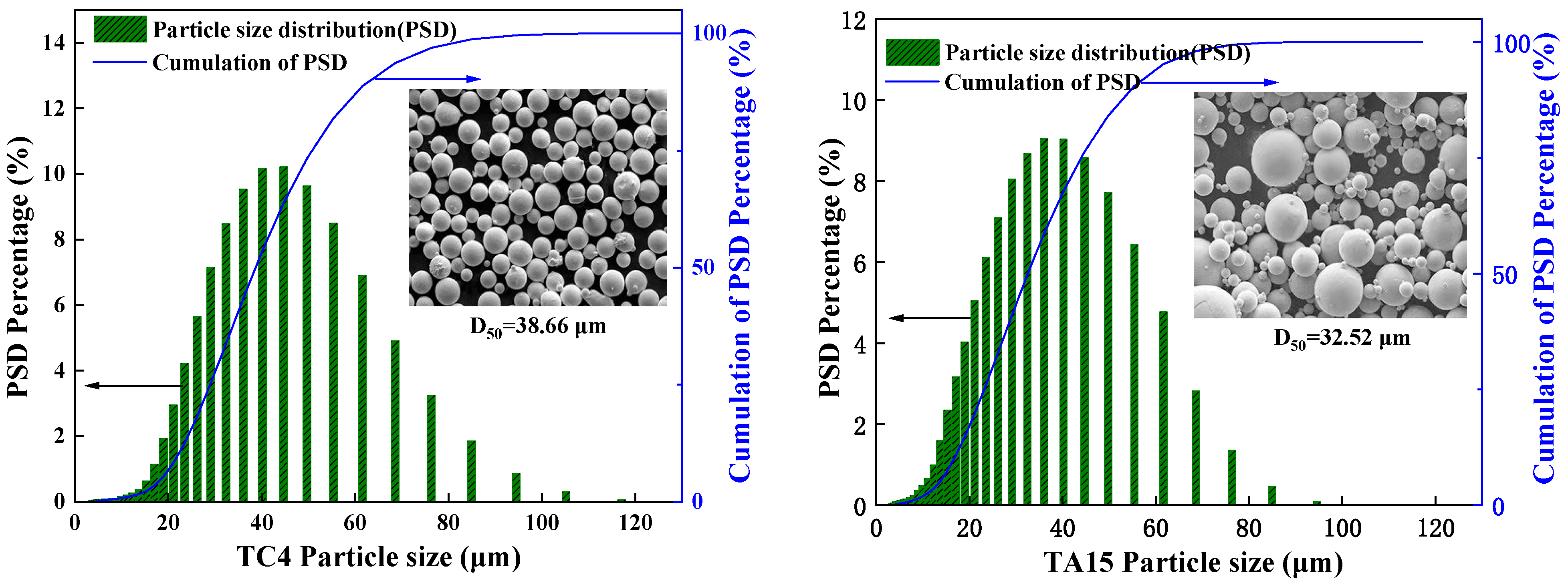
3.1. Materials
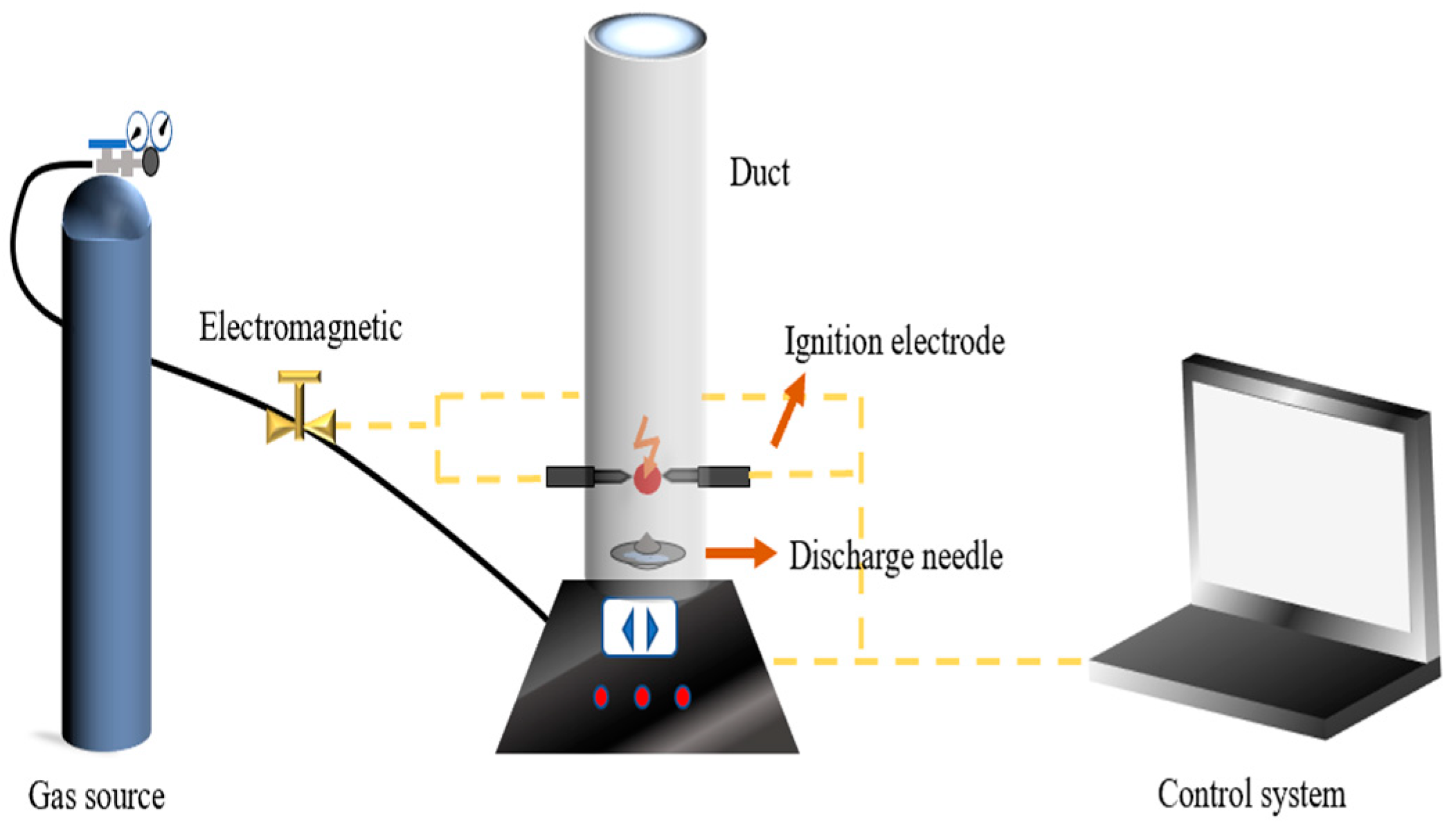
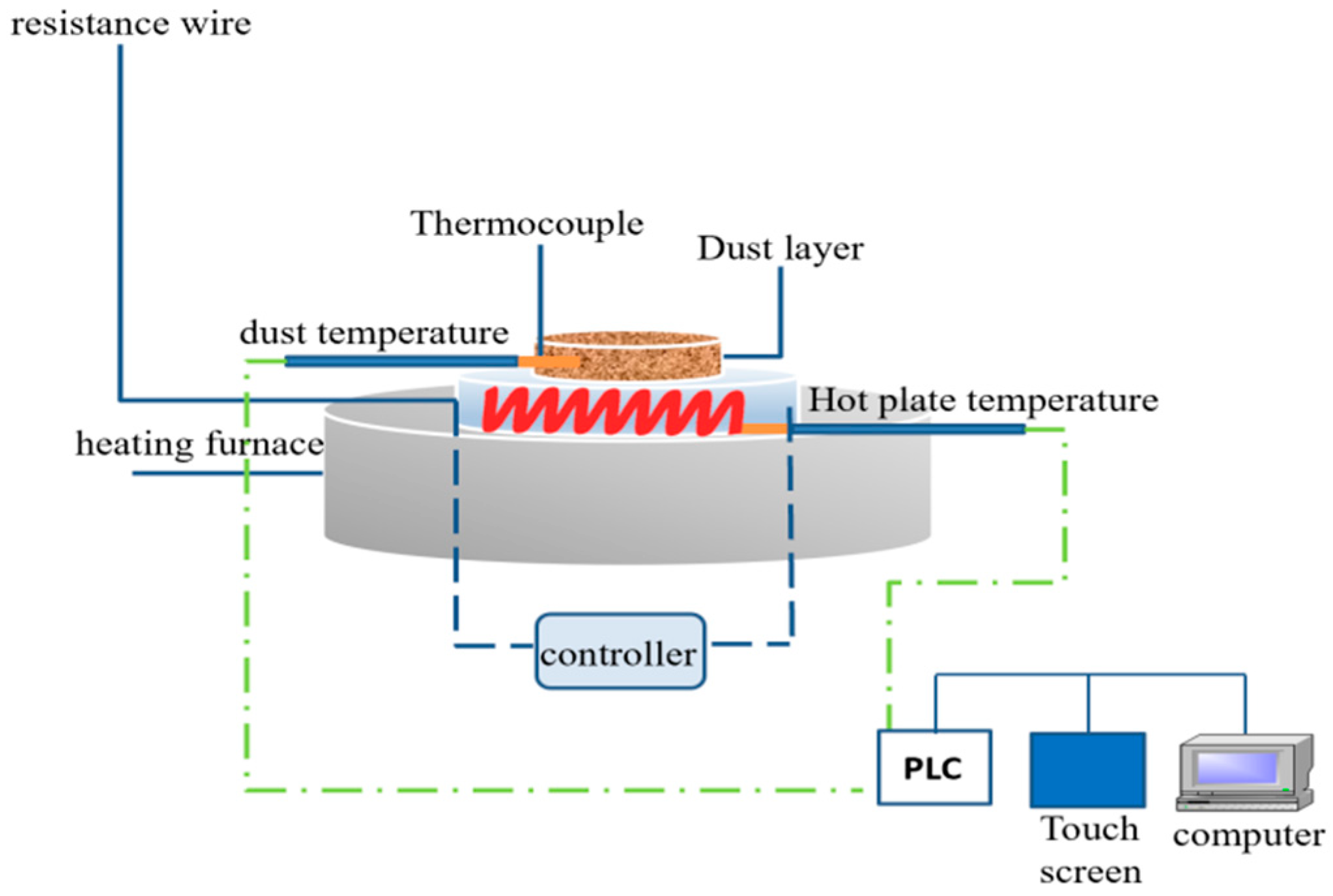
3.2. Experimental Setup
3.3. Experimental Program
4. Results and Analysis
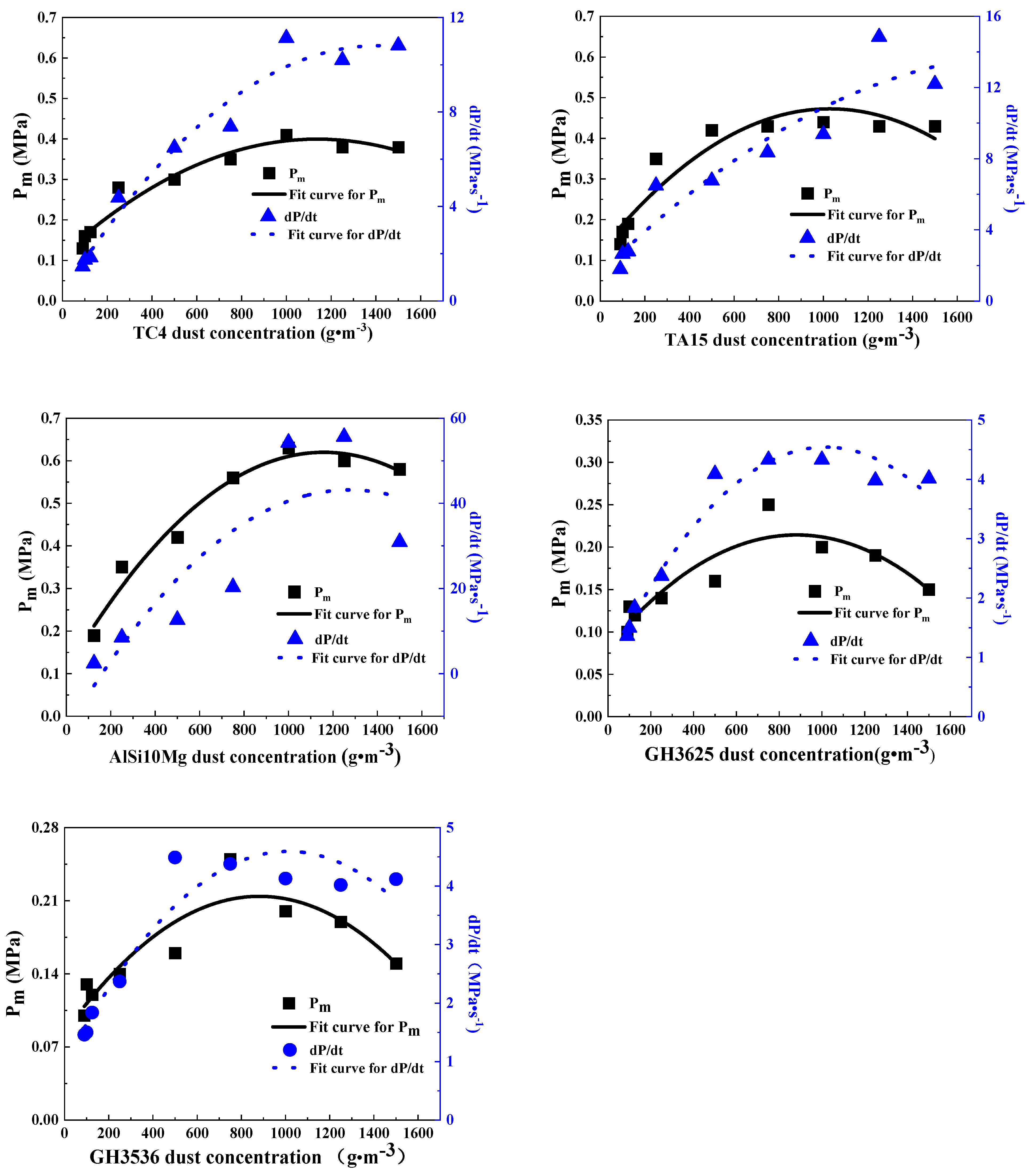
4.1. AM Dust Explosion Severity
4.2. AM Dust Explosion Sensitivity
4.2.1. MIE of AM Dust Cloud
4.2.2. MITC of AM Dust
4.2.3. MITL of AM Dust
4.2.4. MEC of AM Dust Cloud
5. Risk Assessment
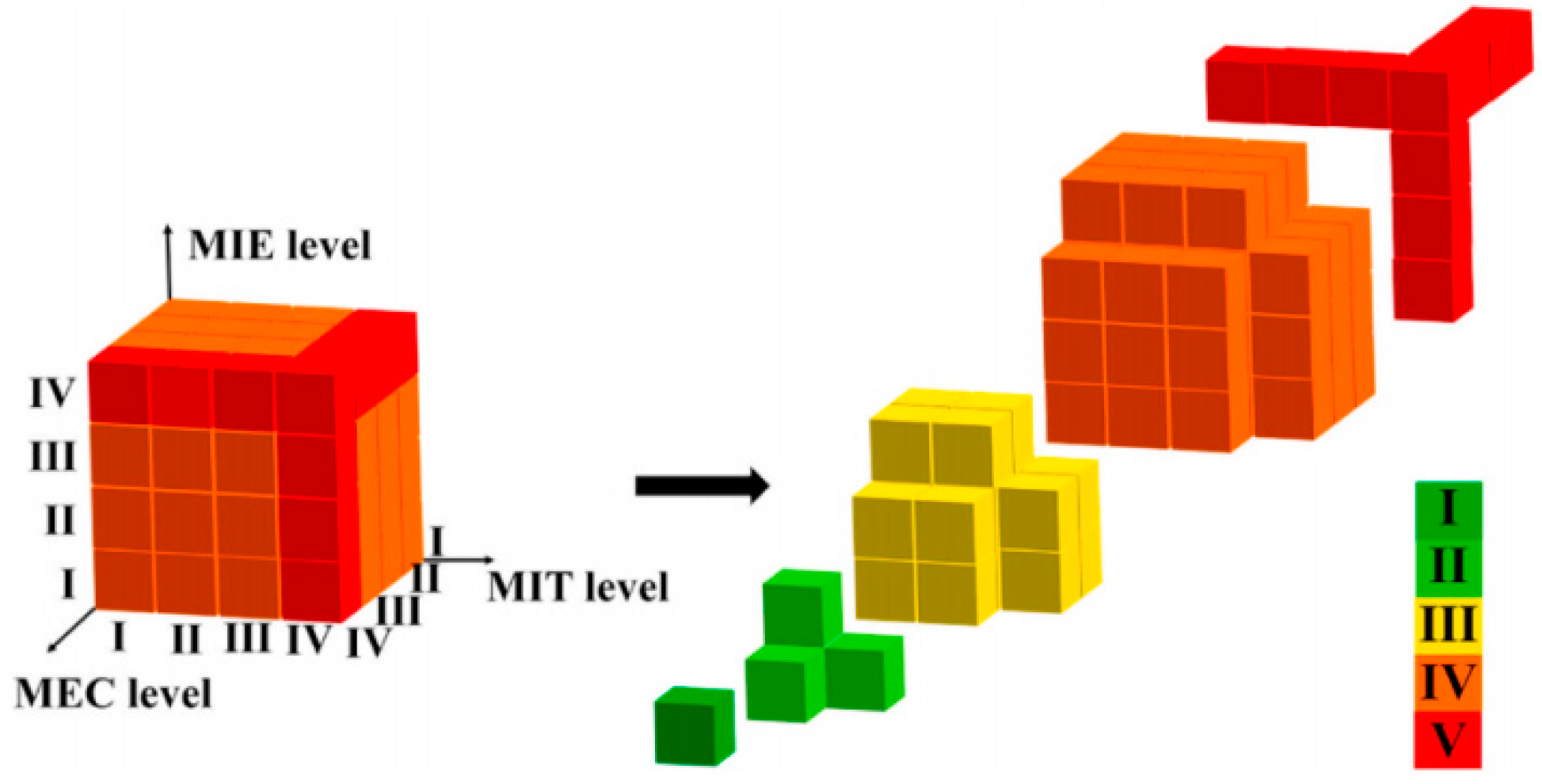
5.1. Establishment of Risk Assessment Method
5.2. Empirical Application Research
6. Conclusions
- (1)
- The dust explosive sensitivity and explosive severity of AM were classified into five grades via a two-dimensional risk matrix (Pmax and Kst), and a three-dimensional risk matrix (MIE, MITC/MITL, and MEC), respectively. Subsequently, a 2D dust-explosive risk assessment model was established and classified into four grades.
- (2)
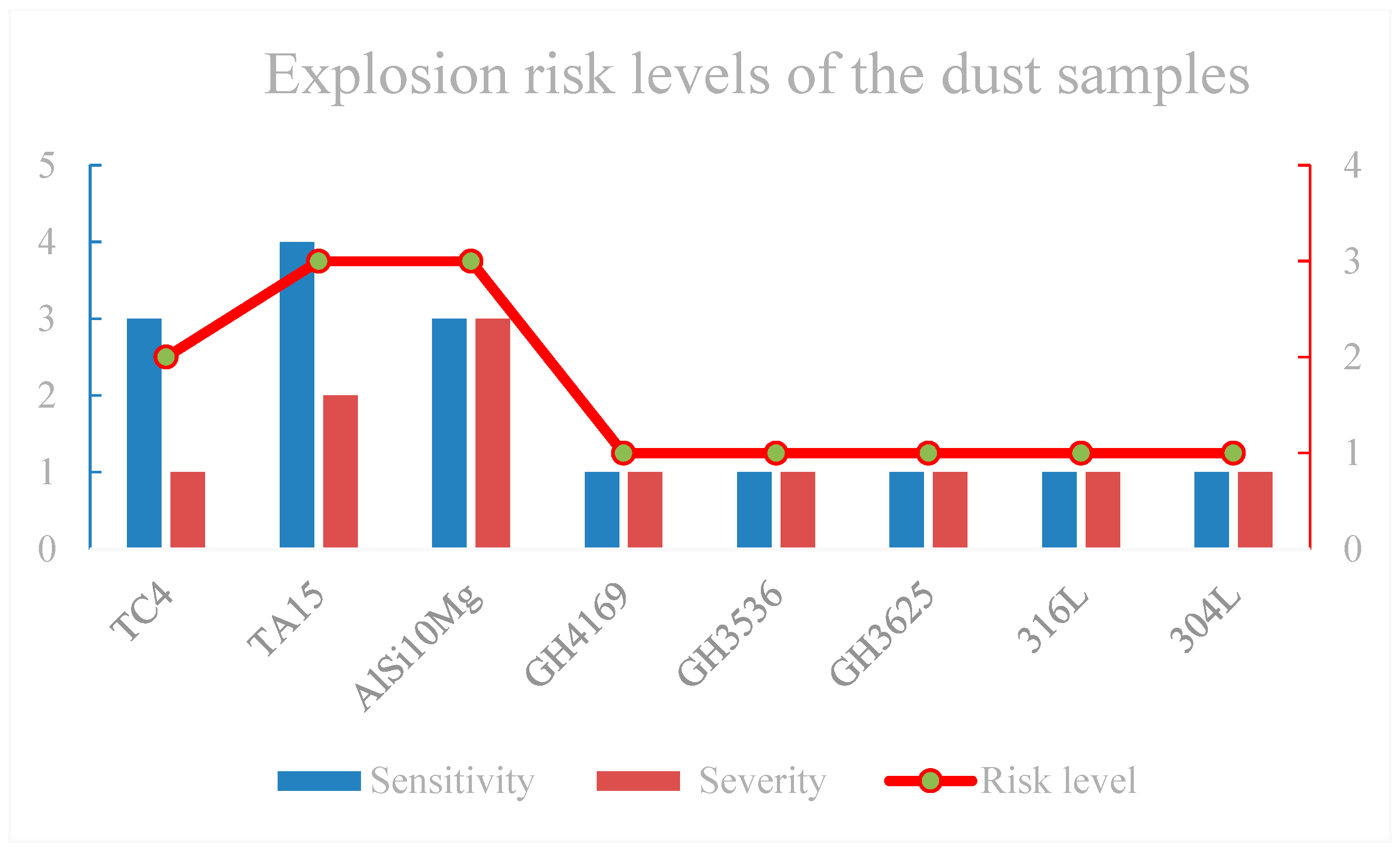
- During the design of explosion-proof and explosion-control measures for AM and production equipment, the explosive risk levels of products prepared using raw materials must be prioritized. Based on the self-established AM dust-explosive risk assessment method, the four types of AM dust sample were classified, and the dust explosive risks of the samples were classified as Grades II, III, III, I, I, I, I, and I.
- (3)
- The risk assessment method may provide a scientifically credible and effective basis for assessing and improving the AM process based on powder spreading. In the next step, it is necessary to carry out an experimental analysis of explosive characteristic parameters of other non-metal AM dust, further refine the division range of indicators at all levels, and expand the application range of risk assessment models. Ventilation, waterproofing, and moisture-proof measures should be implemented for the collection, stacking, and storage of metal dust to weaken the explosion risk.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xu, D.; Gao, H.B.; Dong, T.; Cui, C.Y.; Yang, Z.L.; Li, H.X.; Jiang, C.F.; Wang, J.D. Research progress of metal powder for additive manufacturing. Chin. J. Nonferrous Met. 2021, 31, 245–257. [Google Scholar]
- Li, C. Application of 3D Printing Technology in Automobile Manufacturing and Maintenance. Automob. Appl. Technol. 2021, 10, 198–200. [Google Scholar]
- Anderson, I.E.; White, E.M.H.; Dehoff, R. Feedstock powder processing research needs for additive manufacturing development. Curr. Opin. Solid State Mater. Sci. 2018, 22, 8–15. [Google Scholar] [CrossRef]
- Ren, H.J.; Zhou, G.N.; Cong, B.Q.; Ma, H.J.; Dong, W.Q. Development and application of additive manufacturing technology in Aerospace metal components. Aviat. Manuf. Technol. 2020, 63, 72–77. [Google Scholar]
- Gao, C.F.; Yu, W.Y.; Zhu, Q.L.; Xiao, Z.Y. Performance characteristics and research progress of metal powders for 3D printing. Powder Metall. Ind. 2017, 27, 53–58. [Google Scholar]
- Jin, Y.Y.; He, W.W.; Chen, B.K.; Tang, H.P.; Xiang, C.S.; Zhu, J.L.; Qiu, S.; Wang, Y. Preparation technology of spherical refractory metal powder. Aviat. Manuf. Technol. 2019, 62, 64–72. [Google Scholar]
- Sun, S.H.; Sun, Y.; Jia, C.F.; Wang, H.J.; Fang, Y.F.; Pang, L. Study on the explosion sensitivity of metal powders used in additive manufacturing. Powder Metall. Technol. 2020, 38, 249–256. [Google Scholar]
- Huijie, W.; Zhaowen, C.; Feng, S.; Hongbin, L.; Zhongmin, T. Superalloy GH4169 complicated components prepared by Selective Laser Melting forming technique. Powder Metall. Technol. 2016, 34, 368–372. [Google Scholar]
- Zhao, J.; Lv, L.; Wang, K.; Liu, G. Effects of strain state and slip mode on the texture evolution of a near-α TA15 titanium alloy during hot deformation based on crystal plasticity method. J. Mater. Sci. Technol. 2020, 38, 125–134. [Google Scholar] [CrossRef]
- Wang, X.Q.; Chou, K. The effects of stress relieving heat treatment on the microstructure and residual stress of Inconel 718 fabricated by laser metal powder bed fusion additive manufacturing process. J. Manuf. Process. 2019, 48, 154–163. [Google Scholar] [CrossRef]
- Wang, D.J.; Li, H.; Zheng, W. Oxidation behaviors of TA15 titanium alloy and TiBw reinforced TA15 matrix composites prepared by spark plasma sintering. J. Mater. Sci. Technol. 2020, 37, 46–54. [Google Scholar] [CrossRef]
- Wang, X.X.; Zhan, M.; Gao, P.F.; Zhang, H.R. Micromechanical behaviour of TA15 alloy cylindrical parts processed by multi-pass flow forming. Mater. Sci. Eng. A 2019, 737, 328–335. [Google Scholar] [CrossRef]
- Tong, D.; Yu, Y.; Song, Z.W. Study on Effects of 3D Printing Process Parameters on Corrosion Resistance of TC4 Dental Implant Materials. Hot Work. Technol. 2020, 49, 32–35. [Google Scholar]
- Liu, H.J.; Zhang, Z.M.; Xu, J.; Wu, Y.J.; Li, X.B.; Xue, Y. Study on hot deformation behavior and constitutive model of SPSed TC4 titanium alloy. J. Plast. Eng. 2019, 26, 263–270. [Google Scholar]
- Millogo, M.; Bernard, S.; Gillard, P.; Frascati, F. Combustion properties of titanium alloy powder in ALM processes: Ti6Al4V. J. Loss Prev. Process Ind. 2018, 56, 254–261. [Google Scholar] [CrossRef]
- Li, G.; Yang, H.X.; Yuan, C.M.; Eckhoff, R.K. A catastrophic aluminium-alloy dust explosion in China. J. Loss Prev. Process Ind. 2016, 39, 121–130. [Google Scholar] [CrossRef]
- Wang, Q.; Sun, Y.; Zhang, Z.; Shu, C.M. Ignition and explosion characteristics of micron-scale aluminum–silicon alloy powder. J. Loss Prev. Process Ind. 2019, 62, 902. [Google Scholar] [CrossRef]
- Chen, J.J.; Hu, L.S.; Hu, S.Q. Study on the minimum iginition energy and inhibition technology of titanium dust cloud. Fire Sci. Technol. 2015, 34, 566–569. [Google Scholar]
- Dong, H.P. The Explosion Parameters and Explosion Risk Evaluation of Titanium Powder; Guangxi University: Nanning, China, 2018. [Google Scholar]
- Nifuku, M.; Koyanaka, S.; Ohya, H.; Barre, C.; Hatori, M.; Fujiwara, S.; Horiguchi, S.; Sochet, I. Ignitability characteristics of aluminum and magnesium dusts that are generated during the shredding of post-consumer wastes. J. Loss Prev. Process Ind. 2007, 20, 322–329. [Google Scholar] [CrossRef]
- Wang, Y.G. Discussion on the explosion characteristics of aluminum dust and explosion prevention countermeasure of aluminum powder site. Fire Sci. Technol. 2017, 36, 850–852. [Google Scholar]
- Zhong, Y.P.; Xu, D.; Li, G.; Yuan, C.M.; Chen, B.Z. Measurement of minimum ignition temperature for magnesium dust cloud. Explos. Shock Waves 2009, 29, 429–433. [Google Scholar]
- Ye, Y.M.; Liang, J.; Jiang, H.Y.J.; Li, J.Q.; Zhang, J.J.; Feng, C.S. Research progress on Mg dust combustion explosion. Fire Sci. Technol. 2019, 38, 921–925. [Google Scholar]
- Wang, X.F. Research of Nonlinear Forecast on Minimun Ignition Energy and Minimum Ignition Temperature of Mg-Al Alloy Dust; North University of China: Taiyuan, China, 2016. [Google Scholar]
- Sakata, K.; Tagomori, K.; Sugiyama, N.; Sasaki, S.; Shinya, Y.; Nanbu, T.; Kawashita, Y.; Narita, I.; Kuwatori, K.; Ikeda, T.; et al. Dust explosion properties of Aluminum, Titanium, Zinc and Iron based alloy powders used for cold spray. Therm. Spray Technol. 2014, 6, 53–58. [Google Scholar]
- Wu, H.; Chang, R.; Hsiao, H. Research of minimum ignition energy for nano Titanium powder and nano Iron powder. J. Loss Prev. Process Ind. 2009, 22, 21–24. [Google Scholar] [CrossRef]
- Vignes, A.; Krietsch, A.; Dufaud, O.; Santandréa, A.; Perrin, L.; Bouillard, J. Course of explosion behaviour of metallic powders-From micron to nanosize. J. Hazard. Mater. 2019, 379, 120767. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Wang, X.; Jun, D. Explosion risk analysis of aluminum-magnesium alloy polishing site based on combination weighting and catastrophe progression method. J. Saf. Environ. 2021, 125, 2107–2113. [Google Scholar] [CrossRef]
- Zhang, X.L. Risk factor analysis of dust explosion. J. Technol. 2011, 11, 340–345. [Google Scholar]
- Wang, Q.; Fang, X.; Wen, H.; Shu, C.-M.; Luo, Z.; Xu, Q.; Wang, Q.; Sheng, Y. Explosion hazards of colored powders and the effects of suppressant powder materials. Powder Technol. 2021, 390, 11–19. [Google Scholar] [CrossRef]
- Le, Y.B.; Zhang, F.T.; Hu, W.X.; Wu, X.Y.; Zhang, Q.Q. Comparative Study and Analysis of Dust Explosion Risk Assessment Between China and the United States. Ind. Saf. Environ. Prot. 2020, 46, 60–62+96. [Google Scholar]
- Yao, L.C. Study on Comprehensive Evaluation Method of Industrial Dust Related to Explosion Risk; Harbin University of Science and Technology: Harbin, China, 2022. [Google Scholar]
- Bagaria, P.; Hall, B.; Dastidar, A.; Mashuga, C. Effect of particle size reduction due to dust dispersion on minimum ignition energy (MIE). Powder Technol. 2019, 356, 304–309. [Google Scholar] [CrossRef]
- Jiang, H.Y.J. Explosion Characteristics of Wood Dust and Its Application in Risk Assessment of Typical Production Environment; South China University of Technology: Yueyang, China, 2016. [Google Scholar]
- Jin, J.H.; Li, X.L.; Wang, Q. Dust explosion risk assessment method and its application. China Saf. Sci. J. 2019, 29, 164–169. [Google Scholar]
- Zheng, W.B.; Wu, Y.Q.; Liang, A.C.; Wang, H.L.; Gan, L. Application Research on risk management system of coal mine dust accident. China Energy Environ. Prot. 2017, 39, 11–16. [Google Scholar]
- GB/T 16426-1996; Determination of Maximum Explosion Pressure and Maximum Pressure Rise Rate of Dust Cloud. Standards Press of China: Beijing, China, 1996.
- GB/T 16425-2018; Determination of Lower Explosion Limit Concentration of Dust Cloud. Standards Press of China: Beijing, China, 2018.
- GB/T 16428-1996; Determination of Minimum Ignition Energy of Dust Cloud. Standards Press of China: Beijing, China, 1996.
- GB/T 16429-1996; Determination of Minimum Ignition Temperature of Dust Cloud. Standards Press of China: Beijing, China, 1996.
- GB/T 16430-2018; Determination of Minimum Ignition Temperature of Dust Layer. Standards Press of China: Beijing, China, 2018.
- MT/T 837-1999; Determination of Limit Oxygen Content in Coal Dust Explosion. China Coal Industry Publishing House: Beijing, China, 1999.
- Zhao, Y.; Zhang, W.; Feng, D.; Wang, P.; Sun, S.; Wu, J.; Li, P. Experimental study of the flame propagation characteristics of pulverized coal in an O2/CO2 atmosphere. Fuel 2020, 262, 116678. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Category | AM Sample | Median Diameter (D50)/μm |
|---|---|---|
| Titanium alloy dust | TC4 | 38.66 |
| TA15 | 32.52 | |
| Aluminum alloy dust | AlSi10Mg | 33.41 |
| Nickel alloy dust | GH4169 | 30.80 |
| GH3536 | 30.80 | |
| GH3625 | 27.42 | |
| Stainless steel dust | 316L | 38.91 |
| 304L | 36.76 |
| AM Sample | Pmax/MPa | (dp/dt) max/MPa∙s−1 | Kst/MPa·m·s−1 |
|---|---|---|---|
| TC4 | 0.41 | 11.13 | 3.02 |
| TA15 | 0.44 | 14.84 | 4.03 |
| AlSi10Mg | 0.61 | 55.62 | 15.10 |
| GH3536 | 0.25 | 4.49 | 1.22 |
| GH3625 | 0.25 | 4.33 | 1.17 |
| AM Sample | MIE/mJ |
|---|---|
| TC4 | 80 |
| TA15 | 20 |
| AlSi10Mg | 80 |
| AM Sample | Dust Mass Concentration (kg/m3) | Spraying Pressure (MPa) | MITC (°C) |
|---|---|---|---|
| GH4169 | 4.444 | 0.04 | 900 |
| GH3536 | 4.444 | 0.04 | 950 |
| 316L | 3.333 | 0.04 | 950 |
| AM Sample | MIT/°C |
|---|---|
| TC4 | 460 |
| TA15 | 430 |
| AlSi10Mg | 680 |
| AM Sample | Thickness (mm) | Hot Surface Temperature (°C) | MITL (°C) | Result |
|---|---|---|---|---|
| TC4 | 5 | 380 | 476 | √ |
| TA15 | 5 | 380 | 458 | √ |
| AlSi10Mg | 5 | 420 | 462 | √ |
| GH4169 | 5 | 450 | 408 | X |
| GH3536 | 5 | 450 | 386 | X |
| GH3625 | 5 | 450 | 403 | X |
| 316L | 5 | 450 | 383 | X |
| 304L | 5 | 450 | 391 | X |
| AM Sample | MEC/g·m−3 |
|---|---|
| TC4 | 60 |
| TA15 | 60 |
| AlSi10Mg | 75 |
| GH3536 | 750 |
| GH3625 | 500 |
| AM Type | AM Sample | D50/µm | Pmax/MPa | Kst/MPa−1 | MIE/mJ | MITC/MITL/°C | MEC/g·m−3 |
|---|---|---|---|---|---|---|---|
| Titanium alloy | TC4 | 38.66 | 0.14 | 3.02 | 80 | 460/380 | 60 |
| TA15 | 32.52 | 0.44 | 4.03 | 20 | 430/380 | 60 | |
| Aluminum alloy | AlSi10Mg | 33.41 | 0.61 | 15.10 | 80 | 680/420 | 75 |
| Nickel alloy | GH4169 | 31.80 | <0.04 | \ | >1000 | 900/>450 | \ |
| GH3536 | 30.80 | 0.25 | 1.22 | >1000 | 950/>450 | 750 | |
| GH3625 | 27.42 | 0.25 | 1.17 | >1000 | >1000/>450 | 500 | |
| Stainless steel | 316L | 38.91 | <0.04 | \ | >1000 | 950/>450 | \ |
| 304L | 36.76 | <0.04 | \ | >1000 | >1000/>450 | \ |
| Classification | Pmax (MPa) | ||||
|---|---|---|---|---|---|
| Pmax < 0.3 | 0.3 ≤ Pmax < 0.6 | 0.6 ≤ Pmax < 1.0 | 1.0 ≤ Pmax | ||
| Kst (MPa·m·s−1) | Kst < 20 | Ⅰ | Ⅱ | Ⅲ | Ⅳ |
| 20 ≤ Kst < 30 | Ⅱ | Ⅲ | Ⅳ | Ⅴ | |
| 30 ≤ Kst | Ⅲ | Ⅳ | Ⅴ | Ⅴ | |
| Classification | Ⅰ | Ⅱ | Ⅲ | Ⅳ |
|---|---|---|---|---|
| MIE (mJ) | MIE > 100 | 30 < MIE ≤ 100 | 10 < MIE ≤ 30 | MIE ≤ 10 |
| MIT (°C) | MIT > 600 | 450 < MIT ≤ 600 | 300 < MIT ≤ 450 | MIT ≤ 300 |
| MEC (g·m−3) | MEC > 100 | 50 < MEC ≤ 100 | 25 < MEC ≤ 50 | MEC ≤ 25 |
| Classification | Index Element Combination |
|---|---|
| Ⅰ | Aa1 |
| Ⅱ | Aa2 Ba1 Ab1 |
| Ⅲ | Aa3 Ab2 Ab3 Ac1 Ac2 Ba2 Ba3 Bb1 Bb2 Bb3 Bc1 Bc2 Ca1 Ca2 Cb1 Cb2 |
| Ⅳ | Aa4 Ab4 Ac3 Ac4 Ad1 Ad2 Ad3 Ba4 Bb4 Bc3 Bc4 Bd1 Bd2 Bd3 Ca3 Ca4 Cb3 Cb4 Cc1 Cc2 Cc3 Cc4 Cd1 Cd2 Cd3 Da1 Da2 Da3 Db1 Db2 Db3 Dc1 Dc2 Dc3 |
| Ⅴ | Ad4 Bd4 Cd4 Da4 Db4 Dc4 Dd1 Dd2 Dd3 Dd4 |
| AM Dust Explosion Risk Classification | Severity Classification | |||||
|---|---|---|---|---|---|---|
| Ⅰ | Ⅱ | Ⅲ | Ⅳ | Ⅴ | ||
| Sensitivity classification | Ⅰ | Ⅰ | Ⅰ | Ⅱ | Ⅱ | Ⅲ |
| Ⅱ | Ⅰ | Ⅱ | Ⅱ | Ⅲ | Ⅲ | |
| Ⅲ | Ⅱ | Ⅱ | Ⅲ | Ⅲ | Ⅳ | |
| Ⅳ | Ⅱ | Ⅲ | Ⅲ | Ⅳ | Ⅳ | |
| Ⅴ | Ⅲ | Ⅲ | Ⅳ | Ⅳ | Ⅳ | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, S.; Xing, C.; Ding, J.; Cheng, Y.; Liu, K.; Pang, L. Explosion Risk of Metal Powder Used in Additive Manufacturing. Processes 2023, 11, 2943. https://doi.org/10.3390/pr11102943
Sun S, Xing C, Ding J, Cheng Y, Liu K, Pang L. Explosion Risk of Metal Powder Used in Additive Manufacturing. Processes. 2023; 11(10):2943. https://doi.org/10.3390/pr11102943
Chicago/Turabian StyleSun, Siheng, Chonglin Xing, Jianxu Ding, Yan Cheng, Kai Liu, and Lei Pang. 2023. "Explosion Risk of Metal Powder Used in Additive Manufacturing" Processes 11, no. 10: 2943. https://doi.org/10.3390/pr11102943
APA StyleSun, S., Xing, C., Ding, J., Cheng, Y., Liu, K., & Pang, L. (2023). Explosion Risk of Metal Powder Used in Additive Manufacturing. Processes, 11(10), 2943. https://doi.org/10.3390/pr11102943